Содержание
- Организация рабочего места сварщика дуговой сварки;
- Организация рабочего места сварщика: особенности и требования
- Важные требования к рабочему месту
- Постоянные и временные рабочие места
- Несколько слов о сварочных шторах
- Организация правильной вентиляции
- Шлем – обязательное условие проведения сварочных работ
- Электродержатели
- Подготовка к работе
- Организация рабочего места сварщика (ГОСТ 12.3.003-86)
- Организация рабочего места сварщика по 5С
- Главные цели 5С
- Организация рабочего места сварщика
- Электрододержатели
- Столы сварщиков
- УЧЕБНЫЙ ЭЛЕМЕНТ «ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА СВАРЩИКА»
- Организация рабочего места сварщика
Организация рабочего места сварщика ручной дуговой сварки
Организация рабочего места сварщика дуговой сварки;
В зависимости от вида выполняемых робот, размеров изделия и типа производства рабочее место сварщика может быть организованно по-разному. Это может быть стационарная сварочная кабина или временный сварочный пост для монтажа или изготовления крупногабаритного изделия, сооружения.
Если свариваемое изделие невелико и изготавливается большими сериями, то рабочее место организуют в стационарных сварочных кабинах размерами для одного сварщика не менее чем 2,0*2,5 м, высотой не менее 2,0 м. Чтобы кабина лучше вентилировалась за счет естественного движения воздуха, её стены не доводят до пола на 200…250 мм. В дверном проёме подвешивают на кольцах брезентовый занавес. Стены кабины делают из огнестойкого материала, чаще из металла. С внутренней стороны на стены наносят огнестойкое покрытие или краску светлых тонов, дающую матовую поверхность, исключающую блики. Обязательна общая и местная вытяжная вентиляция. В кабине устанавливают источник питания сварочной дуги, рубильник или магнитный пускатель для его подключения к питающей электрической сети. Если используется сварочный преобразователь, то его устанавливают за пределами кабины в помещении с хорошей звукоизоляцией.
В кабине должен быть стеллаж-верстак со слесарным инструментом (молоток, зубило, тиски и т.п.), герметичный ящик для электродов, так как иногда электроды поле снятия упаковки хранятся более двух часов. Для прокалки электродов необходим сушильный шкаф или печь, которую в зависимости от загрузки сварщиков и условий сварки можно устанавливать одну на несколько постов. Если сварщик должен использовать сборочно-сварочные приспособления или инструмент с пневмоприводом, то в кабину подводят сжатый воздух. В кабине должны находиться металлический стол сварщика и стул с регулируемым по высоте сиденьем.
Столы сварщика делают со стационарным местным дымоотсосом. Это стол ССН-1 со встроенной вентиляционной установкой без фильтрации, а так же требующие цеховой вентиляционной разводки и общей системы очистки воздуха столы ССН-2 и ССН-3. Отсосы дыма от них ведётся вверх. Эти столы не полностью удаляют дым из зоны дыхания сварщика. Эффективнее столы с комбинированной вентиляционной установкой, в которых столешница выполнена в виде решётки, а вытяжка дыма ведётся вниз встроенным вентилятором и вверх – в сторону
автономным дымоотсосом. Встроенный фильтр обеспечивает степень очистки воздуха от дыма и аэрозолей до 99,96 %.
При сварке крупногабаритных изделий с внешней стороны изделия в цехе нужно огораживать рабочее место сварщика персональными щитами со стороны других рабочих мест, проходов, мест отдыха и т.п. Требования к щитам те же, что и к стенам кабины. Внутри ограждения должны располагаться источники питания, переносная полка или шкаф для инструмента и электродов. На таких сварочных постах также обязательно использование вытяжной местной вентиляции. Это может быть гибкая пластиковая труба длиной до 5 м с проволочным винтовым кольцом внутри, соединённая с центробежным вентилятором, снабжённым фильтром. Удобно применять энергосберегающий автомат с датчиком в виде токовых клещей, который включает вентилятор только во время горения дуги и выключает через заданное время после её угасания.
Рабочее место сварщика должно быть хорошо освещено. При работе в кабинах, на сборочных площадках и особенно внутри ёмкостей главное внимание надо обращать на электробезопасность, строго соблюдать действующие нормы и правила заземления источников питания дуги, дросселей, корпусов рубильников, сварочных столов. Внутри ёмкостей сварщик должен работать со страхующим наблюдателем.
Кроме традиционных источников питания дуги для ручной дуговой сварки начинают применяться бестрансформаторные инверторные источники переменного тока. При достаточной большой мощности они имеют малые габариты и массу. Например, инвертор шведской фирмы ЕSАВ обеспечивают силу сварочного тока 5…250 А, имеет массу 20 кг и размеры 450*350*300 мм.
Электрододержатель— это основной инструмент сварщика. Он должен быть безопасным, прочным, должен надежно и быстро закреплять и освобождать электрод без значительных усилий сварщика, иметь малую массу, защищать руку сварщика от тепла дуги, разогретого электрода и от токоведущих частей сварочной цепи. Электрододержатели бывают пассатижные, с рычажным зажимом, винтового и защелочного типа. В зависимости от силы сварочного тока электордодержатели делят на три типа: для силы тока до 125 А; 125…315 А и 315…500 А. время смены электрода не должно превышать 4 с, без ремонта электрододержатель должен выдерживать 8000 зажимов электродов.
Сварочные провода –служат для подвода тока от источника питания к электрододержателю и изделию. Электрододержатель подсоединяется к гибкому с медными жилами проводу ПРГД или ПРГДО, или с алюминиевыми жилами АПРГДО. Длина гибкого провода 2-3 м. Гибкий провод подсоединяется к кабелю с медной или алюминиевой жилой КРПТ, КРПГ (мед.); АКРПТ (ал.). Соединение проводов производится муфтами или пайкой. Общая длина провода не более 30 м, из-за падения напряжения в сварочной цепи. Провод, идущий к изделию, может быть менее гибким, но изолированным ПРГ. Диаметр провода выбирают по силе тока используемой для сварки.
Щитки и маски служат для предохранения сварщика от брызг металла, искр и излучения. Щиток сварщик держит в руке, маска надевается на голову и освобождает руку сварщика для манипуляций с деталью. Лучшие конструкции закрывают не только лицо, но и шею, и руку сварщика, держащую щиток. Щиток и маска имеют смотровое окно со светофильтром, который задерживает опасные излучения дуги. Снаружи фильтр защищен сменным прозрачным стеклом от брызг металла. Различают ослабляющие светофильтры постоянной плотности, ослабляющие светофильтры варьируемой плотности и фильтры с двумя зонами оптической плотности. Светофильтры постоянной плотности имеют размеры 100*150мм, дополнительное стекло меньшей плотности 100 * 160мм. оптическая плотность светофильтров меняется от 3 до 13. В комплект включается диоптрийные стекла (1,0…2,5). Светофильтры с изменяющейся оптической плотностью позволяют не поднимая щитка вести сборочные, настроенные и сварочные работы. Без дуги светофильтр прозрачен, а при ее зажигании за время менее 0,01 с оптическая плотность его автоматически возрастает до номинальной. Действие таких устройств основано на свойствах жидких кристаллов менять свою оптическую плотность под действием внешних воздействий. Электрическое питание таких светофильтров автономное, от батареек, срок их службы может быть увеличен за счет солнечных батарей. Светофильтры с двумя зонами оптической плотности могут выполняться либо в виде одного стекла, верхняя часть которого более светлая, чем нижняя, либо из двух стёкол с разной оптической полярностью. Более светлое стекло узкой полосой располагается над тёмным, рабочим стеклом; оно предназначено для контроля настроечных движений электрода, манипуляций с деталью. На боковых поверхностях маски сварщика иногда делают окна с затемнёнными стёклами, которые более чем вдвое увеличивают поле зрения. Сварщик может видеть потенциально опасные объекты.
Для работы в особо вредных условиях маска сварщика может комплектоваться системой принудительной подачи очищенного воздуха. Она состоит из микровентилятора, фильтрующего элемента, аккумуляторного блока, соединительных шлангов. Система крепится на поясе сварщика со стороны спины. Воздух захватывается в чистой области и подаётся сварщику для дыхания под щиток.
Спецодежду для сварщика изготавливают из плотного брезента или сукна. Спецодежда не должна иметь открытых карманов. Обувь должна иметь глухой верх. Рукавицы сварщика необходимо изготовлять из кожи, плотного брезента или асбестовой ткани. При работе в закрытых сосудах сварщик должен пользоваться диэлектрическими калошами и резиновым ковриком, испытанными на электрический пробой.
Организация рабочего места сварщика: особенности и требования
Организация рабочего места сварщика – это обязательное условие для его правильной и безопасной работы. Данный процесс должен проходить в соответствии с санитарными правилами.
Электрическая сварка металлов считается одним из самых важных технологических процессов любого производства.
Каждый сварщик опирается на заранее подготовленный рабочий план для создания правильных форм и моделей требуемых предметов. При этом сварочный оператор должен в каждом случае учитывать и некоторые рабочие погрешности во время проведения процедуры сварки. Стоит учитывать, что во время рабочего процесса происходит местный нагрев, который деформирует детали. Процесс сварки нуждается в постоянном изменении режимов во время работы.
Именно поэтому с каждым днем специалисты разрабатывают все более эффективное и автоматизированное сварочное оборудование, которое максимально облегчит сложность работы и позволит получать идеальные изделия.
Что же такое сварка? Это процесс, при котором получается неразъемное соединение в результате скрепления элементов межмолекулярными и межатомными связями. Такое явление достигается путем нагревания или же пластического деформирования.
На сегодняшний день сварка очень широко применяется для надежного соединения различных металлов, а также их сплавов.
Для произведения процесса сварки нужна энергия. При этом могут быть использованы такие ее источники, как электрическая дуга, ультразвук, трение, газовое пламя, электрический ток, электронный луч, или же лазерное излучение.
Современные технологии позволяют проводить процесс сварки не только на специально оборудованных предприятиях, но также и во время степных или полевых работ. Но даже это не предел. Появилась возможность делать это даже под водой или в открытом космосе.
Не стоит забывать, что проведение данных работ очень опасно и связано с огромным риском. Не исключены случаи отравления вредными газами, поражения электрическим током, инфракрасным или ультрафиолетовым излучением, или же травмы от брызг раскаленных металлов. Для того чтобы избежать перечисленных выше опасностей, нужно содержать в правильном состоянии рабочее место. Об этом и поговорим в данной статье.
Важные требования к рабочему месту
Организация рабочего места сварщика включает в себя контроль за безопасностью. Именно поэтому специалисты рекомендуют использовать во время сварки специальные несгораемые экраны. Для создания мелких изделий рабочее место должно иметь вид кабины с открытым верхом.
Если процесс сварки проходит в среде с защитными газами, то в этом случае стенная обшивка должна не доставать до пола на уровне тридцати сантиметров. При этом высота самого стенного экрана должна быть не меньше двух метров.
Обратите внимание на то, что обшивать светозащитный экран и стены самой кабины следует несгораемыми материалами.
Организация рабочего места сварщика будет считаться правильной в том случае, если площадь помещения составляет более 4,5 метров квадратных. При этом сюда должно с легкостью помещаться сварочное оборудование, а также сборочные единицы и другие сварочные детали.
Если рабочий использует машину для плазменной резки, то для нее нужно сделать сплошное ограждение, высота которого составляет минимум 2,2 метра. Обязательно использовать несгораемые материалы.
Организация рабочего места сварщика зависит от многих факторов. В одной кабине разрешено устанавливать несколько сварочных аппаратов. Но в этом случае само помещение обязательно должно быть разделено светозащитными экранами. Специалисты рекомендуют использовать сварочные шторы. Это очень безопасный, надежный и недорогой материал.
Постоянные и временные рабочие места
Организация рабочего места сварщика ручной дуговой сварки зависит от самого типа работ. Если это постоянное или стационарное место, то в этом случае сварка производится в специальных мастерских или же в цехах. Рабочий аппарат устанавливается в полностью закрытом, хорошо вентилируемом помещении. Специалисты рекомендуют установить бетонный пол для максимальной безопасности.
А вот временное рабочее место применяется для сварки непосредственно на самом объекте. В этом случае на рабочем месте должно присутствовать и вспомогательное оборудование. Обязательно наличие огнетушителей, песка, ведра и других материалов для тушения пожара.
Несколько слов о сварочных шторах
Организация труда и рабочего места сварщика подразумевает, в первую очередь, проведение безопасных работ, и только потом эффективность производства. Для создания правильных рабочих условий очень удобно использовать сварочные шторы. Они имеют множество преимуществ перед другими материалами:
- надежно защищают от ультрафиолетового излучения, при этом обеспечивая хорошую видимость в самой сварочной кабине;
- отлично защищают от брызг и искр, обеспечивая отличную защиту от пожаров;
- предотвращают плохое воздействие потоков воздуха на процесс проведения сварочных работ;
- улучшают работу вытяжки;
- очень просты и удобны в использовании;
- сравнительно недорогой материал.
Организация правильной вентиляции
Безопасная организация труда на рабочем месте сварщика зависит от многих факторов. Не исключением является и установка правильной системы вентиляции.
Обязательно устанавливается вытяжная вентиляция двух типов: местная и общеобменная. Местное оборудование должно быть установлено возле каждого рабочего места в том случае, если имеется выделение вредных для человеческого организма веществ. При этом каждая вытяжная система должна быть оборудована надежным фильтром для очистки воздуха от вредных выбросов.
Шлем – обязательное условие проведения сварочных работ
Такое изделие применяется для защиты лица и глаз рабочего от вредного воздействия лучей, а также от искр и брызг. Такие шлемы изготавливают из черной матовой фибры или из особо обработанной фанеры. Максимальный вес шлема или маски должен составлять не более 0,6 кг. Обратите внимание на то, что использовать можно только изделие со специальным надежным светофильтром. Использовать обычные цветные стекла запрещено, так как имеется очень большой риск повредить глаза невидимыми лучами сварочной дуги.
Электродержатели
Очень важно изучить требования к организации рабочего места сварщика. Они были придуманы не просто так. Самое важное на рабочем месте – это соблюдение правил безопасности.
Одним из элементов, применяемых для сварочных работ, является электродержатель. Его используют для закрепления электрода, а также для подачи к нему тока во время ручного электродугового сварочного процесса.
Каждый электродержатель должен иметь надежную конструкцию. Токоведущие части должны быть хорошо изолированными от рук сварщика и от самого свариваемого изделия.
При этом рукоятка должна выдерживать в течение одной минуты испытательное напряжение 1500 вольт при частоте 50 Гц.
При этом максимальная температура рабочей поверхности рукоятки не должна быть больше пятидесяти градусов по Цельсию. Ну и, конечно, каждое изделие должно обладать достаточной механической прочностью.
Подготовка к работе
Типовой проект организации рабочего места сварщика имеет в себе информацию об организации правильного рабочего процесса. Перед началом работы выполните перечисленные ниже действия:
- Следует убрать все лишние предметы с рабочего места, освободив при этом проходы к электрооборудованию, а также инструментам, предназначенным для тушения пожаров.
- Перед началом работы позаботьтесь о состоянии полов. Они должны быть чистыми, сухими и не скользкими.
- Организация рабочего места сварщика полуавтоматической сварки должна включать в себя проверку исправности рабочего оборудования, а также наличие и исправность заземления.
- Все сварочные провода нужно разместить таким образом, чтобы они касались влажных мест, не подвергались влиянию высоких температур и механическим воздействиям.
- Около рабочего места не должны находиться горючие материалы и пожароопасные вещества. Минимальный радиус для такого соседства должен составлять пять метров.
Организация рабочего места сварщика (ГОСТ 12.3.003-86)
Правила организации рабочего места сообщают о том, что каждый рабочий должен контролировать:
- работают ли подъемные механизмы;
- насколько хорошо освещено рабочее место;
- планировку предстоящей работы, это делается заранее с целью подготовки необходимых инструментов;
- исправность переносного рабочего светильника;
- состояние рабочей вентиляционной системы.
Организация рабочего места сварщика по 5С
5С – это усовершенствованная технология управления, с которой начинается само производство и без которой существовать оно не может. Аббревиатура «5С» расшифровывается пятью словами, начинающимися на букву «С». А именно:
- Сортировка — правильное разделение всех вещей на нужные и ненужные и своевременная утилизация последних.
- Соблюдение порядка — правильная организация расположения необходимых веществ, позволяющая очень быстро их найти.
- Содержание в чистоте — постоянный контроль за порядком на рабочем месте.
- Стандартизация — постоянное и четкое выполнение трех предыдущих пунктов.
- Совершенствование — поддержание, укрепление и улучшение полученных ранее результатов.
Главные цели 5С
Благодаря данной технологии на производстве сварочный процесс проходит намного продуктивнее, так как главными целями 5С являются:
- обеспечение чистоты и порядка на рабочем месте сварщика;
- значительная экономия времени, которая главным образом достигается благодаря тому, что все нужные инструменты лежат на правильных и легкодоступных для сварщика местах;
- повышение уровня безопасности и сокращение количества несчастных случаев;
- значительное улучшение качества продукции и одновременное снижение количества дефектов;
- создание комфортной и стабильной эмоциональной атмосферы, формирование стимула производить работу;
- максимальное повышение производительности труда.
Процесс сварки – это очень эффективный, но в то же время не безопасный процесс. Для того чтобы оградить себя от травмирования, нужно соблюдать правила безопасности и правильно организовывать свое рабочее место. Только в этом случае производство будет на высшем уровне, а количество несчастных случаев сведется к минимуму. Берегите себя, лучше уделить немного времени чистоте и порядку на рабочем месте, чем оказаться в больнице с серьезными последствиями.
Организация рабочего места сварщика
Установки для автоматической сварки продольных швов обечаек — в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Научная организация труда (НОТ) на предприятии есть совокупность организационных, технологических и санитарно-гигиенических мероприятий, обеспечивающих наиболее целесообразное использование рабочего времени, производственных навыков и творческих способностей каждого члена коллектива, способствующих устранению тяжелого ручного труда, неблагоприятных воздействий окружающей среды на организм работающего, снижение травматизма. Правильная организация рабочего места сварщика способствует не только повышению производительности труда и качества сварки, но и обеспечению безопасных условий работы, снижению травматизма и несчастных случаев.
В зависимости от габаритов свариваемых изделий и характера производства рабочее место сварщика может быть расположено либо в специальной кабине, либо в цехе или непосредственно на сборочном объекте. Размеры кабины должны быть не менее 2×2 м 2 . Стены кабины делают высотой 1,8-2 м. Для лучшей вентиляции между полом к нижним обрезом стенки оставляют просвет 150-200 мм. В качестве материала для стен кабины можно использовать тонкое железо, а также фанеру, брезент, прочитанные огнестойким составом, или другие огнестойкие материалы. Каркас кабины делают из металлических труб или уголковой стали. Дверной проем кабины обычно закрывают брезентовым занавесом, укрепленным на кольцах.
Как указывалось выше, для окраски стен кабины рекомендуется применять цинковые белила, желтый крон, титановые белила, которые хорошо поглощают ультрафиолетовые лучи. Окраска сварочных цехов и кабин в темные цвета не рекомендуется, так как при этом ухудшается общая освещенность места сварки. В тех случаях, когда сварочные работы приходится выполнять на открытых участках цеха, места сварки со всех сторон надо огораживать щитами или ширмами. Наружные стороны таких оградительных устройств рекомендуется окрашивать в яркие цвете (лучше в виде «зебры»), чтобы они лучше просматривались. Чтобы предупредить посторонних лиц об опасности, на таких щитах надо делать крупными буквами надписи: «Осторожно, идет сварка»!
В организации сварочных работ важное значение имеет правильное размещение оборудования. Многопостовые агрегаты и установки, состоящие из нескольких сварочных агрегатов, располагают в отдельном помещении или на площади общего производственного помещения, огражденной постоянными перегородками высотой не менее 1,7 м. Сварочные преобразователи при работу создают шум, оказывающий вредное действие на нервную систему человека, вызывая понижение внимания и снижение работоспособности. По этой причине все сварочные преобразователи надо изолировать в помещение цеха или вынести их за пределы производственного помещения, огородив со всех сторон и укрыв от атмосферных осадков.
В стационарных многопостовых сварочных установках присоединение сварочных постов к электросварочному агрегату осуществляют через общий щит, на котором должны находиться необходимые измерительные приборы, защитные средства, сигнальные лампочки, рубильники и зажимы для присоединения сварочных постов. При однопостовой сварке должны быть предусмотрены индивидуальные щиты, оборудованные вольтметром и сигнальной лампочкой, указывающей сварщику на наличие пли отсутствие напряжения в сварочной цепи.
Проходы между многопостовыми сварочными агрегатами и между установками автоматической сварки должны быть не менее 1,5 м; проходы между однопостовыми сварочными трансформаторами или между сварочными генераторами, а также проходы с каждой стороны стеллажа или стола для выполнения ручных сварочных работ — не менее 1 м. Расстояние между стационарным сварочным агрегатом и стеной или колонной должно составлять не менее 0,5 м, а расстояние между стеной или колонной и сварочным автоматом — не менее 1 м. Проходы между машинами точечной и шовной (роликовой) сварки с расположением рабочих мест напротив друг друга должны быть не менее 2 м, а между машинами стыковой сварки — не менее 3 м. Мри расположении перечисленных выше машин тыльными сторонами друг к другу ширина проходов должна быть не менее 1 м, а при расположении передними и тыльными сторонами друг к другу — не менее 1,5 м.
Электрододержатели
Электрододержатели должны быть легкими, удобными в обращении, не стеснять движений и не утомлять руку сварщика. Их выпускают трех типов: для тока до 125 А и провода сечением 25 мм 2 ; тока до 315 A и провода сечением 50 мм 2 , тока до 500 A и провода сечением 70 мм 2 . Электрододержатель должен выдерживать 8000 зажимов электродов. Его конструкция должна обеспечивать смену электрода не более чем за 4 с. Электрододержатели для тока 500 A и выше снабжают щитком для защиты руки от тепла сварочной дуги, а также от брызг металла. Применяют также электрододержатели, снабженные устройством для выключения сварочного тока во время смены электрода, обеспечивающие большую безопасность работы.
Выключающее устройство состоит из латунного стержня, вмонтированного в рукоятку. При вращении подвижной части рукоятки стержень вывертывается из контактной втулки, размыкая цепь сварочного тока. Токоведущий провод пропускают через рукоятку, однако при сварочном токе более 600 А токоведущий провод должен подключаться к электрододержателю, минуя рукоятку.
Сварочный пост следует снабжать специальным штативом или стойкой, приваренной к столу, для укладки или подвески электрододержателя при кратковременных перерывах в работе, чтобы избежать образование электрической дуги в результате случайного соприкосновении электрододержателя с поверхностью металлического стола. Поверхность штатива или стойки, на который укладывается или подвешивается электрододержатель, должна быть изготовлена из электроизоляционного материала.
Во время сварки к электрододержателю прилипают брызги расплавленного металла, что приводит к утяжелению и перегреву электрододержателя. Кроме того, при попадании брызг на щечки электрододержателя затрудняется установка электрода и удаление огарка. Это способствует большей утомляемости сварщика, а иногда приводит к ожогам во время смены электрода. Во избежание прилипания брызг расплавленною металла к электрододержателю его рекомендуется несколько раз в смену смазывать автолом.
Столы сварщиков
Сварку небольших изделий (размером менее 1 м) следует производить в отдельных кабинах на металлических столах. Для отсоса газов и пыли от сварочной дуги недопустимо над столом располагать вытяжной зонт. При такой организации рабочего места поток подымающихся газов и пыли частично проходит через зону дыхания сварщика. Более удобно рабочее место, на котором над столом сварщика несколько выше плоскости сварки расположен односторонний щелевой отсос в виде полузонта. Сварку изделий до 1 м удобно производить на рабочем столе, над которым со стороны, противоположной рабочему месту, установлена односторонняя панель равномерного всасывания.
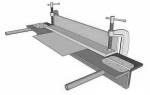
При оборудовании стола сварщика местным отсосом вентилятор устанавливают как на самом столе, так и за пределами помещения. Исходя из того, что встроенный в стол вентилятор создает шум, снижающий работоспособность сварщика, С. Ландо и В. Жизневский разработали конструкцию стола сварщика с нижнебоковым отсосом газов и пыли, в котором вентилятор устанавливают за пределами помещения (рис. 6). При такой конструкции отсоса дым, пыль и газы не попадают в зону дыхания сварщика даже в тех случаях, когда ему приходится работать стоя.
В столе описываемой конструкции предусмотрены еще некоторые удобства. Известно, что многие сварщики перед зажиганием дуги пользуются приемом зачистки конца электрода от выступающего козырька путем прикосновения электрода к поверхности стола. В результате этого уже через небольшой промежуток времени на поверхности стола образуются наросты электродного металла, мешающие передвижению по столу изделий и портящие его внешний вид. Чтобы этого не случалось, на новом столе сварщика столешница по краям окантована медными пластинами, прикрепленными к столу винтами. Так как к медным пластинам электродный металл не пристает, то поверхность стола не загрязняется электродным металлом и в конце рабочего дня следует лишь прочистить его поверхность стальной щеткой.В новом столе предусмотрено местное освещение, смонтированное на откидной панели, которая, в свою очередь, укреплена шарнирно к верхней части наклонной панели. Такое устройство панели освещения позволяет при доставке на стол сварщика крупногабаритных тяжелых изделий при помощи тельфера откидывать панель освещения, предупреждая ее поломку. С боковых сторон к пастилу прикреплены на петлях две откидные кассеты. Левая кассета предназначена для укладки электродов, правая—для укладки молотка, стальной щетки, зубила и другого инструмента. При этом имеется в виду, что после рабочей смены материалы и инструмент будут убраны в закрывающуюся тумбочку.
Каркас стола изготовлен из уголковой стали 50×50 мм. С боков и спереди он обшит листовой сталью толщиной 1 мм. С лицевой стороны обшивка сделана с приступком. Это позволяет сварщику периодически менять позу, давая отдых ноге. В боковых стенках обшивки прорезаны окна для выходных патрубков местного отсоса. В зависимости от места установки стола на сварочном участке один из патрубков соединяется с вытяжной трубой, а другой заглушается. Настил стола изготовлен из квадратной стали 16х16 мм, скрепленной стальной рамкой. Расстояние между прутками 5—6 мм. Через эти щели отсасываются вредные выделения от места сварки, если ее ведут на расстоянии до 250 мм от поверхности стола. Если же сварку ведут па большем расстоянии от поверхности настила, то вредные выделения отсасываются в щели, сделанные в задней навели отсоса. В решетчатый настил через щели в корпус отсоса могут попадать огарки электродов, окалина, другие загрязнения. Поэтому периодически, один раз в полгода, следует открывать люк бокового патрубка и очищать отсасывающий корпус от загрязнений. Чтобы огарки и загрязнения не засасывало в вытяжную трубу, у выхода вытяжного патрубка устанавливают металлическую сетку. Рабочая зона стола сварщика 1000×700 мм, высота от пола до рабочей зоны 700 мм, общая высота 1400 мм, масса 110 кг.
При сварке крупногабаритных изделий (более 2 м), обычно переносимых краном, пользуются подставками. Удаление вредных выделений производят при помощи отсоса через панель равномерного всасывания, укрепленную на поворотном шарнирном устройстве, чтобы отводить ее в сторону во время установки изделия под сварку.
Иногда при сварке мелких изделий, требующих наложения сварочных швов по периметру, целесообразно применять вращающийся стол, регулируемый по высоте при помощи винта. Пользуясь таким столом, можно поднимать и опускать детали в наиболее удобное положение и работать в такой позе, при которой сварщик меньше подвергается воздействию вредных выделений сварки и меньше устает.Для устранения вынужденного неудобного положения тела при ручных видах сварки необходимо снабжать сварщика рациональным сиденьем, регулируемым по высоте.
УЧЕБНЫЙ ЭЛЕМЕНТ «ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА СВАРЩИКА»
Как организовать дистанционное обучение во время карантина?
Помогает проект «Инфоурок»
Липецкий индустриально-строительный колледж
Профессия 15.01.05 Сварщик (электросварочные и газосварочные работы)
Организация рабочего места электросварщика
Преподаватель спецдисциплин Меркулова Т.А.
Изучив этот учебный элемент, Вы сможете организовать рабочее место электросварщика.
Рабочим местом электросварщика является закрепленный за рабочим или бригадой участок производственной площади, оснащенной в соответствии с требованиями осуществляемого технологического процесса определенным оборудованием, инструментом, приспособлениями и т.д.
Оборудование, инструменты, приспособления, принадлежности
Сопутствующие учебные элементы и пособия:
— Правила безопасности при выполнении сварочных работ
— Правила пожарной безопасности
— Правила по защите глаз
— Правила по защите органов дыхания
Правила пожарной безопасности
Безопасные приемы труда при работе с инструментом
Обязательное использование средств индивидуальной защиты
Места проведения сварочных работ разделяют на:
— постоянные — (стационарные) места предназначены для работ, которые выполняются в специально оборудованных цехах, мастерских и т.д.
Организация стационарного рабочего места для электросварщика
Пол в кабине должен быть из огнестойкого материала (кирпич, бетон, цемент). Стенки окрашивают в светло-серый цвет красками, хорошо поглощающими ультрафиолетовые лучи (цинковые или титановые белила, желтый крон). Освещенность кабины должна быть не менее 80—100 лк. Кабину оборудуют местной вентиляцией с воздухообменом 40 м3/ч на каждого рабочего. Вентиляционный отсос должен располагаться так, чтобы газы, выделяющиеся при сварке, проходили мимо сварщика.
Сварку деталей производят на рабочем столе. Крышку стола изготовляют из чугуна толщиной 20—25 мм. Сварочный пост оснащен генератором, выпрямителем или сварочным трансформатором.
Сварочные провода служат для подвода тока от сварочной машины или трансформатора к электрододержателю и свариваемому изделию. Электрододержатели снабжают гибким изолированным проводом ПРГ (провод резиновый гибкий) или ПРГН (провод резиновый гибкий нейритовый), сплетенным из большого количества медных, отожженных и пролуженных проволочек диаметром 0,18—0,2 мм.
Рекомендуемые сечения сварочного провода приведены в табл.
Применять провод длиной более 30 м не рекомендуется, так как это вызывает значительное падение напряжения в сварочной цепи. Провода должны быть надёжно закреплены. В местах повреждения заизолированы.
Соединение проводов производить при помощи муфт.
Электродержатели применяют для закрепления электрода и подвода к нему тока при ручной электродуговой сварке. Их основные характеристики приведены в табл.
Номинальная сила сварочного тока, А
Продолжительность цикла, мин
Отношение продолжительности рабочего периода к продолжительности цикла, %
Диаметр электрода, мм
Сечение присоединенного сварочного провода, мм 2
Токоведущие части электрододержателей должны быть надежно изолированы от случайного соприкосновения со свариваемым изделием или руками сварщика. Сопротивление изоляции должно быть не менее 5 Мом. Изоляция рукоятки должна выдерживать без пробоя в течение 1 мин испытательное напряжение 1500 В при частоте 50 Гц. Превышение температуры наружной поверхности рукоятки при номинальном режиме работы не должно быть более 55° С. Поперечное сечение рукоятки на длине, охватываемой ладонью сварщика, должно вписываться в круг диаметром не более 40 мм. Электрододержатели должны обладать достаточной механической прочностью.
Электрододержатели должны допускать возможность захвата электрода не менее чем в двух положениях: перпендикулярно и под углом не менее 115° к оси электрододержателя. Конструкция электрододержателя должна обеспечить время на смену электрода не более 4 с.
Маски должны быть выполнены из специальной пластмассы, которая устойчива к высокой температуре и повышенной влажности, практически не деформируется, не портится от брызг расплавленного металла. В конструкции щитков отсутствуют металлические выступающие части, что исключает поражение сварщика электрическим током.
Для работы в закрытых ёмкостях или в тесных помещениях, где невозможно применить вытяжку, применяют специальные маски с подачей воздуха
В щиток или шлем вставляют специальный светофильтр, удерживаемый рамкой размером 120 x 60 мм.
Нельзя пользоваться случайными цветными стеклами, так как они не могут надежно защищать глаза от невидимых лучей сварочной дуги, вызывающих хроническое заболевание глаз.
Защитные светофильтры имеют различную плотность и подбираются в зависимости от силы сварочного тока.
Дуговая сварка металлическим электродом
В современных масках «хамелеон», затемнение стекла регулируется автоматически в зависимости от яркости дуги.
При проведении сварочных работ в воздух выделяются вредные вещества, такие как: окислы азота, окиси углерода, фтористые соединения. Задача вытяжной вентиляции максимально эффективно удалить вредные газы, а приточная вентиляция должна компенсировать вытяжку, разбавляя вредности до предельно допустимых концентраций. С этой точки зрения лучшими рабочими столами сварщика являются столы с вытяжкой газов и пыли в сторону или вниз.
Эффективность местного отсоса вредных примесей, которые выделяются в процессе сварки, из зоны дыхания сварщика в большой мере зависит от максимального приближения
вытяжных заборников к месту горения дуги.
Требования к спец.одежде: костюм должен быть из жаростойкой ткани (брезент, замша), куртка должна носится на выпуск, карманы должны быть внутренние, ботинки должны быть высокими, без гвоздей, из негорючего материала, руковицы (краги) – из негорючего материалы достаточной длины, чтобы не залетал материал при потолочной сварке, головной убор, защищающий шею.
Дополнительный инструмент сварщика
Струбцины (винтовые зажимы) — для присоединения
провода к изделию
Для зачистки швов и удаления шлака применяют проволочные шетки — ручные и с электроприводом. Для клеймения швов, вырубки дефектных мест, удаления брызг и шлака служат клейма, зубила, молотки. Для хранения электродов стаканы, молоток с заостренным концом для отбивания шлака, стальные щетки ( широкая и узкая) для очистки свариваемых кромок и поверхностей швов (ТУ 406-297), слесарный молоток по ГОСТ 2310-77 и зубило длиной не менее 150 мм по ГОСТ 7211 для вырубки мелких дефектов; набор шаблонов для промера размеров швов;
Чтобы инструмент был безопасен в работе, он должен быть всегда исправен.
Организация рабочего места сварщика
Введение
Электрическая сварка металлов является одним из основных технологических процессов на многих заводах, стройках и транспортных предприятиях нашей страны.
У истоков создания современных способов сварки стояли крупные русские ученые и инженеры В. В. Петров, Н. Н. Бенардос и Н. Г. Славянов. Однако уровень развития техники конца XIX и начала XX столетия не позволил широко использовать их крупнейшие открытия. Начало промышленного применения электрической сварки в СССР следует отнести к 1924 г., когда Ленинградский завод «Электрик» выпустил первые сварочные генераторы и этим положил начало производству отечественного сварочного оборудования.
При изготовлении изделий их конечные формы и размеры обеспечиваются заранее заданным режимом и направлением сварки. Оператор в каждом отдельном случае должен учитывать отклонения от заданных размеров деталей, собранных под электрическую сварку с различной точностью. Кроме того, в результате местного нагрева при электрической сварке происходит деформация деталей, что также требует изменений режимов сварки в процессе работы.
Такая зависимость от оператора не гарантирует высокого качества сварных соединений и сдерживает темпы развития сварочного производства. Вот почему одной из важнейших задач развития сварочной техники является механизация и автоматизация процесса производства сварных конструкций, создание совершенного сварочного оборудования.
Сварка — технологический процесс получения неразъёмного соединения посредством установления межатомных и межмолекулярных связей между свариваемыми частями изделия при их нагреве (местном или общем), и/или пластическом деформировании .Сварка применяется для соединения металлов и их сплавов, термопластов во всех областях производства и в медицине .
При сварке используются различные источники энергии: электрическая дуга, электрический ток, газовое пламя, лазерное излучение, электронный луч, трение, ультразвук. Развитие технологий позволяет в настоящее время проводить сварку не только в условиях промышленных предприятиях, но в полевых и монтажных условиях (в степи, в поле, в открытом море и т. п.), под водой и даже в космосе. Процесс сварки сопряжен с опасностью возгораний; поражений электрическим током; отравлений вредными газами; поражением глаз и других частей тела тепловым, ультрафиолетовым, инфракрасным излучением и брызгами расплавленного металла.
1.Подготовка поверхности металла под сварку. При подготовке деталей под сварку поступающий металл подвергается правке, разметке, наметке, резке, подготовке кромок под сварку, холодной или горячей гибки.
Металл правят либо вручную, либо на различных листоправильных вальцах. Ручную правку выполняют на чугунных или стальных правильных плитах ударами кувалды или с помощью ручного винтового пресса. Угловая сталь правится на правильных вальцах (прессах), двутавры и швеллеры — на приводных или ручных правильных прессах.
Разметка и наметка — это такие операции, которые определяют конфигурацию будущей детали. Механическая резка применяется для прямолинейного реза листов, а иногда для криволинейного реза листов с использованием для этой цели роликовых ножниц с дисковыми ножами. Углеродистые стали разрезают газокислородной и плазменно-дуговой резкой. Эти способы могут быть ручными и механизированными. Для резки легированных сталей, цветных металлов может применяться газофлюсовая или плазменно-дуговая резка.
Основной металл и присадочный материал перед сваркой должны быть тщательно очищены от ржавчины, масла, влаги, окалины и различного рода неметаллических загрязнений. Наличие указанных загрязнений приводит к образованию в сварных швах пор, трещин, шлаковых включений, что приводит к снижению прочности и плотности сварного соединения.
2.Угол разделки кромок выполняется при толщине металла более 3 мм, поскольку се отсутствие (разделки кромок) может привести к не провару по сечению сварного соединения, а также к перегреву и пережогу металла; при отсутствии разделки кромок для обеспечения провара электросварщик должен увеличивать величину сварочного тока.
Длиной скоса листа регулируется плавный переход от толстой свариваемой детали к более тонкой, устраняются концентраторы напряжений в сварных конструкциях.
Притупление кромок выполняется для обеспечения устойчивого ведения процесса сварки при выполнении корневого слоя шва. Отсутствие притупления способствует образованию прожогов при сварке.
Смещение кромок создает дополнительные сварочные деформации и напряжения, тем самым ухудшая прочностные свойства сварного соединения. Смещение кромок регламентируется либо ГОСТами, либо техническими условиями. Кроме того, смещение кромок не позволяет получать монолитного сварного шва по сечению свариваемых кромок.
3.Подготовку кромок под сварку выполняют на механических станках — токарных (обработка торцов труб), фрезерных, строгальных — обработка листов и т. д., а также применением термической резки. Листы, трубы, изготовленные из углеродистых сталей, обрабатываются газокислородной резкой. В качестве горючих газов могут служить ацетилен, пропан, коксовый газ и т. д. Цветные металлы, а также нержавеющие стали обрабатываются плазменной резкой.
Перед сваркой особо ответственных конструкций торцы труб или листов после газокислородной резки обрабатывают дополнительно механическим путем; это делается для того, чтобы избежать каких-либо включений в металле.
В большинстве случаев сварки плавлением и при всех наплавочных работах в расплавляемый основной металл вводится добавочный, наплавляемый; в результате их смешивания образуется сварочная ванна. Кристаллизация металла сварочной ванны вследствие прекращения действия источника тепла или его удаления при перемещении приводит к образованию металла сварного шва или наплавки. Введение добавочного металла осуществляется посредством расплавления сварочным источником тепла специальных сварочных материалов. Они могут вводиться в сварочное пространство как энергетически связанными с источником тепла (дуговая сварка плавящимся электродом и электрошлаковая сварка токоведущим электродом), так и автономно, непосредственно не связанными с источниками тепла (газовая сварка, сварка неплавящимся электродом).
При дуговой сварке применяют неплавящиеся и плавящиеся электроды.
Неплавящиеся электроды изготавливают из вольфрама и его сплавов.
Для плавящихся электродов наиболее распространённым материалом является холоднотянутая калиброванная проволока диаметром 0,3-12 мм, а также горячекатаная или порошковая проволока, электродные ленты и пластины.
Классификация сварочных материалов в связи с их большим разнообразием чрезвычайно затруднена и до настоящего времени не разработана.
Не менее велико и качественное разнообразие сварочных материалов различного назначения. Так, одной только стальной электродной проволоки имеется около 60 различных составов при различном сортаменте по размерам.. Кроме того, электродные и присадочные материалы поставляются и по другим ГОСТам: например, около десяти марок сварочной проволоки из алюминия и его сплавов, две марки чугунных присадочных материалов и др. Учитывая присадочные (электродные) материалы, потребляемые сварочным производством по различным ведомственным ТУ и другим техническим документам, общее количество таких материалов по маркам превышает 100.