Содержание
- Цвета побежалости
- Содержание
- Происхождение
- Применение
- Цвета побежалости в природе
- Визуальные признаки термических поражений на конструкциях из металлов и сплавов.
- Закалка и отпуск стали. Цвета каления и побежалости
- Что улучшает правильная закалка стали
- Как делают закалку и отпуск
- Выбор стали для закалки
- Закалка ножевой стали в домашних условиях
- Металловедение
Следы побежалости на металле
Цвета побежалости
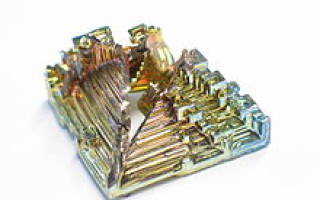
Цвета́ побежа́лости — радужные цвета, образующиеся на гладкой поверхности металла или минерала в результате формирования тонкой прозрачной поверхностной оксидной плёнки и интерференции света в ней.
- Чаще всего термин используют в металлообработке, термообработке стали.
Содержание
Происхождение
Цвета побежалости возникают из-за интерференции белого света в тонких плёнках на отражающей поверхности, при этом по мере роста толщины плёнки последовательно возникают условия гашения лучей с той или иной длиной волны. Сначала из белого света вычитается фиолетово-синий цвет (λ
400 нм), и мы наблюдаем дополнительный цвет — жёлтый. Далее, по мере роста толщины плёнки, и, соответственно, увеличения длины волны «погасившихся» лучей, из непрерывного солнечного спектра вычитается зелёный цвет, и мы наблюдаем красный, и т. д.
Применение
Цвета побежалости возникают чаще всего при окислении, в результате термической обработки металлов. Обычно, при быстром нагреве, они столь же быстро сменяют друг друга, в типичной последовательности: светло-соломенный, золотистый, пурпурный, фиолетовый, синий, и затем, по мере роста толщины плёнки, вновь проявляются, но в несколько приглушённом виде: коричневато-жёлтый, красный…
Цвет побежалости (а также цвета каления) раньше, до появления пирометров, широко использовали в качестве индикатора температуры нагрева железа и стали при термообработке. По цветам побежалости также судили о температуре нагрева стальной стружки, и, следовательно, резца при операциях точения, сверления, резания.
Для углеродистой стали характерны следующие переходы цвета: соломенный (220 °C), коричневый (240 °C), пурпурный (260 °C), синий (300 °C), светло-серый (330—350 °С).
Цвета побежалости — не очень точный индикатор. На них влияет скорость подъёма температуры, состав газовой среды, время выдержки стали при данной температуре, а также характер освещения и др. факторы.
На легированных сталях цвета побежалости обычно появляются при более высоких температурах, так как нередко легирование повышает стойкость стали к окислению на воздухе.
Цвета побежалости применяются при декоративной отделке стальных изделий, а также при их лазерной маркировке.
Цвета побежалости в природе
На поверхности некоторых минералов (пирит и др.) в результате появления тонкого слоя оксидов нередко наблюдаются интерференционные цвета, аналогичные цветам побежалости (см. Цвет минералов).
Те же цвета иногда образуются на старых образцах стекла, особенно на тех, что долго пролежали в земле; на старинных монетах.
Wikimedia Foundation . 2010 .
Смотреть что такое «Цвета побежалости» в других словарях:
цвета побежалости — радужная окраска, появляющаяся на чистой поверхности нагретой стали в результате образования на ней тончайшей оксидной плёнки. Толщина плёнки зависит от температуры нагрева стали: плёнки разной толщины по разному отражают световые лучи, чем и… … Энциклопедия техники
цвета побежалости — радужные цвета (соломенный, золотистый, пурпурный, фиолетовый и др.), возникающие на чистой поверхности нагретой стали, а также на поверхности некоторых минералов в результате появления тонкого слоя оксидов. * * * ЦВЕТА ПОБЕЖАЛОСТИ ЦВЕТА… … Энциклопедический словарь
ЦВЕТА ПОБЕЖАЛОСТИ — радужные цвета (соломенный, золотистый, пурпурный, фиолетовый и др.), возникающие на чистой поверхности нагретой стали, а также на поверхности некоторых минералов в результате появления тонкого слоя оксидов … Большой Энциклопедический словарь
цвета побежалости — Дефект поверхности в виде пятнистой, от желтого до синевато серого цвета окисной пленки, образовавшейся на поверхности металла при нарушениях технологии охлаждения после прокатки или при термической обработке, а также при травлении и зачистке… … Справочник технического переводчика
цвета побежалости — 3.7 цвета побежалости: Окисленные участки в виде пятен и полос различной окраски, обусловленной термическими условиями охлаждения катодов после промывки. Источник: ГОСТ 546 2001: Катоды медные. Технические условия оригинал документа Цвета… … Словарь-справочник терминов нормативно-технической документации
Цвета побежалости — Oxidized steel surface Цвета побежалости. Поверхность, имеющая тонкую оксидную пленку от соломенного до синего цвета, распространяющуюся от края рулона или листа. (Источник: «Металлы и сплавы. Справочник.» Под редакцией Ю.П. Солнцева; НПО… … Словарь металлургических терминов
цвета побежалости — ГОСТ 21014 88 Цвета побежалости Deutsch: Anlauffarben English: Heat tints, Oxidation tints Français: Couleurs de recuit Ндп. Недокал, Прижоги, Травильные пятна, Участки разной тональности Дефект поверхности в виде пятнистой, от желтого до… … Металлургия. Терминология ГОСТ
цвета побежалости — karštinės spalvos statusas T sritis chemija apibrėžtis Vaivorykštinės spalvos, atsirandančios įkaitinto plieno ar kai kurių mineralų paviršiuje. atitikmenys: angl. heat colors; heat colours; heat tint; temperature colors; temperature colours rus … Chemijos terminų aiškinamasis žodynas
цвета побежалости — nykstančiosios spalvos statusas T sritis fizika atitikmenys: angl. annealing colors; annealing colours; heat colors; heat colours; tempering colors; tempering colours vok. Anlaßfarben, f; Anlauffarben, f rus. температурная окраска, f; цвета… … Fizikos terminų žodynas
ЦВЕТА ПОБЕЖАЛОСТИ — [annealing colour] дефект поверхности, представляющий собой пятна окисной пленки от желтого до синевато серого цвета, образующиеся при термообработке, травлении, зачистке дефектов абразивным инструментом, охлаждении металла после прокатки,… … Металлургический словарь
Визуальные признаки термических поражений на конструкциях из металлов и сплавов.
Деформации стальных конструкций наблюдаются почти на любом пожаре.
Известно, что нагрев стали
выше 300-350оС приводит к заметному повышению ее пластичности и сопровождается снижением прочности, у стали могут появиться заметные деформации,
при 500-600оС прочность углеродистой стали снижается вдвое, деформации нагруженных элементов стальных конструкций значительны по величине и 15-20 минутный нагрев может привести к их обрушению.
Температура 450-500 оС считается температурой потери несущей способности стальных изделий.
при 1000оС прочность стали снижается в 10 раз ,
Температура потери несущей способности конструкций из алюминиевых сплавов составляет 250 оС.
Что значит потеря несущей способности у металлоконструкции? В чем она проявляется? Конечно, конструкция не ломается; в первую очередь она гнется, деформируется. Эти деформации при осмотре места пожара можно увидеть и нужно оценить.
Оценка величины и направленности деформаций дает важную информацию об относительной интенсивности и направленности теплового воздействия в тех или иных зонах.
Визуальные признаки деформации, которые следует фиксировать и оценивать:
1. Направление деформации металлических элементов. Металлоконструкции и их отдельные элементы деформируются, как правило, в сторону наибольшего нагрева. Кстати, это свойство не только металлов, но и многих других негорючих материалов, например, стекла.
2. Величина деформации.
С чисто теоретической точки зрения, величина деформации конструкции должна быть пропорциональна температуре и длительности ее нагрева. Поэтому, казалось бы, очевидно, что на месте пожара наиболее «горячей» зоной можно считать ту, в которой металлоконструкция имеет наибольшую деформацию. Однако наибольшая деформация происходит не всегда там, где имела место наибольшая температура или наиболее интенсивный нагрев. Она может быть и там, где конструктивный элемент имеет наибольшую степень свободы или более высокую нагрузку. Если, например, стальная балка перекрытия имеет наибольшую деформацию посередине пролета, то это еще не значит, что именно в этой точке был наиболее интенсивный нагрев — просто здесь на балку действует наибольший изгибающий момент. И тем не менее, на рассредоточенных по зоне горения однотипных и относительно одинаково нагруженных конструкциях оценить степень деформации в сравнении друг с другом очень полезно. Это (при относительно равномерной пожарной нагрузке в помещении) можно рассматривать как явный признак направленности распространения горения.
Чтобы количественно оценить степень деформации, рассчитывают так называемую величину относительной деформации. Это отношение величины прогиба к величине участка конструкции, на которой этот прогиб наблюдается (b/l) (рисунок).
Величина b/l для однотипных конструкций наносится на план места пожара. Такая информация в первом приближении характеризует распределение зон термических поражений на месте пожара и может быть использована в поисках его очага. Эти данные относятся к группе последовательно нарастающих (убывающих) термических поражений.
Требуют серьезного внимания локальные деформации металлоконструкций на отдельных участках, т.е. произвольно расположенные термические поражения. Четко выраженные и значительные по величине локальные деформации возникают, как правило, на начальной стадии пожара, когда горения во всем объеме помещения еще нет и конструкции нагреваются от очага пожара в ограниченной локальной зоне. Если указанное локальное термическое поражение не находит объяснения – оно должно восприниматься как очаговый признак.
Б. Образование окислов на поверхности металла.
Алюминий и его сплавы.
Известно, что на поверхности алюминия и его сплавов уже при комнатных температурах существует микронной толщины окисный слой, который предохраняет алюминий от окисления. Окисел этот выполняет свою функцию и при нагреве алюминиевого изделия на пожаре, вплоть до достижения температуры плавления алюминия. Какой-либо полезной экспертной информации из исследования окисного слоя на алюминии извлечь не удается.
На поверхности медных изделий до температуры примерно 100 оС — присутствует черная пленка окисла (CuO, окись меди). При нагреве выше 100 оС и достаточной длительности — образуется пленка закиси меди — красного цвета (Cu2O). Это обстоятельство дает возможность в отдельных ситуациях оценивать, превышала ли температура в зоне, где находится медное изделие, указанную температуру.
Если поверхность обработанная, гладкая, то первый признак теплового воздействия, который можно обнаружить визуально — цвета побежалости. Они появляются при нагревании стали до температуры 200-300 оС благодаря образованию на ее поверхности пленки окисла микронной толщины. Толщина слоя окисла зависит от температуры, а за счет интерференции света с изменением толщины пленки меняется ее цвет. Таким образом, получается, что цвет пленки окисла («цвет побежалости») зависит от температуры нагрева стали и может использоваться для ее определения. Существует примерно следующая цветовая шкала цветов побежалости на сталях.
Следует отметить, что оценка нагрева металлических конструкций по цветам побежалости при поисках очага пожара используется редко. Чаще это делается при установлении причин пожаров, связанных с трением, локальным перегревом в технологических установках, двигателях и т.д.
Высокотемпературный окисел — окалина — образуется на сталях обыкновенного качества при температуре более 700оС.
Рост толщины окалины происходит по параболическому закону. Чем больше температура и длительность нагрева, тем она толще.
От температуры образования зависит и состав окалины. Она может состоять из трех слоев различных окислов (рисунок) (начиная от поверхности металла):
вустита (оксида двухвалентного железа, FeO), имеющего черный цвет
промежуточного слоя — магнетита (оксида двух-трехвалентного железа, Fe3O4 ,),.
гематита (оксида трехвалентного железа, Fe2O3), имеющего рыжий цвет.
Чередование окислов на поверхности металла связано с разным процентным содержанием кислорода в воздухе на пожаре по мере его развития.
Вначале при относительно высоком содержании кислорода происходит образование гематита. Затем по мере возрастания температуры и убывании кислорода в воздухе под слоем гематита образуется слой магнетита и ниже слой вустита. Таким образом, чем выше температура, тем больше в окалине вустита и меньше гематита
Это обстоятельство позволяет по цвету окалины и ее толщине ориентировочно оценивать температуру нагрева металлоконструкций. Низкотемпературная окалина (700 – 750 оС), в которой мало вустита, обычно имеет рыжеватый оттенок и достаточно тонкая. Окалина, образовавшаяся при 900-1000 оС и более — толстая и черная.
Обязательно надо помнить, что окалина – это очень плотный материал, прочно связанный с самим металлом: поэтому если окисел на поверхности стальной конструкции хоть и имеет рыжий цвет: но рыхлый и непрочный, то это, скорее всего, вообще не окалина, а обыкновенная ржавчина.
Цвет окалины и ее толщина дают возможность примерной оценки температуры нагрева стальных конструкций на пожаре. При этом, однако, не исключены ошибки, поэтому лучше все-таки проводить инструментальные исследования окалины и определять, таким образом, не только температуру, но и длительность нагрева конструкции.
Инструментальные методы исследования окалины будут рассмотрены ниже.
Расплавления и проплавления металла
Расплавления и проплавления (образование сквозных отверстий) металлов и сплавов на пожарах, особенно крупных, встречается не так уж редко. Можно считать, что это наиболее высокая степень термических поражений конструкций и отдельных предметов.
В 70-х годах В.Г.Выскребов (ВНИИСЭ) предложил даже использовать так называемый » метод температур плавлений» для поисков очага пожара. Метод заключался в фиксации мест, где расплавился тот или иной материал, и определении таким образом распределения температурных зон по месту пожара. Известно, например, что температура плавления составляет:
— у алюминия — 600 оС
— бронзы литой — 880-1040 оС
— стали — 1300-1400 оС
Таким образом, если в зоне А расплавился алюминиевый провод, то следует сделать вывод, что температура там превышала 600 оС, а в зоне Б, где оплавились медные провода, она была, как минимум, 1080-1090 оС.
Конечно, фиксировать на месте пожара зоны, где расплавился тот или иной материал, весьма полезно. Но считать это самостоятельным методом установления очага пожара было бы неразумно; да и температурные зоны устанавливаются таким путем достаточно условно. Если расплавился алюминий, то это не значит, что температура была 600 оС, она могла быть и 700- 900-1000 оС.
Кроме того, нужно иметь в виду, что «проплавления» в металле могут возникнуть и вовсе при температуре, ниже температуры плавления. Возможно это, как минимум, по двум причинам:
1. Локальный нагрев тонкого стального изделия (листа, проволоки и т.п.) приводит к образованию слоя окалины, соизмеримого по толщине с самим изделием. Окалина, не обладая достаточной механической прочностью затем может выкрошиться, и на изделии после пожара обнаружится «дырка».
В качестве примера приведем исследование пожара, произошедшего на складе одного из научно-исследовательских институтов. При осмотре места пожара там было обнаружено несколько стоящих вертикально рулонов сетки Рабица, на боку которых имелись вытянутые по вертикали каверны — проплавления сетки. Наличие таких проплавлений показалось дознавателю очень подозрительным — ведь температура плавления стали, как указывалось выше, 1300-1400 о С, и обеспечить такую температуру могло, разве что, применение каких-то таинственных спецсредств поджога. Все оказалось, однако, более прозаично. Когда остатки сетки по периметру прожогов исследовали, то оказалось, что проволочки полностью состоят из оксидов железа (не окисленного железа там уже нет), т.е. сталь полностью превратилась в окалину. Для такого процесса не нужна температура 1300-1400, достаточно и 800-900 о С. Но, тем не менее, почему разрушения имеют такой специфический, локальный характер? Оказалось, что над рулонами сетки, на деревянных антресолях склада хранилось несколько тонн полиэтиленовой пленки. При пожаре полимер плавился, горел, а часть его стекала на расположенные ниже рулоны сетки. Прилипающий к сетке и горящий полимер и привел в конечном счете к образованию столь странных » проплавлений».
Растворение металла в металле.
Расплавленный в ходе пожара более легкоплавкий металл при попадании на металл более тугоплавкий может привести как бы к «растворению» последнего в расплаве первого металла. Причем происходит это при температуре, ниже температуры плавления «тугоплавкого» металла.
Такой процесс возможен, например, при попадании расплавленного алюминия на медь и ее сплавы. Происходит это за счет образования эвтектического сплава меди с алюминием. Известно, что чистая медь имеет температуру плавления 1083 оС. В то же время эвтектические (совместно плавящиеся) сплавы «медь + расплавленный алюминий» – 660 оС, «медь + расплавленная латунь» — 870-980 оС
Точно также способностью растворяться в расплавленном алюминии обладает сталь.
Растворение стали в алюминии
Растворение происходит в три этапа:
а) окалинообразование на стали, протекающее под воздействием попавшего на нее расплавленного алюминия; (для этого достаточно температуры образования гематита — 700-750 оС)
б) химическое взаимодействие образовавшихся оксидов железа с расплавленным алюминием (термитная реакция):
Fe2O3 + 2Al —> Al2O3 + 2Fe + 847,8 кДж
Реакция эта, как видно из уравнения, сопровождается сильным тепловыделением, что приводит к дополнительному разогреву в зоне реакции и, соответственно, интенсификации последней.
в) растворение восстановленного из окисла железа за счет тепловыделения при термитной реакции (для этого тоже не обязательно достижения температуры плавления стали, например, при температуре 900 оС в алюминии может раствориться до 10 % железа).
Конечным результатом протекания указанных реакций может быть проплавление (дырка) в тонком стальном листе, в стенке стальной трубы и т.д.
Квалификационным признаком, позволяющим отличить такую дырку от проплавления, возникшего, например, под действием электрической дуги, является характерный контур проплавления (в форме лужицы, потека) и тоненькая каемка алюминия, обычно сохраняющаяся по периметру дырки.
Г. Горение металлов и сплавов
Известна способность к горению щелочных и щелочноземельных металлов (K, Na, Mg). Менее известно, однако, что в определенных условиях способны гореть (т.е. взаимодействовать с кислородом воздуха) и другие металлы и сплавы. Примером в данном случае могут быть широко распространенные в качестве конструкционных материалов алюмомагниевые сплавы.
Алюминий, нагретый до 660 оС, несмотря на существование оксидной пленки, все же начинает окисляться тем быстрее, чем ближе его температура к точке плавления, а горение алюминия в кислороде сопровождается значительно большим тепловыделением, чем горение других металлов (1675 кДж/моль).
Температуры самовоспламенения алюмомагниевых сплавов, в зависимости от содержания магния в сплаве могут находиться в пределах 450-560 оС. Наименьшие температуры установлены для сплавов с содержанием магния 45-49%. Они получены методом ДТА для мелкодисперсных порошков (диаметр частиц менее 50 мкм). Известно, что металлы лучше горят в мелкоизмельченном виде, тем не менее, на развившемся пожаре, при хорошей пожарной нагрузке способны гореть и сплавы в виде элементов конструкций. Пожарные, в частности, наблюдают это при пожарах в ангарах из легких металлоконструкций со сгораемым утеплителем.
Повышенное содержание кислорода резко увеличивает возможность загорания и интенсивность горения металлов. Такие ситуации могут сложиться на подводных лодках в медицинских барокамерах, на производствах, связанных с применением газообразного и жидкого кислорода. Наиболее распространенные марки сталей при толщине образца 3 мм и температуре 20 оС способны гореть в кислороде при его давлении 0,02 Мпа, а алюминиевые сплавы (при тех же параметрах) — при давлении 0,1 Мпа. Другие металлы менее склонны к горению в кислороде.
Визуальными признаками горения металлов является разрушение конструкций в зоне горения. От выгоревшей детали часто остается ажурный скелет. Горение часто сопровождается разбрызгиванием металла, в результате чего на месте пожара обнаруживаются множественные мелкие частички металла и его окислов, аналогичные тем, которые образуются при дуговых процессах.
Закалка и отпуск стали. Цвета каления и побежалости
Возможно, вам не раз приходилось слышать эти термины, когда речь шла о кованых ножах, да и вообще о сталях. Настало время разобраться, что же они означают.
Закалка, по своей сути – это нагрев готового изделия до определенной температуры с последующим охлаждением с определенной скоростью, а отпуск – это следующий за закалкой дополнительный нагрев до более низких температур с иных режимом охлаждения; каким именно, зависит от марки стали. Скорость регулируется т.н. «закалочной средой» – жидкостью, в которой клинок охлаждается с определенной скоростью: машинное масло, солевые растворы, поток воздуха с и т.п. Например, масло охлаждает со скоростью примерно в 6 раз меньшей, чем циркулирующая вода.
Чтобы перейти к конкретным цифрам, нужно понять, зачем вообще нужны эти два процесса.
Что улучшает правильная закалка стали
Если спросить среднестатистического человека, который не имеет отношения к ковке ножей, на вопрос «Что дает закалка?» он первым делом скажет о прочности. В целом, он будет прав, хотя из нескольких качеств, которые улучшает закалка, лидировать будет все-таки твердость. Но обо всем по порядку.
- Твердость клинковых сталей, как правило, измеряется по шкале Роквелла (HRC); европейские ножи чуть не дотягивают до показателя в 60 HRC, азиатские чуть переваливают за эту отметку. Если мы будем царапать друг о друга два одинаковых сплава различной твердости, следы останутся на том, что мягче; таким образом, твердость дает нам понятие о том, как хорошо сплав сопротивляется механическим повреждениям.
- Прочность обычно подразумевает стойкость стали к разрушению (на изгиб, на удар и т.д.) – для ножа это важно, когда мы, к примеру, проверяем его «на изгиб». Если сталь сыровата, то клинок после сгибания частично останется деформированным. Правда, если сталь перекалена, будет еще хуже – клинок сломается; поэтому при закалке важно соблюдать золотую середину.
- Упругость. Это как раз то, о чем мы говорили чуть выше – способность возвращать исходную форму после снятия нагрузки. Если закалка сделана по всем правилам, с этим показателем все будет в порядке: при изгибе примерно на 10 градусов (а для тонких кухонных ножей и до 30) клинок вернет изначальную форму.
- Износостойкость. Правильный режим закалки улучшает все показатели, которые входят в это понятие: способность сопротивляться механическому и абразивному износу, способность держать заточку и стойкость к ударным нагрузкам.
Главное в погоне за всеми этими качествами – достичь закалкой такого компромисса всех вышеуказанных свойств, чтобы нож и резал хорошо, и был прочен.
Как делают закалку и отпуск
После того, как заготовке клинка придали необходимую форму, ее закаляют. Конечно, все очень индивидуально для разных марок сталей, для конкретных изделий, но в среднем мастера называют температурой нагрева под закалку около 700–800 градусов Цельсия. Оптимальный цвет изделия в таком случае будет алым или вишневым. Если краснота уходит, уступая место оранжевым и желтым оттенкам, температура, скорее всего, перевалила за отметку 1 100 градусов – это для большинства сталей уже многовато. Белый цвет говорит о том, что температура достигла как минимум 1 300 градусов, и для закалки она не подходит – при ней произойдет перекал; в этом случае вернуть стали прочность будет невозможно.
Именно эти цвета и называются цветами каления. Мы встретимся с ними еще раз – когда будем рассматривать отпуск.
Цвета каления показывают нам температуру, которой достигла заготовка. Их не следует путать с цветами побежалости – оттенками окислов
Когда клинок закален, он приобретает высокую твердость, но теряет при этом в прочности. Теперь прочность необходимо вернуть: этой цели и служит отпуск. Отпуск, как мы помним, это повторное нагревание до более низких температур с последующим охлаждением; добавим к этому, что между повторными нагреваниями следует и полное остывание клинка – естественным путем или же путем охлаждения его в солевом растворе или масле. Температуру нагрева для отпуска выбираем следующим образом.
- Высокотемпературный отпуск, скорее всего, нам не нужен – он делается для деталей, которые подвергаются не столько деформациям, сколько ударным нагрузкам, а это явно не относится к ножам. Тем не менее, скажем о нем, что его температурные границы – это 500–680 градусов.
- Среднетемпературный отпуск – это прогрев до 350–500 градусов; это тоже много, подойдет разве что для метательных ножей.
- Низкотемпературный отпуск – то, что нужно. Прогрев здесь идет до 250 градусов. Конечно, нож не будет таким стойким к боковым ударным нагрузкам, но ведь это нам и не нужно: мы уже достигли необходимой твердости при закалке, а сейчас нас интересует прочность. При такой температуре она получится в самый раз.
Нужную температуру снова покажут цвета каления: оптимальным в данном случае (для ножа) будет светло-желтый цвет.
После каждого этапа, на котором появляются продукты окисла (цвета побежалости), изделие следует охлаждать в соленой воде или масле. В чистой воде заготовку не следует охлаждать ни после закаливания, ни во время отпуска – из-за слишком высокой скорости охлаждения изделие может дать трещины. Ни вода, ни масло полностью не соответствуют необходимым требованиям к закалке углеродной стали: быстрое охлаждение до 550 °С и более медленное с 300 °С до 200 °С. Поэтому воду используют в комбинации с маслом: сперва в воду, а потом в масло. Такой способ применяют на инструментальных сталях и именуют «в масло через воду». А вот легированные стали можно закалять только в масле.
Цвета побежалости на клинке коллекционного ножа «Зомби»– неудаленные после отпуска окислы
Выбор стали для закалки
Для начала условно разделим все стали на высокоуглеродистые и легированные. Все стали – это сплавы железа с углеродом и различными легирующими элементами; от того, преобладает ли в ней один углерод или в значительном количестве присутствуют и легирующие элементы, и будет зависеть название стали. Нельзя сказать, что та или иная группа хуже или лучше поддается закалке; у них изначально очень разные характеристики и разные задачи, поэтому мы просто расскажем о закаливании тех и других сталей.
Закалка углеродистых сталей
С этой сталью, как и с изделиями из нее, накоплен огромный опыт работы. Сама по себе она требует меньших температур закалки, чем легированная различными элементами – у нее и без этого довольно высокие показатели твердости и прочности, которые так ценятся на рынке.
- Низкоуглеродистые стали закаливают при температурах от 727 до 950 °С.
- Средне- и высокоуглеродистые стали закаливают при температурах от 680 до 850 °С.
Нужно помнить, что стали с совсем низким содержанием углерода закалке вообще не поддаются.
Если мы желаем изготавливать и закалять в домашних условиях клинок из углеродистых сталей, нам подойдут следующие марки.
Эти марки при правильной термообработке характеризуются большой прочностью и твердостью, хотя и низкой устойчивостью к коррозии.
Закалка легированных сталей
Помимо железа и углерода в таких сталях содержится значительное количество различных легирующих элементов, которые придают сплаву особые свойства, нужные в той или иной сфере.
- Хром превращает сталь в коррозионностойкую, если его содержание превышает 12–16 %.
- Молибден и никель повышают прочность стали и ее способность выдерживать высокие нагрузки.
- Ванадий улучшает износостойкость сплава и придает клинкам из него способность держать необычайно острую заточку.
Ввиду наличия в сплаве этих элементов сталь обладает худшей теплопроводностью, чем чистая углеродистая, поэтому: 1) для нагрева и охлаждения ей понадобится больше времени – если ускорять процесс искусственно, то по сплаву могут пойти трещины; 2) для закалки ей нужна большая температура – от 850 до 1 100 °С.
К сожалению, правильная термообработка сложнолегированных сталей достаточно трудна, так как для придания клинку высоких рабочих свойств нужны и точная температура, и специальное оборудование для глубокого охлаждения. Поэтому закалить их качественно «на глазок» не получится.
К наиболее распространенным маркам относятся следующие:
О последнем образце можно сказать, что он исключительно износостоек.
Закалка ножевой стали в домашних условиях
Для простых углеродистых сталей даже в кустарных условиях можно сделать удовлетворительную закалку, главное – вооружиться правильными знаниями.
В качестве исходников можно использовать отслужившие инструменты, рессоры и напильники; следите, чтобы на них не было ржавчины. Заготовка из новенького переплавленного металла, конечно, лучше, так как детали, которые долго служили, имеют такое качество, как усталость, что снижает их прочность. Хотя для качественных материалов достаточно провести отжиг, который заключается в нагреве стали, выдержке при определенной температуре и последующем медленном охлаждении вместе с печью или в песке со скоростью два-три градуса в минуту. В результате отжига образуется устойчивая структура, свободная от остаточных напряжений.
И для отжига, и под нагрев детали под закалку можно использовать самодельный горн из ямы, обложенной кирпичами, из паяльной лампы и трубы. В идеале, конечно, пользоваться муфельной печью.
Проверить в домашних условиях, дошла ли закалка до нужной степени, просто: можно провести напильником по закаленному изделию – если закалка не прошла до конца, напильник просто прилипнет к ножу. Перекал проверятся в кустарных условиях сильным ударом заготовки по твердому предмету – камню или рельсу: перекаленный клинок разлетается при таком ударе на части.
Металловедение
На прошлых выходных мы ездили с друзьями на берег Финского залива. Естественно, не обошлось без шашлыков: купили одноразовый мангал, мясо, овощей, напитков всяких разных и поехали.
По мере приближения к пляжу гул в наших животах все нарастал и вскоре хором просто заглушил звук двигателя машины. В общем, есть хотелось очень.
Наконец-то прибыли мы на пляж и первым же делом принялись собирать мангал, засыпать угли, разжигать в мангале огонь, насаживать мясо и т.д. Через некоторое время горения розжига и углей наверняка все наблюдали картину, которую увидел и я, и которая, собственно, и натолкнула меня на мысль написать эту статью.
Наш новенький блестящий мангал таковым быть постепенно переставал, и в некоторых местах на его бывшей блестящей поверхности появилась радуга!
Эти радужные цвета можно наблюдать на блестящей поверхности стальных предметов, подвергнутых нагреву, и называются они «цветами побежалости«.
Цвета эти образуются из-за того, что в результате нагрева стали до высоких температур происходит окисление её поверхности с образованием тонкой прозрачной оксидной плёнки, которая в зависимости от своей толщины отражает свет по-разному, в результате мы наблюдаем тот или иной цвет побежалости. В местах, где температура нагрева была выше, толщина оксидной плёнки, соответственно, больше, т.к. при более высоких температурах скорость диффузии больше и глубина проникновения атомов кислорода больше; более толстые оксидные плёнки поглощают световые волны с большей длиной волны, отражают — с меньшей.
Возьмём, к примеру, наш мангал, и выберем две области: жёлтую (1) и синюю (2).
Как было сказано, между толщиной плёнки и длиной волны отраженного ею света существует прямая зависимость: чем больше толщина пленки, тем более коротковолновый отраженный свет мы получаем . Например, синий цвет образуется, когда из белого «вычитаются» более длинные волны (закройте левую часть радуги, что приведена выше), например, красный и оранжевый, а жёлтый образуется при «вычитании» из спектра коротковолнового излучения, например, фиолетового и синего (закройте правую часть радуги, что показана выше). Получается, что синий цвет соответствует более высокой температуре нагрева, а жёлтый — более низкой!
style=»display:inline-block;width:468px;height:60px»
data-ad-client=»ca-pub-9341405937949877″
data-ad-slot=»1069775344″>
Раньше кузнецы при проведении отпуска закалённой стали ориентировались именно на цвета побежалости. Давайте и мы попробуем примерно определить температуру двух выбранных ранее областей мангала (желтой и синей).
На формирование цветов побежалости стали оказывает влияние много факторов: скорость нагрева, время выдержки и химический состав стали [1, стр. 202]. Например, в легированных сталях (а особенно с хромом), оксидные плёнки возникают медленнее и при более высоких температурах, чем у обычных углеродистых.
Думаю, наш мангал изготовлен из простой углеродистой стали, а не из какой-нибудь легированной или тем более нержавейки, иначе не стоил бы он 167 рублей! :).
Итак, будем считать, что наш мангал из углеродистой стали. Открываем справочник [2] или [3] и смотрим, какие цвета побежалости углеродистой стали какой температуре соответствуют [2, стр. 74].
Чисто в качестве справочного материала привожу еще картинку из книги [4, стр. 540], где показана зависимость цветов побежалости и от температуры нагрева, и от времени выдержки при этой температуре для марганцовистой стали 1035 (это типа нашей стали 35 по ГОСТ 1050).
Для нашего же случая с углеродистой сталью и без учета времени нагрева получаем следующую картину:
Конечно же, как понятно из сказанного выше, цвета побежалости — не очень точный способ определения температуры в силу того, что на формирование оксидной пленки оказывает влияние большое количество факторов, к тому же цвет, который мы наблюдаем, будет зависеть еще и от того, какой источник света у нас в распоряжении при наблюдениях. Тем не менее, это не значит, что явлением образования цветов побежалости не стоит пользоваться!
Какие варианты использования знания о цветах побежалости на практике?
1. При проведении исследований.
Например, при проведении причин разрушения детали. Мы знаем, что деталь была рассчитана на работу при температурах до 200°С, а скажем, деталь была доставлена к вам синего цвета. Значит, работала она при температурах около 300°С. Нехорошо!
2. Для контроля корректности проведения испытаний.
Вот, например, два образца после испытаний на растяжение образцов углеродистой стали при температурах 350 и 200 (см. стандарты для испытаний на растяжение). Сразу видно, какой образец был испытан при 350°С, а какой — при 200°С.
3. Для контроля состояния инструмента.
Например, токарям по цвету стружки можно прикинуть температуру резца.
4. Для контроля температуры отпуска ножей, лезвий и др. подобных металлических изделий с гладкой поверхностью. Как раньше, в общем.
Вот и всё на сегодня. Ну как Вам статья? Понравилась? Если да, то делитесь с друзьями (см. кнопки ниже) и подписывайтесь на обновления блога: я еще и не про такое напишу!
P.S. Мы, кстати говоря, наш «одноразовый» мангал забрали с собой, а не оставили валяться на пляже, как это сделали другие отдыхающие «повара-засранцы». Мангал можно использовать ещё не один раз, что мы и сделали на этих выходных уже на Ладожском озере.
style=»display:inline-block;width:300px;height:250px»
data-ad-client=»ca-pub-9341405937949877″
data-ad-slot=»1231225747″>
Ссылки
1. А.А. Бочвар. Основы термической обработки сплавов
2. И.С. Каменичный. Спутник термиста. 2-е изданиею испр и доп.
3. Седов Ю.Е., Адаскин А.М. Справочник молодого термиста, М: Высш.шк., 1986, 239 с. стр. 185
4. Failure Analysis of Heat Treated Steel Components, ASM International, 2008, 640 pp.
Дефекты, получаемые при пластической деформации металла
Пластическая деформация– сложный процесс, в результате которого наряду с изменением формы и строения исходного материала, изменяются его физико-механические свойства. К физическим свойствам относятся плотность, теплоёмкость, температура плавления, термическое расширение, магнитные характеристики, тепло- и электропроводность. Они определяют поведение материалов в тепловых, гравитационных, электромагнитных и радиационных полях. Механические свойства материалов характеризуют их способность сопротивляться деформированию и разрушению под воздействием различного рода нагрузок. Деформацией называется придание материалу требуемой формы и размеров под действием напряжений без нарушения его сплошности. Деформация, при сравнительно небольших напряжениях и сохраняющаяся после – называется остаточной или пластической. При увеличении напряжений деформация может заканчиваться разрушением. Так же в процессе обработки металла могут образовываться дефекты.
Включения на поверхности заготовок и полуфабрикатов — дефект поверхности в виде включений инородного металлического или неметаллического тела (частицы) различной величины и формы. Надрыв — дефект поверхности в виде местных несквозных разрывов, расположенных поперек или под углом к направлению прокатки, прессования или волочения, образовавшихся вследствие раскрытия внутренних несплошностей металла и (или) нарушения режимов термообработки и деформации.
Сквозной разрыв — дефект поверхности в виде сквозных несплошностей листа, полосы, ленты, фольги, образовавшихся вследствие деформации плоской заготовки неравномерной толщины или с вкатанными инородными телами.
Накол — дефект поверхности в виде несквозных единичных или групповых точечных углуб-лений, образовавшихся вследствие использования загрязненных смазочно-охлаждающих жидкостей, загрязнения заготовки мелкими металлическими и инородными включениями, а также из-за наличия выступов и налипших частиц на поверхности валков.
Вмятина — дефект поверхности в виде отдельных единичных углублений различной величины и формы с пологими краями, образовавшихся вследствие повреждений поверхности при изготовлении, транспортировке, складировании.
Забоина — дефект поверхности в виде произвольно расположенного углубления неправильной формы, обычно с острыми краями, образовавшегося от удара.
Отпечаток — дефект поверхности полуфабриката в виде периодически повторяющихся углублений и (или) выступов, расположенных по всей поверхности или на отдельных ее участках, образовавшихся от выступов и (или) углублений на прокатных и правильных валках.
Задир — дефект поверхности в виде широкого продольного углубления с неровным дном и краями, образовавшегося вследствие резкого трения отдельных участков полуфабриката о детали прокатного (прессового) и отделочного оборудования.
Риска — дефект поверхности полуфабриката в виде продольного узкого углубления с закругленным или плоским дном, образовавшегося в результате царапания поверхности металла выступами на поверхности прокатного и отделочного оборудования.
Царапина — дефект поверхности в виде углубления неправильной формы и произвольного направления, образовавшегося в результате механических повреждений, в том числе при складировании и транспортировке.
Потертость — дефект поверхности в виде местного нарушения блеска или скоплений мелких различного направления царапин, образовавшихся при трении витков лент, а также листов, полос, труб, прутков и проволоки.
Налип — дефект поверхности в виде налипшего на поверхность полуфабриката слоя или вкраплений частиц металла с инструмента.
Закат — дефект поверхности, образовавшийся в результате вдавливания в полуфабрикат частиц обрабатываемого металла, а также заусенцев, выступов, морщин, образовавшихся при резке, зачистке и фрезеровании.
Пережог — дефект в виде темных пятен, оплавленных или окисленных участков поверхности, образовавшихся при превышении температуры и продолжительности нагрева металла.
Расслоение — дефект в виде отделения слоя (слоев) металла на торцах и (или) кромках полуфабриката, образовавшегося в результате наличия внутренних дефектов в металле (рыхлости, включений, внутренних разрывов, пережога).
Плена — дефект в виде расслоения, чаще всего языкообразной формы, вытянутого в направлении прокатки, прессования или волочения и соединенного с основным металлом одной стороной, образовавшегося вследствие наличия надрывов, трещин, пузырей, а также пережога или оплавления металла в процессе нагрева.
Чешуйчатость — дефект поверхности, представляющий собой расслоения и разрывы в виде чешуи или сетки, образовавшиеся при пластической деформации вследствие пережога или пониженной пластичности металла периферийной зоны.
Рябизна — дефект поверхности в виде скопления (скоплений) углублений, образовавшихся при прокате или плавке.
Смятая поверхность — дефект поверхности в виде складок, изгибов, волн, не вызывающих разрывов металла.
Излом — дефект поверхности, представляющий собой след резкого перегиба в виде полосы, расположенный поперек или под углом к направлению прокатки и образовавшийся в результате резкого перегиба при сматывании или разматывании рулонов, а также при перекладке тонких листов.
Недотрав — дефект поверхности в виде пятен или полос, образовавшихся при неравномерном травлении поверхности.
Перетрав — дефект, представляющий собой местное или общее разъедание поверхности металла в виде точечных или контурных углублений, образовавшихся в результате нарушения режима травления.
Пятна загрязнения — дефект поверхности в виде полос, натеков, разводов, образовавшихся вследствие прилипания технологической эмульсии, загрязненного масла или мазута к поверхности полуфабриката и заготовки.
Коррозионные пятна — дефект поверхности в виде различно окрашенных светлых и темных, как правило, шероховатых участков поверхности, образовавшихся вследствие коррозии.
Цвета побежалости — дефект поверхности, представляющий собой окисленные участки в виде пятен и полос различной окраски и формы, имеющие гладкую поверхность и образовавшиеся вследствие нарушения режимов термообработки и травления.
Кольцеватость — дефект поверхности круглых полуфабрикатов в виде периодически повторяющихся выступов и углублений кольцеобразной формы, образовавшихся в процессе пластической деформации или плавки.
Следы плавки — дефект поверхности в виде периодически повторяющихся светлых и темных продольных, поперечных или спиралеобразных полос, образовавшихся в процессе плавки.
Омеднение — дефект в виде покраснений на отдельных участках поверхности, возникающих в результате контактного выделения меди вследствие нарушения режимов термообработки и травления.
Серповидность (кривизна) полос и лент — наибольшее отклонение полосы или ленты от поверочной линейки. Серпровидность измеряется в миллиметрах на 1 м длины полуфабриката. Овальность — отклонение формы поперечного сечения трубы, прутка или проволюки от формы круга. Если с — максимальный диаметр сечения, d — минимальный диаметр сечения, т — средний диаметр сечения, то c-d/m*100 — отклонение от формы круга, %
Разностенность — отклонение толщины стенки по длине трубы от номинальной толщины или розница в толщине полуфабриката по его длине и ширине.
Разнотолщинность — отклонение толщины листа (полосы, ленты) по длине и ширине от номинальной величины или разница толщины стенки по длине трубы.
Фестонистость — образование выступов (фестонов) по краю изделия, полученных при глубокой штамповке листов и лент. Направление образования выступа зависит от направления оси прокатки.