Содержание
- Каким образом сварить легированный и черный металл — выбор оборудования, электродов, техника процесса
- Сварка разнородных сталей
- Методы проведения операции
- Выбор метода
- Технология
- Техника безопасности
- Проверка соединения
- Как осуществляется сварка нержавейки и черного металла
- Особенности
- Выбор электродов
- Технология процесса
- Сварка нержавейки с черным металлом
- Можно ли сварить черный металл с нержавейкой?
- Способы сварки
- Как провести сварку нержавеющей стали в домашних условиях?
- Особенности
- Чем варить нержавейку?
- Как варить нержавейку в домашних условиях?
- Сварка нержавейки и чёрного металла
- moros 07 Июл 2009
- 3 pro100chaynick 07 Июл 2009
- moros 07 Июл 2009
- 1 MegaVolt 07 Июл 2009
- 0 pro100chaynick 08 Июл 2009
- 1 митька51 08 Июл 2009
- moros 08 Июл 2009
- 0 митька51 08 Июл 2009
- moros 08 Июл 2009
- 0 pro100chaynick 08 Июл 2009
- 0 pro100chaynick 08 Июл 2009
- 0 OLEG 09 Июл 2009
- варяг 20 Июл 2009
- 0 enser 21 Июл 2009
- 2 stanislav408 28 Июл 2009
- 0 som 24 Дек 2011
- 0 copich 27 Дек 2011
- 0 эпихлоргидрин 06 Июн 2012
- 1 Менгон 13 Апр 2014
- 1 Димон59 13 Апр 2014
Какими электродами варить нержавейку с черным металлом
Каким образом сварить легированный и черный металл — выбор оборудования, электродов, техника процесса
Соединение деталей из однородных металлов методом сварки представляется обычным делом.
Но иногда требуется создать устойчивый сварной шов между элементами, выполненными из различных по химическому составу материалов, например, черным и легированным металлом — нержавейкой.
Проведение сварки нержавейки с черным металлом возможно с соблюдением некоторых технологических и предупреждающих условий.
Сварка разнородных сталей
Соединение материалов с различным химическим строением подразумевает предварительный учет их свойств. Таковыми являются:
- разная теплопроводность коррозионно-стойких и черных сталей, что сказывается на неудовлетворительном расплавлении одной из сочленяемых деталей;
- коэффициенты теплового расширения разнятся размерностью обратной температуры, вследствие чего в соединенных участках остаются напряжения, влияющие на прочность шва;
- различные механические характеристики;
- степень легирования;
- миграция углерода из хромосодержащей стали приводит к образованию трещин, подверженности коррозийным процессам.
Специалисты не могут дать конкретных сведений для сварки материалов различных химических составов, в связи с большим их разнообразием. Рекомендуется придерживаться нескольких общих правил термической обработки черных и легированных металлов.
Условия проведения операции следующие:
- использовать технологию сварки высокопрочных сталей;
- работы проводятся квалифицированным сварщиком.
Однако в любом случае нужно знать химическую структуру обоих обрабатываемых элементов для подбора необходимых расходных материалов.
Методы проведения операции
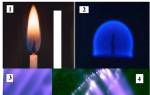
Соединение коррозионно-стойких (нержавеющих) и черных металлов часто проходит с применением электрической сварки. Способ не требует сложных действий, что сказывается на простоте его проведения.
Но следует также учесть и относительную некачественность сварного валика.
Невысокая температура сварочной ванны сделает железо или чугун только вязким, нержавейка же будет растекаться по площади.
Поэтому говорить о формировании вертикального или потолочного шва не приходится. Получению надежного соединения будут способствовать переходные электроды.
Газовая сварка является более подходящим методом соединения железа или чугуна с нержавейкой, вследствие предотвращения текучести последней.
Присадкой послужит легированная проволока, использование флюса обеспечит лучший расплав углеродосодержащего материала.
Сваривание нержавейки и черного металла потребует предварительной подготовки обрабатываемых элементов и выполнения правил безопасности при использовании газовых баллонов.
Для получения хорошего сварного валика практикуется использование атмосферной регулируемой среды — аргона, который не требует применения нержавеющей проволоки.
Инертный газ защищает сварочную ванну от внешней атмосферы, не влияет на структуру материала.
Выбор метода
Прежде чем приступить к какому-либо способу сварки нержавейки и черного металла, нужно определить выполняемую задачу.
Для соединения разнообразных по химической структуре материалов в домашней мастерской подойдет дуговая сварка нержавеющими электродами.
Промышленное производство выдвигает повышенные требования к металлическим соединениям, из-за их подвергания большим нагрузкам. В этом случае нужно выбрать газовую горелку.
Степень легирования электрода должна быть выше показателя обрабатываемого элемента.
Для этого подойдут следующие токопроводящие стержни:
- Э50A — операции с теплоустойчивыми сталями;
- HИAT — жаропрочными;
- OЗЛ-25Б — аустенитной нержавейкой.
Марка ЦT-28 предназначена для работы с металлами, содержащими значительную добавку никеля.
Технология
Получению качественного валика будет способствовать подготовительная процедура. Последняя состоит в следующем:
- Поверхность деталей тщательно очистить щеткой с жесткой щетиной либо наждачным полотном.
- Убрать ветошью оставшуюся пыль.
- Положить детали в строго горизонтальном положении.
- Нанести на предполагаемые участки соединения флюс.
Плавление с помощью инвертора происходит точными движениями, по причине начала расплава нержавейки, а затем железа или чугуна.
Подобная рекомендация применима и к операции с газовой сваркой. Полученный шов между нержавейкой и черным металлом должен быть широким и глубоким, что способствует увеличению однородности материалов.
Техника безопасности
Термическая обработка легированной стали (нержавейки) и черного металла выделяется возможным разбрызгиванием расплавленной области.
Поэтому работу нужно проводить в защитном костюме, маске, перчатках. При случайном попадании брызг на кожу, образуется сильный ожог.
Проверка соединения
После завершения полной кристаллизации, шов между нержавейкой и черным металлом следует проверить на прочность. Для этого подойдут следующие способы:
- визуальный осмотр деталей;
- нанести на валик керосин, при отсутствии герметичности следы жидкости появятся на обратной стороне соединения;
- использование ацетона с ярким красителем также проверяет однородность структуры шва.
Промышленные предприятия используют более надежный способ проверки — гидравлический, путем испытания конструкции давлением.
Как осуществляется сварка нержавейки и черного металла
Сварка материалов, схожих по своим физико-химическим свойствам, обычно не вызывает затруднений. Даже для «капризных» металлов, обладающих низкой свариваемостью, разработаны определенные алгоритмы, позволяющие получить качественное соединение. Но когда речь идет о работе с разнородными металлами, возникает ряд серьезных проблем. Все эти проблемы сводятся к необходимости подбора правильного режима сварки, технологии работ и расходных материалов.
Ярким примером проблемного вопроса является сварка нержавейки с черным металлом. Несмотря на то, что оба материала представляют собой сталь, их технические свойства существенно различаются.
Чтобы реализовать качественный процесс сварки, необходимо знать, как именно подобрать оптимальные параметры. Парадокс заключается в том, что сварной шов, как известно, обладает максимальной надежностью только когда состоит из того же материала, что и заготовки. Прежде всего, отметим, что работы с нержавеющей сталью обладают своей спецификой, и ее придется учитывать при сварке разнородных материалов.
Особенности
Во всех справочниках и рекомендациях встречается такое понятие, как свариваемость. Это способность металла или металлов к образованию качественных и прочных соединений посредством электросварки. Что касается свариваемости нержавеющей стали, то она напрямую зависит от ряда характеристик материала.
- Относительно низкая теплопроводность нержавейки негативно сказывается на качестве соединения. Так как теплообмен с окружающей средой происходит гораздо медленнее, чем у черных металлов, то нержавейка сильно нагревается. Перегрев сварочной ванны чреват появлением трещин или сквозных прожогов, ослабляющих шов. Чтобы сваривать материалы с разной теплопроводностью, приходится снижать силу тока примерно на 20%.
- Тепловое расширение присуще любому металлу, однако несоответствие коэффициентов линейного расширения приведет к деформации детали, особенно в процессе остывания шва. Зачастую дефекты обнаруживаются именно на этой стадии процесса. Выходом из ситуации служит соблюдение зазоров между деталями. Данную особенность технологии следует помнить и при сварке разнородных деталей.
- Удельное сопротивление стали высокое, поэтому при образовании электрической дуги электроды перегреваются. В особенности данное явление наблюдается при сварке электродами из высоколегированной стали. Выходом из ситуации служит использование электродов малой длины (с уменьшением длины уменьшается сопротивление) или применение хромоникелевых электродов с малым удельным сопротивлением.
- Высокие температуры отрицательно сказываются на антикоррозийных свойствах стали. Стали, содержащие высокое количество хрома, склонны к тому, что во внутренней структуре начинает образовываться коррозия. Между кристаллами образуются трещины. Подобное явление часто наблюдается при выполнении сварочных работ. Самый эффективный способ борьбы с карбидными соединениями – интенсивное охлаждение металла. Но в данном способе есть один нюанс. Средством отвода тепла служит вода. Она применима только для хромоникелевых сталей.
Наиболее популярным способом для сварки нержавеющей стали и черных металлов является электрическая сварка. Этот способ заслужил признание и популярность, благодаря низкой себестоимости и малому количеству вспомогательных манипуляций. К сожалению, выбирая электросварку, приходится зачастую жертвовать качеством соединений. Причиной тому служит разные показатели вязкости нержавеющей стали и черных металлов. При температуре горения дуги сталь может растекаться, в то время, как черный металл остается достаточно вязким.
Высокая текучесть ограничивает сварщика в действиях. Практически невозможно наложить вертикальный или потолочный шов. Работая с разнородными металлами, приходится использовать переходные электроды, адаптированные под нержавейку и черный металл. Сами электроды, вернее их стержни, выполнены из нержавеющей стали.
Для газовой сварки характерно наличие присадочного материала, представленного в виде проволоки из нержавеющей стали. При газовой сварке сталь менее текучая, поэтому данный способ обладает неким преимуществом по сравнению с дуговой сваркой. Повысить эффективность плавления черного металла позволяет специальный флюс. Минусом газовой сварки выступают повышенные требования по технике безопасности, а также большой объем подготовительных работ.
Лучшим способом сварки нержавейки и черного металла специалисты называют аргонодуговую сварку. Нет необходимости использовать присадочную проволоку с покрытием, так как аргон прекрасно справляется с задачей защиты сварочной ванны. При всех достоинствах перечисленных методов следует отметить, что сварка нержавейки и металла не всегда себя оправдывает, так как финансовые затраты оказываются чрезмерно высокими.
Определяющим моментом в выборе одного из перечисленных способов сварки будет выступать поставленная цель и имеющиеся условия.
- При проведении мелкого бытового ремонта в домашних условиях самым оптимальным решением выступает электродуговая сварка электродами из нержавеющей стали. Естественно, исключаются высокие механические нагрузки на конструкцию.
- Более надежное соединение обеспечит газовая сварка. Но она доступна только в специализированных мастерских. Частный мастер вряд ли согласится приобретать дорогостоящее оборудование, к тому же занимающее много места. В промышленности и на производстве используются полуавтоматы TIG для ведения аргонодуговой сварки. Качество полученных швов высокое, но сам процесс сопряжен с материальными расходами.
Выбор электродов
Если подходить объективно к вопросу о приоритете методов сварки, то абсолютного лидерства не найти. Каждый из способов имеет свои достоинства и недостатки. При работе с электродуговой сваркой важно, чтобы электроды были пригодными для сварки нержавейки. Газовая сварка также требует присадки из нержавеющей стали. Помимо этого, в ней обязательно присутствуют легирующие вещества, в качестве которых используется никель или марганец. В сплаве сварочного шва должно присутствовать, как минимум, 40% нержавеющей стали.
Плавящиеся электроды выбираются, исходя из физических свойств обоих материалов. Вот почему сварка разнородных сталей считается сложной. Осложняет ситуацию тот факт, что не всегда материалы отличаются по механическим или техническим параметрам. Зачастую не совпадают такие показатели, как свариваемость или степень легирования.
Говоря о легировании, следует учитывать, что в простой классификации стали делятся на легированные, низколегированные, высоколегированные, углеродистые и теплоустойчивые. Каждый тип стали накладывает на выбор электродов свои требования.
Таблица совместимости электродов для сварки того или иного металла содержит в себе исчерпывающую информацию о химическом составе электрода, однако читать такие данные не каждому под силу. Наиболее популярные электроды для сварки нержавеющей стали и черных металлов:
- НИАТ-5 – определены для работы с аустенитными металлами.
- ЦТ-28 – предназначены для сварки сплавов, в которых присутствует никель.
- Э50А – подходят для сталей, обладающих высокой теплоустойчивостью.
- ОЗЛ-25Б – электроды для жаропрочных материалов.
Технология процесса
Как и любой сварочный процесс, работа с нержавейкой требует наличия подготовительного этапа. Сначала необходимо зачистить поверхности и обработать кромки деталей. Они обрабатываются до появления блеска, а затем обезжириваются. В качестве средства отлично подойдет спирт или растворитель.
Газосварку рекомендуется проводить с флюсом, который укладывается в зазоры между кромками. Работы проводятся в нижнем положении, так как повышенная текучесть не позволит накладывать вертикальные или потолочные швы. В данном процессе от сварщика требуется наличие навыка. Так, плавящийся электрод должен быть расположен чуть ближе к поверхности черного металла, нежели к кромке из нержавейки.
При разделке кромок важно помнить, что наиболее прочный шов получится с увеличением площади сварочной ванны. Предпочитается пассивное охлаждение металла. Контроль качества полученного шва предполагает исследование на наличие сквозных протечек. На поверхность с одной стороны наносят керосин или ацетон. Допускается подкрашивание жидкостей. Если необходимо проверить шов на прочность, то жидкости подаются под давлением. Однако избыточное давление следует подавать только после отсутствия протечек при обычном нанесении жидкостей.
Сварка нержавейки с черным металлом
Как известно, нержавейка является одним из самых трудно свариваемых металлов. Далеко не всегда получается сварить его с другой нержавеющей сталью, не говоря уже о металле иного рода. Но все же иногда требуется сварка металла с нержавейкой для каких-либо целей и это нужно сделать как можно более качественно. Здесь требуется особый опыт, так как проблемный материал отличается повышенной текучестью, что при однородности еще как-то сносно. Но если требуется соединение с черным металлом, который не только ведет себя более вязко при сварке, но еще и имеет другую температуру плавления, то здесь возникает ряд проблем.
Сварка нержавейки и черного металла
Сварка нержавейки и черного металла требует подбора правильного режима, инструментов и расходных материалов. К примеру, присадку здесь используют только из нержавейки с марганцем и никелем, так как в ином случае будет резко падать качество шва. Количество дополнительных элементов в присадке должно быть выше, чем в самом материале, который подвергается процедуре. При самом сваривании стараются сделать шов на максимальной глубине, чтобы добиться наилучшего перемешивания материала электрода, или проволоки, нержавейки и черного металла.
Можно ли сварить черный металл с нержавейкой?
На производстве, где все делается исключительно по правильной технологии практически не возникает вопросов, как приварить нержавейку к черному металлу. Ведь сваривание любых различных металлов, особенно таких, является неправильным и не отличается достаточной крепостью за счет минимальной однородности соединения. Также практически не возникает потребности в проведении такой процедуры. Но чисто с физической точки зрения такая процедура вполне реальная. В домашних условиях она встречается намного чаще, так как здесь нет потребности в точном соблюдении технологий. При самом процессе сваривания лучше придерживаться технологии, как это идет с нержавеющей сталью, а также желательно иметь опыт работы с ней. В лучшем случае, нужно знать химический состав обоих компонентов, чтобы сделать правильный выбор расходных материалов.
Способы сварки
Одним из самых простых способов соединить два эти материала является сварка нержавейки и черного металла электродом при помощи электрической сварки. Это происходит достаточно быстро и требует минимум дополнительных процедур, но здесь же возникают проблемы с качеством. Дело в том, что из-за высокой температуры сталь будет растекаться и вести себя, как вода, тогда как черный металл будет оставаться вязким. В этой же ситуации отпадают варианты сделать потолочный или вертикальный шов, так как все попросту стечет вниз. Здесь используются электроды из нержавейки с соответствующим покрытием.
Сварочный аппарат для сварки нержавейки
Вторым способом является газовая сварка, где в качестве присадки также выступает нержавеющая проволока. Текучесть материала здесь снижается, примерно, в три раза, так что этот способ более предпочтителен. В данном случае нужно дополнительно использовать флюс, который бы позволил лучше расплавить черный металл для взаимодействия. Но данный способ сложнее за счет длительной подготовки и техники безопасности использования газовых баллонов.
Сварка нержавейки и черного металла аргоном может считаться самой качественной и надежной. Здесь не используется покрытие проволоки, так как аргон выступает в роли защиты от внешнего воздействия. В то же время это сложный и дорогостоящий процесс, который не всегда рационально использовать для таких целей.
Сварка нержавейки и металла аргоном
Выбор способа
Если вам требуется сделать что-то для домашних условий или же просто проверить, можно ли сварить черный металл с нержавейкой, то лучше использовать обыкновенную электродуговую сварку с нержавеющими электродами. Как правило, ее качества оказывается вполне достаточно для тех целей, для которых все будет использоваться. Если же детали будут подвергаться сильным нагрузкам или находятся в неудобном положении, то лучше использовать газовую сварку, так как она упростит процедуру образования шва и уменьшит, тем самым, количество ошибок. Сварка нержавейки с углеродистой сталью при помощи аргона используется редко и только для самых ответственных случаев, когда это просто необходимо.
Выбор инструмента
Чтобы точно подобрать инструмент, следует точно знать конкретный состав обоих материалов. Это не всегда удается сделать, поэтому, зачастую приходится ориентироваться примерно. Для такого процесса используются следующие типы электродов:
- НИАТ-5 – отлично подходит для сварки аустенитних металлов;
- Э50Ф – используется для сваривания теплоустойчивых материалов;
- ЦТ-28 – применяется для сплавов, в которых имеется никель;
- ОЗЛ-25Б – для жаропрочных сталей.
Как провести сварку нержавеющей стали в домашних условиях?
Нержавеющая сталь используется в различных направлениях промышленности благодаря своим техническим характеристикам. Чтобы изготавливать различные детали из этого металла, необходимо научиться соединять отдельные элементы. Сварка нержавеющей стали имеет определённые особенности, из-за чего требует более подробного изучения.
Особенности
Сварка нержавейки может сопровождаться определёнными сложностями. Связано это с составом этого металла. Он содержит от 12 до 30% хрома, который обуславливает высокий показатель коррозийной устойчивости нержавеющей стали. Из-за содержания этого компонента появляются некоторые сложности при сваривании:
- Низкий показатель теплопроводности. Она в два раза ниже, чем у низкоуглеродистых сплавов. Из-за этого металла расплавляется при более низких температурах, что нужно учитывать при сварке.
- Повышенный коэффициент линейного расширения. Из-за этого при сильном нагревании детали подвергаются деформации. Если толщина у заготовок большая, а расстояние между ними до соединения незначительное, могут появиться трещины.
- Высокое электрическое сопротивление, низкий показатель теплопроводности негативно воздействуют на хромоникелевые электроды. Стержни начинают перегреваться, из-за чего возникают сложность проведения технологического процесса.
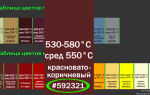
- Межкристаллитная коррозия. Происходит этот процесс после нагревания нержавеющей стали свыше 500 градусов. По краям зёрен структуры металла появляются прослойки, который состоят из железа, карбида хрома.
Если сварочный режим был выбран неправильно, это может привести не только к нарушению целостности шва, но и к потере коррозийной устойчивости нержавеющей стали. После нагревания этого материала свыше 500 градусов, он подвергается окислению. Чтобы избежать этого процесса, детали требуется охлаждать водой или специальным маслом.
Сварка нержавейки может выполняться несколькими способами. При этом используется разное оборудования, появляются определённые нюансы.
Ручная дуговая сварка покрытыми электродами
Распространённый способ соединения деталей из нержавеющей стали. Для выполнения работ используют инверторный сварочный аппарат, специальные электроды. Они могут быть двух типов:
- Стержень покрыт рутиловым слоем, который состоит из двуокиси титана.
- Стержни, покрытые смесью кальция, карбоната магния.
Применяется этот способ для создания соединений, которые не будут подвергаться критическим нагрузкам.
Вольфрамовыми электродами
Сварка нержавейки вольфрамовыми электродами применяется совместно с инертными газами, которые подаются в нагреваемое место, защищая шов от образования оксидной плёнки.
Этот метод подходит для сваривания тонкого металла, изготовления труб для разных жидкостей.
Полуавтоматическая в аргоне
Этим способом можно более качественно сваривать нержавейку. С помощью полуавтомата появляется возможность добиться высокой производительности. Чтобы создать прочное соединение используется несколько видов проволоки:
- Порошковая.
- Алюминиевая.
- С медным покрытием.
- Изготовленная из легированной стали.
- С флюсом.
Проведение работ полуавтоматом представляет собой поэтапный процесс:
- Мастер подготавливает детали. Зачищает их от ржавчины, налёта, грязи.
- Выставляется режим сваривания на сварочном аппарате. Оптимальный показатель силы тока для нержавеющей стали толщиной до 3 мм не должен превышать 145 А.
- В рабочую зону подаётся проволока, зажигается дуга.
Сопло горелки должно передвигаться только в одном направлении без поперечных движений.
Холодная под большим давлением
Процесс соединения заготовок из нержавеющей стали без плавления. Зависимо от того, какими характеристиками должна обладать цельная деталь, давление может воздействовать как на одну, так и на две заготовки. Соединение образуется благодаря взаимодействию кристаллических решёток металла.
Такой способ соединения нержавеющей стали выполняется на промышленных предприятиях. Для его выполнения необходимо использовать специальное оборудование. При работе с лазером выполняется два метода сварки заготовок — шовный, точечный.
Преимущества лазерного оборудования:
- Не появляются трещины от сильного нагревания.
- Прочность металла в зоне отпуска не снижается.
- Не появляется оксидной плёнки, благодаря высокой скорости лазерной обработки.
Плазменная
Существует два способа плазменной сварки нержавеющей стали:
- Ручная — подразумевает под собой обработку металла плазменной дугой, которая образуется между рабочей поверхностью, электродом.
- Автоматическая — плазменный поток вырабатывается плазмотроном.
Применяется на промышленных предприятиях.
Чем варить нержавейку?
Сварить нержавейку можно разными способами. Важно не только выбрать технологию, но и подготовить расходные материалы, оборудование.
Какими электродами варить нержавейку?
Для людей, которые не знают, какие электроды для сварки нержавейки нужно использовать, необходимо ознакомиться с ГОСТом 10052−75. Если не пользоваться ГОСТом, нужно учитывать марку стали.
Все расходники делятся на две больших группы:
- Стержни с разными покрытиями.
- Вольфрамовые электроды.
Существуют специальные стержни для работы со сплавами, цветными металлами.
Можно ли варить обычным электродом?
Сварка нержавейки обычным электродом допускается. Однако это может привести к разным негативным последствиям. Связано это с тем, что в месте нагревания совмещаются разные металлы. Из-за этого возникают внутренние напряжение, которые ухудшают показатель прочности шва. Первые микротрещины начнут появляться во время остывания, с характерными щелчками. Такой шов быстро покроется слоем ржавчины.
Оборудование
При соединении деталей из нержавеющей стали электросваркой используется разное оборудование. Желательно выбирать аппараты, которые выдают постоянный ток. Они позволяют равномерно вплавлять присадочный материал в пространство между заготовками.
Если нет возможности использовать оборудование, вырабатывающее постоянный ток, можно использовать инвертор. Сварка инверторным аппаратом требует использования специальных электродов, быстрого ведения дуги для получения ровной поверхности. Качество сваривания нержавеющей стали зависит от выбора расходных материалов, оборудования, настройки режима проведения работ.
Как варить нержавейку в домашних условиях?
Сварка нержавейки в домашних условиях доступна любому сварщику. Для этого требуется подготовить инверторный аппарат. Он подойдёт для соединения труб из алюминия, тонких листов, деталей сложной формы. Рекомендации для проведения работ:
- Внимательно наблюдать за швом, чтобы не образовывалось место проплавки.
- Небольшой зазор в сварном стыке помогает создать оптимальный показатель усадки.
- Для соединения металлических листов большой толщины, нужно использовать электроды большего диаметра.
- Выбрать величину сварочного тока проще с помощью специальных таблиц, которые можно найти в интернете.
- Для охлаждения швов желательно использовать медные пластинки.
Новичку необходимо потренироваться настраивать, работать со сварочным аппаратом на черновых деталях.
Как варить нержавейку инвертором?
Сварка нержавейки инвертором выполняется в определённой последовательности:
- Очистить рабочие поверхности от налёта, грязи, декоративных покрытий, масла, ржавчины.
- Обработать кромки деталей если их толщина превышает 4 мм. Они срезаются под углами 45 градусов. Если нужно сваривать тонкую нержавейку, скосы не нужны.
- Чтобы создать высокопрочное соединение, на которое будут воздействовать высокие нагрузки, необходимо прокалить электроды для инвертора заранее. Их нужно разогреть до 170 градусов.
- Если нужно соединить детали толщиной более 7 мм, нужно прогреть их заранее до 150 градусов.
- Для начала ручной сварки нержавейки инвертором, необходимо наложить прихватки. Вести шов нужно с наклоном, удерживая угол от 45 до 60 градусов. Движения выполнять или на себя, или в сторону.
После выполнения работ металл должен остыть при комнатной температуре.
Сварка тонкой нержавейки
Технология сваривания тонких листов нержавеющей стали отличается от классического метода работы с плавящимися электродами. Пошаговая инструкция:
- Подготовить соединяемые поверхности. Очистить их от грязи, налёта, мусора.
- Выложить флюс на обработанные листы.
- Нагреть их до 250 градусов. Поверхность должна поменять цвет.
- Электрод медленно подаётся на заготовки. Важно быстро выполнять работу, чтобы не проплавить тонкие листы.
После выполнения работ нужно быстро остудить заготовки, чтобы готовый шов не покрылся ржавчиной.
Сварка нержавеющей стали может выполняться как в домашних условиях, так и на производстве. Для этого применяются разные способы, оборудование, расходные материалы. Важно учитывать определённые особенности, правильно выбирать сварочный режим.
Поддержите канал, просто читайте наши статьи, а мы будем размещать для Вас полезную информацию о металлах! Так же заходите на наш сайт , там Вы найдете множество информации о металлах, сплава и их обработке.
Сварка нержавейки и чёрного металла
moros 07 Июл 2009
- 3
pro100chaynick 07 Июл 2009
moros 07 Июл 2009
варит нада либо электродами по нержавейке либо электродами для разнородных сталей
по сути это проблема не сварщика а технологов ,которые длжны составить технологическую карту на данный вид работ где подробно указано какие материалы нужно использовать.
спасибо за ответ! правильно,это должна быть проблема технолога!! и я это знаю. но, как выходит ,теория всегда разнится с практикой в нашей стране,отсюда и полный бардак.эта и наша, рабочая проблема. когда всю ответственность за всё пытаются свалить с себя, на кого угодно, валят на рабочих,не предоставляя ничего. меня либо за брак накажут, либо за срыв плана премии лишат(если мы откажимся чем попало делать вагоны, так что лучше за срыв плана, так хоть они пострадают вместе с нами. у них есть тех карта,по нашему тех процэсс, тип ремонта КР-2 пассажирского вагона. и там не написанно из каой стали сделан этот вагон а поскольку большинство изготовленно из чёрного металла,и электроды там прописанны мровские. все прекрасно знают. что завари нержавейку мровским электродом а после просто стукни молотком посильнее, шов лопнет посредине. уони немного попрочнее,там сильнее молотком стукнуть надо.. но это не сварка а склейка получается. ладно спасибо большое.завтра как нибудь попытаемся доказать что нибудь кому нибудь.. кому то покажется странным. завод большой,где технологи? а я за 10 лет привык. сначала мы кумекаем и изготавливаем, на глаз, а потом они приходят, срисовывают, дописывают умные слова, и получается та самая тех карта,чертёжь, да как угодно назовите.. спасибо, досвиданья!
- 1
MegaVolt 07 Июл 2009
pro100chaynick 08 Июл 2009
всю ответственность за всё пытаются свалить с себя, на кого угодно, валят на рабочих,не предоставляя ничего. меня либо за брак накажут, либо за срыв плана премии лишат!
в таком случае нада просить у начальства письменное распоряжение
- 1
митька51 08 Июл 2009
втаком случае нада просить у начальства письменное распоряжение
moros 08 Июл 2009
мы и варили полуавтоматом,обычной проволокой,в частности ,крепежи для окон,это прочнее чем электродом,по скольку, температура сварки полуавтомата ниже,нагрев меньше, и структура полностью погибнуть не успевает, но тем не менее,по правилам нельзя. ведь так? и опять же ударом молотка это можно снести.раньше варили,да. но поскольку созданн прицэндент,и лопнули швы, и варить, и отвечать нам!значит, варить нужно так, как положенно по технологии. есть примеры когда после крушения, например самолёта,выявлялись причины заводского брака и отклонения от тех процэсса. я думаю, ни один здравомыслящий главный инженер не поставит свою подпись под тех процэссом, где написанно что нержавейку нужно варить полуавтоматом в углекислотной среде проволокой для чёрных металлов. представьте,если не дай бог авария,пострадают люди и детальный разбор конструкции вагона? я конечно загнул, но в принципе такое возможно.
митька51 08 Июл 2009
мы и варили полуавтоматом,обычной проволокой,
Может сверлить отверстия в листах нержи и через них сваривать 2 металла?Ну наподобие точечной сварки как на автомобилях.Увеличится площадь контакта металлов прочность.Может я ошибаюсь?
moros 08 Июл 2009
Может сверлить отверстия в листах нержи и через них сваривать 2 металла?Ну наподобие точечной сварки как на автомобилях.Увеличится площадь контакта металлов прочность.Может я ошибаюсь?
есть тчётко прописанные правила! шаг шва 200мм! по всей длинне хребтовой балки 22 метра и с обоих сторон..
pro100chaynick 08 Июл 2009
мы и варили полуавтоматом,обычной проволокой,
еще раз повторяю это проблема не сварщика . в данном случае технолог должен подобрать тип(марку) электродов и заказать их в отделе снабжения предварительно согласовав с кем необходимо
(в принципе технолог может тока написать какие электроды нужны а заявку писать будет мастер или тот кто должен этим заниматься в вашей организации)
в крайнем случае можно самому узнать марки сталей и купить нужные электроды (ессно при условии полного возмещения стоимости)
ну и как я писал выше выполнять работу тем что дали но с приказом в письменном виде(начальник огребет пару раз и будет сам решать эту проблему)
самый крайний случай писать служебную записку в вышестоящие инстанции(ген директору,директору по производству,главному технологу и тд и тп)
пс или если клеймо не ставится варить чем дают и если что слать всех в пешее эротическое путешествие со словами :»я ето не варил и не колбасит»
ппс что бы не было ежу — делай все по чертежу(С)-народная мудрость
pro100chaynick 08 Июл 2009
Может сверлить отверстия в листах нержи и через них сваривать 2 металла?Ну наподобие точечной сварки как на автомобилях.Увеличится площадь контакта металлов прочность.Может я ошибаюсь?
это называется электрозаклепка
OLEG 09 Июл 2009
варяг 20 Июл 2009
enser 21 Июл 2009
- 2
stanislav408 28 Июл 2009
еще раз повторяю это проблема не сварщика . в данном случае технолог должен подобрать тип(марку) электродов и заказать их в отделе снабжения предварительно согласовав с кем нелбходимо (впринципе технолог может тока написать какие электроды нужны а заяку писать будет мастер или тот кто должен этим заниматься в вашей организации)
в крайнем случае можно самому узнать марки сталей и купить нужные электороды(ессно при условии полного возмещения стоимости).ну и как я писал выше выполнять работу тем что дали но с приказом в письменном виде(начальник огребет пару раз и будет сам решать эту проблему)
самый крайний случай писать служебную записку в вышестоящие инстанции(ген директору,директору по производству,главному технологу и тд и тп)
пс или если клеймо не ставится варить чем дают и если что слать всех в пешее эротическое путешествие со словами :»я ето не варил и не колбасит»
ппс что бы не было пижо делай все по чертежу(С)-народная мудрость
Действительно, работать нужно только так. Нужна служебка технолога, технологическое указание или инструкция на эту работу, заверенная руководителями, начальником цеха обязательно.
Полуавтоматом: проволока №309 от ESAB для этой задачи отлично подходит. На авто цистернах — молоковозах бандажи из швеллера к емкости из нержавейки давно варят этой проволокой. Только сварку вести нужно в газовых смесях или аргоне (запастись контактными наконечниками).
som 24 Дек 2011
copich 27 Дек 2011
да блин, дела.. раньше боялся на самолётах летать потому что на техника механника учился. Щас буду думаю у этой проблемы два решения: 1. На сайте завода изготовителя задать вопрос по технологии и материаллам 2. Более действенное — в прокуратуру. Они обязаны это дело через Технадзор разрулить (а то на Саяношушенской ГЭС доигрались)
Верят не тому кто правду говорит: Нельзя т.к. не получится из опыта и документации. А вертя тому кто говорит: Легко. Ваше бабло и наша работа Бабло в карман. Работа — с горем пополам таджиками. Результат — мы кошки («иди на кошках тренируйся»).
эпихлоргидрин 06 Июн 2012
- 1
Менгон 13 Апр 2014
Целый год «канифолил» экспериментальный образец. Куски пятёрки сварил ЦТ-15 и бросил на балконе. Сегодня достал, зажал в тиски, подолбал молотком на излом. Не со всей дури лупил, так-как у меня стол не очень массивный — запрыгало на нём всё, что лежало из инструментов. Образец погнулся не много но не лопнул, продолжать не стал — бог с ним.
фото до, большой размер фото
обратная сторона большой разм.
после «битья» фотать не стал — смысла нет.
- 1
Димон59 13 Апр 2014
Приветствую уважаемый Менгон ,! Сотни раз такое делал и делаю.Не заморачивайся вари смело.Сколько раз на производстве ,дома всё стоит и держит.В процессе работы сделал вывод: чернягу варить нж можно спокойно, а вот нж чернягой 5050 может лопнуть.