Содержание
- Газопламенное напыление
- Виды газопламенного напыления.
- Метод подачи материала при газопламенном напылении.
- Газопламенное напыление
- Преимущества
- Газопламенное напыление
- Технология напыления металлов: основные способы металлизации изделий
- Задачи и варианты напыления
- Оборудование для холодного напыления
- Газопламенная металлизация и напыление неметаллов
Газоплазменное напыление металлов
Газопламенное напыление
HVOF – система кислородно-топливной смеси (HVOF, High Velocity Oxygen Fuel).
Русский аналог этого термина — газопламенное сверхзвуковое напыление ( ГПС — процесс).
В качестве окислителя используется кислород (чистый кислород или сжатый воздух).
В качестве топлива могут использоваться газы (водород,
метан, пропан, пропилен, ацетилен, сжиженный природный газ и т. д.) Или жидкости (керосин и т. д.).
В качестве транспортирующего газа применяют сжатый воздух.
HVOF — это система термического распыления, использующая сжигание газов, таких как водород или жидкое топливо или керосин. Топливо и кислород смешиваются и распыляются в зоне сгорания в условиях, которые контролируют правильный режим и давление сгорания.
Процесс создает очень высокую скорость, которая используется для продвижения частиц на скоростях, близких к сверхзвуковым, перед ударом по подложке. Одним из основных правил распыления является то, что высокое давление сгорания = высокая скорость газа, высокая скорость частиц и, как следствие, высокое качество покрытия.
Одним из ключевых преимуществ высокой скорости этой системы является чрезвычайно высокая плотность покрытия и низкое содержание оксида. Низкое содержание оксидов происходит частично из-за скорости частиц, проводящих меньше времени в источнике тепла, и частично из-за более низкой температуры пламени (около 3000 ° C) источника тепла по сравнению с альтернативными процессами.
Наряду с превосходной прочностью сцепления, некоторые покрытия HVOF можно распылять очень густо из-за исключительно высоких скоростей, создавая покрытия при сжатии вместо растяжения. Это позволяет очень быстро наносить такие материалы, как карбид, более 6 мм.
Высокоскоростное газоплазменное напыление HVOF широко применяется для производства износостойких покрытий из карбидов и стеллитов. Оно также применяется для нанесения покрытий MCrAlY, представляющих собой сплавы M (металл = никель, кобальт или железо, или сочетание), Cr (хром), Al (алюминий) и Y (иттрий).
Газопламенное напыление HVOF идеально подходит для покрытия крупных компонентов.
Отличные результаты по ремонту, восстановлению, нанесению покрытий и упрочнению следующих деталей: зубья экскаваторов, транспортирующие установки, установки по переработке песка, лопасти смесителей, транспортирующие шнеки, буры глубокого бурения.
Что такое газопламенное напыление NVAF ?
HVAF – система воздушно-топливной смеси «пропан-воздух» (HVAF, High Velocity Air Fuel) Российский аналог этого термина сверхзвуковое газовоздушное напыление, ( СГВ-процесс)
Температура сгорания воздушно-топливной смеси обычно на 1000°C ниже, чем при кислородно-топливном горении HVOF. Такая низкая температура идеальна для постепенного нагрева частиц исходного порошка металлов и твердых сплавов и ненамного выше температуры плавления металлов. Режим HVAF исключает испарение и сводит к минимуму окисление, что приводит к превосходным свойствам покрытия.
Начальное содержание кислорода в газообразных продуктах сгорания смеси при HVAF процессе в 5 раз ниже по сравнению с любым процессом HVOF.
HVAF-пистолет генерирует струю диаметром более 16 мм и длиной более 250 мм. (рис. 1). Это гораздо больше дистанции напыления, которая обычно составляет 125-180 мм. Несмотря на большие размеры струи, нагрев подложки под ее воздействием обычно незначителен, так как активная фаза горения топлива происходит в каталитической камере сгорания.Ускоренные до высокой скорости частицы обладая дробеструйным эффектом, удаляют частицы плохо сцепленные с подложкой, устраняя источник возможных дефектов в покрытии.
Указанные факторы предотвращают окисление металлов, разложение карбидов и их растворение в металлической связке.
Это позволяет сохранить исходную пластичность порошкового материала, используемого в качестве сырья для покрытия, даже в случае, когда твердость покрытия WCCoCr превышает 1 600 HV300.
Максимальный экономический эффект по сравнению с другим газотермическим оборудованием.
Оборудование для газопламенного напыления HVAF -это фактическая гарантия 50% экономии по сравнению с HVOF.
Применение системы газопламенного распыления HVAF :
Крупногабаритные валы Трубы Кольца, диски Турбинные камеры сгорания Резервуары и емкости
Где применяется газопламенное распыление.
Отрасли, в которых эффективно применяется антикоррозионная защита методом газопламенного напыления протекторной защиты, включают в себя оборонную , нефтегазовую и машиностроительные отрасли промышленности . Системы газопламенного напыления используются в промышленности для защиты поверхностей и компонентов от высоких температур и агрессивных сред. Протекторные газопламенные покрытия часто используются на поверхностях палуб на морских судах для защиты и противоскользящих характеристик, которые следует наносить на палубы, на которых приземляются самолеты.
Использование систем газопламенного напыления в нефтегазовой промышленности достаточно обширное. Долговечные и надежные компоненты, с газопламенным напылением на деталях и конструкциях обеспечивает увеличение срока службы объектов. Покрытия газопламенным напылением, наносимые на детали,работающих как на суше, так и на море, способствуют защите от коррозии, эрозии, экстремальных температур и укреплению уплотнений, чтобы уменьшить вероятность утечки.
Преимущества газопламенного напыления.
Виды газопламенного напыления.
Газопламенное напыление без оплавления.
Газопламенное напыление без оплавления применяется при решении задач восстановления деталей, не испытывающих деформации, работающих при температурном режиме до 350 °С и знакопеременные нагрузки. Газопламенное напыление без оплавления наносится при восстановлении наружных и внутренних цилиндрических поверхностей подвижных и неподвижных соединений при невысоких требованиях к величине адгезии с поверхностным слоем восстанавливаемых деталей.
Газопламенное напыление с последующим оплавлением.
Газопламенное напыление с одновременным оплавлением.
Метод подачи материала при газопламенном напылении.
Порошковое газопламенное напыление.
Оборудование для порошкового напыления является наиболее доступным. Однако возникает трудность выбора порошка для напыления. Высококачественные материалы довольно дороги, дешевые — не дают стабильности покрытий;
Шнуровое газопламенное напыление.
Этот способ газопламенного напыления очень схож с прутковым газопламенным напылением.
Прутковое газопламенное напыление.
тел. +7(8442)52-61-64 , моб. 8 (960) 891-81-13, e-mail: sales5@akz34.ru , web. www.akz34.ru
Теги: газопламенное напыление/газопламенное напыление металла/ оборудование для газопламенного напыления/ газопламенная металлизация/порошковое газопламенное напыление/ газопламенное напыление порошком/высокоскоростное газопламенное напыление
Газопламенное напыление
Преимущества
Получить бесплатную консультацию
Результатом этого процесса газопламенного напыления является формирование стабильного непрерывного напыления, которое достигается в ходе выполнения строгой последовательности действий: нагрев, плавление, диспергирование полученной смеси, перенос расплавленных частиц ацетилено-кислотного пламени материала на металлическую поверхность детали.
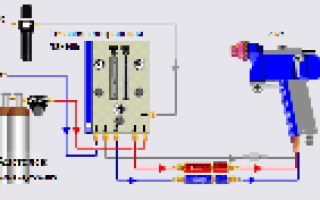
В процессе газопламенного напыления используется горелка на основе ацетилен-кислорода или пропан-кислорода. В ее пламя от питателя передается субстанция (например, проволока — установка FS15), она расплавляется и, с помощью сжатого воздуха, поступает на поверхность детали. Нагретая смесь, остывая, формирует на детали прочное покрытие.
Использовать такой способ работы допускается как в ручном режиме, так и с применением специального оборудования.
С помощью газопламенного напыления допускается наносить покрытия из следующих сплавов: железных, никелевых, медных, алюминиевых, цинковых.
Применение газопламенного напыления:
- восстановление работоспособности оборудования;
- усиление прочности новых деталей;
- изготовление запорной арматуры (75% от всех изготовленных за рубежом шаровых кранов);
- для восстановления геометрии деталей насосно-компрессорного оборудования, крышек и валов электродвигателей;
- восстановление баббитового покрытия подшипников;
- создание антикоррозийных покрытий;
- покрытия рилсан (изоляционные покрытия для трубопроводных систем);
- декоративные покрытия предметов, подвергающихся неблагоприятному внешнему воздействию окружающей среды (барельефы, памятники, фонтаны и т.д.)
В зависимости от того, для чего требуется создать покрытие, к нему предъявляются различные требования, т.е. изменяется его состав, толщина, плотность, плотность сцепления с поверхностью подложки.
В дальнейшем, после затвердевания, обрабатывать созданное напыление допускается с помощью шлифования или резанием. Такой способ обработки объясняется пористостью в 2-10% всех покрытий, созданных с помощью газопламенного напыления.
Преимущества газопламенного напыления:
- допускается использовать на объектах с любыми габаритами (трубопроводы, корабли, мосты, лопатки турбин и т.д.);
- можно задать необходимую пористость покрытия (до 30%) и его толщину;
- в качестве подложки используется дерево, стекло, металлы, пластмассы разных типов, композиционные материалы;
- при выполнении напыления покрываемая деталь не деформируется (т.к. не требуется ее сильный нагрев);
- наносить можно любые материалы, имеющие точку плавления или интервал размягчения;
- выполнять напыление допускается при нормальных погодных условиях, в воде, в специальном помещении с контролируемой инертной атмосферой;
- покрытие выполняется металлами, сплавами, карбидами, нитридами, боридами, пластмассами и комбинациями материалов с температурой плавления от 300°С до 3500°С;
- достигается снижение себестоимости конечного объекта, т.к. для его первоначального покрытия (до обработки) допустимо использовать менее дорогостоящие материалы;
- более эффективное использование материалов и энергоресурсов;
- повышение долговечности изделий, срока их эксплуатации;
- минимизировано влияние на детали таких явлений как коррозия, эрозия;
- относительно небольшие временные затраты на создание покрытия;
- низкий уровень шума в ходе работы;
- не высокий радиационный фон;
- возможность настройки процесса работы в автономном режиме;
- оборудованию не требуется сложный уход и техническое обслуживание;
- само оборудование мобильно и выполнять процесс напыления возможно непосредственно на объекте, без демонтажа деталей.
Недостатки технологии:
- при испытании прочности сцепления созданного напыления с поверхностью детали на нормальный прорыв иногда достигаются неприемлемые результаты (5–45 МПа);
- без дополнительной обработки запрещается использовать изделия с подобным покрытием в коррозийных средах из-за высокой пористости (5-25%);
- невозможно нанести покрытие из материалов, чья температура плавления выше 2800 °С;
- невысокий коэффициент использования энергии газопламенного потока на нагрев порошка (2–12 %).
Этапы работ
1 этап. Подготовка поверхности.
В состав этапа подготовки поверхности входят следующие операции:
- обезжиривание поверхности изделия с помощью углеводородных растворителей в случае присутствия масляно-жировых включений.
- обмыв участков изделия с целью удаления солей, атмосферных загрязнений, закоксованностей;
- абразивоструйная, гидроабразивная или гидродинамическая очистка поверхности с целью удаления старого покрытия, ржавчины, окалины и придания шероховатости;
- сушка поверхности ( при использовании технологий гидроабразивной или гидродинамической очистки)
- ручная очистка и закругление острых углов, кромок, удаление заусенцев и варочных брызг.
- обдувка сжатым воздухом и обеспыливание поверхности.
Контроль качества подготовленной поверхности осуществляется на предмет соответствия следующим критериям:
- абразивоструйная очистка должна быть осуществлена до степени, определенной регламентом (ППР), как правило, это степень SA 2- 2,5 — 3 по ISO 8501 и проверена визуально путем сравнения с эталоном;
- ручная очистка должна быть осуществлена до степени St 2- 2,5- 3 по ISO 8501 и проверена визуально путем сравнения эталоном;
- шероховатость Rz мкм (в зависимости от условий ППР) — проверяется с помощью компаратора или профилометра по ISO 8503-1
- степень обеспыливания по ISO 8502-3 — проверяется по количеству и размеру частиц пыли;
- степень обезжиривания проверяется люминесцентным способом по ГОСТ 12.2.052-81.
2 этап. Газопламенное напыление
При газоплазменном напылении формируются капельки (микрочастицы) расплавленного металла, которые затем переносятся на обрабатываемую поверхность, создавая на ней сплошное металлопокрытие. Присадочный материал подается к факелу пламени горелки, плавится, и сжатым воздухом распыляется по обрабатываемой поверхности. После остывания на поверхности обрабатываемого изделия формируется достаточно прочное покрытие.
Процесс газопламенного покрытия допускается выполнять с одновременным оплавлением, но это возможно только при использовании газового пламени. Из-за сильного, но не равномерного нагревания напыленного слоя, плазменная струя не может обеспечить получение в результате работы качественного покрытия. Этапы выполнения напыления с одновременным оплавлением:
- прогрев всей обрабатываемой поверхности до температуры 250-300 °С;
- для исключения окисления рекомендуется нанести на восстанавливаемые участки защитный слой толщиной 0,2-0,3 мм;
- напыленный участок поверхности нагреть до состояния «запотевания»;
- на предварительно оплавленный слой напылить новый, довести его до состояния оплавления.
В процессе оплавления важно не допустить перегрева напыленного слоя до состояния жидкой ванны, а после завершения технологического процесса требуется обеспечить плавное охлаждение поверхности детали. Это легко достигается при использовании песка, асбеста. Нарушение этого технологического процесса привезет к повышенной пористости слоя, стеканию металла в случае перегрева, к появлению трещин, отслаиванию в случае неравномерного охлаждения.
3 этап. Контроль качества.
Контроль качества газопламенного напыления по внешнему виду производится путем осмотра изделий на наличие таких механических повреждений как сколы, вздутия, отслоения, трещины, раковины. При этом внешний осмотр проводится с помощью десятикратной лупы.
Замеры толщины напыления следует производить в доступных местах, где отсутствуют накатки, дефекты поверхности, которые отстоят на 5 мм и более от ребер узлов, кромок, мест контакта и отверстий.
- осуществить осмотр внешнего вида напыления невооруженным глазом на предмет выявления трещин, пор, отслоений. Данные дефекты, обнаруживаемые таким способом, в покрытии не допустимы;
- измерить твердость покрытия востановленной поверхности в трех и более точках. Фактической величиной твёрдости покрытия следует считать среднее значение полученных замеров. Использование для этих целей приборов, выполняющих измерения ультразвуковым методом, недопустимо. В первую очередь это связано с пористостью (хотя и незначительной) газопламенного напыления.
Газопламенное напыление
CASTOLIN-EUTECTIC
В Ремонтно-производственном центре освоена технология газопламенного напыления. Мы используем технологии CASTOLIN EUTECTIC для нанесения различных порошковых покрытий с целью восстановления изношенных деталей, либо нанесения антикоррозионных и других видов покрытий.
Упрощённая схема нанесения порошков
Контроль качества
Контроль качества деталей с готовыми покрытиями может быть осуществлён по-разному. Наиболее важными показателями качества защитного покрытия являются:
— величина сцепления с основным слоем
— твёрдость
— пористость
— микроструктура
Обычно результаты получают после напыления 5 образцов. Четыре используются для определения силы сцепления, а пятый для определения твёрдости, пористости, микроструктуры.
Сила сцепления
Обычно определяется в соответствии со стандартом EN 582. Этот метод является основным, использующим адгезив (склеивающее вещество) с низким коэффициентом проникновения, иначе последний может попасть на основной метал, что способно повлиять на результаты испытания
Твёрдость покрытия может быть измерена как на его поверхности, примыкающей к основному металлу, так и в поперечном сечении. Однако ввиду ламанарной (неоднородной) природы некоторых покрытий величина твёрдости может зависеть от того, в какой части покрытия она была измерена. Специальная машина для измерения твёрдости по Виккерсу позволяет точно оценивать её величину на достаточно тонком поперечном сечении. В зависимости от твёрдости покрытия прилагаются различные нагрузки. Чем ниже нагрузка, тем выше требования к конечному качеству исследуемой поверхности. В альтернативных методах измерения твёрдости, таких как метод Бриннелля (HB) или Роквелла (HRC), используются сферические или конические инденторы соответственно.
Пористость
Пористость защитного покрытия может быть измерена методом пропитки. Метод состоит в насыщении защитного слоя водой в условиях вакуума. Измеряется вес покрытия до и после насыщения и изменение веса пересчитывается в показатель, характеризующий пористость.
Микроструктура
Микроструктура слоя может быть исследована под оптическим микроскопом. Помимо микроструктуры оператор может оценить толщину покрытия, степень проникновения защитного слоя в основной металл, уровень отслоения, микро- и макротрещины, приблизительную пористость и содержание оксидов.
Методы оценки износостойкости
Оценка методом ASTM G65
Метод ASTM G65 воспроизводит условия, позволяющие оценить стойкость материалов к абразивному износу в условиях небольшого давления. В методе используется вращающееся резиновое колесо и сухой песок. Для оценки измеряется степень износа образцов, подвергнутых абразивному воздействию частиц песка, движущихся в продольном и поперечном направлении поверхности.
CIAT — Тест на ударный и абразивный износ
CIAT — тест на определение сопротивления покрытия ударно-абразивному износу. С использованием установки центробежно-барабанного типа. Данная установка состоит из барабана, внутри которого установлены два рабочих колеса (крыльчатки), вращающиеся в одном направлении, но с разной скоростью. Образцы устанавливаются на колесо, вращающееся с большей скоростью. Абразивные частицы загружаются в барабан. Барабан вращается со скоростью 60 об/мин, в то время как крыльчатка с образцами — со скоростью 650 об/мин. Таким образом, загруженные в барабан абразивные частицы соударяются с образцами, имитируя комбинированный износ.
Холодное порошковое напыление или напыление с последующим проплавлением
Возможности
RotoTec®, ProXon® и MetaCeram® — технологии «холодного» порошкового напыления позволяющие наносить покрытия на металлические детали плоской и цилиндрической формы. Их основным преимуществом является низкий нагрев деталей, что позволяет избежать деформации и структурных изменений в основном металле. Во время процесса напыления температура детали не должна превышать 150 °С.
— Напыление по технологии ProXon® осуществляется в один этап.
— Напыление по технологии RotoTec® и MetaCeram® осуществляются в два этапа.
Первым этапом «холодного» напыления является нанесение подслоя порошком серии ProXon. Вторым этапом «холодного» порошкового напыления является нанесение основного слоя порошками серий RotoTec или MetaCeram. Подслой – порошковый сплав, который обеспечивает одинаково прочное диффузионное соединение как с основным металлом, так и с порошками серий RotoTec или MetaCeram.
Преимущества
— Низкий нагрев основного металла.
— Отсутствие деформации и структурных изменений в основном металле.
— Широкий диапазон порошковых сплавов.
— Простота процесса напыления.
— Низкий уровень шума и низкая задымленность воздуха.
Применения
«Холодное» порошковое напыление имеет широкую область применений. В основном «холодное» напыление применяется для восстановления и упрочнения поверхностей, работающих в условиях трения металл-металл, для деталей плоской и цилиндрической формы. Например: шейки и поверхности валов, гильзы, поршни прессов, валки и т. п.
Технические данные
Температура пламени: 3200 °C Скорость частицы порошка во время напыления: свыше 50 м/с Производительность: 1 — 6 кг/ч Материал покрытий: Металлические и керамические сплавы в виде порошка. Плотность покрытий: 85 — 95% Уровень шума: 70 — 80 dB(A)
Порошки для «холодного» напыления наносятся с помощью ацетилено-кислородной горелки CastoDyn DS 8000. Порошок подается в газовое пламя (ацетилен+кислород) с помощью инжектора и транспортирующего газа (азот, аргон или воздух). Пламя оплавляет частицы порошка и они прилипают к поверхности детали, образуя прочное диффузионное соединение. Из-за небольшого нагрева частиц порошка и оптимальной дистанции между соплом горелки и деталью, температура нагрева детали не превышает 150 С.
Технология напыления металлов: основные способы металлизации изделий
Автор: Анастасия Исакова · Опубликовано 27.11.2017 · Обновлено 22.11.2017
Производство металлических изделий модернизируется по мере развития передовых технологий. Металл в большей степени подвержен воздействию влаги, поэтому для обеспечения высокого срока эксплуатации и придания деталям, рабочим механизмам и поверхностям требуемых свойств, в современной промышленности широко используют напыление металлов. Технология порошковой обработки заключается в нанесении на базовую металлическую основу защитного слоя, обеспечивающего высокие антикоррозийные характеристики напыляемых изделий.
Задачи и варианты напыления
Металлическая поверхность после порошковой обработки приобретает важные защитные свойства. В зависимости от назначения и области применения, металлическим деталям придают огнеупорные, антикоррозийные, износостойкие характеристики.
Основная цель напыления базовой основы из металла – обеспечить продолжительный эксплуатационный ресурс деталей и механизмов в результате воздействия вибрационных процессов, высоких температур, знакопеременных нагрузок, влияния агрессивных сред.
Процессы напыления металлов выполняют несколькими способами:
- Вакуумная обработка – материал при сильном нагревании в вакуумной среде преобразуется в пар, который в процессе конденсации осаживается на обрабатываемой поверхности.
- Плазменное или газоплазменное напыление металла – в основу метода обработки положено использование электродуги, образующейся между парой электродов с нагнетанием инертного газа и ионизацией.
- Газодинамический способ обработки – защитное покрытие образуется при контакте и взаимодействии микрочастиц холодного металла, скорость которых увеличена ультразвуковой струей газа, с подложкой.
- Напыление лазерным лучом – генерация процесса происходит с использованием оптико-квантового оборудования. Локальное лазерное излучение позволяет проводить обработку сложных деталей.
- Магнетронное напыление – выполняется при воздействии катодного распыления в плазменной среде для нанесения на поверхность тонких пленок. В технологии магнетронных способов обработки используются магнетроны.
- Защита металлических поверхностей ионно-плазменным способом – основана на распылении материалов в вакуумной среде с образованием конденсата и осаждением его на обрабатываемой основе. Вакуумный метод не дает металлам нагреваться и деформироваться.
Технологический метод напыления деталей, механизмов, поверхностей из металла подбирают, в зависимости от характеристик, которые нужно придать напыляемой основе. Поскольку метод объемного легирования экономически затратный, в промышленных масштабах широко используют передовые технологии лазерной, плазменной, вакуумной металлизации.
Напыление в магнетронных установках
Металлизация поверхностей по технологии магнетронного напыления основана на расплавлении металла, из которого выполнена мишень магнетрона. Обработка происходит в процессе ударного действия ионами рабочей газовой среды, сформированными в плазме разряда. Особенности использования магнетронных установок:
- Основными элементами рабочей системы являются катод, анод, магнитная среда, которая способствует локализации плазменной струи у поверхности распыляемой мишени.
- Действие магнитной системы активизирует использование магнитов постоянного поля (самарий-кобальт, неодим), установленных на основании из магнитомягких материалов.
- При подаче напряжения от источника электропитания на катод ионной установки происходит распыление мишени, причем силу тока нужно поддерживать на стабильно высоком уровне.
- Магнетронный процесс основан на использовании рабочей среды, которой выступает соединение инертных и реакционных газов высокой чистоты, подающихся в камеру вакуумного оборудования под давлением.
Преимущества магнетронного напыления позволяют применять данную технологию обработки для получения тонких пленок металлов. Например, алюминиевые, медные, золотые, серебряные изделия. Происходит формирование пленок полупроводников – кремний, германий, карбид кремния, арсенид галлия, а также образование покрытий диэлектриков.
Главное достоинство магнетронного метода – высокая скорость распыления мишени, осаждения частиц, точность воспроизведения химического состава, отсутствие перегрева обрабатываемой детали, равномерность нанесенного покрытия.
Использование при напылении магнетронного оборудования дает возможность обрабатывать металлы и полупроводники с высокой скоростью осаждения частиц, создавать на напыляемой поверхности тонкие пленки с плотной кристаллической структурой, высокими адгезивными свойствами. К основному перечню работ по магнетронной металлизации относятся хромирование, никелирование, реактивное напыление оксидов, карбо- и оксинитридов, сверхскоростная наплавка меди.
Технология ионно-плазменной наплавки
Чтобы получать многомикронные покрытия на изделиях из металла, широко используют метод ионно-плазменного напыления. Он основан на использовании вакуумной среды и физико-химических свойств материалов испаряться и распыляться в безвоздушном пространстве.
Технологически сложный процесс позволяет решать важные технические задачи по металлизации изделий благодаря использованию установки ионно-плазменного напыления:
- Увеличение параметров износоустойчивости, исключение спекания при эксплуатации изделий в условиях высоких температур.
- Повышение коррозийной устойчивости металлов при эксплуатации в агрессивных водных, химических средах.
- Придание электромагнитных свойств и характеристик, эксплуатация в границах инфракрасного и оптического диапазона.
- Получение высококачественных гальванических покрытий, придание изделиям декоративно-защитных свойств, обработки деталей и механизмов, используемых в разных отраслях промышленности.
Процесс ионно-плазменного напыления базируется на использовании вакуумной среды. После поджига катода формируются пятна первого и второго уровня, которые перемещаются с высокой скоростью и образуют плазменную струю в ионном слое. Полученная в результате эродирования катодов струя проходит через вакуумную среду и вступает во взаимодействие с конденсируемыми поверхностями, осаживаясь плотнокристаллическим покрытием.
Использование ионно-плазменного напыления позволяет наносить защитные покрытия при температуре поджига катода до 100°C, отличается достаточно простой схемой получения слоев толщиной до 20 мкм.
С помощью ионно-плазменного напыления на металл удается придавать требуемые свойства конструктивно сложным изделиям нестандартной геометрической формы. После обработки металлическую поверхность не требуется покрывать финишным слоем.
Особенности плазменной металлизации
Наряду с ионно-плазменным напылением и магнетронными способами обработки металлов применяют еще один метод – плазменная металлизация. Главная задача технологии – защита изделий от окислительных процессов в агрессивных средах, повышение эксплуатационных качеств, упрочнение обрабатываемой поверхности, усиление сопротивляемости механическим нагрузкам.
Плазменное напыление алюминия и других металлов основано на высокоскоростном разгоне металлического порошка в потоке плазмы с осаждением микрочастиц в виде покрывающего слоя.
Особенности и преимущества технологии плазменного напыления на металл:
- Высокотемпературный метод нанесения защитного слоя на обрабатываемую поверхность (порядка 5000-6000 °C) происходит за доли секунд.
- Используя методы регулирования газового состава, можно получать комбинированное насыщение металлической поверхности атомами порошковых покрытий.
- Благодаря равномерности потока плазменной струи удается получать одинаково пористое, качественное покрытие. Конечная продукция превосходит результаты традиционных способов металлизации.
- Длительность процесса напыления невысока, что помогает достичь стопроцентной экономической эффективности использования плазменного оборудования в разных производственных масштабах.
Основные компоненты рабочей установки – высокочастотный генератор, камера герметизации, резервуар газовой среды, насосная установка для подачи давления, система управления. Использовать технологию плазменного напыления на металл допускается в домашних условиях при наличии необходимого оборудования с вакуумной камерой – воздействие кислорода приводит к окислению горячих металлических поверхностей и мишени.
На видео: восстановление деталей напылением.
Процесс лазерной обработки
Наплавка металлов лазерным методом позволяет восстанавливать детали и механизмы потоками света, генерируемыми от оптико-квантового оборудования. Вакуумное напыление лазером является одним из наиболее перспективных методов получения наноструктурированных пленок. В основу процесса положено распыление мишени световым лучом с последующим осаждением частиц на подложке.
Преимущества технологии: простота реализации металлизации, равномерное испарение химических элементов, получение пленочных покрытий с заданным стехиометрическим составом. Благодаря узкой направленности лазерного потока в месте его сосредоточения удается получить наплавку изделия любыми металлами.
Механизмы формирования жидкокапельных фаз:
- Крупные капли частиц расплавленной мишени образуются путем воздействия гидродинамического механизма. При этом диаметр крупных капель варьируется в диапазоне 1-100 мкм.
- Капли среднего размера формируются вследствие процессов объемного парообразования. Размер капель колеблется в диапазоне 0,01-1 мкм.
- При воздействии на мишень коротких и частых импульсов лазерного луча в эрозийном факеле образуются частицы мишени небольшой величины – 40-60 нм.
Если в лазерной установке при наплавке металлов на мишень одновременно действуют все три механизма рабочего процесса (гидродинамика, парообразование, высокочастотный импульс), приобретение изделием требуемых характеристик зависит от величины влияния конкретного механизма наплавки.
Одно из условий качественной лазерной обработки – воздействие на мишень таким режимом облучения, чтобы на выходе получить лазерные факелы с наименьшим включением жидкокапельных частиц.
Оборудование для холодного напыления
Существует два варианта защиты металлов от негативного воздействия внешних и рабочих факторов – легирование и напыление с вакуумным оборудованием. То есть, в сплав добавляют атомы химических элементов, придающих изделиям требуемые характеристики, или наносят на базовую поверхность защитное покрытие.
Чаще всего в отрасли металлизации используют технологию нанесения гальванических покрытий, применяют методы погружения деталей в расплав, задействуют в процессах обработки вакуумную среду, пользуются магнетронным оборудованием.
Иногда используют детонационно-газовое напыление, которое разгоняет частицы до невероятных скоростей. Широко применяют плазмотроны, электродуговую металлизацию, газопламенную обработку, ионное напыление. Задачи промышленности диктуют свои условия, и перед инженерами возникла необходимость создать недорогое, простое в обращении оборудование, для которого можно использовать свойства нагретого сжатого воздуха.
Появилось понятие порошковой металлизации с добавлением в металлический порошок мелкодисперсионной керамики либо частиц твердого металла. Используется для работы с алюминием, никелем, медью.
Результат экспериментов превзошел ожидания, позволив решить следующие задачи:
- Нагревание сжатого воздуха в камере приводит к повышению давления, что вызывает увеличение скорости вытекания наплава из сопла в установках.
- При наборе металлическими частицами в газовой среде высокой скорости они ударяются о подложку, размягчаются и прикипают к ней. А керамические частицы уплотняют образовавшийся слой.
- Использование порошковой технологии подходит для металлизации пластичных металлов – медь, алюминий, никель, цинк. После напыления изделия можно поддавать механической обработке.
Благодаря успешной работе инженеров удалось создать переносной аппарат, позволяющий выполнять металлизацию покрытий на всех промышленных предприятиях и в домашних условиях. Требования для успешной работы оборудования – наличие компрессорной установки (или воздушной сети) с давлением сжатого воздуха в пять-шесть атмосфер и электропитание.
В таблице ниже приведены данные для хромирования алюминия в домашних условиях. Перед нанесением гальванического покрытия требуется «положить» на деталь промежуточный металлический слой, а потом выполнять напыление алюминия.
Таблица 1. Хромирование алюминия
Использование передового оборудования для металлизации изделий позволяет решить технические вопросы, связанные с повышением антикоррозийных, прочностных, эксплуатационных характеристик, а также приданием машинам, деталям и механизмам требуемых свойств для работы в сложных эксплуатационных условиях.
Лазерная сварка (2 видео)
Газопламенная металлизация и напыление неметаллов
Значение процесса металлизации и свойства покрытий
Аппаратура для металлизации и технология процесса
Значение процесса металлизации и свойства покрытий
Сущность процесса металлизации распылением, в частности газопламенной, заключается в том, что расплавленный металл под воздействием струи сжатого газа (обычно воздуха) распыляется на мелкие частицы, которые, ударяясь о покрываемую поверхность, расплющиваются и сцепляются с ней и между собой, образуя покрытие слоистого строения толщиной от 0,02 мм. Для нанесения покрытий обычно используется проволока диаметром 1-3 мм.
При помощи металлизации можно наносить покрытие из различных металлов на металлические, керамические, пластмассовые, деревянные и другие изделия. Основными областями применения металлизации являются:
1) восстановление размеров изношенных деталей машин и механизмов, работающих на истирание (коленчатые и распределительные валы, кулачки, цапфы и т. п.);
2) исправление дефектов черного и цветного литья (трещины, раковины, поры);
3) защита изделий от коррозии путем нанесения покрытий из цинка и алюминия;
4) повышение жаростойкости изделий нанесением покрытия из алюминия (алитирование);
5) нанесение декоративных покрытий;
6) нанесение специальных покрытий, например токопрово-дящих, на диэлектрики с целью последующей пайки и др.
В газовых металлизационных аппаратах проволока подается по оси факела пламени, которое концентрически окружено потоком сжатого воздуха. В наиболее горячей части факела, так называемой зоне плавления, проволока расплавляется, а воздушная струя подхватывает и распыляет капли расплавленного металла. Скорость воздушного потока на выходе из сопла аппарата составляет 300-400 м/сек, благодаря чему образующиеся в результате распыления капель мельчайшие частицы металла летят со скоростью до 200 м/сек. Эти частицы, находящиеся в расплавленном или пластичном состоянии, имеют форму шариков диаметром от 0,5 до 30 мк и более. При ударе о напыляемую поверхность частицы расплющиваются, образуя чешуйчатое покрытие с поперечным размером чешуек 10-150 мк при толщине около 2 мк.
Образование сцепления между металлом детали и покрытием объясняется в большинстве случаев действием механических сил, но в определенных условиях возможна и приварка частиц наносимого металла к основному. В частности, такая приварка имеет место при нанесении покрытия из молибдена, обладающего высокой температурой плавления (2625° С). Кроме того, в отличие от других металлов и сплавов, окислы молибдена не будут в виде жидкой окисной пленки покрывать летящие частицы металла; при температуре 700-800° С они возгоняются и создают газовую оболочку вокруг частиц. Поэтому при ударе частиц молибдена о поверхность, например стальной детали, они благодаря высокой температуре подплавляют поверхностный слой и привариваются к нему; газовая же оболочка частиц предохраняет их от окисления кислородом воздуха. Эта особенность молибденовых покрытий позволяет наносить их без пескоструйной подготовки поверхности, которая обычно применяется в целях очистки и придания поверхности некоторой шероховатости для улучшения условий сцепления.
Химический состав покрытия будет несколько отличаться от химического состава применяемой проволоки, так как распыляемый металл подвергается действию высокотемпературного газового потока пламени и потока воздуха. Вполне закономерным является выгорание и уменьшение содержания элементов, имеющих большое сродство к кислороду (например, С, Мn, Si, Сr) при металлизации стальной проволокой, причем при газовой металлизации выгорание значительно меньше, чем при электрической. Для получения покрытий без окислов перспективной является замена сжатого воздуха азотом или аргоном.
Физико-механические свойства покрытия довольно резко отличаются от свойств исходного материала, особенно временное сопротивление при растяжении, сжатии и кручении, а также твердость и модуль упругости. Это объясняется неоднородностью слоя покрытия, наличием в нем окислов и пор. Поэтому металл покрытия нельзя использовать как конструкционный материал для деталей, подверженных воздействию растягивающих и изгибающих условий. Вместе же с основным металлом покрытие работает вполне удовлетворительно, что объясняется тем, что покрытие наряду с низким пределом прочности обладает и малым модулем упругости. Так, например, модуль упругости стального покрытия при растяжении равен 7000 кгс/мм 2 , т. е. почти в три раза меньше модуля упругости прокатной стали.
Напыленный слой снимает часть общей нагрузки с основного металла. Поэтому при одной и той же деформации основания и покрытия напряжения в покрытии будут в Е/Е1 раз меньше, чем в основном металле (Е, — модуль упругости металла основания и напыленного слоя).
Следовательно, для напыленного металла с малым модулем упругости создаются как бы облегченные условия работы.
Прочность сцепления напыленных частиц с основным материалом при надлежащих условиях выполнения металлизации является вполне достаточной. Важное значение имеет чистота металлизируемой поверхности и ее шероховатость. Кроме способа подготовки поверхности на прочность сцепления влияют: температура поверхности в момент нанесения покрытия, давление сжатого воздуха и расстояние от зоны плавления проволоки до металлизируемой поверхности.
Предварительный нагрев подготовленной поверхности до 150- 200° С увеличивает прочность сцепления, так как частицы более продолжительное время находятся в пластическом состоянии, что способствует более плотному и прочному прилеганию их к металлу.
Давление сжатого воздуха, при котором достигается наилучшая сцепляемость, составляет 4,5-6 кгс/см 2 .
Расстояние от зоны плавления проволоки до металлизируемой поверхности при нанесении стального покрытия газовым металлизатором должно составлять около 100 мм, а при нанесении антикоррозионных и декоративных покрытий — около 50 мм.
Твердость покрытий обычно ниже твердости исходного металла, что объясняется окисными прослойками между частицами покрытия и неоднородностью самого металла покрытия. Для получения стального покрытия заданной твердости используется соответствующая проволока, например низкоуглеродистая для относительно мягких покрытий, среднеуглеродистая — для более твердых.
Пористость покрытий является характерным свойством, обусловливающим проницаемость напыленного слоя, что может иметь как положительное, так и отрицательное значение. Например, в антикоррозионных покрытиях пористость вредна, а в покрытиях, работающих на износ в условиях жидкостного и полужидкостного трения, поры играют положительную роль. При недостаточном или временном прекращении подачи смазки заедание металлизированных деталей наступает значительно позже, чем у неметаллизированных, вследствие наличия смазки в порах. Вес поглощаемого масла составляет в среднем от 1 до 1,25% от веса напыленного металла или 8-10% от его объема.
Аппаратура для металлизации и технология процесса
В настоящее время основное значение в металлизации распылением имеет проволочная металлизация.
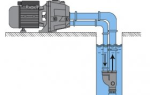
Схема оборудования газометаллизационного поста показана на рис. 134.
Основными узлами проволочных аппаратов являются устройства для подачи проволоки (приводной механизм), для нагрева и плавления проволоки, а также для распыления расплавленного металла сжатым воздухом.
Типовыми газовыми металлизационными аппаратами являются МГИ-2-65 (металлизатор газовый, инжекторный) и МГИ-3-65. Эти аппараты снабжены распылительной головкой, работающей по принципу внутрисоплового смешения, а также механизмом подачи проволоки, приводимым в движение воздушной турбиной. Оба аппарата могут работать как на ацетилене, так и на его заменителях.
По своему назначению аппарат МГИ-2-65 является универсальным и предназначен для нанесения покрытий как из тугоплавких, так и легкоплавких металлов; аппарат МГИ-3-65 в основном рассчитан для нанесения антикоррозионных покрытий из легкоплавких металлов — цинка и алюминия. Оба металлизатора могут использоваться как для ручных работ, так и для нанесения покрытий на станках.
Технология металлизации распылением состоит из следующих основных операций: подготовка проволоки, подготовка поверхности изделия, нанесение слоя покрытия и его обработка после металлизации.
Проволока используется как обычных сортов, так и изготовленная специально для этой цели. В частности, для нанесения стального покрытия может использоваться углеродистая проволока общего назначения, а также сварочная по ГОСТу 2246-60. Проволока должна быть чистой, без вмятин и больших неровностей. Жировые загрязнения удаляются промывкой проволоки в бензине, а ржавчина и окалина — пескоструйной обдувкой. Как правило, проволока подается в металлизатор из бухты, уложенной на вертушку. Стальная высокоуглеродистая проволока для устранения жесткости должна подвергаться предварительному отжигу с последующей пескоструйной очисткой от окалины.
Подготовка поверхности изделия заключается в очистке от загрязнений соответствующими способами и придании ей некоторой шероховатости для обеспечения достаточной прочности сцепления слоя покрытия с основным металлом. Применяется несколько способов подготовки поверхности после произведенной очистки: пескоструйный (металлическим песком), механический при помощи режущих инструментов, дробеструйный и электрический (электроискровая и электродуговая обработки). Наиболее распространенными являются первые два способа.
Пескоструйная подготовка мелких деталей производится в вытяжных шкафах, а деталей средних и больших размеров — в герметически закрывающихся камерах, работа в которых производится в скафандрах, с принудительной подачей в них воздуха для дыхания.
Механическая подготовка применяется при нанесении покрытий большой толщины, причем для подготовки плоских деталей применяются строгальные, а для тел вращения — токарные станки. Для тел вращения (оси, валы и др.) обычно применяется нарезание «рваной резьбы» с вибрацией резца, что и дает шероховатость. Иногда производится прикатка вершин такой резьбы с помощью накатки, что еще более увеличивает сцепление покрытия с основным металлом. На телах вращения могут делаться кольцевые выточки. На поверхности плоских деталей прорезаются канавки на строгальных станках глубиной до 0,5-0,6 мм с шагом 1-1,5 мм, причем острые грани должны закругляться. В отдельных случаях применяется насечка участков металлизации зубилом.
Дробеструйная подготовка применяется при сравнительно простой форме изделий и большой площади покрываемой поверхности.
Электроподготовка используется в случаях, когда другие способы не дают положительных результатов, а именно: для закаленных и цементированных деталей, а также деталей сложной формы и др. К этому способу относятся электродуговая подготовка (возбуждение на короткое время электрических дуг пучком электродов) и электроискровая, или анодномеханическая (снятие слоя металла с поверхности детали искровыми разрядами в среде электролита).
Некоторое применение имеет также способ подготовки поверхности с нанесением подслоя молибдена. Этот способ применяется: для закаленных и цементированных деталей (без их отпуска и отжига), трудно-демонтируемых изделий, деталей с небольшим износом (посадочные места под шариковые и роликовые подшипники, внутренние поверхности цилиндров гидравлических прессов и др.). Толщина наносимого слоя молибдена составляет всего 0,05-0,1 мм. Приваривающиеся частицы молибдена обеспечивают хорошую прочность сцепления переходного слоя покрытия, последующие слои которого выполняются другим металлом.
Во избежание окисления и загрязнения подготовка поверхности независимо от применяемого способа должна производиться непосредственно перед металлизацией.
Техника нанесения покрытия зависит от вида выполняемых работ, формы изделия и способа подготовки поверхности. В качестве примера ниже кратко описывается технология нанесения покрытия при восстановлении изношенных поверхностей.
Восстановление металлизацией изношенных поверхностей допускается, как правило, для деталей, не имеющих дефектов механической обработки, а при наличии дефектов — только в случаях, когда деталь не потеряла допустимой прочности.
На изношенные детали и детали с дефектами механической обработки, имеющие форму тел вращения, покрытия наносятся на токарных станках, причем металлизатор закрепляется в суппорте станка так, чтобы ось его распылительной головки была перпендикулярна обрабатываемой поверхности. Скорость вращения шпинделя станка и продольная подача суппорта устанавливаются с таким расчетом, чтобы в процессе металлизации деталь не нагревалась выше 60-70° С. Если же происходит нагрев детали выше допустимой температуры, то через каждые 1-2 прохода металлизатора процесс необходимо прерывать для охлаждения поверхности до температуры 20-25 : С.
Величина припуска на механическую обработку покрытия зависит от диаметра детали и намечаемого вида обработки, например при D