Содержание
- Технология и способы фосфатирования металла
- Описание и назначение технологии фосфатирования
- Свойства и преимущества фосфатного покрытия
- Суть процесса
- Виды фосфатирования
- Основные способы обработки
- Фосфатирование в домашних условиях
- Способы проверки качества пленки
- Фосфатирование металла и стали
- Высокотемпературное фосфатирование
- Низкотемпературное фосфатирование
- Подготовка поверхности под порошковую окраску. Часть 1
- Подготовка поверхности под порошковую окраску. Часть 1
- Порошковая краска Lacover – это:
- Фосфатирование
- Фосфатирование поверхности
- Фосфатирование металла
- Виды фосфатирования
- Преимущества фосфатирования
Фосфатирование металла перед покраской
Технология и способы фосфатирования металла
Фосфатирование металла как эффективный метод защиты. Способы и процесс выполнения. Свойства и преимущества фосфатированных поверхностей. Выполнение своими руками в домашних условиях.
Проблема защиты поверхности металлов от коррозии актуальна с того времени, как человечество принялось изготавливать из руды нужные ему вещи. Несмотря на постоянное совершенствование технологий, обеспечить полную защиту не удается. Эффективным методом предохранения от негативного влияния атмосферы и повышения износоустойчивости считается фосфатирование металла.
Описание и назначение технологии фосфатирования
Фосфатирование стали – обработка элементов из металлов веществами, основным компонентом которых является фосфорнокислая соль. На изделии формируется высокопрочная пленка, обладающая малой электропроводностью и препятствующая возникновению очагов коррозии. Благодаря значительному улучшению адгезионных свойств технология широко применяется также как подготовительный этап для металлических элементов перед покраской.
Фосфатирование практикуется для низколегированных и углеродистых сталей, чугуна, алюминия, цинка, кадмия, сплавов на основе меди. На элементах из высоколегированных марок формируется слой защиты невысокого качества.
Свойства и преимущества фосфатного покрытия
Подвергнутые фосфатированию детали из металла могут эксплуатироваться под влиянием различных факторов:
- высокой влажности;
- синтетических масел и лакокрасочных покрытий;
- органических химически активных веществ;
- напряжения до 1000 В.
Благодаря фосфатированию значительно повышается износоустойчивость поверхностей, находящихся в постоянном взаимодействии в узлах трения.
Формирующийся на поверхности стали, меди, алюминия и иных металлов слой создает надежную защиту в вышеперечисленных условиях, но не может сопротивляться щелочам и кислотам, водяному пару. Потому следует заранее выявить особенности применения изделия из металла, подвергаемого фосфатированию.
Суть процесса
При реакции образуется три типа солей:
- однозамещенные фосфаты;
- дигидрофосфаты;
- фосфаты.
При фосфатировании происходит образование фосфатов и разжижение металла.
Однозамещенные соли возникают в процессе первоначального контакта кислоты и металла. При последующих соприкосновениях появляются двух- и трехзамещенные соли.
К главным элементам слоя относятся малорастворимые фосфаты, параметры которых устанавливаются свободной и основной кислотностью примененного вещества, происхождением катионов, количеством монофосфатов в объеме слоя.
Для форсирования процесса формирования пленки в рабочую жидкость рекомендуется включать окисляющие ионы (ClO₃, NO₂, NO₃).
Виды фосфатирования
- погружением элементов в емкость, заполненную активной жидкостью;
- рассеиванием в камере;
- нанесением фосфатирующей грунтовки.
Специализированная линия фосфатирования повышает производительность труда при обработке элементов из металла в серийном изготовлении.
Холодное (низкотемпературное)
Технология подразумевает обработку поверхности при 20–40 °C. Холодное фосфатирование выполняется по одному из следующих способов:
- Резервуар наполняется жидкостью, в которую в соответствии с объемом загружается требуемое количество соли «Мажеф». Заранее вскипяченный и отстоянный фтористый натрий и нитрат цинка добавляются в жидкость. Для увеличения уровня кислоты дополнительно на каждую точку следует внести 1,5 г «Мажефа» и по 2–3 г нитрата цинка и фтористого натрия.
- Раствор основан на концентрате, состоящем из 80 г монофосфата цинка, 750 г нитрата цинка, 160 г кислоты фосфорной, 40 г соды и 1 л воды. Для приготовления 100 л фосфатирующей жидкости на 85 л воды вливается 12 л натра едкого, затем вновь добавляется 3 л воды и 40 г натрия нитрита. Показатель кислотности при фосфатировании регулируется с помощью едкого натра.
Нормальное
Продолжительность процесса определяется от начала отделения водорода плюс 5–10 минут. Суммарная кислотность жидкости принимается порядка 30 точек, свободная – 3–4 точки.
Точка является единицей измерения кислотности. Одна единица устанавливает количество в мл 0,2 н. щелочного раствора, приходящегося на титрование 10 мл жидкого фосфата.
При превышении свободной кислотностью принятой величины параметры фосфатного слоя ухудшатся, продолжительность формирования защиты металла увеличится, пленка получится слишком малой толщины.
Для формирования утолщенного фосфатного слоя с тонкокристаллическим строением и улучшенными защитными параметрами нужно увеличить удельную долю «Мажефа» до 100–120 г/л. Вместе с этим следует снизить нагрев рабочей жидкости до 80–85 °C.
Для фосфатирования высоколегированных изделий препарат «Мажеф» добавляется в объеме 30–32 г/л. Выдержка в фосфатирующем растворе выполняется на протяжении 45–60 минут при 100 °C.
Ускоренное (электроизоляционное)
Для фосфатирования листовых деталей из кремнистых и электротехнических сталей следует заранее убрать оксид кремния, появляющегося на поверхности при изготовлении. Для этого детали располагают в установке вертикально с малыми зазорами, требующимися для промывания удаленного вещества. После изделия подвергаются обезжириванию под воздействием щелочи, промываются и передаются на травление в соляной кислоте.
Далее элементы обрабатываются проточной водой, пассивируются опусканием в жидкость с кальцинированной содой, вновь промываются и поставляются в емкость.
Фосфатирование поверхности металла проводится на протяжении 30–40 минут в нагретом растворе с «Мажефом» объемом 30 г/л. По завершении процесса изделия промываются струей воды, пассивируются в нагретом 5–10%-м растворе дихромата калия, обдаются горячей водой и просушиваются.
Образованный после фосфатирования на поверхности металла слой серого цвета глубиной 15–20 мкм имеет тонкокристаллическое строение.
Электрохимическое
Фосфатирование поверхности металла по данной методике выполняется с использованием веществ, применяемых для предыдущего метода, но под воздействием электротока.
Детали располагаются на применяющихся в качестве катодов шлангах, анодами являются стальные либо цинковые пластинки. Подается ток 0,3–3,0 А/дм². Процедура занимает 5–20 минут.
Сформированная таким способом пленка может служить как предварительный слой для будущей покраски.
Химическое фосфатирование имеет серьезный недостаток – небольшую разделяющую способность электролита, из-за чего пленка на металл укладывается прерывисто.
Основные способы обработки
Препаратом «Мажеф»
Обработка солью «Мажеф» – разновидность химического фосфатирования. Деталь опускается в емкость с подготовленным фосфатирующим веществом. «Мажеф» используется для элементов и конструкций в качестве антикоррозионной грунтовки перед последующей окраской.
«Мажеф» – это гранулы зеленого цвета, по форме похожие на соль. Вещество состоит из фосфора, железа и марганца.
Количество препарата «Мажеф» – 50–70 г/л воды. Металл опускается в приготовленный для фосфатирования состав, подогревающийся и постепенно доводящийся до кипения с постоянным перемешиванием. Емкость кипятится 15–20 минут, такого срока хватает для формирования на металле пленки толщиной 5–10 мкм.
Следует приготовить состав с небольшим запасом, так как при кипении некоторая его часть испаряется.
Фосфорной кислотой
- кислота фосфорная – 40 г/л;
- нитрат цинка – 200 г/л;
- натрия сульфат – 8 г/л;
- цинка оксид – 15 г/л.
В полученном растворе элемент либо конструкция из металла проходит струйную обработку на протяжении получаса.
Такая технология оптимально подходит для крупногабаритных изделий. По сравнению с применением ванн продолжительность процесса снижается, уменьшается расход применяющихся веществ.
Метод с монофосфатами цинка
- цинка монофосфат – 20 г/л;
- натрия нитрат – 35 г/л.
Металл фосфатируется в ванне при реакции с раствором, прогретым до 60 °C, на протяжении 20 минут.
Обработка фосфатирующими пастами
- процедура выполняется без нагрева;
- грунт наносится на металл обыкновенной кистью;
- для работы не требуется емкость.
В составе грунтовки имеются металлический пигмент и растворяющее вещество на базе ортофосфорной кислоты, а в составе лакокрасочных материалов – цинк. При реакции с кислотой цинк окисляется, формируя прочную пленку.
Фосфатирующие грунтовки и пасты широко применяются для любых деталей независимо от размеров. Поверхность необходимо пассировать для повышения адгезии.
Фосфатирование в домашних условиях
Для формирования защитного слоя требуется применение электротока. В качестве электролитических жидкостей применяются разбавленные «Мажеф» либо фосфорная кислота. Элемент, подлежащий обработке, ставится на погруженный в емкость электрод. На стержни из цинка, использующиеся в роли анода, также подается ток напряжением 25 В. Вся процедура занимает порядка получаса.
Такой способ подходит для изделий с прямолинейными очертаниями; объемные элементы сложной геометрической формы подвергаются обработке хуже: пленка на них укладывается неровно, что снижает ее характеристики.
Приготовление реагентов
Способы проверки качества пленки
Контроль качества образованного в результате фосфатирования покрытия осуществляется по нескольким параметрам.
Цвет слоя – от серого до черного, светло- либо темно-серый (для оцинкованных изделий).
Не относятся к браку:
- неоднородность кристаллов;
- наличие белесого налета, легко стираемого;
- присутствие шлама;
- разводы, натеки и пятна.
Не допускается наличия крупных шламовых отложений, необработанных пятен либо полосок, царапин металла, коррозированных участков.
- Удельный вес покрытия, приходящийся на площадь, должен составлять 3–8 г/м².
- Строение. Фосфатный слой, на который в дальнейшем предполагается нанесения лакокрасочного покрытия, должен иметь тонкокристаллическое строение.
- Защитные параметры.
Испытания проводятся по ГОСТ 9.302-88. Обработанный металл после проверки должен сохранять свой цвет, на пленке не должны присутствовать коррозированные участки, кроме острых кромок и точек соединения неразъемных конструкций.
- Маслоемкость покрытия должна быть более 2 г/м².
- Тщательность промывки. Удельная токопроводимость жидкости после промывания металла должна быть менее ее первоначального значения, увеличенного в три раза.
А вы сталкивались когда-нибудь с фосфатированием изделий из металла? Может быть, вы занимались этим дома самостоятельно? Поделитесь, пожалуйста, своим опытом в комментариях.
Фосфатирование металла и стали
Фосфатирование следует рассматривать как химический процесс образования фосфорнокислых солей железа, цинка и марганца на поверхности черных металлов. Фосфатирование является одним из самых простых, экономичных и надежных способов массовой защиты от коррозии для деталей из черных металлов, главным образом, для углеродистых и низколегированных сталей и для чугуна.
Основным ценным свойством фосфатной пленки является ее высокая коррозионная устойчивость во всех видах горючих, смазочных и органических масел, в бензоле, толуоле и во всех газах, кроме сероводорода. В очень агрессивных средах, например в щелочах, кислотах, аммиаке, в пресной и морской воде и в водяном паре фосфатная пленка нестойка. 0днако ее коррозионная стойкость может быть повышена во много раз после пропитывания ее смазочными маслами или лаками. Фосфатная пленка является наилучшим грунтом под окраску стальных корпусов легковых машин, которые после штамповки фосфатируют кругом и по фосфатному грунту окрашивают эмалями.
Важным свойством фосфатных пленок, особенно после пропитки их смазочными маслами, является существенное снижение трения при операциях холодного волочения, прокатки и глубокой вытяжки листовой стали. При введении этой операции снижается и потребная мощность оборудования и улучшается качество обработки. Фосфатирование применяется для защиты от коррозии цветных металлов (алюминия, цинка, магния и других металлов) и для гальванических покрытий, но основной областью применения все же является обработка черных металлов.
Высоколегированные стали, особенно хромовольфрамовые, хромованадиевые и стали, легированные медью, фосфатируются с трудом и образуют пленку низкого качества. Нержавеющие стали совсем не поддаются фосфатированию.
При перегибании фосфатированного листа железа на 180° фосфатная пленка дает трещину и осыпается в точках изгиба, но не отслаивается и не допускает дальнейшего проникновения коррозии под пленку. Пластичные кристаллы нерастворимых фосфатов создают высокоразвитую микропористую структуру фосфатной пленки. Поэтому фосфатная пленка хорошо впитывает и прочно удерживает различные лаки, краски и смазки. Пленка обладает высокими электроизоляционными свойствами, которые могут быть повышены путем ее пропитывания специальными изоляционными лаками. Толщина фосфатной пленки колеблется от 7-8 мкм до 40-50 мкм и зависит от вида механической обработки, способа подготовки поверхности к покрытию, а также от состава раствора и режима фосфатирования.
Фосфатирование не изменяет механических свойств стали. Твердость и износостойкость фосфатной пленки невелики. Жаростойкость и электроизоляционные свойства ее сохраняются до 550-600 °С.
Подготовка поверхности к фосфатированию существенно сказывается на качестве фосфатной пленки. Так, детали, имеющие чистовую механическую обработку кругом, фосфатируются с образованием тонкой, мелкокристаллической пленки толщиной до 6-10 мкм. Такие же результаты дает подготовка поверхности посредством очистки металлическим песком, гидропескоочистки и сухой галтовки с песком.
Травление приводит к образованию рыхлой, крупнокристаллической пленки толщиной до 40-50 мкм. Поэтому детали после травления промывают в 3-5%-ном растворе кальцинированной соды, затем промывают в воде и фосфатируют.
Высокотемпературное фосфатирование
Высокотемпературное фосфатирование проводят при температуре от 50 до 98 °С в различных препаратах. Наилучшая по качеству фосфатная пленка образуется при воздействии препарата «мажеф», который выпускается в виде серой массы с характерным кислым запахом и поставляется в деревянных ящиках или бочках. Этот препарат получил название по начальным буквам его составных частей: марганца, железа и фосфорной кислоты. Соответственно составу этого препарата и фосфатная пленка на черных металлах состоит из солей этих металлов, имеет темной серый цвет и пористую, мелкокристаллическую структуру.
Этот вид фосфатирования является наиболее распространенным процессом, так как раствор весьма прост по составу, а получаемая фосфатная пленка наиболее доброкачественна. 0бщепри-нятая концентрация препарата «мажеф» при фосфатировании равна 27-32 г/л. Растворение препарата «мажеф» сопровождается частичным его разложением, с образованием нерастворимых соединений, осаждающихся на дне ванны. Полностью удалять этот осадок со дна ванны нельзя, так как он участвует в образовании фосфатной пленки.
Зарядка ванны препаратом «мажеф» проста и состоит в отвешивании препарата из расчета 30 г/л и в засыпке его в кипящую воду в ванну при механическом перемешивании или барботиро-вании сжатым воздухом.
Для правильной эксплуатации ванны и получения доброкачественной фосфатной пленки необходимо, чтобы фосфатный раствор после зарядки или корректирования имел требуемую кислотность.
При фосфатировании без добавок процесс ведут при температуре раствора 96-98 °С. Для получения заданной температуры раствор доводят до кипения, после чего выключают нагревание и, дав осесть взмученному осадку, загружают деталь. Для поддержания температуры подогревание раствора ведут непрерывно, не давая раствору вскипеть, так как взмученный осадок, поднимаясь со дна, осаждается на поверхности деталей, придавая им грязный серый вид и ухудшая качество фосфатной пленки.
Реакция препарата «мажеф» с поверхностью деталей сопровождается бурным выделением водорода, которое постепенно снижается и заканчивается полностью, когда вся поверхность деталей покроется, без просветов, нерастворимой пленкой.
Для полной уверенности в окончании процесса детали выдерживают в ванне в течение 5-10 мин, после чего выгружают, промывают и сушат.
Продолжительность фосфатирования зависит от назначения фосфатной пленки. Так, при фосфатировании в целях защиты от коррозии, выдержка зависит от марки стали и состава раствора и колеблется в пределах от 15-20 мин до 1 ч. Для электроизоляционного покрытия обычно достаточно 30-40 мин, а для предохранения от затекания расплавленного металла достаточно 20-30 мин.
Приспособления для завешивания деталей при фосфатировании изготовляют из углеродистой стали. Мелкие крепежные детали фосфатируют в железных сетчатых корзинках (достаточно глубоких) для удобства перетряхивания деталей и устранения непокрытых участков. При наличии большой программы мелкие детали загружают в стальные перфорированные барабаны и фосфатируют в ваннах при их вращении, как это делается при гальванических покрытиях.
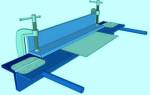
Корпус ванны фосфатирования сваривают из листового железа, без футеровки внутри. При подогревании паром ванну снаружи футеруют теплоизоляционной массой или обшивают деревом. В этом случае глухой паровой змеевик делают съемным и располагают его по задней стенке ванны, но ни в коем случае не по дну. Все указанные требования связаны с тем, что через несколько дней паровые змеевики, даже при их расположении вертикально, вдоль задней стенки ванн, покрываются твердой коркой нерастворимых фосфатов. Эта корка непрерывно увеличивается и в результате настолько затрудняет теплопередачу, что процесс нагревания до необходимой температуры удлиняется до нескольких часов, а затем достижение рабочей температуры становится невозможным. Именно поэтому корректировщик фосфатных ванн должен внимательно следить за длительностью нагревания и своевременно останавливать ванны для текущей очистки змеевиков. Для этой цели удаляют из ванны съемный змеевик, обрубают зубилом или молотком корку фосфатов и отбивают эту корку со стенок и дна ванны, после чего монтируют змеевик и заряжают ванну.
Для изготовления змеевиков применяют фосфористую бронзу, латунь или некелированные, или хромированные стальные трубы. Возможно также покрытие стальных змеевиков фторопластом.
Более удобен электрический нагрев ванн. Для этой цели наружный стальной кожух ванны футеруют внутри огнеупорным кирпичом, располагая нагревательные элементы вдоль стенок ванны, а корпус ванны делают съемным для удобства ремонта. Удаление водорода и паров воды производят посредством бортовых вентиляционных отсосов, а верх ванны после загрузки деталей закрывают крышкой.
Весьма экономичным мероприятием является покрытие зеркала ванны слоем поплавков из пустотелого полиэтилена или пенопласта.
Удельный расход препарата «мажеф» составляет 120-140 г на метр квадратный фосфатируемой поверхности. При фосфатировании деталей с большой поверхностью корректирование раствора производят после выгрузки каждой партии деталей. При накоплении на дне ванны большого количества осадка, мешающего нормальной эксплуатации ванны, раствор сливают, осадок вычищают из ванны и производят вновь зарядку ванны.
Помимо препарата «мажеф» при высокотемпературном фосфатировании применяются составы на основе следующих компонентов:
- Фосфорнокислый цинк однозамещенный (монофосфат) Zn2HPO4;
- Азотнокислый цинк Zn(NO3)2;
- Азотнокислый барий, технический Вa(NО3)2, который может быть заменен азотнокислым кальцием Са(NO3)2.
При фосфатировании крупных деталей применяются электролиты, состав (г/л) и режимы обработки представлены в табл. 5.18.
Фосфатированные детали пассивируют раствором двухромовокислого калия концентрацией 2-3 г/л и сушат. Фосфатная пленка имеет светло-серый цвет, толщину 8-10 мкм, мелкокристаллическую структуру, обладает электроизоляционными свойствами и пригодна в качестве грунта под окраску или промасливание.
Низкотемпературное фосфатирование
Низкотемпературное фосфатирование можно использовать в качестве грунта под окраску, применяется следующий состав (г/л) и режим обработки:
- препарат «мажеф» — 25-30;
- азотнокислый цинк — 35-40;
- фтористый натрий — 5-10;
- температура, °С — 15-30;
- продолжительность, мин — 40.
Этот состав также используют для грунтовки перед окраской, с повышением концентраций препарата «мажеф» до 50-60 г/л и азотнокислого цинка до 50 и даже до 90 г/л. Фосфатная пленка имеет темно-серый цвет, мелкокристаллическую структуру и обладает хорошей сплошностью.
Указанный раствор в смеси с тальком в соотношении 3:2 применяют для фосфатирования больших поверхностей. Эти растворы можно наносить кистью. Для получения надежных результатов нанесение раствора производят трехкратно, с промежуточными сушками на воздухе. Затем детали промывают струей воды и раствором двухромовокислого калия концентрацией 23 г/л и сушат.
Таблица 5.18. Составы электролита и режимы работы.
Подготовка поверхности под порошковую окраску. Часть 1
Подготовка поверхности под порошковую окраску. Часть 1
Порошковые краски в большинстве случаев наносят на металлические поверхности. Получить плёнки толщиной от 50 до 75 микрон на металлических деталях при однослойном нанесении порошковой краски достаточно просто. Одно это само по себе уже является преимуществом по сравнению с нанесением многослойного покрытия подобной толщины из жидкой лакокрасочной системы. Для порошковых красок отсутствуют период высыхания, проблемы стекания краски с острых углов и оседания пигментов при избыточной толщине плёнки покрытия. В то же время система покрытий из порошковых красок не исключает необходимости предварительной подготовки поверхности. На большое значение обработки поверхности перед нанесением порошковых красок обращается внимание в многочисленных публикациях.
Специальная предварительная подготовка поверхности необходима, в частности, для окраски токонепроводящих материалов. Так, относительно недавно, в литературе была описана эффективная обработка полиамидных листов медным порошком в абразивном псевдоожиженном слое перед нанесением эпоксидной порошковой краски. Для нанесения на МДФ рекомендуют его предварительный разогрев, который активирует свойства переноса или передачи заряда на волокнах материала, увеличивая их проводимость. Для улучшения проводимости МДФ и древесины, как сообщается в литературе, очень эффективны специальные гибридные органо-неорганические эмульсии, содержащие токопроводящие наноматериалы.
Предварительная подготовка поверхности металлов под окраску порошковыми красками заключается в очистке поверхности от загрязнений и последующем нанесении неорганического слоя, так называемого конверсионного покрытия. Для применения химических конверсионных покрытий на металлических поверхностях существуют такие три аргумента:
а) они обеспечиваютвременную защиту от коррозии до нанесения на него порошкового покрытия
б) они способствуют хорошей адгезии покрытия к поверхности в ходе формирования плёнки покрытия
в) они обеспечиваютдополнительную защиту от коррозии металла практически в течение всего срока эксплуатации изделия.
Не проводить очистку поверхности перед нанесением порошковой краски недопустимо даже в случаях, когда её специальная химическая обработка не предусмотрена. Методы очистки поверхности можно разделить на 2 группы: механические и химические.
Поскольку методы химической очистки очень сильно зависят от типа обрабатываемой поверхности, то они будут рассмотрены одновременно с подробностями подготовки поверхности для различных субстратов.
Аналитические обзоры, приводимые в литературе, рассматривают более 20 методик оценки чистоты поверхности. Различают прямую визуальную оценку и методы, в которых в качестве рабочей среды применяется жидкость (вода или растворитель). Стандартом по характеристике загрязнений поверхностей является немецкий стандарт VDA 19, базирующийся на ISO 1632-10.2.
Механические методы очистки
Механические методы очистки поверхности перед окраской на практике распространены очень широко. Сущностью их является использование абразивного воздействия на удаляемые загрязнения, прочно связанные адгезионными силами с поверхностью стали. Одновременно происходит и частичное удаление верхнего слоя поверхности, улучшающее адгезию покрытия. Используются следующие виды механической обработки: крацевание быстро вращающимися проволочными дисковыми щётками, обработка абразивными дисками, кругами, тканями, бумагами, сухая или влажная струйная обработка абразивными материалами.
Наиболее важным методом из перечисленных выше, является дробеструйная очистка с применением воздуха. Из-за частого применения в качестве абразивного агента кварцевого песка её ещё называют пескоструйной очисткой. Она заключается в подаче сжатым воздухом струи песка, направленной через специальное сопло на обрабатываемую поверхность.
Метод, в котором абразивный материал подают механическим путём на обрабатываемую поверхность, не используя воздушный поток, называется центробежной безвоздушной пескоструйной обработкой. С точки зрения затрат энергии этот метод более экономичный. При воздушном методе частицы песка разгоняются большими объёмами чистого и сухого сжатого воздуха. При безвоздушном способе потребление энергии достигает всего 10% от энергозатрат при воздухоструйном способе. С другой стороны, при воздушном способе подачи, легко можно установить сопла таким образом, чтобы направлять абразив в полости, недоступные для потока, создаваемого центрифужными лопастями. В литературе описаны критерии и рекомендации для выбора пескоструйных установок.
Оба способа являются наиболее пригодными для снятия окалины с поверхности мягкой стали, удаления окисных плёнок и продуктов коррозии, других твёрдых загрязнений, таких как литьевой песок, остатки старого покрытия и т.п. Одновременно устраняются царапины и другие неровности поверхности, обеспечивая однородную шероховатость поверхности, которая гарантирует хорошую адгезию покрытия. Из-за крайне высокой реакционной способности поверхности, обработанной дробеструйным способом, во избежание её коррозии, порошковую краску необходимо наноситьсразу же после обработки.
Гидроочистка и предварительная подготовка
«Система гидроочистки» (HCS) была внедрена компанией Dürr Ecoclean. Согласно этому методу поверхность подвергается ударному воздействию струи воздуха в сочетании сочищающей жидкостью, с высокой скоростью потока — до 800км/час по принципу «воздушного ножа». HCS обеспечивает глубокую очистку пор, гарантируя отсутствие ни тонких слоёв загрязнений ни каких-либо других их остатков на обрабатываемой поверхности. В зависимости от требований к очистке, потоком сжатого воздуха как средой-носителем могут переноситься либо очищающая среда либо пар. Пар обладает удельной электропроводимостью менее 10 μS/cm, что обеспечивает сродство между ним и отложениями на поверхности, которые подлежат удалению.
В ходе обработки создаётся огромное механическое воздействие из-за высокой кинетической энергии, и, одновременно благодаря высокой температуре (от 100 до 130 О С), уменьшается количество поверхностных загрязнений (масел). Очищающую среду постоянно корректируют по каждому из её компонентов и, благодаря этому, очищающий эффект остаётся постоянным. В сравнении с классической подготовкой метод HCS на 50% эффективней удаляет с поверхности твёрдые частицы и, во многих случаях (в зависимости от формы обрабатываемой детали), также эффективней удаляет масляные загрязнения. Преимуществами метода HCS являются:
* меньшая рабочая площадь установки и более короткий рабочий цикл
* меньший расход рабочих компонентов
* отсутствие расхода воздуха, благодаря его рециркуляции
* оптимизированное размещение водных отходов
Химическая очистка и подготовка поверхности
Поверхности, на которых имеются масляные и жировые загрязнения не могут быть очищены непосредственно абразивоструйным методом из-за невозможности полного удаления их этим методом. Кроме того, следует учитывать, что подобные отложения на деталях сами загрязняют очищающие тела (дробь, песок). Поэтому, перед дробеструйной обработкой жировые и масляные загрязнения с поверхности необходимо удалять. Химическим методом, пригодным для всех типов поверхности является обезжиривание растворителями.
Для обезжиривания можно применять простую протирку поверхности растворителем. Используется также обезжиривание в парах галогенизированныхуглеводородов, например, трихлорэтилена. Необходимо учитывать, что очистка парами не удаляет твёрдые загрязнения с поверхности и, поэтому, если далее дробеструйная обработка не проводится, следует проводить либо протирку либо жидкостно/паровое обезжиривание. Трихлорэтилен до сих пор находит широкое применение, несмотря на проблемы, связанные со здоровьем персонала, безопасностью и необходимостью нагревательного оборудования для обеспечения нужного очищающегоэффекта при повышенной температуре.
Безопасность, здоровье и воздействие на окружающую среду – это те причины по которым преимущества получили средства очистки на водной основе. В настоящее время наиболее распространёнными, и в то же время самыми экономичными средствами, являются эмульсионные очищающие составы. Они представляют собой органические растворители, включённые в водную фазу с помощью эмульгаторов. Поскольку окрашиваемые порошковой краской поверхности по природе могут быть разными, средства очистки разработаны главным образом для холоднокатаной и горячекатаной стали, алюминия или оцинкованной стали.
Нержавеющая сталь является обычным материалом, окрашиваемым порошковыми красками. Поскольку фосфатирование не оказывает воздействия на нержавеющую сталь, описаноуспешное применение грунтовки на основе силановых соединений. Показано, что силаны действуют не только как промоторы адгезии, но и проявляют барьерный эффект по отношению к воде и кислороду.
Следующей операцией после очистки является процесс нанесения так называемого конверсионного слоя, который отличается для разных поверхностей. Далее будет изложена подготовка поверхности отдельно для каждого из них.
Очистка и предварительная обработка холоднокатанной и горячекатаной стали
На поверхности холоднокатаной или так называемой мягкой стали нет окалины, а, при надлежащей упаковке металла, также нет и ржавчины.
Поверхность горячекатаной стали покрыта окалиной синего или чёрного цвета, которая, из-за её хрупкости, отслаивается при сгибании. Окалина является продуктом газовой коррозии, которая образуется при высоких температурах и состоит из безводных оксидов железа FeO, Fe3O4 и Fe2O3. Если оксид трёхвалентного железа Fe2O3 стабилен, то оксид двухвалентного железа FeO является менее стабильным и имеет склонность к превращению в гидроксид железа при воздействии воды и кислорода. Трескающаяся окалина по отношению к стали является катодом и вызывает коррозию.
На рынке также имеется декапированная и замасленная горячекатаная сталь. Травление проводится для очистки от окалины, а обработка маслами — для защиты от коррозии при хранении. Все эти виды стали перед нанесением порошковой краски должны очищаться. Для этих целей используются несколько видов химических средств очистки.
Щелочные и кислотные средства очистки
На рынке имеется широкий выбор щелочных средств очистки различного назначения. В основном они представляют собой смеси фосфатов, силикатов и карбонатов натрия. Кроме того, они часто содержат комплексообразующие агенты, растворители и поверхностно-активные вещества (ПАВ).
Устойчивость стали к действию щелочей даёт возможность широкого выбора свойств щелочных средств (например, концентрации водного раствора NaOH от 3% до 20%) в зависимости от типа обрабатываемой поверхности. В настоящее время в разработке щелочных средств существует тенденция по снижению рабочих температур путём соответствующего подбора ПАВ и комплексообразующих агентов, что, в конечном итоге, приводит к снижению расходов. Обработанная поверхность должна пройти последующую операцию промывки для удаления метасиликатов, входящих в состав средств очистки. Значительный прогресс достигнут в использовании так называемых ингибированных очистителей, содержащих некоторые соли титана. При последующем нанесении конверсионных покрытий эти соли действуют как регуляторы размера кристаллов.
Новые системы ПАВ способствуют увеличению эффективностиочищающих средств при меньшем содержании щёлочипо сравнению с очищающими водными растворами первого поколения, что особенно важно в случае нанесения на последующем этапе цинкофосфатного конверсионного слоя. Цинкфосфатный слой, нанесённый на поверхность, обработанную сильной щёлочью имеет более крупные кристаллы. Это ухудшает механические свойства конверсионного слоя и снижает уровень блеска покрытия из порошковой краски из-за грубой фактуры образуемой поверхности. В этом направлении сейчас проводятся исследовательские работы с целью создания смесей для одновременной очистки и получения конверсионных покрытий, или, более конкретно, средств для одновременного обезжиривания и фосфатирования.
Способы очистки могут быть разными: отручной холодной протирки деталей до окунания или струйной обработки. Все процессы очистки должны заканчиваться промывкой с целью удаления с поверхности остатков очищающих веществ. Количество процедур очистки при необходимости может повторяться в зависимости от степени и типа загрязнений. Наилучших результатов достигают при струйной обработке на автоматических линиях при рабочей температуре раствора от 60 до 70⁰С и длительности обработки 45-60 секунд с последующей промывкой в течение 30-45 секунд. В случае обработки окунанием для эффективной очистки требуется от 2 до 5 минут.
Ржавчина эффективно удаляется с помощью неорганических кислот, таких как соляная или серная. Таким же образом можно удалять и окалину. Сильные минеральные кислоты для удаления ржавчины можно применять только в холодном виде, но не методом распыления (за исключением особых специальных операций). В результате взаимодействия железа и его оксидов с серной кислотой образуются сернокислые соединения железа — FeSO4 и Fe2(SO4)3.
Кислотные очистители умеренной силы или «мягкие» на основе фосфорной или органических кислот используются и в струйных методах. Согласно последним данным китайских исследователей, для получения высокой коррозионной устойчивости перед фосфатированием оцинкованной стали рекомендуется применять щелочные, а не кислотные очистители. Сегодня на рынке много средств кислотной очистки, пригодных для ручной протирки. Обычно они содержат моющее средство и загуститель, что позволяет применять их для обработки поверхности щёткой.
Конверсионные покрытия стали
После удаления оксидов металлов, различных загрязнений, в т.ч. масляных и жировых, следующей операцией по предварительной подготовке поверхности перед окраской является её химическая обработка. Конверсионные покрытия на металлической поверхности состоят из нерастворимых оксидов или солей металлов. Для поверхности стали используются три основных вида конверсионных покрытий: железофосфатные, цинкфосфатные и хроматные. Последний вид покрытий из-за проблем загрязнения окружающей среды, связанных с утилизацией хромсодержащих отходов, а также из-за дополнительных требований к оборудованию никогда не станет коммерчески значимым. Недавно в Японии был запатентован метод нанесения конверсионного слоя на горячекатаную сталь, основанный на комбинации солей циркония и аминоалкилалкоксиланов, в частности, представляющий интерес для покрытия шасси транспортных средств. Характеристики основных типов конверсионных покрытий приведены в таблице 6.1.
Порошковая краска Lacover – это:
Современные производственные линии
Часто задаваемые вопросы
и ответы на них
Есть ли у вас минимальный объем заказа?
При наличии порошковой краски Лаковер на складе возможны поставки от 1 кг.
Возможен ли индивидуальный заказ с подбором нужного нам цвета?
Индивидуальный заказ возможен. При заказе от 100 кг подбираем цвет согласно эталонным образцам цветов RAL 841-GL или образцам заказчика.
Сколько времени занимает производство под заказ?
Стандартное время производства — до 10 дней.
Что такое порошковая краска?
Специальные полиэфирные, эпоксидные смолы и их смеси, пигменты и другие специальные добавки смешиваются, расплавляются и экструдируются в тонкую пластину, которая дробится, размалывается и фракционируется. В результате получаются частицы готовой порошковой краски размером от 10 до 100 мкм.
Как рассчитать норму расхода порошковой краски на 1 м2?
На расход порошковой краски влияет ее состав, плотность, способность к рекуперации. Норма расхода на 1м2:
Шагрень — 150 — 180 гр.;
Антик — 150 — 250 гр.;
Глянец — 80 — 110 гр.
При какой температуре можно хранить и использовать порошковую краску?
Температура в помещении, где хранится порошковая краска должна быть не ниже +5 С. При нанесении краски в помещении рекомендуется соблюдать температурный режим от +15 С до +20 С, а также поддерживать относительную влажность не более 80%.
Какой тип порошковой краски подходит для изделий, эксплуатируемых на улице?
Менее всего подвержены атмосферному воздействию полиэфирные порошковые краски.
Что произойдет если смешать полиэфирную и эпокси-полиэфирную краску?
Смешение данных видов краски приводит к появлению дефектов окрашиваемой поверхности. Возможно возникновение пятен, кратеров на покрытии, снижение глянца. При переходе с одного вида краски на другой необходимо производить тщательную очистку оборудования.
Что такое Qualicoat?
Qualicoat (в переводе – качественное покрытие) — это организация, созданная в 1986 году для осуществления сертификаций и выдачи лицензий на использование указанного знака качества. Организация определяет перечень требований к качеству покрытий и оснащению производства для обеспечения высокого уровня качества продукции.
Нужен ли для порошкового окрашивания квалифицированный маляр?
При окрашивании порошком не нужно быть профессионалом. Возможно получить равномерное, качественное покрытие без специальной квалификации.
Возможна ли пескоструйная очистка поверхности под порошковую окраску?
Возможна. При обработке пескоструйным оборудованием улучшается адгезия покрытия, с металла хорошо удаляются ржавчина и окалина.
Как защитить от покраски отдельные участки изделий?
Места, не подлежащие окрашиванию, закрывают бумажным скотчем, многоразовыми пробками из силикона, выдерживающими высокие температуры.
Что происходит при недостаточной очистке поверхности?
При нанесении порошковой краски на недостаточно очищенную поверхность возможно плохое сцепление краски с поверхностью, краска может отслаиваться, подвергаться повышенной коррозии. При полимеризации возможно образование кратеров, пятен.
Почему порошковая краска плохо прилипает к изделию, хотя оно заземлено?
Чаще всего это происходит при неочищенной после предыдущего окрашивания подвеске. Сопротивление между изделием в камере и шиной заземления должно быть не больше 4 Ом. Плохое заземление приводит к ударам током, перерасходу краски либо непрокрасу изделия.
Для чего необходим рекуператор?
Рекуператор собирает и позволяет использовать вторично порошок, не оседающий на изделии при окраске.
Какое напряжение сети необходимо для работы оборудования для порошковой покраски?
Для работы печи полимеризации и камеры напыления порошковой краски используется напряжение в 380В.
Какое оборудование выбрать для нанесения порошковой краски: электростатическое или трибостатическое?
Электростатическое оборудование более производительно, вне зависимости от типа краски, более долговечно и менее чувствительно к влажности.
Трибостатические установки позволяют получать более равномерное, качественное покрытие на деталях сложной формы.
Чем можно убирать и очищать камеру напыления при смене цвета?
Для уборки камер напыления удобно использовать специальный промышленный электрический или пневматический пылесос. Обычный бытовой пылесос использовать нельзя, он выходит из строя при попадании частиц краски на электродвигатель, где она плавится и создает слой электроизоляции.
Как проверить чистоту сжатого воздуха?
Необходимо контролировать чистоту сжатого воздуха, периодически направляя сильную струю на бумагу либо зеркало в течение одной минуты и проверяя обдуваемую поверхность на наличие загрязнений.
Не испортится ли порошковое покрытие, если согнуть изделие?
Изделия, с нанесенной на них порошковой краской, можно собирать, сгибать и формовать без ущерба для покрытия.
Почему поверхность, покрытая порошковой краской, после полимеризации стала похожа на кожуру апельсина?
Рекомендуется проверить и отрегулировать толщину нанесения краски и увеличить температуру в печи полимеризации.
В чем причина пожелтения окрашенной поверхности?
Получение подобного оттенка возможно при слишком высокой температуре и долгом времени полимеризации.
Почему поверхности, окрашенные одной краской, имеют разный оттенок?
Причиной может быть разная продолжительность и температура полимеризации. Также возможно, что отличается толщина нанесения краски либо поверхность изделия плохо подготовлена.
Что может быть причиной появления кратеров на окрашенной поверхности?
Углубления в виде кратеров образуются при недостаточной подготовке и очистке поверхности изделия. Также необходимо проверять настройки подачи воздуха в оборудовании.
Новости компании
Общая информация о порошковых покрытиях
Промышленная химия разработала огромное количество разноплановых красителей, среди которых порошковые краски легко заняли одну из лидирующих позиций.
Порошковая краска — долговечное полимерное покрытие, обладающее антикоррозийными свойствами, стойкое к внешним факторам окружающей среды, а также выдерживающее химические и механические воздействия.
Краситель изготавливается из мелкопорошкового полимера, в который вводят образующие пленку смолы, отвердители, цветовые пигменты, наполнители и другие добавки.
Достоинства порошковых красок
Порошковые краски обладают рядом весомых преимуществ, а именно:
- Высокая пожароустойчивость за счет отсутствия растворителей и катализаторов при использовании;
- Длительный срок эксплуатации покрытия;
- Влагоустойчивость;
- Высокая скорость застывания краски на поверхности;
- Нанесение требуемой толщины краски с первого раза;
- Возможность повторного использования материала, не осевшего на окрашиваемой плоскости;
- Простота в нанесении даже в труднодоступных местах;
- Экологичность: после высыхания краска безвредна для окружающей среды;
- Простота хранения, в сравнении с жидкими красками;
- Не требуют особого ухода;
- Стойкость к широким температурным диапазонам;
- Отличная защита от коррозии;
- Хорошая электроизоляция;
- Порошковые краски исполняются в цветовой палитре RAL, поэтому легко становятся средством для смелых дизайнерских решений. Также возможна имитация поверхности под различные текстуры;
- Чтобы работать с порошковой краской, необязательно быть профессионалом.
На что можно нанести порошковую краску
Прежде чем купить порошковую краску, необходимо определить, для покрытия какого изделия она будет пременяться и выбрать из четырех вариантов:
- Полиэфирные;
- Эпоксидные;
- Эпоксидно-полиэфирные;
- Со спецэффектами.
Полиэфирные краски, как правило, наносят на объекты наружного применения: автомобили и транспортную технику, рекламные щиты, детские площадки, фонари, ограждения и другие изделия, подвергающиеся активному воздействию атмосферных явлений.
Эпоксидные красители отличаются особенными защитными свойствами от коррозии и химических воздействий. Наносятся на: промышленные объекты и оборудование, мебельную фурнитуру, трубопроводы, огнетушители.
Эпоксидно-полиэфирные краски наносят на изделия, которые используются в помещениях: бытовая техника (плиты, холодильники, микроволновки), компьютерные корпуса, электронные аппараты.
Также с помощью порошковых красок можно достичь различных эффектов, а именно:
- эффект состаренного металла (антик);
- имитация кожи ящерицы или крокодила;
- металлик;
- апельсиновая корка;
- мрамор и другие.
Процесс окрашивания
Частицы краски электризуются, доставляются к окрашиваемой поверхности, после полимеризуются при температуре 140-200°C, вследствие чего образуется высокопрочная пленка требуемой толщины. Заряд частиц производится при помощи относительно простого в эксплуатации трибостатического или электростатического пистолета.
Порошковые краски Lacover — современные стандарты качества!
В производстве наших порошковых красок мы используем качественное сырье крупнейших производителей и новейшее оборудование. В собственной лаборатории мы тщательно проверяем компоненты будущей краски на соответствие стандартам качества, именно поэтому вы получаете продукт европейского уровня.
Хотите купить порошковую краску? Оставьте контактные данные или звоните по указанным на сайте номерам, и мы подберем необходимый вид покрытия, а также желаемый цвет по каталогу RAL K7 Classic.
Фосфатирование
Фосфатирование поверхности
Сегодня для защиты металлических изделий от образования коррозийного налета применяется большое количество способов. Все они направлены на то, чтобы создать на поверхности тонкий защитный слой, который будет длительное время защищать от процесса окисления металла. Обработка металлов фосфатирующими растворами является эффективным методом борьбы с образованием ржавчины.
Для проведения процедуры фосфатирования необходимо изначально провести подготовку металлов или металлических изделий. Для того чтобы вещества раствора лучше адгезировались нужно тщательно обезжирить и промыть поверхность, которая будет подвергаться обработке. Только в этом случае покрытие будет качественным и продержится достаточно длительное время. При необходимости металлический материал перед процедурой можно отшкурить при помощи наждачной бумаги.
Фосфатирование металла
Фосфатирование представляет собой один из самых действенных методов борьбы с ржавчиной. Данный способ обработки
металлических покрытий относится к разряду дополнительных. Этот метод основан на том, что металлы при погружении в фосфатирующее вещество покрываются его компонентами. Они оседают на поверхности и образуют дополнительную защитную пленку.
Процедура фостфатирования металлических покрытий позволяет наилучшим образом подготовить их к нанесению лакокрасочного покрытия. Данная мера позволяет металлу реже подвергаться образованию коррозии. Данный метод походит для дополнительной обработки и черный и цветных типов металлов.
Фосфатирование металлов в промышленных масштабах осуществляется путем распыления или погружения изделий в вещество.
Оно изготовлено из:
Данные элементы образуют единое вещество, которое при взаимодействии другими металлами адгезируется с ними и обеспечивает надежную защиту от процесса окисления и образования коррозии.
На многочисленных промышленных предприятиях данный метод подразумевает качественное нанесение раствора на металлические изделия.
Делается это несколькими способами:
- распыление,
- нанесение валиком,
- нанесение кистью.
Процесс фосфатирования не занимает много времени. После проведения такой процедуры необходимо дать изделиям из обработанных металлов просохнуть.
Фосфатирование стали
На сегодняшний день данная процедура обработки доступна для различных элементов. Фосфатирование стали подразумевает нанесение на поверхность изделия из данного материала фосфатирующего вещества. Благодаря этому на поверхности металла образуется дополнительная защитная пленка, которая практически никак внешне не заметна.
Фосфатирование воды
Для обработки барабанный котлов применяется фосфатирование воды. В этом случае вода с растворенными в ней фосфатами вводится в барабан.
Важно: У данного метода есть большое количество противников Не рекомендуется его использовать, когда котел нагревается.
Таблица 1: Пригодность фосфатирования как основы для нанесения лаковых покрытий на различные металлические поверхности
Пояснения: + — пригодно; o — условно пригодно; — -непригодно
Виды фосфатирования
Сегодня имеется большое количество видов фосфатирования.
Из них выделяются следующие:
Химическое фосфатирование
Данная процедура применяется по отношению к тем металлам, которые обладают не прочной структурой. Среди них выделяются: алюминий, низколегированная сталь и магний, цинк. К одному из подтипов химического фосфатирования относится аморфоное фосфатирование. Для поведения данной процедуры используются фосфаты железа.
Черное фосфатирование
Данный процесс обработки металлических изделий относится к разряду декоративных. Он предполагает образование на их поверхности пленки черного цвета. Она является достаточно плотной и придает любому изделию дополнительную прочность.
Цинковое фосфатирование
Процесс обработки металлов цинковыми фосфатами и сплавами данного металла является одним из самых действенных методов укрепления структуры любого металла. В результате покрытие обладает оптимальной толщиной и приятным серебристым оттенком.
Преимущества фосфатирования
Фосфатирование используется в большинстве случаев для придания металлическим поверхностям дополнительной защиты от образования коррозийного налета. Благодаря фосфатирвоанию металлы приобретают следующие положительные качества:
- твердость. Металлы становятся более устойчивыми к появлению внешних повреждений.
- устойчивость к влиянию электрического тока.
- улучшаются сроки эксплуатации тех или иных металлических изделий, которые были обработаны методом фосфатирования.
- прочность покрытия. Металлы покрываются дополнительной защитной пленкой, которая придает им особые свойства.
Процедура фосфатирования на производственных предприятиях не используется так часто, как анодирование, например.
Статьи по теме
Нейтрализатор ржавчины
Сегодня для защиты металлов от образования коррозии создано большое количество средств. Одни из направлены на то, чтобы предотвратить образование на металлической поверхности коррозийного налета. Другие же используются для его устранения.
Удаление ржавчины
Сегодня с образованием ржавчины на металлических поверхностях сталкиваются многие люди. Она образуется под воздействием окружающей среды. Процесс образования ржавого налета может иметь разную продолжительность.
Преобразователь ржавчины — какой лучше?
Сегодня производится большое количество смесей для обработки металлических поверхностей. Есть специальные составы, которые помогают бороться с образованием налета коррозии. Они получили названием преобразователи ржавчины.