Содержание
- Как сделать станок для холодной ковки своими руками
- Разновидности станков
- Отличия холодной ковки
- Построение завитка для станка своими руками
- Об электроприводе торсиона
- Сборка устройства
- Изделия, произведенные методом холодной ковки
- Приспособления для гибки корзинок-фонариков и торсирования
- Как сделать торсионный станок
- Приспособа для корзинок
- Оборудование для холодной ковки: своими руками или купить
- Кузнечное оборудование: станок для холодной ковки своими руками
- Основные приспособления и станки
- Приспособление «Гнутик»
- Приспособление «Твистер»
- Приспособление «Улитка»
- Приспособление «Глобус»
- Приспособление «Волна»
- Приспособление «Фонарик»
- Приспособление для холодной ковки элемента «Хомут»
- Приспособления для выполнения «гусиной лапки»
- Изготовление «Улитки» с приводом
- Самостоятельное изготовление станка для холодной ковки
- Разновидности станков
- Отличия холодной ковки
- Устройство станков для ковки по холодному типу
- Оснащение электроприводом торсионного станка для холодной ковки
- Построение завитка для станка своими руками
- Сооружение станка для холодной ковки
- Сборка устройства
- Самодельный станок для холодной ковки своими руками чертежи
- Основные приспособления
Инструмент для продольного скручивания своими руками
Как сделать станок для холодной ковки своими руками
Кованые заборы, ограды, садовая мебель – дорогостоящие предметы экстерьера, а с помощью самодельного оборудования и навыков можно собственноручно изготавливать металлоконструкции даже на продажу. В статье расскажем, как сделать простой ручной станок для холодной ковки металла своими руками, а также дадим чертежи.
Разновидности станков
В зависимости от используемой технологии и получаемого результата, а также в связи с затрачиваемыми ресурсами на работу с заготовкой и возможности, и функции устройства, все их можно разделить на категории. Одни могут быть изготовлены в домашних условиях, другие – только на заводах.
Станок «Улитка»
Сам корпус состоит из спирали, в которую помещается металлопрофиль или металлический жгут. Изделие имеет несколько сегментов, чем их больше, тем сильнее происходит закручивание. Отлично, когда можно менять одни фрагменты на другие, чтобы изменять радиус полученного изгиба, тогда одним аппаратом можно будет пользоваться для выполнения разных задач.
Коротко об основных узлах приспособления:
- Каркас – он создается из металлических прочных швеллеров, уголков или труб.
- Станина с округлой поверхностью – на нее накладывается большая нагрузка, поэтому необходимо делать ее максимально прочной.
- Вал из толстостенной трубы для вращения.
- Рычаг, который крепится к цилиндрическому ролику в середине.
- Сами сегменты улитки. Их можно предварительно расчертить прямо на столешнице, измерить, а потом сделать из стали, или воспользоваться картонными шаблонами с последующим изготовлением из металлического листа.
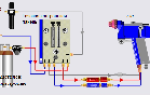
Торсионное оборудование для холодной ковки своими руками
С помощью такого станка можно получить не завитки, а красиво закрученные вокруг своей оси фрагменты из металлопрофиля. Трубы и круглые прутки подвергать такому изгибу нельзя, но полые и сплошные изделия из металла с квадратным сечением смотрятся с витым рисунком очень изящно.
Аппарат для продольного скручивания состоит из станины (из швеллеров или двутавра) с крепко установленным зажимом. В тисках будет закрепляться неподвижный участок заготовки. На втором конце, подвижном, имеются ролики, которые приводят этот участок в движение. Кончик металлопрофиля также зажимается в фиксаторе. От наконечника идут длинные рукояти (чем рычаг длиннее, тем больше прикладываемая сила) – они приводят в движение аппарат.
Станок «Гнутик»
Приспособление напоминает штамповку или пресс, поскольку активной является только одна часть, а низ с креплением остается пассивным. На неподвижной станине монтируется два вала, они удерживают заготовку (трубу, металлопрофиль). Подвижный элемент – клин – находится предварительно внизу, но когда деталь помещается между опорами и рычагом, то последний приходит в движение и «проминает» плоскость. Получается зигзаг, или «гнутик», как на фото:
Станок «Волна»
Часто такие приспособления делаются не самостоятельно, а приобретаются. Они универсальны и подходят для изготовления изгибов с разными радиусами. Конструкция самодельного оборудования для холодной ковки состоит из столешницы с двумя дисками разного или одинакового размера, при этом один опорный, а второй подвижный. К нему прикреплен вороток, с помощью которого приводят в движение всю систему.
Особенность в том, что можно передвигать расположение элементов, а также менять круги на другой диаметр – это позволяет изменять радиус изгиба.
Станок — пресс
Это аппарат позволяет делать приплюснутые наконечники шестигранников, прутков, металлопрофиля. Он состоит из двух прочно приставленных друг к другу валов – между ними находится минимальный зазор. Они могут быть полностью гладкие или рифленые. В первом случае получится классическая плоская пика, во втором – «гусиная лапка» с рифлением.
В гнездо между двумя роликами необходимо просунуть заготовку, затем привести в движение аппарат посредством рычага, затем обратно. Движение достаточно сильное быстрое, чтобы произвести прокат. Так выглядит результат процесса:
Отличия холодной ковки
Основная разница при процедуре – нет дополнительной термообработки,то есть нагрева. Деформации производятся в обычных для стали температурных условиях.
- простое оборудование, которое можно изготовить своими руками;
- нет потребности в печи и прочих приспособлениях для кузнечных работ;
- необходимо применять физическую силу, но можно оснастить аппаратуру электроприводом;
- эстетичный внешний вид и оставление всех технических качеств и свойств.
Устройство станков для ковки по холодному типу
В зависимости от разновидности конструкция различается, но есть общие черты:
- крепкая станина – она должна выдерживать вес заготовки плюс усилие, с которым поворачивается рычаг;
- все элементы выполняются из надежной стали – деревянные шаблоны слишком мягкие, чтобы гнуть на них твердый металл, но алюминий или тонкостенный стальной лист – почему бы нет;
- обычно это стационарное устройство.
Остальные конструктивные особенности зависят от видов.
Оснащение электроприводом торсионного станка для холодной ковки
Электризация – бессмысленное мероприятие и затратное, если вам нужно согнуть одну или две заготовки. Но в случае, если вы намерены изготавливать изогнутые элементы для целого забора или заниматься этим делом профессионально, то без помощи электродвигателя не обойтись. Что это дает:
- увеличение скорости;
- эффективность и продуктивность агрегата в целом тоже повышается;
- стабильная и постепенная работа;
- надежная фиксация, отсутствие влияния человеческого фактора (разного рода ошибки при прокручивании рычага);
- работник значительно меньше утомляется.
Если вы планируете многосерийное производство, необходимо поставить двигатель и ремни для передачи энергии в механическое движение, но предварительно следует произвести расчеты.
Построение завитка для станка своими руками
Раздел актуален для тех, кто делает «улитку». Удобнее всего нарисовать на столешнице логарифмическую спираль, сделать в поворотных точках крепления, чтобы разделить всю кривую линию на съемные части. Затем мы рекомендуем из бумаги/картона сделать шаблоны и после перенести их на сталь.
Основная сложность заключается в расчетах. Радиус от центра к крайней точке постоянно увеличивается и растет в зависимости от количества витков и желаемого изгиба. Мы привели пример чертежа уже с нанесенными размерами, но их можно рассчитать для себя:
Сооружение станка для холодной ковки
Мы рекомендуем уже на этапе проектирования предусмотреть необходимость менять диаметр изгибов, поэтому нужно:
- сделать несколько отверстий для креплений – так можно будет при необходимости передвинуть один из элементов (вал, часть улитки и пр.);
- подготовить съемные детали других размеров, например, круги большего и меньшего радиуса.
Крепление насадок удобнее всего осуществлять посредством болтов.
Как построить завиток
Когда вы уже приступите к изготовлению, вы поймете, что для каждого отдельного изделия нужен свой шаблон с уникальными параметрами. Поэтому мы рекомендуем сделать несколько заготовок со стандартными габаритами, а затем устанавливать их на станину в зависимости от потребностей.
Основной аппарат, который используется, – это «улитка», здесь все построено на логарифмической спирали. Радиус каждого витка при повороте больше, чем в предыдущей точке.
Улитка с рычагом
Мы много рассказывали об этом приспособлении, посмотрим, как им пользоваться:
Винтовое скручивание прутьев возможно и вовсе без станочного оборудования. Как это сделать: если прут поместить внутрь трубы, а один конец зажать в тисках, то можно просто у основания второго зафиксированного края начать вращение с помощью рукояти. Скованное пространство не позволит заготовке делать непроизвольные изгибы, так как все витки будут одинаковыми. Но, на весу проводить процедуру не удобно, намного лучше, если все конструктивные элементы будут иметь свое статичное положение на крепкой столешнице. А еще лучше – если придется не руками крутить вертушку, а только нажимать на кнопку.
Об электроприводе торсиона
У автора видео представлен многофункциональный станок, где есть скручивание в различных плоскостях, в том числе торсионное:
Волна и зигзаг
Если вам нужны не завитки и окружности, а лишь небольшие изгибы – волнообразные или зигзагообразные, более острые, то понадобится «гнутик». О его оснащении мы уже рассказали. Теперь объясним то, что действующие элементы (их три – два статичных, один – подвижный) могут заменяться. Так круглые валы для мягкой волны могут быть заменены на клинья с острыми углами, что дает ровный и четкий зигзаг.
Сборка устройства
Рекомендуем все элементы на предварительном этапе подсоединять на не очень прочные крепления (не нужно сразу работать сваркой), поскольку при проектировании могли быть допущены ошибки. Начните с болтов, а затем проведите тестовый запуск. Если вас полностью устраивает конструкция, то можно произвести финальную сборку с наиболее крепкими соединениями, в том числе с использованием сварочного аппарата.
Соединение и покраска деталей
Внутренняя часть улитки, которая имеет постоянный контакт с заготовками, не должна быть окрашена, а только тщательно отполирована – без зацепок и ржавчины. Остальные части могут быть покрыты любым ЛКП.
Как обойти камень
Итак, вопрос – делать самому или покупать уже готовую аппаратуру? Если вам нужна высокая производительность и точность, то лучше заказать заводской агрегат. В случае, когда вам нужно загнуть одну-две заготовки, то можно сделать самый простой «гнутик».
Изделия, произведенные методом холодной ковки
Сделать можно многое, мы перечислим самые распространенные способы применения:
- Садовая мебель: столы, скамейки, стулья, мусорные урны.
- Качели.
- Ограды, заборы и украшение сплошных ворот.
- Балконные перила, а также поручни для лестниц, ступеней. Сами витые конструкции.
- Козырьки и крытые дворы.
- Амбары, теплицы с металлическим каркасом, а также любые металлоконструкции, где может понадобится гнутый металлопрофиль.
В статье мы дали чертежи самодельных станков для холодной ковки своими руками, рассказали о их особенностях и отличиях. В качестве завершения темы посмотрим еще одно видео о том, как в домашних условиях изготовить полноценное оборудование:
Приспособления для гибки корзинок-фонариков и торсирования
Станок для холодной ковки типа Твистер Blacksmith M3-TR
Торсионный станок, который также называют твистер, позволяет выполнять продольное скручивание квадратных прутков и полос. В результате получаются витые элементы, именуемые торсионами, из которых собираются корзинки (фонарики) и шишки. Данная статья посвящена самостоятельному изготовлению устройств.
Как сделать торсионный станок
Для начала предлагаем посмотреть парочку роликов.
Приспособа для корзинок
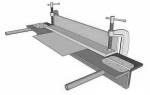
Поделился опытом изготовления приспособления для гибки корзинок и фото Максим Вишняков из Иваново, активный участник и редактор нашей группы во ВКонтакте. Страница Максима в каталоге кузнецов тут. Далее фото и комментарии кузнеца, если что непонятно, задавайте вопросы в комментариях.
Закрутка-1оборот. Квадрат 6мм., длинна 180мм. Диаметр стержня 20мм. Крутиться легко. Можно помазать стержень маслом. Втулки сварил из кусочков того же квадрата. После закрутки 4 детали по краям обвязываешь резинками для купюр, расправляешь и по торцам делаешь прихватки.
2 втулки сделаны из кусочков квадрата 6х6. Одна втулка зафиксирована на столе, ко второй приварены ручки. Пруток толщиной 30мм. Толщина прутка влияет на диаметр корзинки. Толщина 30мм-корзинка 60-65мм.
Во втулках пазы для заготовки не сквозные. Они заглушены так чтобы заготовка входила в паз на глубину примерно 20мм.
на фотографии видно что пазы во втулках не сквозные, заглушены. пруток во втулку входит на 20мм.
Процесс изготовления 1 корзинки у меня занимает не больше 5мин.
Также можно крутить и круглый пруток.
Центральный пруток (30мм.) лучше зашкурить или, кому не лень, смазывать маслом для уменьшения трения об него заготовки. Чем меньше трение тем равномернее и легче будет закрутка.
Оборудование для холодной ковки: своими руками или купить
Кроме торсиона для холодной ковки применяются другие станки с ручным (рычажным) управлением, среди которых наиболее выделяется улитка, использующаяся для изготовления завитков. Подобные устройства чаще всего применяются индивидуальными мастерами, а также кузнецами небольших кузниц, мастерских и компаний.
Станок типа улитка PROMA, Фото ВсеИнструменты.ру
Данные механизмы отличаются достаточно простым устройством, поэтому их возможно собрать своими руками. Самодельная улитка, волна или другой станок отличается необходимой для определенного мастера конструкцией и размерами, что позволяет решать поставленные задачи.
Станки с электропроводом отличаются более высокой производительностью, а также снижают трудозатраты. Самостоятельная сборка устройств позволяет сделать модель, отвечающую всем критериям.
Универсальные станки представляют собой автоматические или ручные машины, предназначенные для выпуска больших объемов различных элементов. Высокая производительность делает агрегаты востребованными на крупных и средних предприятиях. Универсальное оборудование позволяет обрабатывать заготовки с разным сечением: полосы, профильные трубы, круглые и квадратные прутки.
Станок для ковки Ажур-1М. Фото КовкаПРО
Инструменты: клещи, вилки и кувалда и приспособления: шаблоны, лекала, кондукторы в большинстве случаев изготавливаются своими руками.
Однако, следует отметить, что не все мастера обладают свободным временем для самостоятельного изготовления необходимых станков для холодной ковки (где купить). В таком случае рекомендуется приобрести ручные устройства: улитка (где купить), торсион и другие нужные механизмы, чтобы сразу же приступить к реализации проектов по холодной ковке своими руками.
Кузнечное оборудование: станок для холодной ковки своими руками
Холодная ковка невозможна без специального кузнечного оборудования. Давайте рассмотрим виды приспособлений и фигуры, которые можно получить с их помощью. Мы подготовили для вас чертежи и тематические видео. Также рассмотрим последовательность изготовления станка для холодной ковки своими руками.
Если вы только собираетесь организовать мастерскую холодной ковки и хотите избежать больших расходов, то самостоятельное изготовление станков и приспособлений поможет создать свой маленький бизнес без чрезмерных затрат.
Основные приспособления и станки
Станки для холодной ковки предназначены в основном для гибки по дуге или углом, а также для скручивания. Они могут быть ручные или с электрическим приводом.
Основные виды станков и приспособлений для холодной ковки:
Приспособление «Гнутик»
Покупной или сделанный самостоятельно «Гнутик» — универсальное приспособление, позволяющее получить дугу или угол из прута. Он представляет собой основание с ползуном, на котором закреплен упор с углом (90° или другим по необходимости) и двумя цилиндрическими неподвижными упорами. Перемещая ползун и угловой упор, прут сгибается под углом. Для получения дуги предусмотрен третий цилиндр, вращающийся на противоположной от углового упора стороне.
Приспособление может быть выполнено на горизонтальной или вертикальной платформе.
Аксонометрия приспособления «Гнутик» — вертикальное расположение
Чтобы смасштабировать размеры, приводим чертёж нижней планки этого «Гнутика».
Планка нижняя
Это приспособление — универсальное. С помощью насадок на нем можно не только гнуть, но и резать, и пробивать отверстия. Но это уже будет следующим шагом.
Получение дуги на «Гнутике»
Получение угла на «Гнутике»
Так выглядит самодельный «Гнутик»:
Приспособление «Твистер»
«Твистер» — инструмент для скручивания прутков, в основном квадратного сечения, вдоль продольной оси. Это несложное приспособление может быть ручным и с электроприводом. Принцип действия: закрепляются оба конца прута, потом одно крепление начинает проворачиваться, скручивая металл до необходимой формы.
Внешний вид покупного ручного «Твистера»
Посмотрите фото самодельного «Твистера» с электроприводом, собранного с использованием электрооборудования бывшего в употреблении:
Для изготовления «Фонариков» и «Шишек» существует специальный станок, но для начала можно использовать и «Твистер», как это показано на видео (англоязычное, но всё предельно понятно).
Видео: как сделать заготовку под «Фонарик» на «Твистере»
Приспособление «Улитка»
Инструмент «Улитка» предназначен для получения завитков (или спиралей) и «валют» (S-образных деталей). Встречаются различные конструкции.
Один из вариантов конструкции: 1 — лемех улитки; 2 — основа станка; 3 — прижимной валик; 4 — рычаг для управления прижимным валиком; 5 — крепление основы; 6 — палец для фиксации лемехов; 7 — паз для прижиного валика; 8 — ось рычага управления; 9 — пружина для прижатия валика; 10 — фиксатор для заготовки; 11 — ведущий лемех улитки; 12 — основная ось; 13 — рычаги
В результате должно получиться такое приспособление:
Ещё одна лёгкая конструкция, чтобы гнуть прокат сечением до 12 мм:
1 — сегмент улитки; 2 — эксцентрик; 3 — ручка; 4 — основание; 5 — направляющие полозья; 6 — ось; 7 — ползун; 8 — гайка оси; 9 — ось крепления ролика; 10 — ролик; 11 — приводная ось; 12 — направляющая эксцентрика; 13 — центральный сегмент улитки; 14 — барашек эксцентрика; 15 — основная ножка; 16 — соединительный штифт сегментов улитки; 17 — корректирующий винт; 18 — соединительное ухо сегментов улитки
Часто приспособление «Улитка» делают на опоре, особенно если гнуть нужно толстый прокат.
Несколько полезных видеоматериалов по самодельных станкам «Улиткам».
Подробнее о таких конструкциях мы поговорим ниже.
Приспособление «Глобус»
Такое устройство внешне похоже на школьный транспортир и предназначено для изготовления дуг с большим радиусом изгиба из полосы, квадрата, круга или шестигранника. Сначала загибом фиксируется один конец заготовки, потом она изгибается по всей длине по шаблону. Принцип действия чем-то похож на работу закаточной машинки для консервации.
Внешний вид приспособления
На видео работа на «Глобусе»
Пользуясь исключительно мускульной силой, дугу большого диаметра можно изготовить на шаблоне, прикрученном или приваренном к верстаку. На нём хорошо гнуть полосу, трубу тонкостенную и т. д.
Шаблон
Приспособление «Волна»
Получить волнообразные изделия из заготовки круглого, квадратного, шестигранного сечения или трубки можно на приспособлении «Волна». Деформация заготовки происходит между вертикальными валками прокручиванием.
Приспособление волна и полученные изделия
Приспособление в действии
Приспособление «Фонарик»
На этом станке изготавливают заготовки элементов «Фонарики» или «Шишки», которые могут состоять из 4-х, 6-ти, 8-ми и более прутков. По принципу действия станок похож на «Твистер», но тут заготовки изгибаются вокруг направляющего вала, что формирует более правильную и точную конфигурацию изделия.
Приспособление «Фонарик»
Работа приспособления для изготовления «Фонарик»
Приспособление для холодной ковки элемента «Хомут»
Элемент холодной ковки «Хомут» предназначен для фиксирования между собой других элементов конструкции.
Приспособление для гибки «Хомута» можно выполнить по прилагаемым чертежам.
Приспособления для выполнения «гусиной лапки»
«Гусиная лапка» — расплющивание с нанесением красивых насечек концов заготовок для придания большей изящности конструкции или с целью уменьшения толщины для различных соединений.
Концы элементов оформлены «гусиной лапкой»
Эту операцию можно выполнить при помощи станка с матрицей или приспособлением и тяжелым кузнечным молотом на наковальне. Оба варианта мы даем в виде видеоматериалов.
Станок для изготовления «гусиной лапки»
Приспособления для ковки «гусиных лапок»
Подробный процесс изготовления штампа
Ниже прокатный станок для выполнения той же операции.
Станок для прокатки «гусиной лапки» (расстояние между вальцами регулируется). Материалы для прокатного станка: шестерни и валы — запчасти от комбайна б/у
Принцип действия
Изготовление «Улитки» с приводом
«Улитка» с электроприводом облегчает изготовление завитков и «валют». Особенно это ценно, когда работа не «для души», а для изготовления большого количества однотипных изделий на потоке при работе на заказ.
Ниже приведены этапы сборки станка для гиба прута максимальным сечением 10х10 мм. Двигатель мощностью 0,5 КВт/1000 об/мин работает при этом на пределе своих возможностей. Выполняет 6 оборотов вала в минуту. Сегменты улитки выточены из круглой болванки Ст.45 без термообработки высотой 25 мм и толщиной 20 мм. Улитка насажена на вал на подшипниках от заднего колеса мотоцикла — 7204. Поддерживающий ролик закреплён жёстко в пазу. Между двигателем и редуктором установлены шкивы.
Ниже приведены чертежи сегментов улитки.
Элемент улитки 1
Элемент улитки 2
Элемент улитки 3
Центральный элемент улитки
Для более массивного прута (от 12 мм) мощность двигателя должна составлять более киловатта. На фотографиях ниже представлен станок с двигателем мощностью 2,2 кВт, 1000 об/мин, дающий выход на валу около 10 об/мин. Это уже станок для профессионального использования. Применён бывший в употреблении редуктор, матрица вырезана из заготовки толщиной 30 мм — самый трудоёмкий процесс.
Для холодной ковки ещё понадобятся наковальня и молот. Горн не нужен, он требуется только для горячей ковки.
Совет! Перед началом работ начертите эскиз будущей конструкции в натуральную величину. Это поможет корректировать элементы и не запутаться при сборке.
Самостоятельное изготовление станка для холодной ковки
Очень популярными благодаря своей красоте и изысканности давно стали изделия из металла, сделанные при помощи ковки. Такие декоративные элементы достаточно дорогостоящие и не всегда есть возможность заказать себе все желаемые украшения в интерьер или загородный дом. Но, помимо горячего вида ковки, которая нужна для того, чтобы создавать металлические декоративные конструкции, есть холодная ее разновидность. Последний вариант можно реализовать самостоятельно, для этого понадобиться соорудить станок для холодной ковки своими руками, после чего можно будет приступить к реализации всех задумок и идей.
Станок для ходолной ковки своими руками
Разновидности станков
В основном все приспособления, которые предназначены для изготовления деталей из металла при помощи ковки холодного типа характеризуются ручным приводом. По принципу электропривода работают немногие из них, хотя соорудить такую конструкцию можно с каждым из приспособлений. Единственный вопрос относительно привода – это целесообразность, потому как затраты на энергоресурс, который питает агрегат и сложность процесса установки механизма могут не оправдывать себя, если соотносить их с количеством выполняемой работы и ее регулярностью.
В таблице указаны все приспособления, которые работают за счет привода ручного типа, относящиеся к процессу холодной ковки.
Справка: очень часто в некоторых источниках можно встретить название станков, предназначенных для кручения также как и для станков, которые делают навивку — твистеры. Однако это не совсем верно, станки, которые закручивают металл – это станки торсионного типа.
Видео по изготовлению станока для холодной ковки своими руками.
Отличия холодной ковки
Существует такое понятие как «штамповка», которое иногда путают с холодным типом ковки. Сама же холодная ковка имеет 2 принципа, по которому может происходить этот процесс. В таблице указаны различия процессов.
Ковкой холодного типа, которая проводится по принципу гнутья заниматься довольно просто, особенно если имеется специальное оборудование стационарного типа, которое облегчает существенно процесс. Преимуществом такой разновидности является и то, что собрать практически любой станок для холодной ковки своими руками можно без больших затрат на это.
Видео обзор ручного станка для ковки металла
Устройство станков для ковки по холодному типу
Каждое приспособление для того, чтобы можно было заниматься холодной ковкой, имеет свои особенности и параметры. Чтобы беспрепятственно можно было сделать станок для холодной ковки своими руками, необходимо разобраться, что представляет собой каждый из них.
Оснащение электроприводом торсионного станка для холодной ковки
Для того, чтобы повысить не только эффективность работы на агрегате для холодной ковки, закручивая в винтовую волну прутья, но и увеличить скорость, а также обеспечить стабильность и не подвергаться переутомлению, можно установить привод электрического типа.
Работая вручную достаточно непросто сделать все элементы декорирования из металлических прутьев одинаковыми, поскольку равномерность вращательного момента при такой ситуации будет сильно варьировать. Для того чтобы избежать ошибок при изготовлении изделий можно воспользоваться:
- полуосью от автомобиля, которая установлена на ведущем мосту;
- также понадобится зубчатая пара дифференциала;
- для защиты стоит воспользоваться кожухом.
Из перечисленных приспособлений можно соорудить электрический привод к торсионному станку. Такой двигатель лучше чтобы не превышал показатели мощности в 900 об/мин и 3 кВт.
Построение завитка для станка своими руками
Прежде чем приступать к созданию станка для холодной ковки своими руками необходимо уметь рассчитывать параметры шаблонной спирали, потому как специальных программ для таких целей практически нет. Такой шаблон должен быть не только грамотен со стороны технической, но еще и иметь привлекательный вид.
В основе расчетов такого шаблона положена логарифмическая спираль. Некоторые нюансы при построении можно выделить в следующий список:
- начало построения берется в точке R0;
- радиус поворота будет равен фиксированному углу;
- показатель длины такого угла должен быть умножен на расхождение витка;
- расхождение в стандартном варианте в основном берется равное 1,2;
- для простоты расчетов, а также сохранения точности угол изгиба лучше всего брать угол в 45 градусов;
- если есть необходимость построить шаблон, который будет иметь более плотную спирать, то следует прибавлять к величине радиуса 8ую часть (s) единичного расстояния от спирали;
- что касается r0, то он должен быть равен по величине поперечного сечения размера диаметра, которым обладает заготовка для спирали.
Важно: r0 может принимать любое значение, все зависит от того, каких характеристик для заготовки металл используется, а именно от его плотности.
Учитывая все нюансы можно приступать к изготовлению «улитки»-шаблона, для этого лучше всего уметь решать уравнения, имеющие кубическую степень и выше. Точной формулы для расчетов такого устройства не имеется, но то, которое позволяет добиться оптимального результата, есть. Последовательность при построении спирального шаблона может быть такой:
- первостепенно определяется начальная точка r0;
- витки, которыми будет обладать шаблон, берутся произвольно, их количество может быть любым;
- используя табличные данные, следует произвести расчет поперечника (b), при этом следить за тем, чтобы он был меньшим по ширине в проеме под шаблон;
- пользуясь формулой, проводится расчет радиуса R;
- последний шаг – это перенос всех полученных точек в соответствии с масштабом, после чего можно приступать непосредственно к построению. В процессе допустим подгонять пользуясь аналогичной формулой радиус R в окончательном варианте.
Справка: если появится необходимость провести расчеты промежуточных значений, то делается это в соответствии с геометрической пропорцией.
Сооружение станка для холодной ковки
При составлении чертежа для дальнейшего создания шаблона для станка лучше всего позаботиться о том, чтобы он имел максимальное количество различных вариаций касаемо изгибов и волн. Имея такие заготовки можно создать станок для холодной ковки с множеством сменных насадок, что будет давать возможность изготавливать различные узоры и вензеля.
Последовательность действий при создании устройства:
- Изначально понадобиться металлическое полотно, размер которого будет зависеть от количества узоров, размещаемых на нем. Размещать сами шаблоны следует таким образом, чтобы было место для изготовления изделий, потому как в процессе материал с насадок может смещаться из-за нехватки места. Также при недостаточном удалении друг от друга шаблонов, могут возникнуть осложнения в работе.
- Что касается самих вариаций шаблонов, то они могут быть как простыми, так и содержать не один поворот вензеля. Можно сделать подобную улитку лемешного типа и продумать конструкцию изгибов в разобранном и собранном состоянии. При этом стоит быть внимательными при подборе материала для фиксации раздвигающихся частей – он должен быть максимально прочным.
- Смену насадок можно обеспечить, сделав прорезь прямоугольной формы, в нее можно будет вставлять сменные шаблоны для ковки. Прикреплены они все должны быть к металлическим пластинам, имеющим форму прямоугольника. Крепление таких насадок обеспечено будет при помощи болтов.
Видео инструкция
Сборка устройства
Такой вариант станка используется для примера по причине его простоты. Зная основные принципы и последовательность конструирования оборудования, его можно модернизировать по своему желанию. Чтобы собрать все части оборудования в единое целое, необходимо будет воспользоваться:
- дрелью с твердосплавным типом сверл;
- аппаратом для сварки;
- пилой, разрезающей металл, либо ножовкой;
- металлическим полотном выбранного размера;
- круглой трубой из металла;
- прутом металлическим;
- разной величины подшипниками;
- болтами размером м8.
Чтобы собрать станок для холодной ковки своими руками необходимо воспользоваться проверенной последовательностью действий:
- Изначально необходимо собрать стойку, которая будет служить опорой. Для этого все ее составляющие (отрезы трубы одинакового размера и сочленения между ними с верхнего и нижнего краев) необходимо соединить в единое целое. Конструкция по внешнему виду может напомнить табуретку. Соединение проводить при помощи аппарата для сварки, а нарезаются отрезки пилой.
- Следующим шагом является нарезка листов из металла. Должны получиться круги равных диаметров и четыре треугольника, имеющих равные стороны. Элементы треугольной формы необходимо приварить на низ соединенной конструкции труб таким образом, чтобы подучилось нечто подобное пирамиде. Основание, которое имеет более широкую площадь необходимо приварить в центральной точке вырезанной окружности.
- Четыре планки, которые расположены горизонтально необходимо присоединить к кругу с уже приваренным элементом. Произвести это следует, используя болты, для этого понадобится дрель, чтобы проделать отверстия.
- Следующий шаг – сооружение рукояти. Чтобы это сделать нужно воспользоваться двумя прутьями различной длины. Определить их размеры можно, соотнеся их с диаметром круга. Один прут должен быть соизмерим с диаметром, другой немного превышать его размер. Сгибая первый прут, следует соблюдать угол в 30 градусов при этом. Оба прута после этого приварить друг к другу, после чего в нижнюю часть вварить еще один прут. Также должна быть перемычка между первыми двумя отрезками, к которой присоединяется сваркой рычаг, который должен сохранять направление в сторону сооружения из прутьев.
Подшипник для будущей вариабельности направлений в устройстве необходимо прикрепить к концу присоединенного рычага, а также к отрезку, находящемуся внизу конструкции. Верхний отрез служит креплением для катушки из металла, устанавливать которую необходимо горизонтально – она дает возможность загибать металл. С нижней стороны отрезка, где имеется свободный конец, следует проделать отверстие, равное по диаметру размеру сечения трубы.
Кто решил всерьез заняться ковкой и сделать станок для холодной ковки своими руками, следует быть очень скрупулезными на этапе создания чертежей и расчетов. В остальном процесс создания достаточно прост, а разобравшись в принципе конструкции оборудования, можно придумывать ему различного рода вариации, которые помогут совершенствовать изделия.
Самодельный станок для холодной ковки своими руками чертежи
Невооружённым глазом можно заметить, что у того или иного человека появился красивый забор или ворота, различного вида предметы декорирования приусадебных участков. Всё это воплощается в реальность посредством ковки, с отсутствием каких — либо температур.
В современном обществе очень хорошо развита холодная ковка металла. За долгие годы существования такого промысла, люди создавали инструменты, с помощью которых можно производить тонкие элементы декорирования из железа.
Основные приспособления
Механизмы без которых холодная ковка была бы очень тяжёлым занятием
Механизм улитка
Применяется для придания отдельным участкам поковок спиралевидной формы. Как правило, сама улитка закреплена на толстой, железной
Виды станков для ковки
плите и может быть съёмной. Толщина такой плиты должна быть не тоньше 4 миллиметров толщиной. Как правило, на изделие, который создан своими руками, необходимо изготовить различные оттиски, называемые шаблонами. С помощью подготовленных шаблонов есть возможность придавать стальным прутьям различные формы.
Механическое устройство универсал
На таком устройстве осуществляется резка, клёпка и формирование. Довольно удобная вещь, в своём роде. В отличие от заводского электрического механизма, его можно также собрать своими руками и сэкономить свой бюджет.
Устройство гнутик
С помощью него производится дуговая деформация под углом. Главное заранее сделать чертежи и точно разметить градусы углов, чтобы с помощью станка производить точное сгибание прутьев.
Аналог гнутика твистер
Способствует производить сгибание вдоль продольной оси уже готового объекта. Такое приспособление можно сделать несколькими способами. По металлическому шаблону, как это распространено и закрепив на толстой доске крупные болты. Суть такого станка в том, что оба конца металлического прута зажимаются и с одной стороны, посредством вращающейся рукояти, производится скручивание.
Агрегат волна
С его помощью можно получать волнообразные заготовки из металлических прутьев. С помощью такого станка можно изготавливать периодические решётки по типу «Боярские», «Волна».
Штамповый пресс
С помощью такого пресса, на изделие наносятся штампы с различными узорами. Как правило, должно иметься огромное множество таких штампов с различными рисунками. Производится это посредством вдавливания в металл штампа. Соответственно, под давлением на металле остаются чёткие отпечатки шаблонов.
Механический узел
Для сгибания кругов из металлических прутьев, различных диаметров. Когда в конструкции декора должны присутствовать круги, такое приспособление незаменимо.
Виды холодной ковки
В кузнечном деле, червонную болванку, либо отдельную деталь, принято называть «поковкой». Такой же термин имеется и в горячей ковке металла. Только он уже означает процесс ковки металла, для придания заготовке необходимой формы.
Разновидности холодной ковки
Различают непосредственно 7 видов холодной ковки, которые производятся по строгой последовательности. Каждый вид — это определенный процесс, производимый с заготовками. Если не совершать этих действий в соответствии с требованиями, то у вас ничего не получится. Итак, рассмотрим эти виды.
Непосредственно, ковка металлических заготовок. Ковка является самым сложнейшим и объёмным процессом в кузнечном деле. Холодная ковка разделяется на следующие виды и подвиды:
Такое действие производится под давлением. Делается это для того, чтобы уменьшить высоту заготовки и увеличить боковые размеры заготовок.
Это действие производится за счёт нагревания заготовки и обработке молотом. За счёт чего, уменьшается площадь поперечного сечения и происходит увеличение длины заготовки.
Данное действие производится для получения на заготовках необходимых отверстий. Как правило, совершая такое действие, на заготовках появляются различных размеров пазы, отверстия различных диаметров. Прошивка бывает нескольких видов:
Открытая прошивка
Производится сплошным прошивнем, за счёт вытеснения металла. Однако такое действие влечёт за собой дополнительную обработку заготовки.
Закрытая прошивка
Производится пустотелым прошивнем. Обычно используют при изготовлении больших отверстий.
Совет: «За счёт осадки и протяжки металлических заготовок, структура металла может стать хрупкой. Поэтому необходимо обращаться с заготовками аккуратно, чтобы не допустить внезапной поломки той или иной детали! В лучшем случае придётся переделывать поковку, а в худшем случае, может нанести здоровью непоправимый вред!»
На этом процесс холодной ковки не завершается, а наоборот находится в самом разгаре
Далее совершается три последовательных этапа:
Наглядный процесс холодной ковки.
(штампование) — называется процесс пластичной деформации заготовки, с изменением форм и размеров металла. Различают несколько видов штамповки:
Объёмная штамповка
Производится за счёт давления. Когда ковочная деталь нагрета до соответствующих размеров, она подвергается прессованию специальными штампами. Такой способ применяется на производствах, где детали, полученные таким способом, выпускаются партиями.
Листовая штамповка
Производится из листового железа. Применяется при производстве мелких и средних деталей металла. Такой вид штамповки позволяет добиться высокого качества и прочности от изготавливаемых деталей.
Прессование
Этот процесс обработки металла производится за счёт высокого давления, за счёт чего повышается плотность металла и изменяется его форма. Существует несколько видов прессования:
Прямое прессование
Такой способ позволяет получать различные профильные заготовки (прутья, трубы, профили). Процесс заключается в выдавливании металла через определённое отверстие.
Обратное прессование
При этом процессе заготовка располагается в формуляре, а давление производится в обратном направлении, нежели при прямом прессовании.
Является процессом протягивания , уже прессованных прутьев через специальную волочильную матрицу. За счёт такого процесса можно получить проволоку, фасонные профили, трубы с тонкими стенками.
Заключительным, а также достаточно ответственным этапом является прокатка
В этом процессе участвует закон «Силы трения», за счёт которого, путём трения специальными валиками о поверхность заготовки, происходит пластическая деформация. В свою очередь различают 5 видов прокатки изделий:
Завершающий этап холодной ковки -прокатка.
Продольная прокатка
При использовании этого вида прокатки, на станке, валики вращаются в разные стороны. За счёт этого происходит постепенное обжимание и удлинение детали. В данном случае производится листовое железо, ленточное железо и полосы.
Поперечная прокатка
При данном виде прокатки, валики движутся в одном направлении. За счёт этого деталь подвергается деформации в поперечном движении. К примеру, посредством такого вида получают цилиндрические шестерёнки с накатанными зубцами.
Поперечная или винтовая прокатка
в данном случае валики на станке установлены под углом друг к другу. Тем самым поковка получает поступательное и вращательное движения. Между этих валов получается зазор и металл, попадая в этот зазор, получает свою деформацию. Такой вид прокатки используется для создания трубных заготовок, так называемых «гильз».
Проектирование станка для холодной ковки
Прежде, чем заниматься сборкой , необходимо создать проект, в котором будет подробно описано всё то, что вы собираетесь воплотить в реальность.
Однако, перед созданием своего стального детища, необходимо прочитать очень много литературы, в которой подробно описаны все приспособления. Чтобы в процессе сборки не возникло непредвиденных ситуаций, важно иметь представление о станке, его размерах и размерах каждой из деталей, которые будут задействованы в проекте.
Потому, как все детали будут производиться из чернового металла или из каких-либо деталей, которые лежат без дела в вашем гараже.
Итак, прежде чем приступить к изготовлению изделия для ковки, необходимо изготовить станину, на поверхности которой и будут располагаться все необходимые детали станка.
Чтобы иметь представление о самодельном станке и о ковке в целом, а также узнать, как собрать, посмотрите видео ролик, представленный ниже:
Теперь, когда у вас сложилось представление, можно приступить к изготовлению — станины.
Станина должна изготавливаться из прочного материала. Это может быть массив дерева, причём достаточно плотным и толстым или железная плита. Однако, она должна иметь железную опору из сваренных или прочно закреплённых к станине ножек. В готовом виде у вас должен получиться прочный верстак.
После того, как станина изготовлена и установлена в необходимом месте, можно начинать собирать и крепить все приспособления на станину.
Схема сборки приспособления «Улитки».
Выше представлена схема сборки приспособления, так называемой «Улитки». Предназначена она для изготовления спиралевидных завитков на поковке.
Составляющие детали механизма
- Ведущий лемех самой улитки,
- Основная ось,
- Рычаги для совершения силовых операций,
- Фиксатор для металлической заготовки,
- Площадка станка,
- Прижимной валик,
- Палец для фиксации лемехов улитки,
- Пружина для притяжения прижимного валика,
- Рычаг управления валиком.
Для большей наглядности можно посмотреть архив чертежей данного приспособления. Скачать
Универсальный станок для холодной ковки предназначен для отрезания металлической полосы, металлического прутка или квадрата. Также можно пробивать отверстия под
Чертеж универсального станка
заклёпки и заклепать ту или иную деталь. Он приспособлен для сгибания под заданным углом и для производства вальцевания. Состоит такое приспособление из 39 деталей. Подробнее с ними вы сможете ознакомиться в данном архиве. Скачать
Предназначен для сгибания различных металлических заготовок, а также дуговых поковок определённого радиуса. Для изготовления данного станка применяют преимущественно инструментальную сталь. Это объясняется тем, что в приспособлении преобладают большие нагрузки. Состоит из рукояти, движущегося по оси углового гнутика, три валика, которые в закреплённом состоянии похожи на треугольник. Также крепёжные элементы и элементы крепления станка к станине.
Предназначен для сгибания металлических прутьев, квадратов и полос вокруг продольной оси. Получается торсионное скручивание. Состоит из двух креплений, закреплённых на усиленной станине с отверстиями под металлический прут и рукояти, чтобы совершать движения по оси. Более подробную информацию можно найти в архиве чертежей данного приспособления.
Приспособление волна предназначено для изменения изгиба металлической заготовки, получая волнообразные детали. По своей значимости — это тот же гнутик, однако имеет волна сложную конструкцию.
С помощью штампового пресса можно совершать оттиски рисунков на металлических заготовках.
Если вы вдруг собрались сделать собственноручно, начертите обязательно все нужные эскизы и чертежи с размерами, предположительно таких же размеров, какими они будут в сборной конструкции.
Такой манёвр позволит Вам полностью иметь представление о будущем станке, поможет редактировать все детали на чертеже. Также посмотрите множество роликов в интернете на тему «Как сделать приспособления для холодной ковки?». Это даст возможность иметь представление о полной картине.
А также прочитайте немного литературных произведений, которые посвящены данному вопросу. Как изготовить ту или иную деталь, а также, из какого материала она должна быть изготовлена, вы тоже должны изучить. Когда вы будете знать наверняка, что к чему, вы с лёгкостью сможете сделать станок своими руками!
Ниже представлены три видео ролика посвящённые отдельным частям механического узла, без применения высоких температур: