Содержание
- Дюймовая резьба: таблица размеров, шаг, обозначения, ГОСТ и маркировки
- Основные моменты
- Таблицы размеров дюймовых и метрических мелких и крупных резьб
- Подробная таблица размеров трубных резьб с дюймами и мм
- Что собой представляет трубная резьба
- Существующие способы нарезки резьбы
- Параметры классификации трубной резьбы
- Формы и типы резьб
- Угол профиля дюймовой резьбы равен градусов
Угол профиля дюймовой резьбы равен градусов
Дюймовая резьба: таблица размеров, шаг, обозначения, ГОСТ и маркировки
Винты и гайки, болты, шурупы и многочисленный крепежный инструмент с нанесением винтовых насечек являются наиболее популярным товаром среди метизов. Их «бум» состоялся в 18 веке вместе с промышленной революцией. Тогда уже все поняли, что недостаточно иметь один вид изделия для всех нужд, требуются многочисленные типоразмеры, а также различные разновидности форм. В статье мы дадим таблицу дюймовых резьб с разными параметрами: размерами в мм, метрическими обозначениями, наружными и внутренними диаметрами и со стандартным шагом по ГОСТ на них, а также расскажем про виды изделий.
Основные моменты
Небольшая историческая справка, чтобы понять, почему так важны стандарты, и почему весь мир производит продукцию, которая им соответствует. До второй половины 16 века еще не было изобретено резьбонарезного станочного оборудования, поэтому все винты, которые применялись в редких конструкциях, были созданы вручную. Соответственно, изготовитель сам выбирал удобный отступ по виткам, поскольку добивался соответствия показателям нарезки на деталь. Ему не нужно было, чтобы данный крепеж еще к чему-то подходил. Но в 1568 году был создан первый станок, который модернизировал весь процесс и позволил ввести крепежные пары с резьбой в производство. Координация поступательного движения была зафиксирована, поэтому изначально был только один типоразмер, соответственно, маркировка не требуется.
С развитием технологии появилась потребность в разных вариантах пар «болт + гайка», чтобы они могли скреплять более мелкие или, напротив, крупные соединения. Тогда станки постепенно совершенствовались – улучшился привод (изначально он был ножной, с ходом времени – электрический), а также появилась возможность настраивать резьбонарезные режимы, а именно: глубину врезки, расстояние между витками.
И только в 18 веке, который назван индустриальным, крепежные инструменты получили такое распространение и многообразие, что нельзя было допускать разнокалиберного производства, нужно было все унифицировать. Потребность исходила именно из нужд строительства, поэтому производители постепенно сошлись на одних принятых стандартах.
Но несмотря на различия в двух системах исчисления есть стандартные параметры, по которым и происходит сверка типоразмеров и маркировка. Конкретно это:
- Длина болта (шурупа и пр.) и расстояние нанесения витков.
- Количество спиралей – устройство может быть однозаходным и многозаходным.
- Внутренний диаметр под дюймовую резьбу. Берутся две самые глубокие точки (это дно канавок), которые расположены напротив, например, в гайке или в трубе, других деталях для соединения. Это и будет d (стандартное обозначение в формулах).
- Внешний, или D. Он же – наружный. Для его измерения нужно зафиксировать отрезок, который образуется между двумя наиболее выпирающими ступенями, которые расположены параллельно.
- Направление – здесь все просто, бывает правосторонняя и левосторонняя нарезка. Правый вариант распространен, используется намного чаще как при машиностроении, так и в быту, например при обычном завинчивании пробки на горлышко бутылки. К слову на этом примере тоже можно рассматривать и изучать нанесение резьбы. Левая тоже применяется, но реже, преимущественно в тех случаях, когда само вращение элемента рассчитано в ту же сторону (чтобы предотвратить развинчивание). Данные крепежи отмечены спецзнаками, применяются в ходовой части автомобиля, при креплении педалей велосипеда, в разных инструментах и станках.
- Профиль. Это геометрическая форма, которую имеет нарезка. Концы гребней могут быть острые, тогда получается треугольник в сечении, или с усеченным конусом, прямоугольником. Чтобы наиболее наглядно это увидеть, если есть желание, можно взять болт и разрезать его вдоль, затем посмотреть на разрез или сделать его отпечаток. Но так как стандарты дюймовых резьб представлены в маркировках, достаточно найти обозначение в дюймах в сопроводительной документации. А мы покажем это на схематическом изображении.
- Шаг. Одна из часто используемых характеристик, объясняет то, на каком расстоянии находятся одинаково удаленные от центра ближайшие точки. Удобно засекать по двум рядом стоящим гребням. Есть (указывается как Р) мелкий и крупный.
- Ход. Это то, как пройдет один виток при обороте на 360 градусов. Он в формулах представлен как Ph. Полностью зависит от двух параметров: от промежутков и количества заходов. Чаще всего встречаются двухзаходные болты, поэтому в них ход равен двум. Формула для вычисления: Ph = Р*n, где n – это количество заходов.
Посмотрим для наглядности на схематическое изображение:
На схеме видим ось. Это визуальная срединная линия, представляющая собой центр и находящаяся на одинаковом удалении от всех верхних точек гребней и внутренних – от дна канавок.
Мы привели основные аргументы и рассказали о происхождении всей системы измерений. Но при маркировке используются дополнительные характеристики. Вот как еще можно определить дюймовую резьбу:
- По углу подъема. Это то, насколько круто происходит врезка. Обычно, чем больше шаг и количество заходов, тем острее угол. Также этот показатель влияет на эксплуатационные качества в том числе, на то, насколько сложно спираль сбить, срезать.
- По длине свинчивания – это то расстояние, где соприкасаются внутренняя и внешняя нарезка парного крепежного соединения.
- По сбегу. Это промежуток с неполным неглубоким профилем, поскольку на этом небольшом участке происходит плавный, постепенный переход к гладкой части метиза.
Таблицы размеров дюймовых и метрических мелких и крупных резьб
Теперь мы представим сравнительные табличные данные. Сразу укажем, что невозможно и нецелесообразно в рамках одной данной статьи предоставлять все нормативные документы, поскольку узнать исчерпывающую информацию по всем типоразмерам можно в соответствующих ГОСТах. Мы представим самые распространенные. Сначала отметим, что шаг бывает:
- более 68 мм;
- до 68 мм включительно.
Отсюда приведем два списка с рассматриваемой маркировкой и указанием в миллиметрах:
Подробная таблица размеров трубных резьб с дюймами и мм
Стыковка отдельных элементов трубопроводной арматуры водопроводов и газовых линий производится резьбовым соединением. Такой стык обеспечивает прочный и надежный узел, гарантирующий долговечность и герметичность всей инженерной сети.
В предложенной обзорной статье собрана полная информация о популярных видах соединений, используемых в быту и ремонтно-строительных работах. Любой домашний мастеровой, сантехник – любитель после прочтения статьи получит исчерпывающие ответы на все вопросы по трубной резьбе.
Что собой представляет трубная резьба
Внешний вид металлической водопроводной или газовой трубы представляет полый стержень с ровной поверхностью с гладкими краями окончаний. Чтобы во время прокладки линий трубопровода и подключения домашнего сантехнического оборудования исключить сложные сварочные работы необходимые соединения выполняют резьбовым профилем.
В учебниках по машиностроению и слесарному делу подробно объясняется значение технического термина «трубная резьба»- это спиралевидная канавка, которую нарезают на металлическую поверхность трубы.
За счет чередующихся выступов и впадин на поверхности создается винтовой «рисунок» различного рельефа с разным расстоянием между витками. Нарезку витков канавок выполнят по внешней или внутренней стороне трубной поверхности.
Этим способом соединяются отдельные труб, фитинги и другие элементы с трубными разъемами.
Любой вид резьбы обладает следующими показателями:
- Диаметр нарезки. Если рассмотреть конструктивное устройство трубы как полость линейной формы ограниченной внутренними стенками, становится понятным три единицы измерения нарезки профиля: наружный диаметр d, внутренний d1, средний d2.
- Диаметр соединительной муфты. В отдельных соединениях для стыковки двух труб применяется соединительная муфта. Единицы измерения профиля резьбы аналогичны измерительным параметрам диаметра нарезки трубы: наружный D1, внутренний D2, средний D2.
- Шаг рельефа Р. Этот показатель определяет расстояние между боковыми повторяющими канавками профильной нарезки.
- Радиус закругления. Величина показывает степень округлости вершин и впадин резьбового профиля.
- Форма профиля. Показатель обозначает высота треугольника Н и высота рабочего профиля Н1.
Кроме перечисленных единиц измерения важны показатели направления витков, число заходов и, самое главное, назначения.
Чтобы получить резьбовое соединение высокого качества, нарезку производят по установленным нормам и стандартам.
Существующие способы нарезки резьбы
Трубную резьбу наносят следующими способами:
- Для нарезки внутреннего и наружного профиля используются специальные слесарные инструменты метчики и плашки. Этот способ нарезки часто используют сантехники – любители в самостоятельном монтаже бытовых трубопроводов.
- Нарезка по способу накатки применяют для металлических водопроводных и газовых труб диаметром 10 мм – 65 мм. Полученный профиль характеризуется высокой точностью.
- Заготовку обрабатывают специальными резцами на токарных станках. По данной методике наносится трубная резьба любого диаметра.
Первые два способа чаще всего используются в бытовых инженерных коммуникациях, третий используются при строительстве промышленных трубопроводов.
Параметры классификации трубной резьбы
Классификацию резьбовых соединений производят по разным параметрам. По способу нарезки можно сгруппировать на следующие виды:
- Тип поверхности расположения канавок – в виде цилиндра (цилиндрическая) или конуса (коническая).
- Расположение на изделии. Нарезают по наружной или внутренней поверхности.
- Число заходов спиральных углублений. Могут быть однозаходные и многозаходные.
- Профиль накатки. Это может быть прямоугольник, треугольник или трапеция. Чаще всего используется треугольный профиль, как самый прочный универсального назначения.
- Направление витков. Может быть прямоугольной или левосторонней.
- Единица измерения диаметров. Резьбовые соединения измеряются в метрической или дюймовой системе.
- Назначение. Могут быть крепежными, ходовыми, крепежно-уплотнительными и упорными.
Трубные резьбы, используемые при монтаже систем водоснабжения, отопительной сети и канализации, подразделяются на следующие виды:
Область применение каждого вида профиля уточняется его техническими свойствами и характеристиками.
Коническая
Трубный профиль с нарезом в виде уменьшенного конуса называется конической резьбой.
На чертежах и монтажных схемах обозначается английской буквой G и измеряется в дюймах. Нарезка такого вида применяется для герметичности трубопроводов высокого давления, заполненных жидкостями или газообразными веществами. Коническая накатка обеспечивает прочное монолитное соединение изделий.
В качестве примера можно привести гидропривод тяжелой техники, в котором маслянистая жидкость работает в условиях высокого давления. В этом случае в соединении узлов задействованы профили разного типа. Поэтому конические резьбовые соединения обозначаются показателем в виде дроби, где числитель – это внутренняя резьба, а внешняя – показана в знаменателе.
Круглая метрическая
К сантехнической арматуре предъявляются высокие требования герметичности и разъемности соединений.
Конструктивные особенности круглой метрической резьбы обеспечивают высокую сопротивляемость к внешним и внутренним усилиям, что значительно увеличивает срок службы всего узла.
Профиль по внешнему виду напоминает окружности, с вершинами и впадинами, соединенных под углом 90 градусов.
Круглой резьбой оборудуются следующие элементы:
Круглые нарезки можно использовать в деталях и элементах, эксплуатируемых в загрязненных средах.
National pipe thread — NPT
С маркировкой стандартами NPT (National pipe thread) сталкиваются при покупке сантехнической арматуры и изделий, произведенных в Америке. Резьба NPT соответствует ГОСТу № 6111.1952 года. Несмотря на свою давность этот стандарт применяется практически во всех странах СНГ. В этом документе содержится описание дюймовой конической резьбы с профилем в 60 градусов.
Резьба по стандарту NPT изготавливается в размерах от 1/16 до 24 дюйма. Следует учесть, что такой маркировкой обозначается пропускное сечение полости трубы, а не привычный измеритель — наружные диаметры подключаемых патрубков или штуцеров.
Таблица основных размеров конической дюймовой резьбы по стандартуNPTи ГОСТу 6111.
Резьба дюймовая
ОСНОВНЫЕ ПАРАМЕТРЫ ДЮЙМОВЫХ РЕЗЬБ
( стандарты BSW (Ww), BSF, UNC, UNF )
Вершины и впадины профиля дюймовой резьбы, аналогично метрической, плоско срезаны. Шаг дюймовой резьбы определяется числом ниток (витков) на один дюйм 1′, но у нее угол при вершине равен 55° (резьба Витворта — британский стандарт BSW (Ww) и BSF), угол при вершине равен 60° (американский стандарт UNC и UNF).
Hаpужный диаметp pезьбы измеpяется в дюймах 1′ = 25,4 мм — штpих ( ‘ ) условное обозначение дюйма. Дюймовая резьба характерезуется числом ниток на один дюйм. По американским стандартам дюймовую резьбу выполняют с крупным (UNC) и мелким (UNF) шагом.
NPSM — американский стандарт на резьбу дюймовую трубную цилиндрическую.
NPT — американский стандарт на резьбу дюймовую коническую.
ASME/ANSI B1.1 – 2003 Unified Inch Screw Threads, UN & UNR Thread Form
ASME/ANSI B1.10M – 2004 Unified Miniature Screw Threads
ASME/ANSI B1.15 – 1995 Unified Inch Screw Threads, UNJ Thread Form
АМЕРИКАНСКАЯ ДЮЙМОВАЯ РЕЗЬБА
Основные параметры дюймовой резьбы:
d (D) – наружный диаметр резьбы соответственно болта и гайки;
dp (Dp) – средний диаметр резьбы соответственно болта и гайки;
di (Di) – внутренний диаметр резьбы соответственно болта и гайки;
n – число ниток на дюйм.
Американская резьба с крупным шагом – UNS
Размеры резьбы, дюймы (мм)
Размеры резьбы, дюймы (мм)
Американская резьба с мелким шагом – UNF
Размеры резьбы, дюймы (мм)
Размеры резьбы, дюймы (мм)
Американская резьба с особо мелким шагом – UNEF
Размеры резьбы, дюймы (мм)
Размеры резьбы, дюймы (мм)
Размеры резьб – это наружный диаметр резьбы, выраженный в дробных долях дюйма. Одной из основных характеристик дюймовой винтовой резьбы является количество витков на дюйм длины резьбы (n). Количество витков и шаг резьбы Р связаны соотношением:
Американские стандарты предусматривают две формы резьбы:
— резьба с плоской впадиной, которая обозначается буквами UN;
— резьба с радиусной впадиной, которая обозначается буквами UNR.
Стандартом определены три класса точности резьб. Эти классы обозначаются, как 1А, 2А, 3А, 1В, 2В, 3В. Классы точности 1А, 2А, 3А относятся к наружным резьбам; классы точности 1В, 2В, 3В относятся к внутренним резьбам. Класс точности 1А, 1В является самым грубым и применяется в случаях, когда требуется быстрая и легкая сборка, даже с частично загрязненной и помятой резьбой. Класс точности 2А, 2В является наиболее распространенными и применяется для резьб общего назначения. Класс точности 3А, 3В предъявляет наиболее жесткие требования к резьбам и применяется в случаях, когда требуется обеспечить минимальный зазор в резьбовом соединении.
Обозначение резьбы. Сначала записывается номинальный размер, затем число витков на дюйм резьбы, символы группы резьбы и символ класса точности. Буквы LH в конце записи обозначают левую резьбу. Номинальный размер – это наружный диаметр, определяемый как дробный размер или номер резьбы, или их десятичный эквивалент.
Например: 1/4 – 20UNS – 2A или 0,250 – 20UNC – 2A
БРИТАНСКИЙ СТАНДАРТ ДЮЙМОВЫХ РЕЗЬБ
( BSW (Ww) и BSF )
ГОСТ 3469-91 — Микроскопы. Резьба для объективов. Размеры
ГОСТ 4608-81 — Резьба метрическая. Посадки с натягом
ГОСТ 5359-77 — Резьба окулярная для оптических приборов. Профиль и размеры
ГОСТ 6042-83 — Резьба Эдисона круглая. Профили, размеры и предельные размеры
ГОСТ 6111-52 — Резьба коническая дюймовая с углом профиля 60 градусов
ГОСТ 6211-81 — Резьба трубная коническая
ГОСТ 6357-81 — Резьба трубная цилиндрическая
ГОСТ 8762-75 — Резьба круглая диаметром 40 мм для противогазов и калибры к ней. Основные размеры
ГОСТ 9000-81 — Резьба метрическая для диаметров менее 1 мм. Допуски
ГОСТ 9484-81 — Резьба трапецеидальная. Профили
ГОСТ 9562-81 — Резьба трапецеидальная однозаходная. Допуски
ГОСТ 9909-81 — Резьба коническая вентилей и баллонов для газов
ГОСТ 10177-82 — Резьба упорная. Профиль и основные размеры
ГОСТ 11708-82 — Резьба. Термины и определения
ГОСТ 11709-81 — Резьба метрическая для деталей из пластмасс
ГОСТ 13535-87 — Резьба упорная усиленная 45 градусов
ГОСТ 13536-68 — Резьба круглая для санитарно-технической арматуры. Профиль, основные размеры, допуски
ГОСТ 16093-2004 — Резьба метрическая. Допуски. Посадки с зазором
ГОСТ 16967-81 — Резьба метрическая для приборостроения. Диаметры и шаги
ГОСТ 24737-81 — Резьба трапецеидальная однозаходная. Основные размеры
ГОСТ 24739-81 — Резьба трапецеидальная многозаходная
ГОСТ 25096-82 — Резьба упорная. Допуски
ГОСТ 25229-82 — Резьба метрическая коническая
ГОСТ 28487-90 — Резьба коническая замковая для элементов бурильных колонн. Профиль. Размеры. Допуски
Формы и типы резьб
Метрическая резьба (рис. 120). Основным типом крепежной резьбы в России является метрическая резьба с углом треугольного профиля а равным 60°. Размеры ее элементов задаются в миллиметрах.
Согласно ГОСТ 8724-81 метрическая резьба для диаметров от 1 до 600 мм делится на два типа: с крупным шагом (для диаметров от 1 до 68 мм) и с мелким шагом (для диаметров от 1 до 600 мм).
Резьба с крупным шагом применяется в соединениях, подвергающихся ударным нагрузкам. Резьба с мелким шагом — в соединениях деталей с тонкими стенками и для получения герметичного соединения. Кроме того, мелкая резьба широко применяется в регулировочных и установочных винтах и гайках, так как с ее помощью легче осуществить точную регулировку.
При проектировании новых машин применяется только метрическая резьба.
Дюймовая резьба (рис. 121). Это резьба треугольного профиля с углом при вершине 55° (а равным 55°). Номинальный диаметр дюймовой резьбы (наружный диаметр резьбы на стержне) обозначается в дюймах. В России дюймовая резьба допускается только при изготовлении запасных частей к старому или импортному оборудованию и не применяется при проектировании новых деталей.
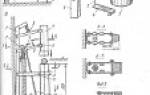
Трубная цилиндрическая резьба ГОСТ 6357-81, представляет собой дюймовую резьбу с мелким шагом, закругленными впадинами и треугольным профилем с углом 55°. Трубную цилиндрическую резьбы нарезают на трубах до 6″. Трубы свыше 6″ сваривают. Профиль трубной цилиндрической резьбы приведен на рис. 122.
Трубные конические резьбы применяются двух типоразмеров. Трубная коническая резьба ГОСТ 6211-81, соответствует закругленному профилю трубной цилиндрической резьбы с углом 55° (рис. 123,1).
Коническая дюймовая резьба ГОСТ 6111-52 имеет угол профиля 60°(рис7 123, II). Конические резьбы применяются почти исключительно в трубных соединениях для получения герметичности без специальных уплотняющих материалов (льняных нитей, пряжи с суриком и т. д.).
Теоретический профиль конической резьбы приведен на рис. 124. Конусность поверхностей, на которых изготавливается коническая резьба, обычно 1 : 16. Биссектриса угла профиля перпендикулярна оси резьбы.
Диаметральные резьбы конических резьб устанавливаются в основной плоскости (2 — торец муфты), которая перпендикулярна к оси и отстоит от торца трубы 1 на расстоянии I, регламентированном стандартами на конические резьбы (3 — муфта; 4 — торец трубы; 5 — ось трубы).
В основной плоскости диаметры резьбы равны номинальным диаметрам трубной цилиндрической резьбы. Это позволяет конические резьбы свинчивать с цилиндрическими, так как шаг и профили данных резьб для определенных диаметров совпадают.
Коническим резьбам присущи аналогичные цилиндрическим резьбам определения и понятия, такие, как наружный, средний и внутренний диаметры резьбы. Шаг резьбы Рh измеряется вдоль оси.
При свинчивании трубы и муфты с номинальными размерами резьбы без приложения усилия длина свинчивания равна l.
Обозначение трубной резьбы обладает особенностью, которая заключается в том, что размер резьбы задается не по тому диаметру, на котором нарезается резьба, а по внутреннему диаметру трубы. Этот внутренний диаметр называется диаметром трубы «в свету» и определяется как условный проходной размер трубы,
Трапецеидальная резьба ГОСТ 9484-81 (рис. 125). Профиль резьбы — равнобочная трапеция с углом а равным 30°. Трапецеидальная резьба применяется для передачи осевых усилий и движения в ходовых винтах. Симметричный профиль резьбы позволяет применять ее для реверсивных винтовых механизмов.
Упорная резьба ГОСТ 10177-82 (рис. 126). Профиль резьбы — неравнобочная трапеция с углом рабочей стороны 3° и нерабочей — 30°. Упорная резьба обладает высокой прочностью и высоким КПД. Она применяется в грузовых винтах для передачи больших усилий действующих в одном направлении (в мощных домкратах, прессах и т. д.).
В прессостроении применяется также упорная резьба. Профиль этой резьбы несколько отличается от упомянутой выше упорной резьбы, Профиль такой упорной резьбы по ГОСТ 13535-87 представляет собой неравнобочную трапецию с углом рабочей стороны 0° и нерабочей — 45°.
Прямоугольная и квадратная р е з ь б ы (рис. 127) имеют высокий КПД и дают большой выигрыш в силе, поэтому они применяются для передачи осевых усилий в грузовых винтах и движения в ходовых винтах. Прямоугольные и квадратные резьбы не стандартизированы, так как имеют следующие недостатки: в соединении типа «болт — гайка» трудно устранить осевое биение; обладают прочностью меньшей, чем трапецеидальная резьба, так как основание витка у трапецеидальной резьбы при одном и том же шаге шире, чем у прямоугольной или квадратной резьб; их труднее изготовить, чем трапецеидальную.
Примечание. В ответственных соединениях эти резьбы заменены трапецеидальной.
Угол профиля дюймовой резьбы равен градусов
Резьба — чередующиеся выступы и впадины на поверхности тела вращения, расположенные по винтовой линии; применяется как средство соединения, уплотнения или обеспечения заданных перемещений деталей машин, механизмов, приборов, аппаратов и сооружений.
Виток резьбы — часть резьбы, образованной при одном повороте профиля вокруг оси вращения.
Наружный диаметр резьбы (d) — диаметр воображаемого цилиндра, описанного вокруг вершин наружной резьбы или вписанного во впадины внутренней резьбы.
Номинальный диаметр резьбы — диаметр, условно характеризующий размеры резьбы и используемый при ее обозначении.
Внутренний диаметр резьбы (d1) — диаметр воображаемого цилиндра, вписанного во впадины наружной резьбы или описанного вокруг вершин внутренней резьбы.
Профиль резьбы — плоская фигура, получаемая в плоскости, проходящей через ось резьбы.
Высота профиля (H) — радиально измеренная высота основного расчетного теоретического профиля (высота исходного треугольного профиля), общего для резьбы на стержне и в отверстии.
Угол профиля — угол между боковыми сторонами профиля, измеренный в осевой плоскости резьбы.
Наружный диаметр резьбы
Шаг резьбы ( P ) — расстояние между соседними одноименными точками профиля в направлении, параллельном оси резьбы той же винтовой поверхности.
Ход резьбы ( P h ) — расстояние по линии, параллельной оси резьбы, между исходной средней точкой на боковой стороне резьбы и средней точкой, полученной при перемещении исходной по винтовой линии на угол 360°. В однозаходной резьбе ход равен шагу, в многозаходной – произведению шага на число заходов n: P h = n P .
Соотношение шага и хода резьбы в зависимости от числа заходов
Рабочая высота профиля (h) — наибольшая высота соприкосновения сторон профиля резьбовой пары, измеренная радиально.
Длина свинчивания (L) — длина участка взаимного перекрытия наружной и внутренней резьбы в осевом направлении.
Профиль резьбы установлен ГОСТ 9150-81 и представляет собой треугольник с углом при вершине 60 о .
Это основной вид крепежной резьбы. Предназначен для соединения деталей непосредственно друг с другом или с помощью стандартных изделий, имеющих метрическую резьбу, – болтов, винтов, шпилек, гаек.
Основные ее элементы и параметры задаются в миллиметрах (ГОСТ 24705-81 ).
Согласно ГОСТ 8724-81 метрические резьбы выполняются с крупным и мелким шагом на поверхностях диаметром от 1 до 68 мм, свыше 68 мм резьба имеет только мелкий шаг, причем мелкий шаг резьбы может быть разным для одного и того же диаметра, а крупный имеет только одно значение. Крупный шаг в условном обозначении резьбы не указывается. Так, для резьбы диаметром 10 мм крупный шаг резьбы равен 1,5 мм, мелкий — 1,25; 1; 0,75; 0,5 мм.
Резьба трубная цилиндрическая
Примеры условного обозначения:
М18-6g резьба метрическая наружная , номинальный диаметр 18 мм , шаг крупный, поле допуска резьбы 6g;
М18х0,5-6g то же, шаг мелкий Р=0,5;
М18LH-6g то же, но левая;
М18-6Н резьба метрическая внутренняя , номинальный диаметр 18 мм , шаг крупный, поле допуска резьбы 6Н.
В настоящее время нет стандарта, который регламентирует основные размеры дюймовой резьбы. Ранее существовавший ОСТ НКТП 1260 отменен, и применение дюймовой резьбы в новых разработках не допускается.
Резьба треугольного профиля с углом при вершине 55 о .
В соответствии с ГОСТ 63 11 –81 трубная цилиндрическая резьба имеет профиль дюймовой резьбы, т.е. равнобедренный треугольник с углом при вершине, равным 55°.
Резьба стандартизована для диаметров от 1/16 » до 6″ при числе шагов z от 28 до 11. Номинальный размер резьбы условно отнесен к внутреннему диаметру трубы (к величине условного прохода). Так, резьба с номинальным диаметром 1 мм имеет диаметр условного прохода 25 мм, а наружный диаметр 33,249 мм.
Примеры условного обозначения:
G1 1 /2-А резьба трубная цилиндрическая, 1 1 /2 условный проход в дюймах, класс точности А;
G1 1 /2LH-B-40 то же, но левая, класс точности В, длина свинчивания 40 мм.
Резьба с профилем в виде равнобочной трапеции с углом 30 о . Применяется для передачи возвратно-поступательного движения или вращения в тяжело нагруженных подвижных резьбовых соединениях. Часто используется при изготовлении ходовых винтов, согласно ГОСТ 24738-81 выполняется на поверхностях диаметром от 8 до 640 мм.
Трапецеидальная резьба может быть однозаходной (ГОСТ 24738-81, ГОСТ 24737-81) и многозаходной (ГОСТ 24739-81). ГОСТ 9484-81 устанавливает профиль трапецеидальной резьбы.
Пример условного обозначения:
Tr40х6 — трапецеидальная однозаходная резьба с наружным диаметром 40 мм, шагом 6 мм.
Р езьба с профилем в виде неравнобочной трапеции с углом рабочей стороны 3 о и нерабочей — 30 о . Упорная резьба, как и трапецеидальная, может быть однозаходной и многозаходной. Выполняется на поверхностях диаметром от 10 до 640 мм (ГОСТ 10177-82). Применяется для передачи больших усилий, действующих в одном направлении: в домкратах, прессах и т.д.
Пример условного обозначения:
S80х 10 — упорная однозаходная резьба с наружным диаметром 80 мм, шагом 10 мм;
S80х 20(P10) — упорная многозаходная резьба с наружным диаметром 80 мм, величиной хода 20 мм, шагом 10 мм.
Эта р езьба имеет прямоугольный (или квадратный) нестандартный профиль, поэтому все ее размеры указываются на чертеже. Применяется для передачи движения тяжело нагруженных подвижных резьбовых соединений. Обычно выполняется на грузовых и ходовых винтах.
Р езьба с круглым профилем (ГОСТ 6242-83) обладает сравнительно большим сроком службы и повышенным сопротивлением при значительных нагрузках. Применяется при изготовлении часто свинчиваемых соединений (шпиндели, вентили и т.д.), работающих в загрязненной среде, а также тонкостенных деталей с накатанной или штампованной резьбой (цоколь электролампы и т.д.).
Пример условного обозначения:
Rd16 — круглая резьба с наружным диаметром 16 мм.
Если круглая резьба применяется в соединениях санитарно-технической арматуры, то ее обозначение будет следующим: Кр12х2,54 (ГОСТ 13536-68).