Содержание
- Справочник химика 21
- Химия и химическая технология
- Плакирование алюминиевых сплавов
- Плакировка алюминия это
- 1 Область применения
- 2 Нормативные ссылки
- 3 Классификация
- 4 Основные параметры и размеры
- Плакирование
- Содержание
- Процессы плакирования
- Виды плакирования
- Применение
- Примечания
- Особенности проектирования деталей из алюминия подлежащих гальванопокрытию
- 10 причин использовать рифленый алюминий
- Алюминиевый лист с рифлением
- Нормативы по рифленому алюминию
- Горячий и холодный прокат
- Плакирование
Плакировка алюминия это
Справочник химика 21
Химия и химическая технология
Плакирование алюминиевых сплавов
Плакированный алюминиевый сплав Д16 [c.154]
Увеличение частоты нагружения с 0,4 до 57 Гц нё оказало влияния на изменение сопротивления усталости образцов из плакированных алюминиевых сплавов в вакууме [195]. В воздухе с влажностью Всего 0,05 % частотный фактор уже существенно проявляется. [c.124]
Плакированный алюминиевый сплав Д16 м р в 1 1 2 1 1 2 1 1 2 1 1 2 1 1 2 1 1 2 1 2 3 1 1 2 1 2 3 1 2 3 1 2 3 1 2 3 1 1 2 1 1 2 1 1 2 1 1 2 [c.159]
Усталостная долговечность металлов повышается созданием в поверхностном слое сжимающих напряжений, например, наклепом дробью коррозионная усталость уменьшается путем нанесения гальванических цинковых покрытий на сталь, плакирования алюминиевых сплавов, окраски, а также рационального конструирования, например избегая щелей, которые могут вызвать зарождение питтингов, а также надрезов, являющихся концентраторами напряжений. Если на поверхностях, где были созданы сжимающие напряжения, возникнет питтинг, то преимущества такой обработки, по-видимому, будут утрачены, если глубина питтингов станет сравнимой с толщиной слоя, находящегося под напряжением сжатия. [c.195]
В сельскохозяйственной авиации получило широкое распространение кадмирование или плакирование алюминиевых сплавов. Применяется также цинкование и хромирование сталей. Применение органических покрытий, особенно лакокрасочных, — наиболее распространенный способ заш,иты от коррозии в среде химикатов. [c.564]
Так, исследование сопротивления распространению трещин в слоистом материале, склеенном эпоксидным клеем из 8 пластин плакированного алюминиевого сплава толщиной 0,84 мл, и в монолитном материале (образцы аналогичных размеров и формы) показало, что сопротивление слоистого материала примерно на 50% больще. Клееная полка лонжерона (клей ВК-3) превосходит по усталостной прочности цельную полку примерно в 4 раза. [c.212]
Этой же фирмой разработан опытный пленочный модифицированный эпоксидный клей Метлбонд 1510. Клей можно эксплуатировать в диапазоне температур от —55 до 177 °С. Он может применяться в радиопрозрачных конструкциях. Кроме того, он обеспечивает хорошую защиту алюминиевых и титановых сплавов от воздействия высокой влажности и соляного тумана при повышенных температурах. Клей отверждают в течение 1 ч при 177 °С и давлении 0,7—3,5 кгс/см . Прочность при сдвиге соединений не-плакированного алюминиевого сплава при 177 С после старения в течение 500 ч при этой же температуре составляет 147 кгс/см-а прочность при комнатной температуре после длительного термостарения— 196 кгс/см [251]. [c.165]
Анодное окисление с последующей окраской. Поскольку к качеству поверхности листов из плакированных алюминиевых сплавов, подвергающихся после анодного окисления грунтованию и окраске эмалями, не предъявляются высокие требования, при подготовке к анодному окислению можно исключить операцию травления в растворе едкого натра и следующие за ней промывки. Для повышения защитных свойств, а также адгезии анодное покрытие целесообразно наполнять не в воде, а в растворе бихромата калия. Таким образом, технологический процесс обработки листов состоит из следующих операций [c.22]
При нагревании пленки до 135 °С в течение 6 ч она не изменяет внешнего вида и может лишь слегка пожелтеть. Лак предназначается для дополнительной защиты плакированных алюминиевых сплавов от коррозии и повышения стойкости к загрязнению разли чых покрытий. [c.90]
Лаковые системы покрытий могут быть использованы в качестве самостоятельной защиты (без предварительного анодного окисления) изделий и деталей из плакированных алюминиевых сплавов и сплавов АМц и АМг, которые эксплуатируются не в промышленной атмосфере. В этом случае с целью увеличения адгезии лаковой пленки детали перед лакированием необходимо подготовить по одному из методов, указанных на стр. 37. [c.105]
Детали из неплакированных и плакированных алюминиевых сплавов в конструкциях часто контактируют между собой, а также с деталями из других металлов и сплавов (магниевых, медных сплавов и т. д.) или с деталями, на которые нанесены различные металлические. покрытия. [c.138]
П р о ч н о с т ь приклеивания при отслаивании ткани от плакированного алюминиевого сплава при 18—20 °С — не менее 75 кгс/м длины. [c.102]
Клей наносят на пластинку из плакированного алюминиевого сплава, расходуя 100 г/м . [c.102]
Определение прочности приклеивания при отслаивании. На три пластинки из плакированного алюминиевого сплава размером [c.102]
Определение термостойкости. Клей наносят на пластинку из плакированного алюминиевого сплава толщиной 0,3 мм (расход клея 100 г/м ) и сушат при 18—23 °С до практического высыхания. Затем пластинку помещают в термостат и выдерживают 4 ч при 155 + 5 °С, после чего охлаждают до комнатной температуры и испытывают по ГОСТ 6806—73. Не должно наблюдаться растрескивания, шелушения и отслаивания. [c.102]
Фальцевые соединения картин должны быть уплотнены, обжаты и без искривлений. Элементы покрытий из черных металлов должны быть с двух сторон покрыты олифой с добавлением тертого сурика. На готовых элементах все заусенцы должны быть зачищены. Отверстия на элементах под самонарезающие винты должны быть расположены один от другого на расстоянии согласно проектным величинам. Размеры готовых элементов должны соответствовать проектным. Угол и радиус изгиба криволинейных элементов необходимо тщательно проверять. Поверхности элементов должны быть ровными, без вмятин, прогибов и других дефектов. На элементах из листов плакированного алюминиевого сплава и оцинкованной стали риски не допускаются. Зиги на металлических покрытиях должны быть полного профиля, без искривлений и извилин. Все элементы металлических покрытий должны быть замаркированы условным шифром, облегчающим их сборку на монтаже. [c.130]
Достаточно высокая коррозионная стойкость проводов из алюминия, паянных легкоплавкими припоями, может быть обеспечена при предварительном цинковании паяемой поверхности (толщина цинкового покрытия до 2 мкм) и лужении в ванне с расплавленным оловом. Поданным А. А. Суслова и И. С. Григорьевой, плакирование алюминиевых сплавов цинком обеспечивает высокую коррозионную стойкость соединений, паянных оловянными припоями. [c.272]
ПЛАКИРОВАНИЕ АЛЮМИНИЕВЫХ СПЛАВОВ [c.20]
Способ подготовки поверхности склеиваемых материалов также влияет на химическую стойкость соединений. Так, способ подготовки алюминия существенно влияет на коррозию клеевых соединений в солевой камере. Лучшие результаты дает анодирование в хромовой кислоте по сравнению с оксидированием в смеси хромпика и серной кислоты [76]. Из-за малой коррозионной стойкости соединений не рекомендуется склеивать плакированные алюминиевые сплавы. Повышает коррозионную стойкость иопользова-ние грунтов, ингибирующих коррозию [77]. [c.182]
Длительная прочность в значительной степени зависит от подготовки поверхности и технологии склеивания. Лучшие результаты для алюминиевых сплавов получаются при анодном (особенно в фосфорной кислоте) или химическом оксидировании, для стали — при пескоструйной обработке, а для титана — при травлении в фосфатфторидном растворе [23—26, 53]. Изменение технологии оксидирования существенно отражается на скорости расслаивания соединений алюминия под нагрузкой [24]. Иногда снижает длительную прочность плакирование алюминиевого сплава [24, 26] и склеивание в прессе, а не в автоклаве [54]. Опескоструивание стеклопластика снижает начальную прочность его клеевых соединений, но повышает коэффициент длительной прочности при продолжительности испытаний 3 года (/Сдл=0,65 для исходного стеклопластика и /Сдл=0,95 для опескоструенного материала) [26]. [c.230]
Способ производства плакированного дуралюмина заключается в наложении листов алюминия на поверхность слитка из алюминиевого сплава с последующей горячей прокаткой их. При прокатке происходит прочное сваривание сердцевины с листами из алюминия. Толщина покрытия алюминием после прокатки составляет обычно с каждой стороны 4—5% от общей толщины плакированного листа. Плакированные алюминиевые сплавы известны под различным названием плакированный дуралюмин, алклед, дюральплат (дуралюмин, плакированный сплавами), ведал и др. Из плакированных алюминиевых спдавов повышенной прочности широкое применение получил сплав марки 245Т — США и аналогичный ему сплав Д-16-Т в СССР (4,2% Си, 0,5% Мп, 1,5% Mg, остальное — алюминий). Все приведенные выше плакированные материалы имеют незначительные различия в составе сплава сердцевины или плакирующего слоя. [c.211]
Клей ВК-5 внбростоек, грибостоек, устойчив к действию топлив и масел, переменных температур ( 60 °С), не вызывает коррозии металлов. Прочность клеевых соединений плакированного алюминиевого сплава Д-16АТ после старения при 60 X в течение 1000 ч и при дд [c.179]
Алюминиевые сплавы можно разделить на три группы 1) со сравнительно высокой коррозионной стойкостью — деформируемые сплавы, не содержащие меди, а также плакированные алюминиевые сплавы такие сплавы могут эксплуатироваться в обычных атмосферных условиях после электрохимического оксидирования (анодирования) с пpoJ зрачным лакокрасочным покрытием 2) с понижеяной коррозионной стойкостью — неплакированные сплавы, а также ковочные сплавы типа АК-4 3) литейные алюминиевые сплавы. [c.194]
Особенно опасны контакты в различных конструкциях из алюминиевых сплавов. В атмосферных условиях при контакте неплакированных и плакированных алюминиевых сплавов с медными сплавами усиливается коррозия, особенно в пресной и морской воде. Значительно усиливается коррозия при контакте алюминиевых сплавов с нержавеющими сталями в морской воде, меньще — в пресной. Наиболее опасным является контакт неплакированного и плакированного дуралюминия с магниевыми сплавами, контакт дуралюмина с железом (углеродистой сталью) в пресной воде не вызывает заметного усиления коррозии. В контакте с плакированным дуралюмином железо усиливает коррозию плакирующего слоя. [c.243]
Иногда снижает длительную прочность плакирование алюминиевого сплава [267] и склеивание в прессе, а не в автоклаве. Опескоструирование стеклопластика снижает начальную прочность его клеевых соединений, но повышает коэффициент длительной прочности (на базе 3 года /Сдл = 0,65 для исходного стеклопластика и /Сдл=0,95 для опескоструенного материала 26]). [c.205]
Сплавы на алюминиевой основе также испытывались в течение 20 лет и было найдено, что они вначале теряют механическую прочность быстро, но затем потеря механических свойств замедляется и затем становится постоянной (см. стр. 479). Скорость разрушения, определенная по глубине коррозионных поражений, также имеет тенденцию к уменьшению со временем. Очень хорошую коррозионную стойкость показали некоторые плакированные алюминиевые сплавы. В морских условиях плакированные, термически обрабатываемые сплавы также устойчивы, но незащищенные сплавы, содержащие медь при ненормальном режиме закалки или старения, становились очень склонными к межкристаллитной коррозии. Анодное оксидирование было признано более защитным, чем химическое оксидирование анодированиеспла-вов с последующим нанесением краски, пигментированной хроматом цинка или алюминиевой пудрой, обеспечивало исключительно хорошую защиту в течение 20 лет в морских условиях и в течение 22 лет в городских условиях. [c.473]
Метод обработки анодных пленок в горячей воде с целью повышения защитных свойств [108] применяется, главным образом, для деталей, изготовляемых из плакированных сплавов Д-16 и В-95 и покрываемых бесцветным лаком. В этом случае поверхность деталей после наполнения пленки делается блестящей серебристой. Наполнение в водопроводной воде производится при температуре 90—95 в течение 20—25 мин. При этом pH воды поддерживается на уровне 4,5—6,5 добавками серной кислоты. Защитные свойства анодной пленки, полученной на алюминии и плакированных алюминиевых сплавах и наполненной как в горячей воде, так и в растворе двухромо кислого калия, одинаковы. [c.157]
Смотреть страницы где упоминается термин Плакирование алюминиевых сплавов: [c.441] [c.338] [c.14] [c.15] Защита от коррозии старения и биоповреждений машин оборудования и сооружений Т2 (1987) — [ c.564 ]
Плакировка алюминия это
ГОСТ Р 56371-2015
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ЛИСТЫ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ ДЛЯ СУДОСТРОЕНИЯ
Aluminium alloy sheets for shipbuilding. Specifications
ОКС 77.150.10
ОКП 18 1511
Дата введения 2016-01-01
1 РАЗРАБОТАН Открытым акционерным обществом «Всероссийский институт легких сплавов» (ОАО «ВИЛС») и ФГУП ЦНИИ КМ «ПРОМЕТЕЙ»
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 297 «Материалы и полуфабрикаты из легких и специальных сплавов»
4 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в ГОСТ Р 1.0-2012 (раздел 8). Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе «Национальные стандарты», а официальный текст изменений и поправок — в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
1 Область применения
1 Область применения
Настоящий стандарт распространяется на листы из алюминиевых сплавов марок 1561 (АМг61), 1561Н (АМг61Н), 1980 (В48-4), 1985ч, 1941 (К48-2), 1943 (К48-2пч), предназначенные для применения в судостроении.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 9.510-93 Единая система защиты от коррозии и старения. Полуфабрикаты из алюминия и алюминиевых сплавов. Общие требования к временной противокоррозионной защите, упаковке, транспортированию и хранению
ГОСТ 21631-76 Листы из алюминия и алюминиевых сплавов. Технические условия
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Классификация
3.1 Листы подразделяют:
— по способу изготовления:
а) неплакированные из алюминиевых сплавов марок 1561 (АМг61), 1561Н (АМг61Н), 1980 (В48-4), 1941 (К48-2), 1943 (К48-2пч) — обозначают маркой сплава без дополнительных знаков;
б) плакированные из алюминиевого сплава марки 1985ч с нормальной плакировкой — А (1985чА);
в) плакированные из алюминиевых сплавов марок 1561 (АМг61), 1561Н (АМг61Н), 1941 (К48-2), 1943 (К48-2пч) с технологической плакировкой — Б [1561Б (АМг61Б), 1561НБ (АМг61НБ), 1941Б (К48-2Б), 1943Б (К48-2пчБ)];
— по состоянию материала:
а) без термической обработки — без обозначения [1561 (АМг61), 1561Б (АМг61Б)];
б) отожженные — М [1561М (АМг61 М), 1561БМ (АМг61БМ)];
в) нагартованные — Н [1561НН (АМг61НН), 1561НБН (АМг61НБН)];
г) закаленные и естественно состаренные — Т (1985чАТ);
д) закаленные и искусственно состаренные — Т1 [1980Т1 (В48-4Т1), 1941Т1 (К48-2Т1), 1943Т1 (К48-2пчТ1), 1941БТ1 (К48-2БТ1), 1943БТ1 (К48-2пчБТ1)].
4 Основные параметры и размеры
4.1 Толщина листа, предельные отклонения в зависимости от толщины и ширины листа должны соответствовать значениям, приведенным в таблице 1.
Теоретическая масса 1 м листа вычислена по номинальным размерам при плотности 2,85 кг/дм , что соответствует плотности алюминиевого сплава марки В95. Переводные коэффициенты для вычисления приближенной теоретической массы 1 м листа из алюминиевых сплавов приведены в приложении А.
Плакирование
Плакирова́ние (фр. plaquer — накладывать, покрывать), те́рмомехани́ческое покры́тие — нанесение на поверхность металлических листов, плит, проволоки, труб тонкого слоя другого металла или сплава термомеханическим способом.
Содержание
Процессы плакирования
Осуществляется в процессе горячей прокатки (например, плакирование листов и плит), прессования (плакирование труб), а также методом сварки взрывом. [1] Заключается в совместной горячей прокатке или волочении основного и защитного металлов. Сцепление между металлами осуществляется в результате диффузии под влиянием совместной деформации горячей заготовки. Защищаемый металл (сталь, сплавы титана) покрывают с одной или с обеих сторон медью, томпаком, коррозионно-стойкой сталью, алюминием.
Плакиро́ванную проволоку изготавливают волочением трубы, внутрь которой вставлен сердечник из другого металла.
Цель плакирования состоит в том, чтобы создать на поверхности детали слоя материала с особыми свойствами — высокой твёрдостью, коррозионной и/или износостойкостью и т. д., он применяется при изготовлении деталей/оборудования или при восстановлении их формы после изнашивания. При этом толщина плакирующего слоя может составлять от десятых долей миллиметра до нескольких миллиметров.
Недостатками плакирования являются дороговизна метода и ускоренная коррозия в зоне сварных швов.
Виды плакирования
Плакирование может быть одно- и двусторонним.
Применение
Плакирование используется при изготовлении и ремонте элементов деталей, подверженных воздействию агрессивных сред (грязи, шлаков, пара) в целях экономии дорогостоящих материалов. Применяется для получения биметалла и триметалла, для создания антикоррозийного слоя алюминия на листах, плитах, трубах из алюминиевых сплавов, нанесения латунного покрытия на листы стали (вместо электролитического покрытия) и т. д. Также используется в ювелирном деле, например, накладка в виде золота накладывается на серебро (серебро с золотом).
- Газотермическое напыление является более современной альтернативой плакированию, позволяющей преодолеть проблему сварных швов.
Примечания
- ↑Лысак В. И., Кузьмин С. В.Сварка взрывом. — М .: Машиностроение-1, 2005. — 543 с. — 500 экз. — ISBN 5-94275-220-6
Wikimedia Foundation . 2010 .
Смотреть что такое «Плакирование» в других словарях:
плакирование — я, ср. plaquer. спец. Действие по знач. гл. плакировать. Плакирование предохраняет металлы от коррозии. БАС 1. Плакирование, соединение серебра и золота с медью в виде тонких листов, для употребления на разные изделия. Спасский Горн. сл. 1841. То … Исторический словарь галлицизмов русского языка
ПЛАКИРОВАНИЕ — (плакировка) (от франц. plaquer накладывать покрывать), нанесение методом горячей прокатки или прессования на поверхность металлических листов, плит, труб, проволоки тонкого слоя другого металла или сплава (напр., латунного покрытия на стальные… … Большой Энциклопедический словарь
ПЛАКИРОВАНИЕ — ПЛАКИРОВАНИЕ, плакирования, мн. нет, ср. (спец.). То же, что плакировка. Толковый словарь Ушакова. Д.Н. Ушаков. 1935 1940 … Толковый словарь Ушакова
ПЛАКИРОВАНИЕ — покрытие листа металла в процессе прокатки тонким слоем какого нибудь другого металла, более устойчивого в отношении коррозии для предохранения от разрушения. См. Альклад. Самойлов К. И. Морской словарь. М. Л.: Государственное Военно морское… … Морской словарь
плакирование — сущ., кол во синонимов: 2 • нанесение (18) • плакировка (2) Словарь синонимов ASIS. В.Н. Тришин. 2013 … Словарь синонимов
плакирование — 1. Нанесение на поверхность металлических изделий для защиты их от коррозии тонкого слоя другого металла или сплава термомеханическим способом 2. При земляных работах укладка дёрна на откосы насыпей и выемок для их укрепления [Терминологический… … Справочник технического переводчика
Плакирование — [cladding] нанесение на поверхность металлических изделий (листов, плит, проволоки, труб и др.) тонкого слоя другого металла или сплава термомеханическим способом; горячей прокаткой (например, плакирование листов и плит), прессованием… … Энциклопедический словарь по металлургии
плакирование — плакировка (от франц. plaquer накладывать, покрывать), нанесение методом горячей прокатки или прессования на поверхность металлических листов, плит, труб, проволоки тонкого слоя другого металла или сплава (например, латунного покрытия на… … Энциклопедический словарь
ПЛАКИРОВАНИЕ — [cladding] нанесение на поверхность металлического изделия (в т.ч. труб) тонкого слоя другого металла или сплава термомеханическим способом; горячей прокаткой (листов); прессованием (труб) или взрывом (плит). Плакирование может быть одно и… … Металлургический словарь
плакирование — plakiravimas statusas T sritis radioelektronika atitikmenys: angl. cladding vok. Kaschierung, f; Plattierung, f rus. плакирование, n pranc. gainage, m; plaquage, m … Radioelektronikos terminų žodynas
Особенности проектирования деталей из алюминия подлежащих гальванопокрытию
1. Общие вопросы.
Современная металлургическая промышленность производит огромное количество различных сплавов алюминия. Все их можно условно разделить на деформируемые и литейные. Выбор конкретного сплава при изготовлении деталей, как правило, обосновывается его физико-механическими свойствами и ценой.
Конструктора обычно интересуют:
— Свойствасплава, обеспечивающие наиболее легкую обработку исходного материалавыбраннымметодом. Очевидно, например, что одни виды алюминия легко льются, другие — точатся, третьи — хорошо подвергаются экструзии с получением профиля.
— Свойства готовых изделий, полученных из определенного сплава. Например, сплав Д16Т — твердый, что важно для корпусных деталей, в то время как технически чистый алюминий — очень мягкий и пластичный.
— Стоимость сплава и его доступность.
К сожалению, немногие при выборе сплава во время проектирования деталей обращают внимание на его способность к гальваническому покрытию. А между тем невнимательность в этом вопросе часто приводит к тому, что уже изготовленные детали просто невозможно покрыть и вся работа идет насмарку. Как же правильно выбрать алюминий под гальванику и какие тонкости процесса следует учесть при проектировании деталей? Для начала следует рассмотреть номенклатуру и особенности строения алюминиевых сплавов (подробно номенклатура представлена в ГОСТ 4784-97).
Деформируемые сплавы можно разделить на высокопрочные, среднепрочные и низкопрочные.
К высокопрочным деформируемым сплавам алюминия относятся дюрали (Д), содержащие в качестве легирующих добавок медь, марганец, магний, кремний, железо.Типичный пример — сплав Д16. Основной легировкой в нем является медь, образующая с алюминием интерметаллиды. Кроме этого, к классу высокопрочных можно отнести сплавы типа В, содержащие цинк, медь, магний и марганец — например, В95, а также высоколегированные магналии.
Сплавы средней прочности (среднелегированный магналий, авиаль) содержат магний и кремний.
Неупрочняемые сплавы алюминия (АМг или АМц)содержат магний, марганец или оба этих элемента вместе.
Среди литейных сплавов следует выделить АК и АЛ (силумин). Главная особенность их состава — большой процент кремния в сплаве, до 14%.
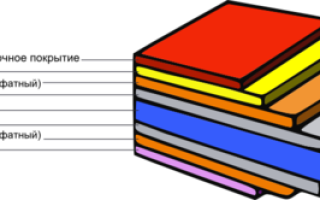
Алюминиевые заготовки из сплавов, не отличающихся высокой коррозионной стойкостью, защищают поверхностным слоем — плакировкой, обычно чистым алюминием. Иногда это может быть слой иного материала, например, ЛКП.Плакировочный слой может различаться по толщине. Более тонкий слой, представляющий меньшие трудности при покрытии, обозначается буквой Б, более толстый — А.
Теперь рассмотрим под какие гальванические операции в принципе может идти алюминий. По сути, здесь может быть два основных варианта: анодирование (оксидирование) и нанесение металлического покрытия (никелирование, лужение, серебрение, меднение, хромирование и пр.). Анодирование алюминия применяется для защиты от коррозии, повышения микротвердости, улучшения внешнего вида, грунтования под окраску, электроизоляции и т.д. Никелирование создает высокодекоративный блестящий слой, устойчивый в щелочах при любой их концентрации и температуре (чистый алюминий в щелочах легко растворяется). Оловянирование (лужение) обеспечивает паяемость и возможность безопасного сопряжения алюминия с деталями из меди. Серебрение и меднение улучшает электропроводность и снижает переходное сопротивление в электроконтактах.
Выделим общие особенности алюминия, которые могут влиять как на качество анодировки, так и на качество металлизации:
— Чем больше в сплаве легирующих компонентов, тем хуже он покрывается. Значительные трудности создает наличие в сплаве кремния. Для высококремнистых сплавов гальванопокрытие практически невозможно.
— Сплавы АЛ (силумины) очень сложно покрыть и невозможно качественно перепокрыть, т.е. необходимо при проектировании закладывать некоторый процент невозвратного брака с гальваники.
— Плакировка — проблема для гальваники. Самую большую трудность плакировка представляет для металлизации — практически всегда по ней покрытие будет отслаиваться, иногда — не сразу, а после длительного хранения или при пайке.Тонкая технологическая плакировка (обозначается Б) обычно удаляется при штатной подготовке поверхности алюминия, толстая (А) — не всегда. Кроме этого, плакировочный слой неоднороден по толщине. Также он может повреждаться и удаляться при изготовлении деталей. В результате может сложиться ситуация, когда часть детали свободна от плакировки, а часть — нет. За время удаления толстого плакировочного слоя при травлении чистая поверхность может сильно повредиться. К сожалению, визуально не всегда бывает возможно определить где плакировка уже снята, а где — нет. Желательно, таким образом, под гальванику изготавливать детали из неплакированного алюминия, либо предварительно удалять внешний слой механически на 2,5-3% толщины заготовки или более.
— Нельзя покрывать детали из алюминия наглухо сопряженные с деталями из других металлов (сталь, латунь, медь и т.д.). В этом случае неалюминиевые детали повредятся. Перед покрытием такие детали нужно разъединить. Также нежелательно покрывать детали, состоящие одновременно из нескольких сплавов алюминия.
— Нежелательно наличие большого количества глухих (особенно резьбовых) отверстий. Т.к. все гальванические операции проходят в растворах, то эти растворы легко затекают в глухие отверстия и очень неохотно их покидают по завершении процессов. Зачастую остатки электролита могут оставаться в отверстиях внешне совершенно сухой детали и вытекать оттуда через определенное время (иногда уже после упаковки), образуя потеки и вызывая сильное повреждение какпокрытиятак и самой детали.
Выбор сплава алюминия под анодирование.
Особенностью процесса анодирования является тот факт, что оксидное покрытие не наносится извне, а образуется из верхнего слоя алюминия или его сплава. Следовательно, в процессе участвует не только сам алюминий, но и легирующие компоненты. При этом они могут:
— Растворяться и переходить в электролит. Такими элементами являются, например, медь, железо, магний, образующие интерметаллические соединения с алюминием.
— Оксидироваться встраиваться в структуру оксидной пленки, изменяя ее цвет, физические и химические свойства. Таким свойством обладает титан.
— Оставаться индифферентными, выделяясь в виде шламапо мере продвижения оксидной пленки вглубь детали. Такой шлам может как захватываться оксидной пленкой, так и образовывать плохо сцепленный мажущийся слой на поверхности детали. Типичный пример — кремний, в избытке присутствующий в литейных сплавах.
На этих особенностях поведения примесей в сплавах алюминия и основывается выбор материала под анодирование.
— Лучше всего анодируется технически чистый алюминий.
— Чем меньше легирующих добавок в сплаве, тем толще и декоративнее можно получить оксидную пленку. При декоративном анодировании сплав алюминия не должен содержать более (%):8 — цинка; 7 — магния; 3 — кремния; 2 — меди; 0.8 — марганца,0.5 -железа; 0.3 — титана;0.3 -хрома. При этом суммарнолегировки не должно быть больше 8%.Наиболее светлые покрытия получаются на технически чистом алюминии, достаточно светлые — на сплавах АМг, темно-серые с некоторой желтизной — на Д16. Сплав АД31 (6063) относительно трудно травится, иногда на его поверхности после анодирования хорошо видны разнотонности в местах загрязнений даже после хорошего обезжиривания деталей.
— Сплавы алюминия, содержащие медь, магний, железо, марганец после анодирования становятся более шероховатыми, одновременно с этим они лучше наполняются в красителях (получаемый цвет более насыщенный) и лучше сцепляютсяс лакокрасочными покрытиями.
— На цвет анодной пленки влияет структура металла. В местах с механическими повреждениями процесс идет быстрее и, соответственно, цвет пленки может быть более темным. Такими «очагами» могут быть царапины и места реза, а на отпескоструенной поверхности пленка вообще может получиться хаотично пятнистой. Часто бывает, что после гидроабразивной резки листовой детали при анодировании внешняя поверхность получается значительно светлее, чем место реза, что, при незнании особенностей процесса, можно принять за брак.
— При анодировании желательно наличие на деталях технологической площадки для монтажа на подвески (отверстие с резьбой, отверстие без резьбы, хвост, шпилька и т.д.). Просто завесить детали на крючки (как при металлизации) нельзя — анодироваться будет сам крючок, а не деталь. Необходимо создавать настолько плотный электроконтакт, чтобы под него не мог попасть электролит.Поэтому тяжелые детали (от 1 кг при 1 токоподводе) лучше анодируются, т.к. уже своим весом создают хороший контакт с подвеской. Легкие детали, особенно метизы, всегда требуют проектирования и изготовления специальной оснастки из титана. Без нее анодирование либо невозможно, либо идет с холостым ходом ванны до 90%.
— Анодирование насыпью (по аналогии с оцинковкой) невозможно.
— Тонкие и легкие алюминиевые пластинки невозможно покрывать внавязку — в месте контакта обязательно будет происходить деформация детали.
— Нежелательно анодировать деталь, состоящую из разных сплавов алюминия. Различные сплавы имеют разную структуру, теплопроводность, химическую стойкость. Все это может привести к разному режиму анодирования на разных частях одной детали, перераспределению электрического тока по поверхности и невозвратному браку.
— При необходимости детали следует термообрабатывать до анодирования, т.к. анодную пленку нежелательно нагревать выше 100 о С.
— Толстые анодные пленки (19,5-25 мкм за 1 час процесса) образуются на технически чистом алюминии и сплавах АД1, Д16, В95, Д20, АМг, АМц, АЛ2, АЛ8. Тонкие (7,6-8,5 мкм за 1 час процесса) — на Д1, АЛ7.
Выбор сплава алюминия под металлизацию.
Нанесение металлического покрытия на алюминий — задача с одной стороны более сложная, чем анодирование, с другой стороны — более простая. Сложность состоит в том, что алюминий мгновенно пассивируется на воздухе очень тонкой оксидной пленкой, которая не дает покрытию прочно сцепиться с основой. После стравливания этой пленки и промывки детали она тут же образуется вновь. С другой стороны, при металлизации алюминия не предъявляются столь жесткие требования к прочности электроконтакта детали с подвеской.
Какие же есть особенности металлизации алюминия?
— Как и при анодировании, чем меньше в сплаве примесей, тем лучше сцепление покрытия с основой. Однако, при металлизации это правило имеет большее значение. Становится важным не только состав и структура сплава, но и распределение легирующих компонентов по поверхности (часто неравномерное распределение возникает при горячей прокатке), наличие микродефектов, пористость материала и пр. Любая неоднородность или пора может стать очагом коррозии под покрытием (например, за счет окклюзии электролита) и привести к появлению отслоений.
— Деталь не должна содержать открытых глухих отверстий с глубиной более полутора своих диаметров D. При нарушении этого правила будет происходить растрав поверхности в глубине отверстия, особенно пострадает резьба. Вытекающие из отверстий растворы и продукты коррозии, скорее всего, вызовут отслоение покрытия вокруг отверстий. Величина 1,5D относительна, для некоторых процессов металлизации она может приближаться к 2D, для других — стремиться к минимуму. В идеале глухих отверстий быть не должно или они должны быть прочно закрыты болтами-заглушками. Особенно опасно меднение алюминиевых заготовок с глухими отверстиями, т.к. электролит сернокислого меднения крайне агрессивен к алюминию.
— Недопустимо высокое содержание кремния. При подготовительных операциях тонкий слой кремнистого шлама может оставаться на покрываемой поверхности в виде плохо сцепленного с основой порошка. Гальванопокрытие будет садиться на этот порошок и, в большинстве случаев, отслаиваться сразу или со временем.
— Часто при металлизации алюминия используется подслой из сплава никель-фосфор, осаждаемый из горячего раствора с температурой 85-95 о С. Детали из алюминия, для которых недопустим такой нагрев, покрыть этим методом не удастся.
— Нежелательно делать детали из сплавов, для которых недопустима термообработка, т.к. прочность сцепления металлического покрытия и алюминия проверяется именно термическим воздействием при температуре от 100 о С в течение нескольких часов.
10 причин использовать рифленый алюминий
Листы алюминия, как стойкого к коррозии, пластичного и прочного материала, широко применяют в разных областях производства. Отсутствие ржавчины, малый вес, способность принимать при обработке самые сложные формы, долговечность, устойчивость к низким и повышенным температурам, пожаробезопасность — преимущества материала. Рифленый алюминий используют в автомобиле-, авиа-, судостроении, производстве бытовой технике, архитектуре и дизайне.
Алюминиевый лист с рифлением
Алюминий — легкий, устойчивый к коррозии металл, получил популярность в домашнем хозяйстве и на промышленном производстве.
Физические свойства металла:
- плотность — 2,7г/см3;
- пластичность;
- удельное сопротивление 0,027 Ом • мм2/м;
- теплопроводность 203,5 Вт/м • К;
- температура плавления 660ºС.
Благодаря небольшому весу алюминиевые листы предпочтительнее стального проката в реконструируемых и ремонтируемых зданиях, так как алюминий дает меньшую нагрузку на фундаменты и другие опорные конструкции.
Пластичность и низкая температура плавления дают возможность легкой обработки металла и придания изделиям сложных форм. Отсутствие хрупкости при сверхнизких температурах расширило область применения до криогенной технологии.
На производствах, связанных с образованием горючих и взрывоопасных газов алюминий применяется как искронедающий материал в конструкциях полов, панелей, ограждений кабин подъемно-транспортного оборудования.
Свойство проводить тепло у алюминия в 3 раза выше, чем у стали, оно широко используется в теплообменниках с высокими и низкими температурами, а также кухонной посуде, кондиционерах.
Электропроводность его менее, чем у меди, но за счет меньшего удельного веса он проводит в 2 раза больше электроэнергии, чем медный провод при равенстве весов. Эта характеристика используется в токопроводах, трансформаторах, линиях высоковольтных электропередач.
Сплавы с другими металлами
Пожалуй, единственное негативное качество алюминия — малая прочность, но современная металлургия нашла способ преодоления этой характеристики: сплавы с медью, магнием, марганцем, хромом, кремнием, другими металлами сопоставимы по прочности с некоторыми сортами стали.
На поверхности алюминиевых изделий образуется оксидная пленка. Благодаря ей металл проявляет уникальные антикоррозионные качества. Совместно с никелем и железом защита ослабевает , в соединении с марганцем — увеличивается. Стойкость к коррозии расширяет возможность применения алюминиевых конструкций и изделий в химпромышленности, транспортировке агрессивных жидкостей. Контакт с галогенами, хлором и бромом, слабой азотной кислотой, щелочами, ртутью, ведет к разрушению оксидной защиты.
Наличие защитной пленки усложняет проведение сварки, ее выполняют вольфрамовыми электродами, а саму процедуру ведут среде инертного газа.
Алюминий не образует вредных для здоровья людей соединений, не участвует в метаболизме теплокровных существ, а потому широко применяется в изготовлении упаковок долговременного хранения пищевых продуктов.
Чистый алюминий обладает малой прочностью и пластичен, практически во всех сферах производства и быта используются сплавы, а листы из сплавов подвергают рифлению — наносят объемный рисунок, придающий противоскольжение и декоративность.
Нормативы по рифленому алюминию
Для производства листа используют не лабораторной чистоты алюминий алюминий, а сплавы. Наличие в составе листа различных легирующих добавок (медь, магний, марганец, железо, кремний, титан, хром, цинк, другие элементы) без потери положительных качеств дополнительно упрочняет и дает возможность соединения сваркой. Все характеристики изделия из рифленого алюминия зависит от марки прописаны в ГОСТ 21631-76.
Немного о сплавах
Первый сплав алюминия, произведший революцию в самолетостроении, назван по немецкому городу Дюрену, где была начата его промышленная выплавка — дюраль или дюралюминий.
В сплав дюраля входят медь (2,2-5,2%), магний (0,2-2,7%), марганец (0,2-1%), изделия из него используются в авиации, транспорте, космических технологиях. После закаливания дюралюминий в 7 раз становится прочнее алюминия лабораторной чистоты, при весе в 3 раза меньше стали.
Наибольшей коррозионной стойкостью, прочностью, пластичностью и возможностью сварки характеризуется сплав алюминия с 2-4% магния АМг2. Листы обрабатывают разными методами, используют в строительстве, технике, автотранспорте.
Соединение с марганцем (до 1,5%) обеспечивает антикоррозионную стойкость к коррозии и пластичность, обуславливает применение материала для внутренних и наружных облицовок в кораблестроении, химическом производстве, и изготовлении продуктов питания.
Алюминий, легированный медью (2-5%) и магнием (0,4-1,6%). Отличается высокой прочностью и вязкостью, антикоррозионностью при обработке плакированием. Применяется в авиа- и автомобилестроении, строительной индустрии.
Силумин — алюминий, легированный кремнием (4-13%, иногда до 23%) для изготовления сложных по форме изделий для авиа- и автостроения.
ГОСТ 21631-76 диктует характеристики, размерный ряд, маркировку, способ и качество обработки поверхности.
Горячий и холодный прокат
Алюминиевую рифленку производят методом горячего или холодного проката с дальнейшей обработкой или без нее.
Горячий прокат состоит в отжиге крупноразмерных слитков в шахтной печи для приобретения металлом однородной структуры, и последующем пропуске между парными цилиндрическими валами с уменьшением просвета между ними и одновременным нанесением рельефа. Горячим способом получают листы толщиной свыше 3 мм. Недостаток горячекатаной продукции — неравномерность геометрических размеров.
Технология получения горячекатаного рифленого алюминия включает 5-ть операций:
- Из сплавов, полученных путем легирования алюминия, отливают слитки весом в 3-8 т.
- Заготовки транспортируют в шахтную печь, где в течение 4-5 часов проводится гомогенизирующий отжиг при температуре 20-40ºС для получения металла с однородной структурой.
- Подготовленные слитки направляют в прокатные станы с попарно установленными цилиндрическими валками с рельефом, причем зазор между ними постепенно уменьшается, придавая листу нужную форму и рельефный рисунок.
- Полученные листы проходят термообработку (отжиг) для снятия внутреннего напряжения.
- Окончательная отделка листа заключается в шлифовке, обрезке по заданным размерам, нанесению покрытий.
Холодный прокат получают без предварительного нагрева на более мощном оборудовании. Листы получают постоянную геометрию с четким рисунком рифления. Прокатную продукцию термообрабатывают для снятия внутренних напряжений в металле, затем листы шлифуют и нарезают под заданные размеры.
Плакирование
Рифленые алюминиевые листы для противокоррозионной защиты плакируют — покрывают слоем чистого алюминия, особенно дюралевых сплавов, процесс проводится частично.
Гостом устанавливается маркировка плакирования: