Содержание
- Оцилиндрованное бревно своими руками. Эксплуатационные характеристики. Станки и оборудование
- Почему именно бревно
- Что влияет на эксплуатационные характеристики
- самодельнуй станок для цилиндровки бревен.
- Электрооборудование, свет, освещение
- Особенности и монтаж станка для оцилиндровки бревен
- «ОЦИЛИНДРОВКА МИНИ»
- Фотографии станков комплекса
- Состав комплекса
- Окупаемость комплекса
Станок для оцилиндровки бревен своими руками
Оцилиндрованное бревно своими руками. Эксплуатационные характеристики. Станки и оборудование
Возведение жилья из дерева в нашей великой державе было развито издревле. Прежде всего, это вызвано колоссальными запасами этого экологически чистого и относительно недорогого материала. Несмотря на появление массы новых строительных технологий, классические срубы по-прежнему остаются популярными. Ведь преимущества оцилиндрованного бревна очевидны, о них далее и пойдет речь.
Фото возведения классического сруба.
Почему именно бревно
Для начала выясним, оцилиндрованное бревно что это такое и почему в подавляющем большинстве люди предпочитают строить жилье именно из него.
Важно: говоря сухим языком определений, оцилиндрованным бревном принято называть прямой ствол дерева, предварительно обработанный на деревообрабатывающих станках для придания ему правильной цилиндрической формы.
В результате чего удаляется верхний неровный слой, сучки, а также наносятся компенсационные и монтажные пазы.
Схема оцилиндрованного бревна.
Плюсы материала
- Древесина сама по себе имеет природную пористую структуру, в результате чего она является одним из лучших тепло и звукоизоляторов .
- Имея четкие геометрические размеры, данный материал идеально стыкуется между собой . Специально обустроенные пазы обеспечивают высокую герметичность и качество межвенцевых швов.
- Все стволы имеют четко фиксированный диаметр, максимальное отклонение здесь может составлять не более 2 мм . Это дает возможность выбора леса для возведения помещений разного назначения с заданными характеристиками.
- На данный момент просто не существует более экологически чистого и полезного для людей строительного материала . В отличие от древесины традиционный кирпич или современные виды строительных материалов могут похвастаться только экологической нейтральностью.
- Хотя цена оцилиндрованного бревна может быть выше, нежели у многих конкурентов, но такие дома не нуждаются в дополнительной внутренней и внешней облицовке . Данный материал сам по себе обладает природной красотой, в результате чего владельцы существенно экономят на отделке.
- Современное деревообрабатывающее оборудование позволяет изначально выпускать стволы с уже готовыми соединительными элементами . Это значительно ускоряет процесс возведения конструкций и дарит массу вариантов планировки.
- Возможно, вам уже приходилось слышать, что натуральная древесина дышит . Под этим подразумевается способность массива забирать из воздуха избыточную влагу и отдавать ее при изменении условий. Проще говоря, дерево является природным кондиционером, обеспечивая идеальный для жизни человека микроклимат в доме.
- И наконец, инструкция по строительству вполне доступна . Простенькую баньку, сарай или небольшой дачный домик, хороший хозяин при большом желании сможет возвести своими руками.
Некоторые характеристики изделий.
В чем недостатки
- Как мы уже говорили дерево это живой материал, поэтому со временем массив начинает усыхать и трескаться. Это действительно так, но благодаря современным пропиткам и грунтовкам для дерева подобные процессы можно существенно замедлить.
- Многие знают, что в процессе роста ствол дерева слегка скручивается по спирали. После среза, эта спираль иногда начинает раскручиваться. Именно поэтому мастера не рекомендуют строить из свежеспиленного леса, конструкции может повести. Но сухое оцилиндрованное бревно лишено этого недостатка.
- Такие недостатки, как высокая пожароопасность и подверженность биологическим вредителям легко ликвидируются за счет все тех же специализированных пропиток.
- Пожалуй, единственным существенным недостатком любого деревянного строения является высокий процент усадки новых домов. Хорошо высушенный качественный лес усаживается до 100 мм на каждые 3 – 4м стены в первый год. И по 10 – 20 мм еще в течении 2 – 3 лет. Свежеспиленный лес будет усаживаться до 10 лет.
Что влияет на эксплуатационные характеристики
Для определения основных параметров материала существует свод нормативных актов. В нашей стране это ГОСТ 2708-75, на западе ISO 4480-83. Большой разницы между ними нет, основные параметры идентичны. Именно на этих данных базируется такая программа как калькулятор оцилиндрованного бревна объема, веса, плотности и прочих характеристик.
Таблица объема массива.
Совет: желательно чтобы таблица объема оцилиндрованного бревна была оригинальной, то есть взятой из выше указанных нормативных документов.
Так как сейчас есть множество корпоративных таблиц, составленных с учетом коммерческих интересов некоторых корпораций и содержащих неточности выгодные именно для тех, кто их составлял.
Станки и оборудование
Еще 50 – 100 лет назад каждый плотник или просто хороший хозяин знал как оцилиндровать бревно в домашних условиях. В виду того, что занятие это долгое и весьма трудоемкое, с развитием деревообрабатывающего производства настоящих специалистов осталось не так много.
Безусловно, в споре, что дешевле бревно или оцилиндрованное бревно, выигрывает обычный необработанный ствол. Но выстроить хороший дом или качественную баню из «дикого» материла практически нереально. Не считая времени, затраченного на кустарную оцилиндровку и трудоемкий монтаж, герметично обустроить швы и стыки у вас не получится. Соответственно помещение будет холодным и простоит недолго.
Станок для цилиндровки бревен это, по сути, симбиоз фрезерных и токарных функций. Такое оборудование обладает внушительными размерами и включает в себя общую металлическую раму, на которой базируются, силовой агрегат, который может состоять из нескольких силовых установок.
Основную работу выполняет передняя бабка. Именно на ней установлены резцы для обдирки верхнего слоя и фигурные фрезы для чистовой обработки бревна. Задняя бабка, как в большинстве подобного оборудования служит для фиксации и подачи самой заготовки.
Если вы хотите знать, сколько времени делается оцилиндрованное бревно, то в данном случае зависит от качества и функциональной наполненности оборудования. Современные автоматизированные линии способны за считанные минуты выточить из природного бревна высококачественное калиброванное изделие, по заданным параметрам.
Все подобные агрегаты бывают двух видов – проходные и циклические. Первые предназначены для больших объемов производства и обладают минимумом функций. В них материал движется непрерывным потоком и, проходя сквозь рабочую зону, цилиндруется и фрезеруется.
Установка заготовки на станок.
Агрегаты циклического типа выполняют заданный алгоритм действий, после чего цикл повторяется. Они, в свою очередь делятся на цикло-проходные, где ствол движется, а каретки стоят в фиксированном положении. И цикло-позиционные, где бревно неподвижно, а каретки двигаются вокруг заготовки.
Как правило, станок для цилиндрического бревна своими руками делается на основе пилорамы, где вместо переднего конуса ставится упор, а задняя бабка меняется на подшипник или вращающийся конус. Закрепленная таким образом заготовка вращается за счет дополнительного привода или своими руками, что весьма тяжело и неудобно.
Обработка осуществляется за счет фрезерной головки, закрепленной на отдельных направляющих. Сам принцип работы такого кустарного агрегата напоминает работу фрезерного станка для дерева. Вращающаяся заготовка постепенно обрабатывается движущейся по направляющим фрезой.
Совет: в виду серьезного веса самих заготовок, специалисты рекомендуют жестко монтировать такое оборудование исключительно на бетонном основании.
Если такового не имеется, как вариант, можно уложить железобетонную плиту для перекрытия.
Общая схема станка.
Несколько слов о характеристиках
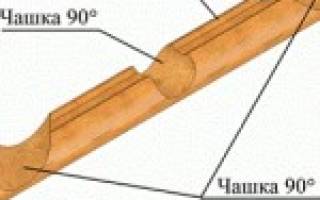
Отечественное производство больше ориентировано на так называемый лунный профиль оцилиндрованного бревна. В нем присутствует монтажная чашка для соединения венцов и компенсационный пропил.
Этот пропил служит для компенсации естественного внутреннего напряжения массива, а также температурных и влажностных расширений. В изготовлении такой товар дешевле, плюс он не требует тщательной предварительной подготовки материала.
Финский профиль обеспечивает более плотное соединение венцов, соответственно нужно меньше герметизирующих материалов, но бревно требует тщательной просушки и подготовки, в результате цена на финский профиль выше.
Рабочая высота оцилиндрованного бревна 6 метров. Это не означает, что изделия не могут быть больше или меньше.
Просто именно на этот размер ориентировано большинство технологических линий. Увеличение высоты влечет за собой повышение стоимости. Цена на стволы меньшего размера зависит от качества и сложности обработки конкретного изделия.
Складирование товара в штабеле.
Что же касается диаметра, то рабочий ассортимент здесь колеблется от 160 до 320 мм. Оцилиндрованное бревно 400 мм и более обрабатывается на специальных станках. Такой нестандартный товар идет на обустройство коренных венцов строения, а также других важных несущих узлов. Кроме того из бревен 400 мм в сечении иногда возводят стены первых этажей для многоэтажных коттеджей.
На стоимость товара сильно влияет способ сушки массива. Естественная сушка проходит около полугода под открытыми навесами в естественных условиях. Стоит такой товар меньше, но усадка у него выше.
Камерная сушка предусматривает обработку материала в специальных высокотемпературных камерах. Такое бревно меньше усаживается и считается более качественным.
Важно: относительно недавно на рынке появились клееные оцилиндрованные бревна. Цена на такие изделия на порядок выше. Но, по мнению специалистов, они обладают исключительным качеством.
На видео в этой статье собраны материалы по данной теме.
Как бизнес оцилиндрованное бревно считается весьма прибыльным вариантом. Для запуска средней технологической линии со стандартным ассортиментом необходимо порядка полумиллиона рублей. При этом окупаемость зачастую не превышает года.
самодельнуй станок для цилиндровки бревен.
В данной теме хочу собрать разработки, идеи,фото, конструкции станков для оцилиндровки бревен у кого есть какие идеи, материал,опыт.
Идеи конечно есть. Вот я подумываю немного переделать ( усовершенствовать ) весною свою цепную пилораму .
Крутить бревно буду дровоколом только конус поменяю на упор . Заднюю бабку сделаю на коническом роликоподшипнике иле на упорном подшипнике в раздумье. Фреза будет самодельной наборной .
Файлы:
p8050508.jpg
p8050509.jpg
p8050507.jpg
Файлы:
ggnplopeeeppe.png
Хорошие идеи мужики надо побольше материала собирать.
Вот только надо продумать как сделать поперечное перемещения фрезы или станка в целом с меньшим изменением конструкции
Файлы:
17072011982.jpg
Извиняюсь за фото другого нету .
2 варианта. или бревно крутить или что-то вокруг бревна. кто что думает. может кто видел такой агрегат в работе
Я думаю что надо делать чтоб крутилось само бревно а фреза ходила вдоль этого бревна как на маленьких токарных станках по дереву может кто видел или даже работал на них!! думаю если делать что то то на подобие их . zwn_71 хорошую схему предложил думаю надо идти по ней!!
Делать надо от ВОМ. Приехал в лес НАСТРОГАЛ и домой. и хрен какой лесник дое. ся Пшел вон -стройматериалы везу-в лесу такое не растет. кстати насчет редуктора. бортовая т-40задняя не пойдет случаем. ато 5 штук валяется и выкинуть в металлолом жалко и.
zwn_71 главное чтоб при этой оцилендровке не поймал а то придется половину ему отдать вместе с установкой Я как то кстати видел давно правда по телевизору дак там мужичек сделал через КПП газ 53 но там у него электродвигатель стоял и кстати станочик с передачами получится. А на счет бортовой от т-40 идея хорошая там и вал как раз для кардана подойдет вроде бы такой же диаметр!!
тяжела и неказиста жизнь лесного тракториста
В данной теме хочу собрать разработки, идеи,фото, конструкции станков для оцилиндровки бревен у кого есть какие идеи, материал,опыт.
привет Artem зайди на Яндекс видео, набери :: оцилиндровка брёвен:: удачи
Troglodit здраствуйте я просто хочу собрать необходимый материал на данном сайте и именно те станки которые сделаны своими руками
Troglodit здраствуйте я просто хочу собрать необходимый материал на данном сайте и именно те станки которые сделаны своими руками
ясно Artem. Будем искать
у нас в деревне есть такой самодельный это как большой токарный станок и есть еще приспособы пазы снимать и углы делать в срубе какнибуть надо сходить сфоткать
эо 2628 сфоткайте пожалуйста думаю всем будет очень интересно
В данной теме хочу собрать разработки, идеи,фото, конструкции станков для оцилиндровки бревен у кого есть какие идеи, материал,опыт.
привет Artem зайди на Яндекс видео, набери :: оцилиндровка брёвен:: удачи
Да хрена-ли там увидишь. ВЖИВУЮ-БЫ.
В данной теме хочу собрать разработки, идеи,фото, конструкции станков для оцилиндровки бревен у кого есть какие идеи, материал,опыт.
привет Artem зайди на Яндекс видео, набери :: оцилиндровка брёвен:: удачи
Да хрена-ли там увидишь. ВЖИВУЮ-БЫ.
эх да вживую это другое дело ну нам бы хотя бы фото видео и ттх самодельных станков ведь тема то достаточно интересная и актуальная
пробовал обработать бревно в токарном года 2 назад станок БОЛЬШОЙ МЕТРА ПОЛТОРА бревно вставлял-подбирал какой резец лучше и неплохо получалось. но потом забросил эту затеюкак всегда нехватка времени и рук да и сейчас делать не буду . просто может кому-нибудь пригодится а может кто даже сделает и будет КЛЕПАТЬ БАНИ ДА СОБАЧЬИ БУДКИ
Я думаю что надо делать чтоб крутилось само бревно а фреза ходила вдоль этого бревна как на маленьких токарных станках по дереву может кто видел или даже работал на них!! думаю если делать что то то на подобие их . zwn_71 хорошую схему предложил думаю надо идти по ней!!
Артем. лет 9 назад в ульяновской области я видел заводской станок для оцилиндровки бревен. конструкция простейшая. необработанное бревно зажимается на весу в двух зажимах. один зажим крутится просто в подшипниках. другой зажим установлен на тихоходном валу редуктора. привод эл. двигатель не помню какой но не больше 10 квт. вдоль бревна проложены два узких рельса на которые установлена маленькая тележка на тележке плита для двигателя 1 квт. с фрезой.. плита имеет приспособление для регулировки на расстояние по отношению к бревну (для изменения диаметра оцилиндрованного бревна) двигатель с фрезой установлет на плиту под углом по отношению к бревну. фреза по форме напоминает круглую для фрезерных станков по металлообработке. принцип работы станка прост. бревно через редуктор получает медленное вращение. вдоль бревна движется тележка с фрезой. фреза наоборот имеет высокие обороты вращения(чем выше обороты фрезы, тем чище обработанная поверхность) в результате фреза проходя вдоль бревна срезает все с него на уровне регулировки плиты все сучки горбы и прочее.все делает за один проход. вдоль бревна проходит медленно но один раз. чтобы не срезать слишком много. бревна перед установкой в станок сортируют по диаметру.
трактор надо любить как жену!! не за что то, а вопреки всему))
заводской станок для оцилиндровки бревен.
Видео как работают оцилиндровочные станки
посмотрел ссылки, но ничего подобного что я видел здесь нет. на ссылках тележка на рельсах это не тележка а уже какаято рама. я видел тележку размером не больше табуретки и рельсы только с одной стороны и на расстоянии друг от друга не больше 50 см. и фреза другая. на видео они для разных операций используют разные части фрезы. а там одной фрезой сначала цилиндруют. потом вращение бревна останавливают,возвращают тележку с фрезой в начало бревна перемещают плиту на тележке так чтоб фреза фрезалась в бревно. и прогоняют тележку обратно вдоль бревна. получается идеальный желоб. с этого момента оцилиндровка бревна для сруба считается завершенной. угловые замки вырубаются уже непосредственно при сборке сруба. после чего все бревна в срубе маркируются по венцам и сторонам стен.
трактор надо любить как жену!! не за что то, а вопреки всему))
угловые замки вырубаются уже непосредственно при сборке сруба. после чего все бревна в срубе маркируются по венцам и сторонам стен.
видел одно видео вырезали замки сразу там на валу двигателя насажена как труба с нарезанными зубьями и по размеру этой хреновиной раз и чашка вырезана
тяжела и неказиста жизнь лесного тракториста
дааа нам бы фото побольше тогда все бы стало намного ясно
Я думаю что надо делать чтоб крутилось само бревно а фреза ходила вдоль этого бревна как на маленьких токарных станках по дереву может кто видел или даже работал на них!! думаю если делать что то то на подобие их . zwn_71 хорошую схему предложил думаю надо идти по ней!!
Артем. лет 9 назад в ульяновской области я видел заводской станок для оцилиндровки бревен. конструкция простейшая. необработанное бревно зажимается на весу в двух зажимах. один зажим крутится просто в подшипниках. другой зажим установлен на тихоходном валу редуктора. привод эл. двигатель не помню какой но не больше 10 квт. вдоль бревна проложены два узких рельса на которые установлена маленькая тележка на тележке плита для двигателя 1 квт. с фрезой.. плита имеет приспособление для регулировки на расстояние по отношению к бревну (для изменения диаметра оцилиндрованного бревна) двигатель с фрезой установлет на плиту под углом по отношению к бревну. фреза по форме напоминает круглую для фрезерных станков по металлообработке. принцип работы станка прост. бревно через редуктор получает медленное вращение. вдоль бревна движется тележка с фрезой. фреза наоборот имеет высокие обороты вращения(чем выше обороты фрезы, тем чище обработанная поверхность) в результате фреза проходя вдоль бревна срезает все с него на уровне регулировки плиты все сучки горбы и прочее.все делает за один проход. вдоль бревна проходит медленно но один раз. чтобы не срезать слишком много. бревна перед установкой в станок сортируют по диаметру.
Ну для того чтобы крутить бревно 10 квт это очень много 1,5-2 квт заглоза, а вот фрезу крутить 1 квт мало надо хотябы 4 квт.
Электрооборудование, свет, освещение
Так исторически сложилось, что с древних времен люди строили из дерева свое жилье. Это довольно легко объяснить простотой обработки, доступностью приобретения такого материала и отличными теплопроводными свойствами. Через много лет с появлением новых технологий дерево стали обрабатывать с помощью специальных станков. Чтобы получить оцилиндрованные бревна одинакового диаметра и длины, используют специальный деревообрабатывающий станок для оцилиндровки бревен.
Содержание:
Особенности оцилиндровочного станка
Оцилиндровочный станок является деревообрабатывающим станком, который предназначен для изготовления оцилиндрованного бревна и профилированного бруса из круглого леса и для изготовления срубов. Оцилиндровочный станок дает возможность производить все операции, которые предусмотрены технологией производства сруба: делать выборку монтажных пазов, венцовой чашки, оцилиндровывать бревно (первичная и вторичная обработка) и выполнять фрезерование гладкой поверхности.
А еще вы можете производить на станке и такие операции, как распилка лафета на обрезные доски, распилка бревна на лафет и доску, изготовление погонажа и заготовок для торцевого паркета, получение обрезной доски из необрезной.
При применении пильного узла без снятия бревна с центра вы можете проделать компенсационный паз для снятия внутреннего напряжения, возникающего при сушке бревна. Все эти операции выполняются на станке последовательно одним комплектом инструмента за одну установку бревна. Из-за этого при производстве готового бревна нет необходимости переустанавливать фрезы и бревно.
Комбинация разных режимов обработки дает возможность получать изделия довольно сложной конфигурации – балясины, брус сложного профиля и с различным диаметром. Сформированный геометрический профиль позволяет возводить конструкции из дерева любой сложности. К тому же станки для оцилиндровки бревен помогает выполнять обработку материала длиной 7 метров.
Конструкция станка для оцилиндровки бревен
Оцилиндровочный станок включает в себя следующие блоки: общая рама из металла, сделанная из труб квадратного сечения, на которой установлены направляющие, что предназначаются для перемещения по ним силового агрегата и пильной каретки. На общей раме также находятся передняя и задняя бабки, которые нужны для установки в центрах исходной заготовки и привода бревна во вращение. На передней бабке присутствует делительная головка, служащая для фиксации бревна в разных положениях, а также шпиндельная головка вращения фрез.
В качестве рабочего инструмента применяются фрезы специальной конструкции – фигурная и универсальная, которые устанавливаются на шпиндельном валу станка. Универсальная фреза необходима для оцилиндровки, фрезерования плоскости и выборки венцевых чашек. Фигурная фреза предназначается для выборки монтажного паза. Технологическая особенность фрезы, которая используются на станке, состоит в обеспечении «мягкого входа» в обрабатываемую поверхность древесины. Это приводит к уменьшению вибрации, а также увеличит точность работы.
Ножи, применяемые во фрезах, являются съемными. Если оператор увидел, что не выдерживается необходимый размер обработанных поверхностей, то нужно заточить съемные ножи. Съемные ножи изготовляются из инструментальной высококачественной стали, что дает возможность использовать их один комплект длительное время, а при этом ресурс самой фрезы не ограничен.
Для уменьшения времени и облегчения установки в центре бревна используются специальные механические рычаги, их можно установить на станине в любое место, как показано на фото станка для оцилиндровки бревен. При проходе на малых диаметрах (до 200 миллиметров) монтажного паза может наблюдаться некоторый прогиб бревна, чтобы его исключить используется ролик-упор, который регулируется под обрабатываемый диаметр и устанавливается с противоположной фрезе стороны бревен.
При выборе венцовой чашки требуется надежная фиксация каретки, для такой цели используются механические тормозные устройства, которые ставят с обоих концов каретки и надежно фиксируют. А еще имеется специальный механизм фиксации каретки, не дающий её вращению при выборе чаш. При изготовлении продольного монтажного паза или чаши нужна также очень точная (ручная) регулировка – для этих целей установлен специальный механизм ручного вращения бревна.
Классификация оцилиндровочных станков
Оцилиндровочные станки для бревен по технологическим схемам можно разделить на два вида:
- Проходные аппараты с непрерывным движением бревен. Бревно в проходных станках обрабатывается во время движения в зоне инструмента без остановки. Движение бревен можно осуществить без промежутка или с промежутком между торцами смежных бревен.
- Цикловые аппараты с прерывистым движением бревен. За один цикл обработки в цикловых станках происходит повторяющийся комплекс передвижений. Цикловые станки делятся в свою очередь на два типа:
- Цикло-проходные оцилиндровочные станки: бревно обрабатывается режущим инструментом, который совершает рабочие движения;
- Цикло-позиционные оцилиндровочные аппараты: бревно обрабатывается при перемещении относительно области рабочего инструмента.
Каждое сочетание движений дает возможность определить кинематическую схему резания разными методами обработки. Работа станка представлена следующими сочетаниями движений бревна и рабочего инструмента: прямолинейное и два вращательных, прямолинейное и вращательное.
Бревно при обработке в проходных оцилиндровочных стаканах совершает прямолинейное движение, а инструмент — соответственно вращательное. Бревно в цикло-проходных станках в момент обработки вдоль оси бревна делает прямолинейное движение, а инструмент в позиции — вращательное, как показано на видео о станке для оцилиндровки бревен. Бревно при обработке в позиционных токарных станках производит вращательное движение, а сам инструмент (резец) перемещается прямолинейно, параллельно оси бревна.
В зависимости от формы и вида инструмента и его режущих кромок все виды обработки бревен можно разбить на два типа – фрезерование и точение. Точение характеризуется постоянным процессом образования стружки. Основным движением, которое совершается с довольно большой скоростью при точении, считается вращение инструмента или бревна. Фрезерование характеризуется непостоянным процессом образования стружки. При фрезеровании основным движением является вращение инструмента.
Деревообрабатывающие станки в наше время по степени автоматизации и механизации разделяются на следующие классы:
- В механизированных станках основное движение и движения подачи производятся без участия человека. Оператор обеспечивает регулирование, настройку и разгрузку, а также загрузку станка.
- В автоматах (автоматических станках) весь комплекс движений и операций производится станком. Человеку отводится роль по наблюдению за работой и периодической загрузкой станка заготовками. В полных автоматических станках автоматизирована и сама загрузка заготовок.
- В полуавтоматических станках автоматизированы операции только в пределах одного цикла, а для выполнения следующего цикла обработки нужно участие человека.
Сравнивая разные оцилиндровочные станки для бревен, можно сказать, что отличается не только цена станков для оцилиндровки бревен, но и их функции:
- Станки проходного типа имеют высокую производительность, но в тот же момент демонстрируют низкую точность обработки и довольно большую шероховатость поверхности из-за недостатка системы базирования;
- Аппараты цикловые позиционные гарантируют высокую точность и обладают отличным качеством обрабатываемой поверхности, зато выпускная способность их намного меньше проходных аппаратов;
- Цикловые позиционные станки имеют надежную систему базирования, занимают довольно маленькую производственную площадь и в производстве нашли широкое применение.
Монтаж оцилиндровочного станка своими руками
Обычно самодельные станки для оцилиндровки бревен делают на основе пилорам. Передний конус заменяют упором, а на заднюю бабку устанавливают упорный подшипник или конический роликоподшипник. Закрепленное бревно вращается с помощью дополнительного двигателя, либо вручную, что не так практично. Изготовление фрезы вызывает наибольшее затруднение. Чтобы как можно проще выполнить задачу, ее делают наборной, то есть собирают из нескольких элементов. Необходимо отметить, что материал самой фрезы должен быть прочным, то есть для данных целей мягкие сплавы не подойдут.
Наиболее простым способом обеспечения перемещения фрезы вдоль самого бревна считается укладка рельсового дополнительного пути, по которому будет продвигаться установка. Это даст возможность исключить перетаскивание вручную. Принцип работы такой установки похож на принцип работы обыкновенного фрезерного станка, когда заготовка, закрепленная в позах, вращается, а фреза — передвигается вдоль нее.
Помните, что рекомендуется устанавливать станок для оцилиндровки бревен своими руками на бетонированной площадке. Можно также эксплуатировать оцилиндровочный станок на утрамбованном грунте. В таком случае устанавливают станок на поперечные направляющие деревянные шпалы – например, брус сечением не меньше 1500X1500 мм. Между шпалами рекомендуемое расстояние равно одному метру. Также нужно исключить усадку почвы в местах, где будет установлен станок.
Станок начинают монтировать со сборки рамы. Следует производить сборку секций рамы и её устанавливать по ровному уровню в одной горизонтальной плоскости. Придерживайтесь погрешности установки на уровне не более 0,5 на 1000 миллиметров — как поперек направляющих, так и вдоль.
При установке рамы на забетонированную площадку раму монтируют на высоте приблизительно 15-20 сантиметров, а стыки секций — бетонируются. На установленную раму монтируются силовой агрегат, передние и задние бабки, стойки, на которые натягивают трос для крепления электрического подвижного кабеля. Устанавливается прижим-стопор на силовой агрегат. Также заземляется станок к общей системе заземления.
Далее подключается двигатель, который вращает заготовку. К электросети подключите станок, проверьте правильность подключения фаз сети питания соответствующим режимам питания. Для этого необходимо нажать кнопку подъема-опускания фрезы. В случае если реальное направление, по которому движется силовая головка, совпадет с тем же направлением, что указано на пульте управления, то тогда правильно произведено подключения электропитания. В обратном случае необходимо поменять фазы.
После этого нужно проверить направление вращения заготовки. Когда направление вращения неправильное, то необходимо поменять фазы местами на двигателе. Запрещается включать двигатель вращения заготовки и двигатель оцилиндровочного станка до того, пока не будет проведена проверка правильности подключения фаз электропитания.
Если вы, после того как сделали станок для оцилиндровки бревен, первоначальный пуск производите более чем через два месяца, после длительного перерыва, или станок на хранении и при транспортировке находился в условии повышенной влажности, то необходимо перед пуском выдержать его в сухом помещении некоторое время для удаления влаги из электрического оборудования.
Помните, что передние и задние бабки станка для оцилиндровки бревен должны размещаться параллельно направляющим и, соответственно выбранной длине, быть жестко зафиксироваными. Кроме того, необходимо проверить соосность задней и передней бабки оцилиндровочного станка. Для этой цели измерьте расстояние с точностью до одного миллиметра: между продольным профилем по вертикали и центром бабки, между ближней направляющей и центром бабки. Нужно, чтобы эти расстояния были одинаковыми для задней и передней бабки.
Нарушение балансировки фрез и изменения угла заточки ножей могут привести к выходу оцилиндровочного станка из строя, или к ухудшению качества поверхности изделия. Фигурную фрезу устанавливают на коническую часть вала и закрепляют при помощи болта. В корпус фигурной фрезы ввинчивается универсальная фреза и после этого затягивается специальным ключом.
Помимо этого, если вы сделали станок для оцилиндровки бревен, проверьте правильность и горизонтальность монтажа рамы. Посредством укладки прокладок под заднюю можно определить параллельность осей задней и передней бабок с плоскостью перемещения фрезы. Толщина прокладки должна равняться половине величины конусности.
Особенности и монтаж станка для оцилиндровки бревен
Так исторически сложилось, что с древних времен люди строили из дерева свое жилье. Это довольно легко объяснить простотой обработки, доступностью приобретения такого материала и отличными теплопроводными свойствами. Через много лет с появлением новых технологий дерево стали обрабатывать с помощью специальных станков. Чтобы получить оцилиндрованные бревна одинакового диаметра и длины, используют специальный деревообрабатывающий станок для оцилиндровки бревен.
Оцилиндровочный станок является деревообрабатывающим станком, который предназначен для изготовления оцилиндрованного бревна и профилированного бруса из круглого леса и для изготовления срубов. Оцилиндровочный станок дает возможность производить все операции, которые предусмотрены технологией производства сруба: делать выборку монтажных пазов, венцовой чашки, оцилиндровывать бревно (первичная и вторичная обработка) и выполнять фрезерование гладкой поверхности.
А еще вы можете производить на станке и такие операции, как распилка лафета на обрезные доски, распилка бревна на лафет и доску, изготовление погонажа и заготовок для торцевого паркета, получение обрезной доски из необрезной.
При применении пильного узла без снятия бревна с центра вы можете проделать компенсационный паз для снятия внутреннего напряжения, возникающего при сушке бревна. Все эти операции выполняются на станке последовательно одним комплектом инструмента за одну установку бревна. Из-за этого при производстве готового бревна нет необходимости переустанавливать фрезы и бревно.
Комбинация разных режимов обработки дает возможность получать изделия довольно сложной конфигурации – балясины, брус сложного профиля и с различным диаметром. Сформированный геометрический профиль позволяет возводить конструкции из дерева любой сложности. К тому же станки для оцилиндровки бревен помогает выполнять обработку материала длиной 7 метров.
Конструкция станка для оцилиндровки бревен
Оцилиндровочный станок включает в себя следующие блоки: общая рама из металла, сделанная из труб квадратного сечения, на которой установлены направляющие, что предназначаются для перемещения по ним силового агрегата и пильной каретки. На общей раме также находятся передняя и задняя бабки, которые нужны для установки в центрах исходной заготовки и привода бревна во вращение. На передней бабке присутствует делительная головка, служащая для фиксации бревна в разных положениях, а также шпиндельная головка вращения фрез.
В качестве рабочего инструмента применяются фрезы специальной конструкции – фигурная и универсальная, которые устанавливаются на шпиндельном валу станка. Универсальная фреза необходима для оцилиндровки, фрезерования плоскости и выборки венцевых чашек. Фигурная фреза предназначается для выборки монтажного паза. Технологическая особенность фрезы, которая используются на станке, состоит в обеспечении «мягкого входа» в обрабатываемую поверхность древесины. Это приводит к уменьшению вибрации, а также увеличит точность работы.
Ножи, применяемые во фрезах, являются съемными. Если оператор увидел, что не выдерживается необходимый размер обработанных поверхностей, то нужно заточить съемные ножи. Съемные ножи изготовляются из инструментальной высококачественной стали, что дает возможность использовать их один комплект длительное время, а при этом ресурс самой фрезы не ограничен.
Для уменьшения времени и облегчения установки в центре бревна используются специальные механические рычаги, их можно установить на станине в любое место, как показано на фото станка для оцилиндровки бревен. При проходе на малых диаметрах (до 200 миллиметров) монтажного паза может наблюдаться некоторый прогиб бревна, чтобы его исключить используется ролик-упор, который регулируется под обрабатываемый диаметр и устанавливается с противоположной фрезе стороны бревен.
При выборе венцовой чашки требуется надежная фиксация каретки, для такой цели используются механические тормозные устройства, которые ставят с обоих концов каретки и надежно фиксируют. А еще имеется специальный механизм фиксации каретки, не дающий её вращению при выборе чаш. При изготовлении продольного монтажного паза или чаши нужна также очень точная (ручная) регулировка – для этих целей установлен специальный механизм ручного вращения бревна.
Классификация оцилиндровочных станков
Оцилиндровочные станки для бревен по технологическим схемам можно разделить на два вида:
Проходные аппараты с непрерывным движением бревен. Бревно в проходных станках обрабатывается во время движения в зоне инструмента без остановки. Движение бревен можно осуществить без промежутка или с промежутком между торцами смежных бревен.
Цикловые аппараты с прерывистым движением бревен. За один цикл обработки в цикловых станках происходит повторяющийся комплекс передвижений. Цикловые станки делятся в свою очередь на два типа:
Цикло-проходные оцилиндровочные станки: бревно обрабатывается режущим инструментом, который совершает рабочие движения;
Цикло-позиционные оцилиндровочные аппараты: бревно обрабатывается при перемещении относительно области рабочего инструмента.
Каждое сочетание движений дает возможность определить кинематическую схему резания разными методами обработки. Работа станка представлена следующими сочетаниями движений бревна и рабочего инструмента: прямолинейное и два вращательных, прямолинейное и вращательное.
Бревно при обработке в проходных оцилиндровочных стаканах совершает прямолинейное движение, а инструмент — соответственно вращательное. Бревно в цикло-проходных станках в момент обработки вдоль оси бревна делает прямолинейное движение, а инструмент в позиции — вращательное, как показано на видео о станке для оцилиндровки бревен. Бревно при обработке в позиционных токарных станках производит вращательное движение, а сам инструмент (резец) перемещается прямолинейно, параллельно оси бревна.
В зависимости от формы и вида инструмента и его режущих кромок все виды обработки бревен можно разбить на два типа – фрезерование и точение. Точение характеризуется постоянным процессом образования стружки. Основным движением, которое совершается с довольно большой скоростью при точении, считается вращение инструмента или бревна. Фрезерование характеризуется непостоянным процессом образования стружки. При фрезеровании основным движением является вращение инструмента.
Деревообрабатывающие станки в наше время по степени автоматизации и механизации разделяются на следующие классы:
В механизированных станках основное движение и движения подачи производятся без участия человека. Оператор обеспечивает регулирование, настройку и разгрузку, а также загрузку станка.
В автоматах (автоматических станках) весь комплекс движений и операций производится станком. Человеку отводится роль по наблюдению за работой и периодической загрузкой станка заготовками. В полных автоматических станках автоматизирована и сама загрузка заготовок.
В полуавтоматических станках автоматизированы операции только в пределах одного цикла, а для выполнения следующего цикла обработки нужно участие человека.
Сравнивая разные оцилиндровочные станки для бревен, можно сказать, что отличается не только цена станков для оцилиндровки бревен, но и их функции:
Станки проходного типа имеют высокую производительность, но в тот же момент демонстрируют низкую точность обработки и довольно большую шероховатость поверхности из-за недостатка системы базирования;
Аппараты цикловые позиционные гарантируют высокую точность и обладают отличным качеством обрабатываемой поверхности, зато выпускная способность их намного меньше проходных аппаратов;
Цикловые позиционные станки имеют надежную систему базирования, занимают довольно маленькую производственную площадь и в производстве нашли широкое применение.
Монтаж оцилиндровочного станка своими руками
Обычно самодельные станки для оцилиндровки бревен делают на основе пилорам. Передний конус заменяют упором, а на заднюю бабку устанавливают упорный подшипник или конический роликоподшипник. Закрепленное бревно вращается с помощью дополнительного двигателя, либо вручную, что не так практично. Изготовление фрезы вызывает наибольшее затруднение. Чтобы как можно проще выполнить задачу, ее делают наборной, то есть собирают из нескольких элементов. Необходимо отметить, что материал самой фрезы должен быть прочным, то есть для данных целей мягкие сплавы не подойдут.
Наиболее простым способом обеспечения перемещения фрезы вдоль самого бревна считается укладка рельсового дополнительного пути, по которому будет продвигаться установка. Это даст возможность исключить перетаскивание вручную. Принцип работы такой установки похож на принцип работы обыкновенного фрезерного станка, когда заготовка, закрепленная в позах, вращается, а фреза — передвигается вдоль нее.
Помните, что рекомендуется устанавливать станок для оцилиндровки бревен своими руками на бетонированной площадке. Можно также эксплуатировать оцилиндровочный станок на утрамбованном грунте. В таком случае устанавливают станок на поперечные направляющие деревянные шпалы – например, брус сечением не меньше 1500X1500 мм. Между шпалами рекомендуемое расстояние равно одному метру. Также нужно исключить усадку почвы в местах, где будет установлен станок.
Станок начинают монтировать со сборки рамы. Следует производить сборку секций рамы и её устанавливать по ровному уровню в одной горизонтальной плоскости. Придерживайтесь погрешности установки на уровне не более 0,5 на 1000 миллиметров — как поперек направляющих, так и вдоль.
При установке рамы на забетонированную площадку раму монтируют на высоте приблизительно 15-20 сантиметров, а стыки секций — бетонируются. На установленную раму монтируются силовой агрегат, передние и задние бабки, стойки, на которые натягивают трос для крепления электрического подвижного кабеля. Устанавливается прижим-стопор на силовой агрегат. Также заземляется станок к общей системе заземления.
Далее подключается двигатель, который вращает заготовку. К электросети подключите станок, проверьте правильность подключения фаз сети питания соответствующим режимам питания. Для этого необходимо нажать кнопку подъема-опускания фрезы. В случае если реальное направление, по которому движется силовая головка, совпадет с тем же направлением, что указано на пульте управления, то тогда правильно произведено подключения электропитания. В обратном случае необходимо поменять фазы.
После этого нужно проверить направление вращения заготовки. Когда направление вращения неправильное, то необходимо поменять фазы местами на двигателе. Запрещается включать двигатель вращения заготовки и двигатель оцилиндровочного станка до того, пока не будет проведена проверка правильности подключения фаз электропитания.
Если вы, после того как сделали станок для оцилиндровки бревен, первоначальный пуск производите более чем через два месяца, после длительного перерыва, или станок на хранении и при транспортировке находился в условии повышенной влажности, то необходимо перед пуском выдержать его в сухом помещении некоторое время для удаления влаги из электрического оборудования.
Помните, что передние и задние бабки станка для оцилиндровки бревен должны размещаться параллельно направляющим и, соответственно выбранной длине, быть жестко зафиксироваными. Кроме того, необходимо проверить соосность задней и передней бабки оцилиндровочного станка. Для этой цели измерьте расстояние с точностью до одного миллиметра: между продольным профилем по вертикали и центром бабки, между ближней направляющей и центром бабки. Нужно, чтобы эти расстояния были одинаковыми для задней и передней бабки.
«ОЦИЛИНДРОВКА МИНИ»
Если Вы только начинаете бизнес в сфере малого домостроения из оцилиндрованного бревна — этот комплекс станков является наилучшим выбором. При освоении нового рынка возникает множество вопросов. Осваивать все технологии, обучать персонал, учиться работать с конечным заказчиком — все это лучше делать имея в руках простые станки с ширким функционалом, позволяющие гибко подстраивать Ваше производство под имеющиеся условия и требования клиентов.
Станки «Практик-2», «Квадрат-400», и «ТДБ-1» отработаны в производстве до малейших деталей, выпускаются нашим предприятием давно, в конструкции учтены множество замечаний и пожеланий конечных пользователей.
При минимальной стартовой стоимости оборудования (порядка 640 т.руб. в наиболее полной и удобной комплектации) Вы получаете универсальный комплекс станков для изготовления срубов из оцилиндрованного бревна. Возможности комплекса позволяют: оцилиндровать бревно, выбрать продольный паз, выбрать венцовую чашку (под различными углами к оси бревна), произвести точную торцовку бревна.
Все конструкции сделаны под требование: максимальная простота и надежность за минимальную цену. В станках отсутствуют дефицитные комплектующие. Все технические элементы станка (шпинделя, подшипники, ролики, ножи, фрезы) сделаны просто и надежно. Вы не будете привязаны к нам, как производителю в процессе эксплуатации и обслуживания станков. При необходимости, любое обслуживание и ремонт можно сделать в минимально оборудованной мастерской, которая есть в любом маленьком городе или в селе. Каких-либро узкоспециальных навыков для обслуживания этих станков не нужно. Достаточно квалификации рядового слесаря.
Некоторые станки из этой серии мы встречаем уже после 7-10 лет эксплуатации по прежнему в работоспособном состоянии. В принципе, их сложно сломать так, чтобы ремонт потребовал существенных вложений. Максимум — поменять подшипники, звездочки — и вперед, в работу.
Номинальная производительность «Простого» комплекса — 6-10 м.куб готового материала в смену. Подробнее о производительности оцилиндровочного оборудования можно прочитать здесь.
Фотографии станков комплекса
Состав комплекса
1. Универсальный оцилиндровочный станок «Практик 2»; Это универсальный оцилиндровочный станок минимальной стоимости, позволяющий делать все необходимые операции с одной установки бревна. Два шпинделя (две фрезы). Первая фреза (универсальная) служит для оцилиндровки бревна и для выборки чашки под прямым углом. Вторая фреза служит для выборки продольного паза. Станок можно эксплуатировать без механического привода движения каретки, но все-же удобнее комплектация с приводом. Рабочие зоны фрез и каретка в целом надежно закрыты, станок соответствует самым строгим требованиям безопасности. Стоимость (июнь 2015) в наиболее популярной комплектации, с приводом подачи каретки — 375 т.р.
2. Чашкорезный станок «Квадрат 400»; Использование чашкорезного станка серьезно расширяет возможности производства. Появляется возможность делать чашки под произвольным углом к оси бревна (конструкции сруба типа «эркер»). За счет переноса операции выборки чашки на отдельный станок увеличивается общая производительность производства. Стоимость с полным комплектом фрез — 169 т.р.
3. Дисковая торцовка ТДБ-1; Как правило, дисковая торцовка устанавливается в одну линию с чашкорезным станком, что позволяет торцевать бревна быстро и точно. Положение чашки относительно торца бревна выставляется при помощи системы упоров, что снижает риск ошибки. Срез торца бревна получаетя после дисковой пилы очень чистый и красивый. Стоимость дисковой торцовки с пилой диаметром 700 мм (пила с твердосплавными напайками) и приводом 5.5 кВт — 64 т.р.
4. Станок для заточки ножей оцилиндровочного станка «ТЧР 2». Вопрос заточки инструмента очень важен для деревообработчика. Очень удобно, когда заточной станок имеется рядом с местом эксплуатации деревообрабатывающего оборудования. Заточной станок позволяет затачивать как прямые ножи универсальной фрезы, так и радиусные ножи для пазовой фрезы. Стоимость станка в полной комплектации — 30 т.р
Окупаемость комплекса
Таким образом, за сумму в 640 т.р. (меньше стоимости более-менее приличного автомобиля) Вы получаете готовую производственную линию, мини-завод позволяющий успешно заниматься «живым» и позитивным делом, строить красивые и экологичные дома.
Как и в любом другом деле успешность бизнеса по строительству домов из оцилиндрованного бревна определяется множеством не всегда очевидных факторов. Мы постоянно поддерживаем контакты с десятками производственных фирм, которые только начинали заниматься деревообработкой когда приобретали первые наши станки, постепенно развивались и расширялись и активно работают на данном рынке в настоящее время. Мы можем поделиться опытом, накопленным более чем за 10 лет работы в данном сегменте оборудования.
1. Оцилиндрованное бревно, полученное на позиционном станке — очень качественный материал, для требовательного заказчика. Соответственно, стратегия успешного бизнеса в данной сфере не погоня за «кубатурой», а упор на предоставлению заказчику полного комплекса услуг. Т.е. Ваш бизнес должен заключаться не в продаже кубов материала, а в изготовлении готового изделия — дома. Фактически, продавая оцилиндрованное бревно «на сторону» Вы отдаете 9/10 потенциальной прибыли и несете при этом максимум издержек. Для успешных компаний призводство оцилиндрованного бревна как правило, является органической частью строительного бизнеса.
2. Критически важным моментом, влияющим на рентабельность производства оцилиндрованного бревна является доступ к качественному исходному сырью по адекватной цене. Лучше всего, если сортировка леса под производство оцилиндрованного бревна осуществляется в рамках крупного лесопильного комплекса. Тогда основной объем леса идет на распиловку, а подобранный лес идет в оцилиндровочный станок. В таком случае, производительность оцилиндровочного комплекса может увеличиться вдвое, по сравнению с плохо отсортированным сырьем, себестоимость продукции, соответственно, существенно уменьшается.
3. Рассмотрим теперь худший вариант , когда производство оцилиндровки производиться из покупного, не очень хорошо подобранного сырья, и готовый материал продается как погонаж. В более «лесистых» регионах нашей страны стоимость готового оцилиндрованного бревна от 8-9 т.руб, и стоимость сырья ниже. В более «центральных» регионах стоимость оцилиндровки до 11-12 т.р., но и стоимость сырья выше. Ориентировочно, можно принять чистый «выхлоп» с одного куба оцилиндрованного бревна с учетом всех расходов и зарплаты не менее 3 т.руб. Если производство работает в одну смену, (на плохо отсортированном сырье) будет получаться порядка 5 м.куб готового материала за 8 часов. Считая дневной результат — 15 т.р. получаем срок окупаемости оборудования порядка 40-50 смен. Т.е. при самых грубых и заниженных подсчетах, в наихудших условиях, окупаемость оборудования — 3 месяца односменной работы (с двумя выходными).
4. На сруб типового дома 120-150 м.кв. требуется порядка 100 м.куб. оцилиндровки. Это количество материала (при односменной работе, на плохом сырье) ваше производство сделает за месяц не торопясь, без переработок и авралов.
В итоге, получаем, что изготовив за 3 месяца, 2-3 сруба дома площадью 120-150 м.кв. вы полностью окупите оборудование даже при самых худших условиях, на покупном, плохо подобранном сырье, и продавая оцилиндрованное бревно как материал, «на сторону».