Содержание
- Pereosnastka.ru
- Обработка дерева и металла
- Металл консервной банки
- Справочник химика 21
- Химия и химическая технология
- О консервной банке
- Записки Механика
- Механика, электроника, авиамоделизм и другие интересности
- Поделки из жестяных (алюминиевых) банок. Самодельная горелка
- Самодельная горелка из пивной банки
- Поделки из жестяных (алюминиевых) банок. Самодельная горелка : 9 комментариев
- MetalloPraktik.ru
- Технология производства металлопроката | Опыт. Исследования. Результаты.
- Оплавление в процессе получения белой жести
Температура плавления жести из банок
Pereosnastka.ru
Обработка дерева и металла
Белая жесть выпускается в виде листов или полос из мягкой, малоуглеродистой стали, облуженной чистым оловом. Оловянное покрытие, наносимое путем горячего погружения или гальваническим способом хорошо сцепляется с основным металлом и делает его легко паяемым с применением некоррозионных флюсов. Белая жесть, получаемая способом горячего погружения, выпускается в виде листов с толщиной покрытия от 0,0015 до 0,02 мм. Гальваническая белая жесть выпускается в виде больших рулонов, которые часто режут на полосы одинаковой длины. Гальваническое покрытие имеет матовую или тусклую поверхность; его поверхность осветляют путем расплавления. Осветленная белая жесть хорошо сохраняется и обладает хорошими паяльными свойствами. Гальваническим способом можно наносить оловянные покрытия различной толщины, от 0,0003 до 0,0015 мм с каждой стороны листа. Этим же способом можно выпускать листы белой жести с различной толщиной покрытия каждой из сторон.
Детали, изготовленные из белой жести, с любой толщиной покрытия пригодны для пайки с применением некоррозионных флюсов. Чем толще покрытие, тем легче паять деталь. Поэтому белая жесть, полученная методом горячего погружения, применяется для всех изделий, кроме консервных банок.
Так как припой растекается легко, нет необходимости в сильном нагреве; слишком сильное газовое пламя может разрушить покрытие и ухудшить паяемость.
Для пайки белой жести применяются оловянносвинцовые припои. Консервные банки запаиваются припоями, содержащими 2% олова и 98% свинца или 30% олова и 70% свинца. Если это необходимо для изготовления деталей из белой жести, применяют припои, содержащие 40, 50 и 60% олова, вследствие простоты применения, низкой температуры плавления и хорошей капиллярности.
Белая жесть не требует специальной подготовки поверхности под пайку, если не считать удаления таких поверхностных загрязнений как масло, жир и атмосферные загрязнения.
Для пайки белой жести применим любой из описанных в гл. 6 способов нагрева. Наиболее распространены пайка паяльником, индукционным нагревом и газовым пламенем. Применяемые при пайке канифолевые флюсы обеспечивают достаточную защиту металла и припоя. Если возникает необходимость в высокой производительности, можно также применять активированные канифолевые флюсы.
Для получения максимальной прочности соединений следует пользоваться рекомендациями по конструированию соединений из тонкого листового материала. Наиболее надежными являются соединения нахлесточного типа, особенно соединения в замок. Для пайки изделий из белой жести достаточен зазор в 0,025 мм, но допустимы и несколько большие зазоры.
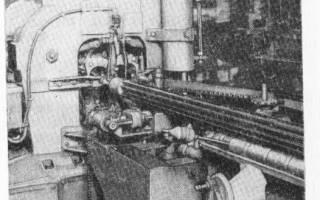
Современное оборудование консервной промышленности позволяет выпускать в минуту до 500 банок из белой жести. Жесть поступает в машину (рис. 11.1), где она сворачивается в цилиндр с замковым швом. Шов покрывается флюсом, и затем корпус консервной банки перемещается по направляющим. Здесь на шов наносится припой с помощью вращающегося стального ролика, погруженного в ванну с расплавленным припоем. Излишки припоя удаляются матерчатым полировальным кругом, показанным на рис. 2. Днище консервной банки закатывается на специальном станке с предварительной установкой резиновой прокладки для уплотнения. Банки для сгущенного молока изготавливаются аналогично, за исключением того, что оба днища соединяются с корпусом консервной банки с помощью пайки в процессе того, как она катится вдоль ролика, вращающегося в расплавленном припое. Небольшое отверстие в банке позволяет провести заполнение консервной банки. После заполнения отверстие запаивается каплей припоя.
Другим примером пайки изделий из белой жести является изготовление корпуса газового счетчика. На сборочной линии применяются различные методы нагрева. Корпус счетчика состоит из двух боковых отбортованных секций и крышки.
Механизм счетчика устанавливается на раму с отбортовкой в 12,5 мм. Корпус счетчика собирают с предварительным покрытием поверхности отбортовки некоррозионным флюсом и последующим плотным соединением трех кромок. Вокруг прямоугольной отбортовки производится прихватка точечной сваркой с шагом в 75 мм. Запаивают соединение погружением кромок на 15 сек в ванну с расплавленным припоем из 50% свинца и 50% олова при температуре 290°. Устанавливают на место крышку и припаивают отбортовки при прохождении счетчика через ряд газопламенных горелок, применяя припой в виде проволоки. Небольшие исправления, если необходимо, производят паяльником. При изготовлении изделий из сталей, покрытых оловом, применяются флюсы некоррозионного типа. Это исключает воздействие остатков флюсов на механизм счетчика. При этом легко обеспечивается герметичность паяного соединения и получение хорошей основы под окраску.
Облуженные стали применяются также во многих других отраслях промышленности. Из них изготовляют трубы для подвода сухого воздуха, корпуса конденсаторов, каркасы усилителей, воздушные фильтры, масляные фильтры, корпусы радиоламп, кухонные принадлежности.
Металл консервной банки
«Олово отжило свой „бронзовый век“ и стало металлом консервной банки» – это цитата из прекрасного очерка академика А. Е. Ферсмана об олове, из книги «Занимательная геохимия». Название очерка повторяет название этой главы.
Действительно, известное человеку с древнейших времен олово в течение тысячелетий употреблялось как главная добавка к меди. Великий сплав – бронза – получался в результате этого союза.
Но прошла эпоха бронзового века. Бронзы стали одним из широко применяемых, но отнюдь не главных сплавов. И олово нашло себе другое применение. Оно подружилось с железом, точнее – с жестью, тонкими листами прокатанного железа. Тысячи применений имеет такой лист. И одно из важнейших – быть тарой консервированного продукта, проще – консервной банкой.
Олово обладает значительной устойчивостью против химических воздействий. Оно не реагирует с водой, очень медленно растворяется в разбавленных кислотах, только при нагревании до 150 градусов начинает окисляться кислородом воздуха. Все это полностью удовлетворяет тем высоким требованиям, которые можно предъявить к металлу, покрывающему изнутри жесть консервной банки, соприкасающемуся с пищей, предназначенной для человека. И поэтому оловом и покрывают внутреннюю поверхность консервных банок.
Есть несколько способов осуществить такое покрытие жести оловом. Издавна известен горячий способ, когда очищенное и обезжиренное изделие погружают сквозь слой флюса в расплавленное олово. Извлеченное изделие уже покрыто полудой.
В случае, если надо полудить одну сторону металлического листа, его очищают, нагревают снизу и очищенную сторону натирают оловом и флюсом. Осуществляется это с помощью обыкновенной сухой и чистой тряпки.
В настоящее время, однако, эти способы лужения отошли в прошлое. Сегодня жесть консервных банок лудится в гальванических ваннах.
Мировая добыча олова подвергается довольно резким колебаниям. Так, в 1940 году в капиталистических странах было добыто около 250 тысяч тонн этого металла, а в 1952 году – только около 170 тысяч тонн. Пожалуй, нет страны в мире, в которой олово не считалось бы дефицитным металлом. И большая часть этого олова везде идет на производство белой жести – металла консервных банок.
Недостаток олова заставляет работать в трех направлениях. Геологи стараются найти новые месторождения оловянного камня – руды олова.
Металлурги изыскивают способы заменить олово в сплавах, обойтись без него. И все должны думать над тем, чтобы сберечь уже добытое олово, не дать ему погибнуть.
Каждая консервная банка – это примерно полграмма олова, которое может вернуться в цикл производства, если консервная банка попадет в утиль, а не поржавеет под забором. Извлечение же олова со старых консервных банок несложно: ведь олово растворяется в щелочах. В них‑то и погружают старые банки, а потом олово выделяют электролизом.
Вторая очень серьезная статья расхода олова – сплавы. Ведь этот металл входит в состав бронз, легкоплавких сплавов, типографских сплавов, подшипниковых материалов. Но особенно много его идет на производство припоев.
А вот и паспортные свойства этого металла. Он плавится при 232 градусах, кипит при 2430 градусах. Удельный вес его при обычных условиях около 7,3 г на куб. см. Олово мягко, его можно царапать ногтем. Легко куется и прокатывается в тончайшую фольгу.
Было время, из олова делали не только ложки и миски, а и пуговицы для солдат. Рассказывают, что в одну суровую зиму эти пуговицы внезапно «заболели». Совсем недавно блестящие, прочные, они покрывались ни с того ни с сего сероватым налетом и рассыпались в пыль. Казалось, какой‑то заразной болезнью заболело олово пуговиц. Даже название этому явлению придумали – «оловянная чума».
А все объяснялось очень просто. Дело в том, что обычное, известное нам олово устойчиво только при температуре выше минус 13 градусов. Ниже этой температуры происходит перекристаллизация олова, оно сильно увеличивается в объеме и поэтому начинает рассыпаться в пыль. Особенно быстро этот процесс идет при температуре около минус 30 градусов. Видимо, такая температура и стояла, когда начали рассыпаться пуговицы солдатских шинелей.
Такова служба человеку олова. Хотя этот металл и не является непосредственным соседом меди в периодической системе, я поместил его в этой главе. Слишком много столетий состоял он в огнем скрепленной дружбе с медью, а теперешняя его служба человеку слишком схожа с работой цинка, чтобы можно было оторвать этот металл от его друзей и коллег по труду.
Медь – избранница электричества.
Экономить металл
Производство цветных металлов – мы уже убедились в этом на целом ряде примеров – сложный, дорогой, трудоемкий процесс. Вспомните: для получения одной тонны меди надо добыть 100 тонн руды; чтобы получить одну тонну никеля, надо поднять из земных недр 200 тонн руды, а олова – даже 300 тонн. Сколько затрачивается на это человеческого труда! И как надо экономить этот воплотившийся в металл труд!
Когда‑то весь добываемый цветной металл расходовался лишь на производство оружия, инструментов и предметов домашнего обихода. Пускали жаркую медь, подобную золоту латунь, звонкую бронзу и на изготовление украшений. Каюты и надстройки военных кораблей увешивали медяшками, которые приходилось ожесточенно драить матросам. Из этих же материалов изготовляли громоздкие и тяжелые люстры, разнообразные подсвечники, вентиляционные решетки, краны и т. д. Да техника и не знала сто лет тому назад, например, других материалов для изготовления всех этих и многих других предметов.
Настало совсем иное время – время, когда на смену старым материалам приходят новые, такие, как алюминий, пластмасса и облагороженное дерево. А для цветных металлов находят новые важные применения в тех местах, где их вообще никто заменить не может.
Сердце электрического мотора – вот где должна быть медь, а не в витиеватой дверной ручке или тяжелом, как ступа, подсвечнике.
Нет, не в громоздком бронзовом чернильном приборе место драгоценному олову и меди!
Надо стараться, чтобы оловянные изделия не попадали на холод. Они могут безвозвратно погибнуть.
Зачем затрачивать драгоценный никель, входящий в состав нержавеющей стали, для отделки железнодорожных и трамвайных вагонов, судов речного и морского флота?
И чернильный прибор, и отделка трамваев, и тяжелая бронзовая люстра могут быть сделаны и красивее и удобнее из других материалов. А никель лучше пустить на изготовление жаропрочных сталей. Пусть лучше работает он в пламени газовой топки, чем ведет паразитический образ жизни в салоне речного трамвая.
Но, конечно, пересматривая нормы расхода цветных металлов, сокращая список изделий, на которые идет цветной металл, нельзя допускать, чтобы из‑за этого страдало качество изделий. Замену следует производить только там, где это действительно целесообразно.
Экономия цветных металлов должна вестись не только заменой их другими материалами.
Экономия цветных металлов – это и сокращение припусков на обработку, и тщательное собирание и сортировка металлической стружки, и борьба с отходами при переплавке и термообработках, и снижение веса соответствующих деталей.
На многих предприятиях, выпускающих легированный магнием чугун, используют для этой цели не магниевый лом и отходы, а первичный магний.
Очень часто изделия, отличное качество которых обеспечило бы тонкое покрытие антикоррозионным слоем, целиком делаются из дорогих нержавеющих сплавов.
Экономия цветных металлов – это и сбор лома цветных металлов, и сбор бытовых отходов.
Каждая использованная консервная банка – это уже не нужное потребителю олово.
Для переплавки тонны алюминиевого лома нужно несравненно меньше затрат, чем для получения тонны первичного алюминия.
Беречь цветной металл! Расходовать его только там, где он действительно незаменим! – с таким призывом обратился к нашему народу Центральный Комитет Коммунистической партии Советского Союза в декабре 1959 года.
Этот призыв встретил живейший отклик всего советского народа.
Справочник химика 21
Химия и химическая технология
О консервной банке
В последнее время возникла тенденция покрывать сталь более экономичным комбинированным покрытием, состоящим из нижнего хромового слоя (0,008—0,01 мкм), находящегося на нем слоя оксида хрома и наружного органического покрытия. Таким образом в США защищают 16 % всей жести, выпускаемой для консервной тары [18]. Система обеспечивает следующие преимущества лучшую сохранность продуктов, стойкость к воздействию сульфидов, хорошую адгезию и отсутствие подтравливания наружного органического покрытия, стойкость наружной поверхности тары к нитевидной коррозии. Однако это покрытие трудно поддается пайке, что ограничивает его использование для консервных банок. [c.241]
Масса пустой консервной банки г [c.203]
Определите и запишите массу поллитровой консервной банки. [c.203]
К этой же группе потерь относится порча продуктов питания из-за ржавления металлических емкостей. Один из заводов, консервирующих фрукты и овощи, терпел убытки около миллиона долларов в год до тех пор, пока не были выявлены и устранены металлургические факторы, приводившие к локальной коррозии. Другая компания, использующая металлические крышки на стеклянных консервных банках, теряла 0,5 млн. долларов в год из-за точечной коррозии крышек, что приводило к бактериальному заражению продукции. [c.19]
Легкость окисления возрастает в ряду N1 .=0,6 Вт/(м-К)1 в тонкостенной цилиндрической консервной банке диаметром 0=2Я= = 100 мм и высотой мм необходимо стерили- [c.226]
Ежегодно выпускается несколько миллионов тонн луженой жести, и большая часть ее используется для изготовления консервных банок . Так как электроосажденные оловянные покрытия равномернее полученных из расплава и поэтому их можно сделать тоньше, то большую часть жести в настоящее время составляет так называемая электролитическая белая жесть. Не-токсичность солей олова делает луженую жесть идеальной для изготовления тары для жидких и твердых пищевых продуктов . [c.239]
Олово используют для покрытия (лужения) железа, при этом получается белая жесть, на изготовление ко орой расходуется около половины производимого, олова. Из белой жести делают консервные банки. Оловянная фольга (станиоль) применяется в производстве электроконденсаторов. Оловянные сплавы не обладают высокой прочностью, и их употребляют как антифрикционные материалы и припои. К «первым относятся оловянные баббиты (сплавы на основе свинца), ко вторым — свинцово-оловянные припои (третник), хорошо смачивающие поверхности большинства металлов. Олово входит в состав типографского сплава гарта, расширяющегося при затвердевании, и в состав бронз — сплавов на основе меди. [c.306]
Кроме кислот и щелочей, которые могут быть как случайными, так и естественными компонентами, пищевые продукты обычно содержат различные органические вещества. Некоторые из них, как отмечалось выше, являются комплексообразователями, другие действуют как ингибиторы коррозии или как катодные деполяризаторы. При контакте с продуктами с низким содержанием ингибиторов, но богатыми деполяризаторами пищевая тара кор-, родирует быстрее, чем если продукты содержат кислоты. Корро- зия внутреннего оловянного покрытия консервных банок из-за наличия органических деполяризаторов обычно протекает без выделения водорода, или оно незначительно. Однако, когда оловянное покрытие полностью прокорродирует, последующая коррозия протекает обычно с выделением водорода. Причина такого поведения точно не установлена, но можно предположить, что ионы [c.239]
Получают Sn li действием сухого хлора на жидкое олово. В частности, на этой реакции основан один из методов регенерации оловянных покрытий на железе (консервных банок). [c.490]
Снятие олова с жестяных обрезков и консервных банок методом электролиза применяется с 1906 г. В Советском Союзе подобные установки начали работать в годы первой пятилетки. Электролиз ведут в подогретом растворе NaOH, электрохимическая сторона процесса описана выше. [c.286]
Хлорид олова (IV) Sn U представляет собой жидкость, кипящую при 112 °С и сильно дымящую на воздухе. Хлорид олова (IV ) образуется при действии хлора на металлическое олово или на хлорид олова (II). В технике его получают главным образом путем обработки отбросов белой жести (старых консервных банок) хлором. [c.424]
Реактивы и оборудование. Баллон с водородом или аппарат Киппа. Вскрытая с одной стороны небольшая консервная банка (300—350 мл) с просиерленным на дне очень маленьким отверстием. [c.18]
Подготовка. Реак11ионную смесь приготовить из 50 г оксида железа и 16 г алюминия (оба вещества предварительно просушить в сушильном шкафу). Зажигательную смесь приготовить из 18 г пероксида бария и 2 г порошка магния. Смесь тщательно перемешать в банке (в ступке растирать нельзя ). На дне тигля просверлить дырку диаметром 1 —1,5 см. Дырку закрыть, положив на дно кружок из тонкой жести (его можно вырезать из консервной банки). За неимением графитового тигля можно использовать небольшой цветочный горшочек. Но срок службы последнего значительно короче, чем графитового тигля. [c.43]
Попутно отметим также, что свинцевание находит применение в химической промышленности для защиты аппаратуры (особенно часто от действия H2SO4), лужение (вообще покрытие оловом) используется в изделиях для пищевой промышленности (например, белая жесть для консервных банок), никелирование — для медицинского инструментария (никель не ядовит) и т. д. [c.369]
Именно из-за этого ржавеет луженая поверхность консервных банок (железо, покрытое оловом) при хранении во влажной атмосфере и небрежном обращении с ними (железо быстро разрушается после появления хотя бы небольшой царапины, допускающей контакт железа с влагой). Напротив, оцинкованная поверхн(5сть железного ведра долго не ржавеет, поскольку даже при наличии царапин корродирует не железо, а цинк (более активный металл, чем железо). [c.160]
Применение. Из алюминия делают теплообменники, радиаторы, химическую аппаратуру, электрические провода, рефлекторы, тонкую (до 0,01 мм) фольгу для электроконденсаторов и упаковки пищевых продуктов и фармацевтических препаратов. В больших количествах алюминий расходуется на изготовление сплавав, широко применяемых в машиностроении, авиационной и космической технике. Сплавы на основе алюминия бывают двух типов ковкие (пластичные) и литьевые (хрупкие). К первым относится дюралюмин (дюраль), содержащий 4% Си и по 0,5% Лg, Ре и 81. Ко вторым—силумин, в который входит до 14% 81 и 0,1% N3. Прочность дюралюмина после закалки и вылеживания возрастает в 6 раз. Из сплавов алюминия с магнием — магналия — делают корпуса легких судов и во все возрастающих количествах консервные банки, фольгу для сыров и для тушения мяса, крышки для бутылок с молочнокислыми продуктами, банки для пива. Применяют алюминий и для выплавки других металлов методом алюмотермии. [c.306]
Разбавленные органические кислоты не растворяют олово это сущесгвенно при хранении пмщерых продуктов в жестяных (покрытых слоем олова) консервных банках. Однако в присутствии кислорода воздуха органические кислоты растворяют ол(шо. С этим связаны рекомендации гигиенистов не оставлять продукты питания в открытых жестяных банках. [c.189]
Заче.м туристам рекомендуют бросать консервные банки в костер [c.410]
Растворы щелочей на германий почти не действуют. При отсутствии окислителей олово и свинец медленно растворяются в сильных щелочах по схеме Э + 2ЫаОН = МагЭОг + Нг. Растворимостью олова в щелочах (по схеме Зп + 2ЫаОН + Ог = ЫагЗпОз + НгО) пользуются для снятия его со старых консервных банок, после чего металл выделяют из раствора электролитически. Ввиду высокой стоимости олова его регенерация (обратное получение) имеет большое экономическое значение. [c.341]
Смотреть страницы где упоминается термин О консервной банке: [c.429] [c.299] [c.522] [c.240] [c.326] [c.629] [c.188] Смотреть главы в:
Записки Механика
Механика, электроника, авиамоделизм и другие интересности
Главное меню
Навигация по записям
Поделки из жестяных (алюминиевых) банок. Самодельная горелка
Хоть подобного рода инструкций изготовления самодельных горелок из пивных (или других жестяных или алюминиевых банок) и так полно в интернете, все же захотелось описать. Получается — ничего нового я не выдумал. Но… Ла-7 из потолочки вот прямо сейчас делается. На стадии изготовления рулей высоты и системы их поворота. Чертежи самолета из потолочки для подробной инструкции — тоже в процессе. (Они то готовы, но для меня самого, а я хочу красиво и понятно сделать ). А инструкцию про эту горелку напишу просто так
Самодельная горелка из пивной банки
Хороший модельный материал, просто просится под модельный нож Идею мне показал в интернете мой брат, поделился двумя банками для экспериментов (я то пиво не люблю). Ну вот и захотелось сделать самому %)
Зачищаем шкуркой боковую часть у донышка. Зачем нам чтобы потом эта краска плавилась и дымилась?
Вот что должно получится. Кстати, такое же нужно сделать и из второй банкой (т.е. на горелку нужны две пивные банки). Кстати, необязательно пивные Кока-кола, спрайт, энергетики тоники, кефир. Хотя вроде кефир в такие не разливают, да…
Теперь аккуратно отрезаем донышко, оставляя высоту стаканчика где-то в 2-3 сантиметра. Я для этого закрепил модельный нож в тисках (чтобы высота реза была одинаковая). Но можно сделать и по другому — нарисовать линию маркером — и аккуратно отрезать ножницами.
Скорее всего лучше наверное ножницами.. что-то неровный рез получается
Итак, у нас есть два жестяных стаканчика. Аккуратно с краями! Во-первых острые, во-вторых — нам они нужны ровные. Нам еще эти стаканчики друг в друга вставлять.
Самая трудная часть в изготовлении самодельной горелки из пивных банок. Нужно вставить эти стаканчики друг в друга, предварительно поместив туда кусок стекловаты. Если я правильно понял, кстати. Минеральная вата — это ведь стекловата? Сейчас поищу . Ага — стекловата — разновидность минеральной (кстати… а ведь я стекловаты не нашел. Да и не захотел я с ней дело иметь — с детства помню, что после нее руки жжет, как после крапивы — я просто затолкал внутрь кусок толстой ткани).
Вставить стаканчики друг в друга тяжело потому, что они одинакового диаметра. И хоть материал (жесть, алюминий) может чуточку деформироваться, но нужно постараться. К сожалению фотографий процесса не сохранилось Помню что долго мучился Использовал тонкую прочную пленку, чтобы вогнать один стаканчик внутрь другого.
Дырки проделал обычным циркулем. Потом внутрь налил спирта. (Шприцем медицинским удобно). Подержал над зажженной спичкой, чтобы спирт начал испарятся, а потом поджег. Загорелась как настоящая газовая горелка!
Примечание. Если спирт в горелку будете наливать всегда при помощи шприца — то отверстия посредине можно и не делать. Они только мешают. А горелка закопченная потому, что до этого видео я испытывал ее с керосином
Поделки из жестяных (алюминиевых) банок. Самодельная горелка : 9 комментариев
Спасибо. )Круто получилось.
А насколько сильно нагреваются такие горелки при использовании? Есть просто мысль сделать верхнюю часть более высокой, чем нижняя, чтобы они «сходились» внизу, и это место пропаять. Если температура горелки будет ниже плавления припоя, то можно еще сделать и закрывающееся горлышко, чтобы можно было наливать топлива из бутылок и т.п.
не проверял.
Топливо легко заливается через центральные отверстия
Нагревается сильно горелка.
На то она и горелка… Она должна нагреваться, чтобы спирт мог испарятся.
А подсолнечное масло можно туда залить?
Не думаю . Я бы не стал…
А бензин тем же действием?
Хм. А оно надо с бензином связываться? Он, конечно, сейчас уже далеко не такой воспламеняющийся (по словам моих знакомых автомобилистов) — но все же.
MetalloPraktik.ru
Технология производства металлопроката | Опыт. Исследования. Результаты.
Оплавление в процессе получения белой жести
Цель операции оплавления при лужении жести это придание матовой поверхности электролуженой жести зеркального блеска и создание тонкого слоя сплава FeSn 2 между стальной основой и оловянным покрытием, и, тем самым повысить устойчивость жести против коррозии и улучшить паяемость жести, что очень важно при производстве консервных банок. Операция оплавления состоит в быстром повышении температуры оловянного покрытия выше точки плавления олова с последующим быстрым охлаждением.
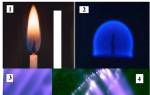
Существует несколько способов оплавления. На первых линиях электролитического лужения покрытая оловом полоса пропускалась через раславленное пальмовое масло. На большей части современных линий электролитического лужения применяются различные способы электронагрева (индукционный и контактный способ). При нагревании контактным способом через контактные ролики на полосу подается переменный ток большой мощности. Этот способ удобен своей высокой эффективностью и не нуждается в сложных контрольных приборах.
Способ оплавления индуцированным током применяется на многих скоростных линиях электролитического лужения. Преимуществом этого метода является то, что полоса не соприкасается с поляризованными токовыми роликами, поэтому исключается образование прожогов. Используя несколько отдельных индукционных цепей, можно очень тщательно контролировать нагрев полосы, а затем, в течение некоторого времени удерживать его на одном уровне. Подобная гибкость контроля не может осуществляться при обычном оплавлении контактным способом, при котором неизбежно непрерывное повышение температуры на пути полосы от первого токового ролика до ванны охлаждения. Недостатком индукционного оплавления является относительно высокая стоимость оборудования и несколько меньший коэффициент полученого действия, что приводит к значительным эксплуатационным расходам. На некоторых линиях имеются обе установки оплавления для наиболее полного использования преимуществ каждой из них. Основное нагревание производится контактным методом, а доводка методом индукции.
Обычно цикл нагрева и охлаждения в воде движущейся стальной полосы занимает не более 1 сек. При нагреве температура полосы за доли секунды достигает 300-310 о С и затем в ванне закалки быстро снижается до 40-30 о С. Толщина переходного слоя оплавленных образцов промышленной жести составляет 0,05-0,20 мкм. Образование промежуточного слоя FeSn 2 в процессе оплавления зависит от температуры и продолжительности термообработки, установлена параболическая зависимость толщины диффузионного слоя от продолжительности оплавления при постоянной температуре.
Исследование закономерностей роста переходного слоя, образовавшегося при нагреве до различных температур ниже точки плавления олова, показали образование центров кристаллизации переходного слоя еще до процесса оплавления.
Образование центров кристаллизации интерметаллического соединения зависит, как от подготовки поверхности перед лужением, так и от условий процесса электроосаждения олова. Исследованиями установлено, что центры кристаллизации FeSn 2 , образующиеся на поверхности стальной основы при электроосаждении, оказывают большое влияние на последующий рост и деформирование переходного слоя при оплавлении электролитического осадка.
Установленная зависимость между структурами переходного слоя до и после оплавления осадка олова имеет большое практическое значение. Оказалось возможным с помощью специального режима термической обработки существенно изменить структуру и сплошность переходного слоя и тем самым повысить сопротивление белой жести к коррозии.
Был предложен следующий способом изменения структуры и сплошности переходного слоя. Жесть с гальваническими осадком быстро нагревали до 220 о С и выдерживали при этой температуре 4 секунды, затем температуру быстро повышали до 250 о С и жесть с оплавленным осадком охлаждали в воде. Кристаллы переходного слоя белой жести, термически обработанной по такому режиму, имеют овальные контуры и сравнительно большие размеры, структура слоя приближается к структуре диффузионного слоя жести горячего лужения.
В США запатентован процесс оплавления, заключающийся в том, что с целью получения электролуженой жести с высоким коррозионным сопротивлением (значение АТС испытаний не более 0,05 мка/см 2 ), термообработку производят при температурах 255- 370 о С в течение определенного промежутка времени. Продолжительность времени между моментом достижения необходимой температуры и моментом охлаждения в ванне закалки, определяется следующим выражением:
где Q — продолжительность оплавления, секунды,
T — температура, о С.
Графическая зависимость, отражающая связь между значением АТС и режимами оплавления представлена на рисунке ниже.