Содержание
- Как варить вертикальный шов инвертором: правила, технология, алгоритм
- Вертикальная сварка
- Условия для качественного вертикального шва
- Технология производства вертикальных швов
- Как варить вертикальный шов
- Вертикальный и потолочный шов: особенности сварки
- Вертикальный шов
- Потолочный шов
- Рекомендации
- Как правильно варить вертикальный шов
- Проблемы вертикального сваривания
- Инвертор или полуавтомат
- Технология сварки вертикальных швов
- Безопасность при вертикальной сварке
- Как правильно варить вертикальный шов
- Проблемы вертикального сваривания
- Инвертор или полуавтомат
- Технология сварки вертикальных швов
- Безопасность при вертикальной сварке
- Тавровое сварное соединение
- Область применения
- Преимущества и недостатки
- Техника и особенности сварки таврового соединения
- Полезные советы
- Обозначение на чертеже
Вертикальный сварочный шов как варить
Как варить вертикальный шов инвертором: правила, технология, алгоритм
При изучении сварочного аппарата новичку может казаться, что теперь он легко может варить вертикальный шов инвертором. Но на практике все может показаться намного печальнее: с изнанки изделие получается деформированным, а не настроив правильно силу тока — и вовсе тонкий металл трескается.
Не стоит огорчаться раньше времени и бросать это полезное занятие. Наши советы помогут научиться варить вертикальный шов дуговой сваркой.
Вертикальная сварка
В случаях, когда требуется скрепить между собой две металлические заготовки в разных плоскостях, применяется метод вертикальной сварки. Способ сложен своими отличиями от обычных, поэтому некоторые технологические методы в нем не работают. Это происходит, так как в подобном положении возникают сложности из-за сползания деталей вниз под воздействием силы тяготения. Поэтому сварщику требуется приложить максимум технических умений, основанных на правильных знаниях.
Для начала новичку необходимо освоить правила обращения со сварочным аппаратом, который будет обеспечивать легкий поджог дуги и стабильное ее горение. Основные правила:
- Полуавтоматная сварка. Таким методом достигается хорошее качество. Если правильно настроить аппарат, он получится ровный и без обрывов. Неудобством для некоторых считается необходимость использования баллонов газа.
- Способ электрошлаковый. Такая сварка происходит путем нагревания зоны плавления шлаковой ванной. Этим методом есть возможность сваривать металл любой толщины.
- Электрический, сейчас самый удобный аппарат. Научившись обращаться с ним, варить вертикальный шов таким инвертором для начинающих будет легко.
Каждый из данных путей осуществления вертикальной сварки хорош. Однако, чтобы добиться результата, потребуется учитывать еще много требований.
Условия для качественного вертикального шва
Чтобы шов получился правильным, он должен:
- быть высокопрочным;
- выполнен качественно;
- выглядеть эстетично.
Самыми распространенными ошибками являются:
- Неправильное нахождение стержня в процессе работы. Он в обязательном порядке должен находится перпендикулярно, иначе образуется угол, и дуга станет непостоянной.
- В случаях, когда сварщику требуется варить вертикальный шов дуговой сваркой, не соблюдается размер длины дуги. Когда она слишком длинная, образовываться подтеки.
- Наклон стержня для снижения количества подтеков. Таким образом нарушается весь технологический процесс.
Рекомендуется не забывать выполнять такие полезные рекомендации:
- нужно подготовить свое изделие: зашкурить, удалить с него грязь, избавиться от остатков масла, ржавчины или краски;
- если вышло, что появление подтеков неизбежно – немного увеличить силу тока вместе с шириной каждого шва.
Технология производства вертикальных швов
Рассмотрим условия управления электродом, работающим от инвертора в процессе варки. Основным советом при этом является:
- производить работы можно двумя способами: снизу к верху, сверху вниз;
- устанавливать электрод перпендикулярно к месту работы, касаясь его уголком вперед.
А также использовать такие направления концом стержня, в зависимости от ширины шва:
- широкий: полукругом (кругом, каплей или петлями) слева направо, швы кладутся друг на друга согласно установленному направлению;
- узкий: отрезками вверх, начало каждого последующего при этом накладывается на середину предыдущего;
- или другими широко применяемыми: елочкой (если зазор между деталями 2-3мм), треугольником (зазор менее 2мм), лестница (когда расстояние максимальное).
Молодых работников часто интересует вопрос о продолжительности нажатия стержнем электрода на свариваемую поверхность. Опытные сварщики в этом случае рекомендуют проговаривать про себя с каждым нажатием включенного аппарата число двадцать два. Именно столько времени для этого понадобится и нужно не отрывать электрод от металлического листа. И от этого следует, что для толстого металла проговаривать следует медленнее, а с тонким немного быстрее.
К примеру, эффективнее всего будет использовать такую схему: устанавливать на каждый один миллиметр взятого электрода мощность в 30А. Если позволяет технология и толщина взятого изделия, можно немного отклоняться от этих чисел, но лучше не делать этого, потому что:
- когда сила будет слабая — шов будет не очень эстетичен, шлам станет скапливаться большим слоем наверху;
- в случае, когда она наоборот слишком большая — есть вероятность прожечь металл.
Как варить вертикальный шов
Приступая к сварке, необходимо ознакомится с последовательностью каждой из требующихся манипуляций:
- сделать внизу нахлест приготавливаемых поверхностей;
- начинать всегда следует не с заготовленного нахлеста, а немного выше. Таким образом, не придется все исправлять при допущении ошибки;
- варить при этом лучше всего без отрывания дуги;
- включив аппарат, после каждого нажима проговаривать про себя 22 и приступать к изготовлению нового шва;
- после окончания, очистить снаружи и изнутри поверхность от образовавшегося шлака и, при необходимости, приступать аналогичным образом сваривать обратную сторону.
Эти рекомендации помогут освоить вертикальный шов, даже если вы новичок в сварочном деле. Немного тренировок — и вы научитесь варить швы профессионально.
Вертикальный и потолочный шов: особенности сварки
«Как правильно варить вертикальный шов электросваркой?» – вопрос, ответ на который интересует не только начинающих сварщиков или тех, кто решил что-то починить, не прибегая к услугам профессионала, но и работников с опытом в этой сфере.
Сварочные работы сами по себе довольно сложный процесс, который требует не только достаточных знаний, но и опыта. Предметы, изделия или их части могут располагаться так и в таких местах, что доступ к ним будет затруднен или расположение сварщика не будет давать ему выполнить работу привычным способом. Таким «нестандартным» расположением предметов для сваривания является вертикальное и потолочное.
Вертикальный шов
При сваривании в месте плавления образуется капля жидкого металла, которая под действием силы тяжести будет двигаться по направлению к земле. На вертикальных поверхностях – сверху вниз. Стекание капли металла будет затруднять формирование сварочного шва. Потому «вертикальная» сварка имеет ряд особенностей.
Главный принцип – расплавленный в месте сварки металл должен быстрее, чем обычно, кристаллизоваться. Это возможно, если его капля будет минимального размера. Добиться такого результата можно за счет уменьшения длины электрической дуги и коротким движением электрода вверх или в сторону.
Направление сварного шва может быть как сверху вниз, так и снизу вверх. Необходимо учитывать, что тепло от электрической дуги поднимается. Потому опускаясь вниз, нужно будет увеличить силу тока.
Рекомендуется вести его вверх, тогда застывший кратер металла снизу, будет удерживать верхний. Положение электрода не имеет особого значения. Его наклон может быть как вверх, так и вниз. Удержание его с наклоном вниз обеспечивает больший обзор и возможность контролировать распределение капель и формирование шва. Недостаток такого способа – это грубая чешуйчатая его поверхность.
Наплавленный металл стек вниз
Если условия проведения работ не позволяют сваривать снизу вверх, то применяют обратное направление формирования шва. При этом электрод сначала ставят перпендикулярно по отношению к плоскости свариваемых деталей. При появлении капли жидкого металла положение электрода меняют и держат его с наклоном, так чтобы между свариваемыми поверхностями и ним образовался острый угол, направленный своим концом вверх. Такое положение позволяет удержать каплю от стекания короткой электрической дугой.
Если капля удерживается с трудом или падает, то следует увеличить скорость перемещения электрода и силу тока, а также несколько расширить шов, двигая электрод из стороны в сторону. Это способ «вертикальной» сварки легче, но качество соединения будет хуже. Есть также опасность, что расплавленный металл не удержится дугой и силой поверхностного натяжения, и потечет.
Потолочный шов
Электрод при варке «потолочного» располагается перпендикулярно свариваемым поверхностям. Скорость его перемещения должна быть постоянной с небольшими круговыми движениями для расширения шва. Электрическая дуга должна быть короткой. Если она будет длинной, то при сварке образуются подрезы.
Горизонтальную сварку электродами нужно проводить прерывистыми линиями
Для выполнения этого вида сварки применяется тот же принцип – максимально быстрого затвердения металла. При сварочных работах необходимо использовать электроды со специальным тугоплавким покрытием. Благодаря этому на конце их создается «чехольчик», которым удерживается капля.
Кроме круговых движений в горизонтальной плоскости, электрод перемещают вертикально. После того как электрическая дуга расплавила металл, электрод несколько удаляют от ванной и тем самым гасят дугу. Поступление энергии прекращается. Металл остывает и кристаллизуется, тем самым уменьшая сварочную ванну. То есть плавление производят короткими замыканиями.
К сварке «потолочным» швом следует прибегать лишь в крайних случаях, когда нельзя соединяемые детали расположить более удобным для сварочного процесса образом. Это связано опять-таки с особенностью расположения. Разогрев происходит снизу, а пузырьки газа в ванне жидкого металла, поднимаются. Они всплывают и попадают в корень шва, делая его тем самым менее прочным.
Рекомендации
Для того чтобы электросваркой варить шов как потолочный, так и вертикальный рекомендуется применять электроды меньшего диаметра и пониженную на 10-12% силу тока, по сравнению с обычными условиями.
Как правило, применяют их диаметром не более 4 мм. Или еще меньшего, если есть необходимость разделать кромки или заплавить зазор между деталями.
Вертикальный и «потолочный» можно варить с применением защитных газов.
Как правильно варить вертикальный шов
В этой статье мы рассмотрим основные методики варки вертикальных швов, а также расскажем, с помощью какого оборудования проще выполнить такую работу.
Сварка вертикальных швов более сложна в технологическом плане, чем работа в горизонтальной плоскости. Расплавленный металл очень текуч и под воздействием гравитации просто оплывает вниз.
В этой статье мы рассмотрим основные методики варки вертикальных швов, а также расскажем, с помощью какого оборудования проще выполнить такую работу.
Проблемы вертикального сваривания
Сварочный процесс заключается в расплавлении металла деталей, которые соединяются между собой после остывания. С горизонтальными видами сварки все просто, главное — научится поджигать дугу и правильно вести шов. Но как быть с вертикальными видами? Под воздействием притяжения металл постоянно течет и очень непросто контролировать сварочную ванну. В итоге получаются неровные соединения, сформированные каплями и подтеками.
При сварке в вертикальном положении возможны такие проблемы, как непровар металла или, наоборот, подрезка. Они возникают вследствие выбора не соответствующего по силе тока. При непроваренном металле расплав разбрызгивается вокруг и растекается по поверхности. Подрезка образуется в виде канавки в шве, когда слишком мощная дуга вырезает материал из зоны сварки.
Еще одна проблема вертикального шва образуется при длительной задержке дуги на одной точке. Сварочная ванна как бы «выпадает», образуя прожоги в заготовках.
Каким образом можно избежать брака в соединении при вертикальном сваривании и что за приемы подойдут в таком случае?
Инвертор или полуавтомат
Полуавтомат варит за счет расплавления проволоки, подающейся в зону сварки. Такие аппараты позволяют создавать более качественные швы, так как нет брызг расплавленного металла, а импульс, по сути, вбивает каждую точку в соединение.
Так чем же лучше варить вертикальный шов?
В любом случае для начинающего сварщика потребуется практика в работе с одним из этих приборов. Без опыта сразу сделать качественное соединение вряд ли получиться.
Инверторная ручная сварка требует большего внимания к процессу и контроля движения электрода. При неправильно выбранном положении держателя и угла наклона возникнет брак. Варить нужно с отрывом, создавая эффект точечной сварки. При этом металл будет разбрызгиваться и растекаться по поверхности изделия. Только при наличии большой практики будет получаться качественный шов.
Полуавтомат также требует тщательного контролирования сварочного процесса. Здесь тоже важны и выбранные положения держателя, и техника сварки. При использовании защитного газа в полуавтоматической сварке уменьшается количество брызг и подтеков, но такое соединение будет дороже по себестоимости.
Многие сварщики рекомендуют при сварке вертикальных швов использовать полуавтомат, который позволяет получить качественное соединение. Но, при отсутствии такого аппарата, с использованием должной техники работы можно получить качественное крепление по прочности и с обычной ручной сваркой.
Технология сварки вертикальных швов
Главное правило — вертикальные швы наиболее приемлемо накладывать снизу вверх! В таком положении дуга будет как-бы подталкивать сварочную ванну и не позволять ей стекать вниз. А также такое положение способствует упору капли расплавленного металла в нижний, уже застывший, шов.
Особенности ручной сварки
- При сварочных работах с вертикальными швами нужно установить ток немного ниже, чем обычно. Это способствует образованию меньшего количества тепла, а, значит, металл будет не так быстро растекаться.
- Для того, чтобы избежать интенсивного стекания расплава вниз, нужно выдерживать более короткую дугу.
- Держатель с электродом располагают так, чтобы кончик стержня смотрел вверх и немного в сторону.
- Шов ведут постепенно с поперечными поступательными движениями. Лучше всего двигаться зигзагом или елочкой.
- Наиболее качественным получиться соединение, сваренное с отрывом. Когда электрод удаляют и приближают к поверхности изделия.
Если у Вас мало опыта в таком виде работ, лучше всего поэкспериментировать отдельно от изделия, выбрав оптимальную силу тока и скорость ведения шва, и только тогда приступать к основной работе.
Сварка полуавтоматом
- Если толщина металла изделия до 3 миллиметров, то сварку лучше всего вести сверху вниз.
- При деталях со стенками от 3 мм и более шов ведут наоборот, снизу вверх.
- Горелку полуавтомата располагают под углом в 45 градусов к поверхности.
- Ток нужно снизить, как и скорость подачи проволоки (процесс плавления происходит быстрее, чем при ручной варке).
При сварке вертикальных швов полуавтоматом, нужно руководствоваться тремя главными правилами: выдержать нужную длину дуги (короче), обеспечить равномерное движение держателя и установить нужный угол к свариваемым поверхностям.
Безопасность при вертикальной сварке
Техника безопасности при сварке вертикальных швов, в силу того, что металл стекает и разбрызгивается вниз, особое внимание уделяет защите от этого фактора.
Чтобы избежать попадания горячего материала на одежду, нужно выбрать правильное положение, лучше всего — немного в стороне от опасной зоны. Также не стоит работать лежа под местом сварки.
Обязательно стоит тщательно подойти к снаряжению. Для сварки нужно использовать огнестойкие перчатки, закрывающие руки. И, конечно, обеспечить полную защиту всего тела от попадания расплава на кожу.
Часто вертикальные швы приходится варить в ограниченном пространстве (например, под автомобилем), в таком случае нужно обеспечить надежную вентиляцию и приток свежего воздуха. Особенно, если используется защитный газ (аргон или углекислый).
Также не стоит забывать и об электробезопасности.
А что Вы можете добавить к материалу этой статьи. Поделитесь свои опытом сварки вертикальных швов. Чем лучше всего пользоваться, по Вашему мнению: полуавтоматом или ручной сваркой? Оставьте свои комментарии в блоке обсуждения этого материала.
Как правильно варить вертикальный шов
В этой статье мы рассмотрим основные методики варки вертикальных швов, а также расскажем, с помощью какого оборудования проще выполнить такую работу.
Сварка вертикальных швов более сложна в технологическом плане, чем работа в горизонтальной плоскости. Расплавленный металл очень текуч и под воздействием гравитации просто оплывает вниз.
В этой статье мы рассмотрим основные методики варки вертикальных швов, а также расскажем, с помощью какого оборудования проще выполнить такую работу.
Проблемы вертикального сваривания
Сварочный процесс заключается в расплавлении металла деталей, которые соединяются между собой после остывания. С горизонтальными видами сварки все просто, главное — научится поджигать дугу и правильно вести шов. Но как быть с вертикальными видами? Под воздействием притяжения металл постоянно течет и очень непросто контролировать сварочную ванну. В итоге получаются неровные соединения, сформированные каплями и подтеками.
При сварке в вертикальном положении возможны такие проблемы, как непровар металла или, наоборот, подрезка. Они возникают вследствие выбора не соответствующего по силе тока. При непроваренном металле расплав разбрызгивается вокруг и растекается по поверхности. Подрезка образуется в виде канавки в шве, когда слишком мощная дуга вырезает материал из зоны сварки.
Еще одна проблема вертикального шва образуется при длительной задержке дуги на одной точке. Сварочная ванна как бы «выпадает», образуя прожоги в заготовках.
Каким образом можно избежать брака в соединении при вертикальном сваривании и что за приемы подойдут в таком случае?
Инвертор или полуавтомат
Полуавтомат варит за счет расплавления проволоки, подающейся в зону сварки. Такие аппараты позволяют создавать более качественные швы, так как нет брызг расплавленного металла, а импульс, по сути, вбивает каждую точку в соединение.
Так чем же лучше варить вертикальный шов?
В любом случае для начинающего сварщика потребуется практика в работе с одним из этих приборов. Без опыта сразу сделать качественное соединение вряд ли получиться.
Инверторная ручная сварка требует большего внимания к процессу и контроля движения электрода. При неправильно выбранном положении держателя и угла наклона возникнет брак. Варить нужно с отрывом, создавая эффект точечной сварки. При этом металл будет разбрызгиваться и растекаться по поверхности изделия. Только при наличии большой практики будет получаться качественный шов.
Полуавтомат также требует тщательного контролирования сварочного процесса. Здесь тоже важны и выбранные положения держателя, и техника сварки. При использовании защитного газа в полуавтоматической сварке уменьшается количество брызг и подтеков, но такое соединение будет дороже по себестоимости.
Многие сварщики рекомендуют при сварке вертикальных швов использовать полуавтомат, который позволяет получить качественное соединение. Но, при отсутствии такого аппарата, с использованием должной техники работы можно получить качественное крепление по прочности и с обычной ручной сваркой.
Технология сварки вертикальных швов
Главное правило — вертикальные швы наиболее приемлемо накладывать снизу вверх! В таком положении дуга будет как-бы подталкивать сварочную ванну и не позволять ей стекать вниз. А также такое положение способствует упору капли расплавленного металла в нижний, уже застывший, шов.
Особенности ручной сварки
- При сварочных работах с вертикальными швами нужно установить ток немного ниже, чем обычно. Это способствует образованию меньшего количества тепла, а, значит, металл будет не так быстро растекаться.
- Для того, чтобы избежать интенсивного стекания расплава вниз, нужно выдерживать более короткую дугу.
- Держатель с электродом располагают так, чтобы кончик стержня смотрел вверх и немного в сторону.
- Шов ведут постепенно с поперечными поступательными движениями. Лучше всего двигаться зигзагом или елочкой.
- Наиболее качественным получиться соединение, сваренное с отрывом. Когда электрод удаляют и приближают к поверхности изделия.
Если у Вас мало опыта в таком виде работ, лучше всего поэкспериментировать отдельно от изделия, выбрав оптимальную силу тока и скорость ведения шва, и только тогда приступать к основной работе.
Сварка полуавтоматом
- Если толщина металла изделия до 3 миллиметров, то сварку лучше всего вести сверху вниз.
- При деталях со стенками от 3 мм и более шов ведут наоборот, снизу вверх.
- Горелку полуавтомата располагают под углом в 45 градусов к поверхности.
- Ток нужно снизить, как и скорость подачи проволоки (процесс плавления происходит быстрее, чем при ручной варке).
При сварке вертикальных швов полуавтоматом, нужно руководствоваться тремя главными правилами: выдержать нужную длину дуги (короче), обеспечить равномерное движение держателя и установить нужный угол к свариваемым поверхностям.
Безопасность при вертикальной сварке
Техника безопасности при сварке вертикальных швов, в силу того, что металл стекает и разбрызгивается вниз, особое внимание уделяет защите от этого фактора.
Чтобы избежать попадания горячего материала на одежду, нужно выбрать правильное положение, лучше всего — немного в стороне от опасной зоны. Также не стоит работать лежа под местом сварки.
Обязательно стоит тщательно подойти к снаряжению. Для сварки нужно использовать огнестойкие перчатки, закрывающие руки. И, конечно, обеспечить полную защиту всего тела от попадания расплава на кожу.
Часто вертикальные швы приходится варить в ограниченном пространстве (например, под автомобилем), в таком случае нужно обеспечить надежную вентиляцию и приток свежего воздуха. Особенно, если используется защитный газ (аргон или углекислый).
Также не стоит забывать и об электробезопасности.
А что Вы можете добавить к материалу этой статьи. Поделитесь свои опытом сварки вертикальных швов. Чем лучше всего пользоваться, по Вашему мнению: полуавтоматом или ручной сваркой? Оставьте свои комментарии в блоке обсуждения этого материала.
Тавровое сварное соединение
Сварочные стыки в виде буквы «Т», именуемые «тавровые соединения», присутствуют во всех нагружаемых конструкциях. Они представляют собой угловые швы с перпендикулярным расположением заготовок. При небольшой площади соединение должно удерживать расчетную нагрузку. К тавровым соединениям, работающим на кручение, излом, отношение особое — швы проверяют на внутренние дефекты. Избежать их помогает соблюдение технологии. Вид шва указывается на чертеже.
Область применения
Монтаж трубопроводов, создание каркасных конструкций, перекрытий, ограждений предполагает расположение деталей под прямым углом. Перпендикулярно сваркой обычно крепят укрепляющие элементы: балки, швеллеры, профильный прокат. Детали под углом 90° соединяют тавровой сваркой. Начинающие сварщики в бытовых условиях таких стыков стараются избегать из-за сложности фиксации деталей в заданном положении.
На производстве и в строительстве тавровые соединения применяют часто. Все виды соединений регламентированы ГОСТами для различных типов сварки. Они бывают односторонние и двухсторонние, с разделкой кромок и без нее. Все зависит от предполагаемой нагрузки, сплава, толщины свариваемых деталей.
Преимущества и недостатки
В отличие от других способов сварки, тавровые соединения обладают следующими достоинствами:
- они формируют надежное соединение в труднодоступных местах;
- для них не нужно использовать укрепляющие накладки;
- применяются для сварки заготовок различной толщины;
- выдерживают большую нагрузку.
- для соблюдения перпендикулярности детали нужно скреплять перед сваркой;
- односторонние швы ненадежны;
- при сварке тонкостенных деталей велика вероятность термодеформации;
- высок риск внутренних дефектов (непроваров, несплошностей, кратеров).
Техника и особенности сварки таврового соединения
Выполняя угловые соединения, контролируют размер шовного катета, внешний вид валика – его делают максимально плоским. Чтобы проварить тавровое соединение равномерно, не делают резких движений держателем. Дуга при сварке не должна обрываться в процессе формирования валика. Подготовительный этап предусматривает:
- зачистку металла в рабочей зоне;
- укладку заготовок под нужным углом с сохранением необходимого размера зазора;
- фиксацию элементов зажимами или прихватками.
Сварка труб
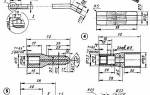
При РДС заглушек, фланцев, запорной арматуры в трубопроводы руководствуются требованиями ГОСТ 16037-80. Он применяется также при врезке патрубков меньшего диаметра. На толстостенных заготовках производится предварительная разделка швов. Затем делают прихватки в 4-х местах, они располагаются попарно симметрично по окружности, делят ее на 4 части. Затем делается угловой шов.
Когда производится врезка, торец патрубка подгоняют под трубу так, чтобы он плотно прилегал к поверхности без образования больших зазоров. Трубы небольшого диаметра «доводят» болгаркой. При раскрое больших заготовок под сварку используют трафареты развертки или стандартные шаблоны.
Когда есть вращательные столы, применяют технологию сварки в поворотном положении. Шов формируется быстрее, получается ровным. Проваривать неповоротные швы сложнее, валик формируется по кривым линиям. В этом случае сварку проводят в несколько приемов, участками. Второй начинают на получившемся валике, внахлест, чтобы тавровое соединение получилось герметичным. В зависимости от толщины стенки, варят трубу в одни проход или несколько. Подобные тавровые соединения обязательно проверяют методами неразрушающего контроля.
Профильные прямоугольные или квадратные трубы, используемые в металлоконструкциях, сваривают аналогично. Перед работой поправляют срезы, чтобы обеспечить плотность прилегания свариваемых деталей. Сварка делается после прихваток даже при использовании зажимных приспособлений.
В вертикальном положении
Позиция неудобна тем, что металлы с низкой вязкостью нужно проваривать быстро, чтобы расплав не вытекал. Число проходок определяется толщиной заготовок, глубиной разделки кромок. Для глубоких швов делают криволинейные или прямые скосы. Разжигают дугу перпендикулярно свариваемой поверхности, поддерживают короткой. Электрод ведут по биссектрисе, под углом 45°, шов формируют возвратно-колебательными движениями вдоль стыка. При движении вверх дугу растягивают, не допуская обрыва.
В вертикальном положении валик формируется из верхней точки. Устанавливают сварочный ток обратной полярности большой силы, чтобы хорошо проплавлялась корневая часть таврового соединения.
Когда при сварке возникает риск перегрева металла (возникают пятна побежалости или металл меняет цвет), держатель отводят. В идеале ванна расплава должна формировать необходимый профиль валика без подрезов. Нужно следить, чтобы давления дуги хватало для прогрева металла, расплав поддерживался в установленных границах валика.
В нижнем положении
Для сварки тавровых соединений в нижнем положении применяют:
- ток прямой полярности большого ампеража для образования глубокой ванны расплава;
- ток обратной полярности, формируется короткая дуга, направляемая в корень шва, повышен риск образования подрезов.
Равномерное перемещение электрода – важное условие качественного таврового сварного соединения при однопроходной или многопроходной сварке (накладываются узкие валики без поперечных движений электродом). С каждого слоя до следующей проходки шлак сбивается.
Вверх наплавку двигают быстро, растягивая дугу. Капли металла накладывают только во время обратного движения электрода. Его в процессе работы располагают по биссектрисе прямого угла с наклоном в сторону движения. Если параметры рабочего тока выбраны правильно, при равномерном движении держателя образуется катет нужной ширины.
В потолочном положении
Варить стык нужно на невысоком токе обратной полярности, короткой дуге, направленной в корень таврового шва. При возвратно-поступательных движениях дуга не должна прерываться. Одновременно плавят обе боковых кромки. Перегрев ванны недопустим, формируется выпуклый шов.
Многопроходная сварка делается без поперечных пасов рукой. Поверхность каждого валика должна быть максимально выровненной. Для этого поддерживают стабильно невысокую тепловую мощность дуги. Контролировать ванну расплава мешают искры, при выборе электродов предпочтение отдают обмазке, снижающей разбрызгивание горячего металла.
Полезные советы
Свариваемые поверхности необходимо хорошо просушить, чтобы качество таврового сварного соединения было приемлемым. Важно правильно перемещать электрод, чтобы не допускать пережога и непровара.
Работа начинается с прихваток. После этого лучше убедиться, что детали расположены под прямым углом, нет «завала» заготовки в одну из сторон. Во время точечной прихватки можно подрегулировать ток, откорректировать до рабочих значений, тогда будет проще делать проходку.
Сваривая тонкую и толстую пластину, электрод наклоняют к толстой заготовке под углом до 60°. Расплавленный металл будет «сползать» на тонкую деталь, не создавая внутренних напряжений в металле. Когда прямой угол, электрод необходимо вести по стыку снизу вверх, «поднимать» расплав из ванны, смешивая с наплавочным металлом. При сварке «в лодочку» угол наклона электрода составляет 45°. Только в таком положении тавровое соединение будет правильного сечения.
При укладке деталей встык с помощью фиксаторов нужно предусмотреть зазор для образования ванны расплава, глубокого проплавления соединяемых заготовок. Если шов будет формироваться только за счет наплавочного металла, соединение будет непрочным.
Важно!
При глубокой разделке толстостенных деталей тавровые соединения делают в несколько проходок.
Для удобства сборки сварные детали располагают на стапеле или сварочном столе. Для работы применяют различные приспособления: зажимы, магнитные фиксаторы, шаблоны, кондукторы. При сборке важно оценить сложность сварной конструкции, ее возможную подвижность. Избежать прожогов помогают съемные или дополнительные прокладки толщиной до 4 мм из неплавящихся материалов. Работа с накладками будет уверенной, скорость проходки можно увеличить на 20–30%.
Способ сварки «в лодочку» вертикальным электродом при выполнении угловых швов предпочтительнее. Создаются условия для провара корня таврового соединения по всей длине. Зазор между деталями не должен превышать 10% толщины заготовки.
Многое зависит от правильности розжига дуги – в 3-4 мм от вершины угла. Поднимают ее на высоту катета, задерживают для проплавки углов.
Обозначение на чертеже
По стандартам для всех видов сварки на чертежах тавровое соединение обозначается буквой Т, далее идет классификационный номер шва, предполагающий тип его создания. Для наглядности все условные обозначения сведены в таблице.