Содержание
- Рельсы железнодорожные, сваренные электроконтактным способом (стр. 2 )
- Сварка рельс
- Свойства свариваемости
- Виды
- Сварка рельс
- Свойства свариваемости
- Виды
- Метод промежуточного литья для алюминотермитной сварки рельсов
- Что представляет собой алюмотермитный метод?
- Что входит в состав смеси?
- Как приготовить термитную самостоятельно?
- Достоинства и недостатки
- Оборудование
- Используемые материалы
- Последовательность работ
- Другие виды сварки рельс
- Способы сварки рельсовых плетей
- Качественная сварка рельсовых стыков
- Основные характеристики
- Практические рекомендации
- Дополнительные моменты
Электроконтактная сварка рельсов
Рельсы железнодорожные, сваренные электроконтактным способом (стр. 2 )
3.3 сварная рельсовая нитка: непрерывный ряд рельсов, примыкающих концами друг к другу и соединенных сваркой в единую конструкцию, длиной более 25 м.
3.4 рельсосварочное предприятие; РСП: Организация, изготавливающая рельсовые плети, сварные рельсы и сварные рельсы переходного профиля.
3.5 сварные рельсы: Рельсы длиной до 25 м включительно, имеющие один и более сварных стыков.
3.6 сварные рельсы переходного профиля: Рельсы, полученные сваркой двух рельсов между собой большего и меньшего сечения (смежных типов).
3.7 грат: Окисленный металл на поверхности сварного стыка, выдавленный при осадке в процессе соединения рельсов сваркой.
3.8 сварной стык рельсов: Участок рельса (рельсовой плети), в месте соединения торцов рельсов контактной стыковой сваркой оплавлением.
3.9 контрольный образец рельсов: рельс длиной 1200-1300 мм со сварным стыком посередине, предназначенный для контрольных операций.
4 Технические требования.
4.1 Общие требования.
4.1.1 Рельсы, подлежащие сварке, рельсовые плети, сварные рельсы, сварные рельсы переходного профиля, порядок и процессы их изготовления должны соответствовать требованиям настоящего стандарта.
4.1.2 Отдельные и дополнительные технические требования к рельсам, подлежащим сварке, рельсовым плетям, сварным рельсам, сварным рельсам переходного профиля, к порядку и процессам их изготовления устанавливают в технических условиях на конкретную продукцию, согласованных (утвержденных) собственником инфраструктуры или его уполномоченными представителями (далее технические условия).
4.1.3 При изготовлении рельсовых плетей, сварных рельсов и сварных рельсов переходного профиля должны применяться процессы указанные ниже в порядке их выполнения:
— процесс подготовки рельсов к сварке;
— процесс сварки рельсов;
— процесс механической и термической обработки сварного стыка;
— процесс контроля качества сварного стыка.
4.1.4 В технических условиях на сварные рельсы допускается добавлять в порядок выполнения процессов, указанный в п.4.1.3 настоящего стандарта, дополнительные процессы, не нарушающие требования настоящего стандарта.
4.1.5 Технические условия должны соответствовать требованиям ГОСТ 2.114.
4.2 Требования к сварным рельсам и рельсовым плетям
4.2.1 Номинальная длина рельсовой плети составляет 800 м.
По согласованию с заказчиком допускается изготовление рельсовых плетей любой длины, но не более 800 м.
4.2.2 С целью получения рельсовых плетей проектной длины разрешается приваривать к сварным рельсовым ниткам концевые рельсы необходимой длины, но не менее 7 м. Размещение вставок менее 6 м не допускается.
4.2.3 Рельсы длиной 25 м, сваренные из кусков рельсов различной длины, должны иметь не более трех сварных стыков, а рельсы длиной 12,5 м – не более двух. Длина отдельных кусков рельсов должна быть не менее 3 м в любой части сварного рельса.
4.2.4 Отклонения по длине рельсовых плетей не должно превышать 1 м. Отклонения по длине 25-метровых сварных рельсов не должны превышать ±9 мм, а для 12,5-метровых и укороченных сварных рельсов для кривых участков пути отклонения по длине не должны превышать ±7 мм.
Отклонения по длине сварных рельсов переходного профиля не должны превышать значений, приведенных на рисунках А.1 и А.2 в приложении А.
4.2.5 Для сварных рельсов и рельсовых плетей допускается равномерная кривизна по головке в вертикальной и горизонтальной плоскостях со стрелой прогиба не более 1/2200 (т. е. не более 12 мм на базовой длине 25 м).
4.2.6 По концам рельсовых плетей для бесстыкового пути и уравнительных рельсов должно быть просверлено по три болтовых отверстия по схеме, соответствующей данному типу рельсов. В сварных рельсах типов Р75 и Р65 для звеньевого пути допускается сверлить по два болтовых отверстия. Расположение и диаметр болтовых отверстий в рельсах должны соответствовать приведенным на рисунке 1 и в таблице 1.
d – диаметр болтового отверстия;
t – расстояние от подошвы до центров отверстий;
l1, l2, l3 – расстояния до первого, второго и третьего болтового отверстия
Рисунок 1 – Расположение болтовых отверстий
Т а б л и ц а 1
Примечание — Изготавливаемые рельсы длиной 12,5 м могут иметь диаметр болтовых отверстий 36 и 31 мм в рельсах типов Р65 и Р50 соответственно.
Отверстия должны быть перпендикулярны к вертикальной продольной плоскости рельса. Поверхность болтовых отверстий рельса должна быть гладкой без следов надрывов на кромках. Отклонения по диаметру отверстий и по расстоянию от торца рельса до центров болтовых отверстий должно быть не более ±1 мм.
На кромках болтовых отверстий и в торцах по всему сечению рельса должна быть снята фаска шириной от 1,5 до 3,0 мм под углом 45°.
По заявке заказчика допускается изготовление плетей без болтовых отверстий.
4.3 Требования к прокатным рельсам
4.3.1 Для сварки должны использоваться рельсы, изготовленные в соответствии с ГОСТ 16210*, ГОСТ 8161*, ГОСТ 7174* или техническими условиями на рельсовую продукцию.
Запрещается сварка рельсов, не прошедших приемочного инспекционного контроля уполномоченными представителями собственника инфраструктуры.
Запрещается сварка опытных партий рельсов, изготовленных металлургическими комбинатами, до согласования собственником инфраструктуры или его уполномоченными представителями технических условий на сварные рельсы данных партий.
4.3.2 Рельсы, подлежащие сварке между собой, должны быть одного типа.
Рельсы переходного профиля разрешается сваривать из рельсов смежных типов.
Дополнительные требования к характеристикам соединяемых сваркой рельсов должны определяться техническими условиями на сварные рельсы.
4.4 Требования к сварным стыкам рельсов
4.4.1 Сварные стыки рельсов должны иметь значения показателей прочности и пластичности не ниже значений, указанных в таблице 2.
Значения величин разрушающей нагрузки и стрелы прогиба рельсов переходного профиля принимаются для рельсов меньшего сечения.
Т а б л и ц а 2 — Наименьшие приемочные значения показателей прочности и пластичности новых сварных рельсов при статическом поперечном трехточечном изгибе
рельсовой стали, Н/мм2
Разрушающая нагрузка, кН – числитель,
стрела прогиба, мм – знаменатель
Подошва в растянутой зоне (нагружение на головку-пролет 1м)
Головка в растянутой зоне (нагружение на подошву-пролет 1м)
4.4.2 Твердость металла головки сварных стыков рельсов должна соответствовать твердости основного металла новых прокатных рельсов. Допускается снижение твердости металла головки сварных стыков рельсов относительно нижней границы твердости прокатных рельсов, установленных или техническими условиями на рельсы, не более, чем на 15 %.
4.4.3 Обработанная поверхность сварных стыков рельсов должна быть чистой, без раковин и заусенцев. Отклонения сварных стыков рельсов от прямолинейности по поверхности катания головки в вертикальной плоскости и по боковой рабочей грани головки в горизонтальной плоскости на длине 1 м после шлифования не должны превышать 0,3 мм, а для железнодорожных путей скоростного и высокоскоростного движения – 0,2 мм.
Седловины в сварных стыках не допускаются.
На поверхности катания и по боковым граням головки после шлифования допускаются местные неровности размером ±0,2 мм.
4.4.4 Сварные стыки рельсов проверенные методом неразрушающего контроля в соответствии национальной нормативной документацией* не должны иметь внутренних дефектов сварки.
4.5 Требования к процессам подготовки рельсов к сварке.
4.5.1 Перед сваркой проверяют наличие инспекторских приемочных клейм, вдавленной и выпуклой маркировки рельсов.
4.5.2 Поступающие на сварку рельсы по прямолинейности в горизонтальной и вертикальной плоскостях и по концевой кривизне должны отвечать требованиям ГОСТ 16210**, ГОСТ 8161**, ГОСТ 7174** или техническими условиями на рельсовую продукцию.
4.5.3 Торцы готовых рельсов после обрезки должны быть перпендикулярными к продольной оси. Косина торцов рельсов не должна быть более 1 мм при измерении в любом направлении. Обрезку рельсов под сварку производят отрезными станками. Отделочную мерную резку рельсов производят только пилами.
4.5.4 Торцы стыкуемых рельсов и контактирующие с зажимами сварочной машины поверхности на длину токоведущих электродов (зажимных губок) зачищают до металлического блеска механическим способом. При этом зачистку ведут вдоль рельса. Риски и выхваты на зачищенных поверхностях не допускаются.
4.5.5 Вдавленные клейма на рельсе должны быть расположены на расстоянии не менее 100 мм от сварного шва. При сварке рельсов на машинах с вертикальным зажатием выпуклые маркировочные знаки на шейке рельсов сошлифовывают заподлицо с прокатным профилем на расстоянии не менее 100 мм от торца рельса. При сварке рельсов с боковым зажатием выпуклые маркировочные знаки сошлифовывают на длину электродов сварочной машины.
Сварка рельс
В железнодорожной отрасли и в строительстве применяется техника, которая перемещается по рельсам. Как правило, она имеет достаточно большой вес, а соответственно металл сталкивается с большими нагрузками. Чтобы изделия смогли выдержать все сложности эксплуатации, сварка рельс должна происходить в точности с предписанными технологиями, так как это сложный процесс. С одной стороны, проблем добавляет большой диаметр изделий, которые не позволяет проварить их на всю глубину, что обеспечило бы более высокое качество. С другой стороны, сварное соединение всегда будет самым слабым местом конструкции и его необходимо усиливать.
Сварка рельсовых стыков может проходить как в ручную, так и в автоматическом режиме. После нее всегда требуется проводить обработку материала, чтобы достичь гладкой поверхности. Таким образом, для качественного проведения процесса требуется:
- Использовать профессиональную технику;
- Необходимо выбрать подходящие расходные материалы;
- Обеспечить лучшие условия свариваемости благодаря флюсам и прочим средствам;
- Соблюдать точные режимы сварки;
- Тщательно обработать полученное соединение, чтобы рельсы были пригодны к эксплуатации.
Свойства свариваемости
Над проблемой, которую представляет собой сварка крановых рельсов, а также прочих их разновидностей, люди работают достаточно давно. Ведь сами изделия производятся из упрочненной стали, которая зачастую обрабатывается механическим путем. Любая обработка на упрочнение добавляет сложности к свариваемости и к любым другим термическим обработкам. Тем не менее, современные технологии позволяют добиться приемлемых результатов. Одним из самых доступных вариантов среди электродов, которые можно свободно найти в продаже, являются УОНИ 13/45 и УОНИ 13/55. Это изделия для работы с ответственными сооружениями, мощными каркасами из металлоконструкций, а также они подходят и для рельс. Но это далеко не единственный метод, хотя и самый простой из всех возможных.
Сварка крановых рельсов
Сварка рельсов пути производится по ГОСТ 103-76. Сюда входит несколько методов, которые отличаются принципом действия, сложностью, используемой техникой и прочими нюансами. Каждый из них по-своему помогает бороться с плохой свариваемостью изделий. Также их выбор зависит от вида самих рельс, которые должны будут поддаться будущему ремонту.
Виды
- Железнодорожные промышленные – применяются для относительно коротких участков путей на различных предприятиях. Это ширококолейные варианты, для которых используются марки РП75, РП65 и РП50.
- Железнодорожные для узкой колеи – используются в подземных шахтах и узкоколейной железной дороге. Здесь применяют такие марки как Р24, Р18, Р11 и Р8.
- Рудничные для проводников в шахтах – применяются при создании бесстыкового и звеньевого пути широкой колеи. Также применяются и для стрелочных переводов. Здесь используются марки Р43, Р38 и Р33.
- Рамные – используются для строительства пересечений и соединений на пути. Здесь нужна марка РР65.
- Крановые – служат для создания путей прохождения строительного крана на площадках. Тут могут быть такие марки как, КР140, КР120, КР100, КР80 и КР70.
- Остряковые – служат для верхнего строения в ж/д пути. Из них делают стрелочные переводы, круговые опорные устройства и прочее. Здесь пригодны марки ОР75, ОР65, ОР50 и ОР43.
- Железнодорожные – стандартные изделия для создания бесстыкового и звеньевого основного пути для ж/д транспорта. Тут применяются марки Р75, Р65 и Р50.
- Трамвайные с желобом – используются для создания путей прохождения трамваев. Здесь применяются марки Т62 и Т58.
- Контррельсовые – используются в верхних конструкциях ж/д пути. Это могут быть марки РК75, РК65 и РК50.
- Усиковые – из них изготавливаются крестовины, у которых непрерывная поверхность качения. Марка УР65.
Способы сварки рельсов
Существуют различные методы сварки рельсов, которые используются в наше время. Среди них стоит выделить основные:
Электродуговая сварка рельсов вручную – самый простой и доступный метод. Она подходит для соединения стыков и плетей. Изделия располагаются с небольшим зазором, который постепенно заполняется расплавленным металлом. Здесь используется переменный или постоянной род тока.
Электродуговая сварка рельсов вручную
Одной из разновидностей предыдущего варианта является ванный метод. Для этого используется специальная ванночка, которая задерживает стекание расплавленного материала. Торцы предварительно перпендикулярно своей оси обрезаются. Монтаж осуществляется без перелома. Зазор между изделиями должен быть около 1,5 см. В этот зазор помещается электрод, который расплавляется под силой тока и сваривается с основным материалом.
Ванная сварка рельс
Термитная сварка железнодорожных рельс основана на химической реакции окиси железа и алюминия. При их контакте и под воздействием температуры более двух тысяч градусов, сталь приобретает огнеустойчивую форму. Она идентична форме самого рельса. Это давний метод, который применяется уже более сотни лет.
Газопрессовая сварка подкрановых рельсов предполагает не полное расплавление, так как температура рабочего процесса не достигает точки плавления металла. сварка рельсовых плетей здесь достигается за счет высокого давления. Качество соединения оказывается достаточно высоким, а структура его получается очень однородной. Здесь необходимо плотная стыковка концов изделия. На рельсорезном станке ножовка прорезает торцы двух изделий, что помогает максимально очистить стыковочную поверхность. Перед соединением торцы обрабатываются четыреххлористым углеродом. Далее идет нагрев и зажатие заготовок при помощи гидравлического пресса.
Газопрессовая сварка рельс
Режимы
Для получения качественного соединения нужно придерживаться соответствующих режимов. Для каждой марки изделий нужны свои параметры, так как они обладают различными свойствами. Здесь приведены наиболее часто используемые варианты:
Сварка рельс
В железнодорожной отрасли и в строительстве применяется техника, которая перемещается по рельсам. Как правило, она имеет достаточно большой вес, а соответственно металл сталкивается с большими нагрузками. Чтобы изделия смогли выдержать все сложности эксплуатации, сварка рельс должна происходить в точности с предписанными технологиями, так как это сложный процесс. С одной стороны, проблем добавляет большой диаметр изделий, которые не позволяет проварить их на всю глубину, что обеспечило бы более высокое качество. С другой стороны, сварное соединение всегда будет самым слабым местом конструкции и его необходимо усиливать.
Сварка рельсовых стыков может проходить как в ручную, так и в автоматическом режиме. После нее всегда требуется проводить обработку материала, чтобы достичь гладкой поверхности. Таким образом, для качественного проведения процесса требуется:
- Использовать профессиональную технику;
- Необходимо выбрать подходящие расходные материалы;
- Обеспечить лучшие условия свариваемости благодаря флюсам и прочим средствам;
- Соблюдать точные режимы сварки;
- Тщательно обработать полученное соединение, чтобы рельсы были пригодны к эксплуатации.
Свойства свариваемости
Над проблемой, которую представляет собой сварка крановых рельсов, а также прочих их разновидностей, люди работают достаточно давно. Ведь сами изделия производятся из упрочненной стали, которая зачастую обрабатывается механическим путем. Любая обработка на упрочнение добавляет сложности к свариваемости и к любым другим термическим обработкам. Тем не менее, современные технологии позволяют добиться приемлемых результатов. Одним из самых доступных вариантов среди электродов, которые можно свободно найти в продаже, являются УОНИ 13/45 и УОНИ 13/55. Это изделия для работы с ответственными сооружениями, мощными каркасами из металлоконструкций, а также они подходят и для рельс. Но это далеко не единственный метод, хотя и самый простой из всех возможных.
Сварка крановых рельсов
Сварка рельсов пути производится по ГОСТ 103-76. Сюда входит несколько методов, которые отличаются принципом действия, сложностью, используемой техникой и прочими нюансами. Каждый из них по-своему помогает бороться с плохой свариваемостью изделий. Также их выбор зависит от вида самих рельс, которые должны будут поддаться будущему ремонту.
Виды
- Железнодорожные промышленные – применяются для относительно коротких участков путей на различных предприятиях. Это ширококолейные варианты, для которых используются марки РП75, РП65 и РП50.
- Железнодорожные для узкой колеи – используются в подземных шахтах и узкоколейной железной дороге. Здесь применяют такие марки как Р24, Р18, Р11 и Р8.
- Рудничные для проводников в шахтах – применяются при создании бесстыкового и звеньевого пути широкой колеи. Также применяются и для стрелочных переводов. Здесь используются марки Р43, Р38 и Р33.
- Рамные – используются для строительства пересечений и соединений на пути. Здесь нужна марка РР65.
- Крановые – служат для создания путей прохождения строительного крана на площадках. Тут могут быть такие марки как, КР140, КР120, КР100, КР80 и КР70.
- Остряковые – служат для верхнего строения в ж/д пути. Из них делают стрелочные переводы, круговые опорные устройства и прочее. Здесь пригодны марки ОР75, ОР65, ОР50 и ОР43.
- Железнодорожные – стандартные изделия для создания бесстыкового и звеньевого основного пути для ж/д транспорта. Тут применяются марки Р75, Р65 и Р50.
- Трамвайные с желобом – используются для создания путей прохождения трамваев. Здесь применяются марки Т62 и Т58.
- Контррельсовые – используются в верхних конструкциях ж/д пути. Это могут быть марки РК75, РК65 и РК50.
- Усиковые – из них изготавливаются крестовины, у которых непрерывная поверхность качения. Марка УР65.
Способы сварки рельсов
Существуют различные методы сварки рельсов, которые используются в наше время. Среди них стоит выделить основные:
Электродуговая сварка рельсов вручную – самый простой и доступный метод. Она подходит для соединения стыков и плетей. Изделия располагаются с небольшим зазором, который постепенно заполняется расплавленным металлом. Здесь используется переменный или постоянной род тока.
Электродуговая сварка рельсов вручную
Одной из разновидностей предыдущего варианта является ванный метод. Для этого используется специальная ванночка, которая задерживает стекание расплавленного материала. Торцы предварительно перпендикулярно своей оси обрезаются. Монтаж осуществляется без перелома. Зазор между изделиями должен быть около 1,5 см. В этот зазор помещается электрод, который расплавляется под силой тока и сваривается с основным материалом.
Ванная сварка рельс
Термитная сварка железнодорожных рельс основана на химической реакции окиси железа и алюминия. При их контакте и под воздействием температуры более двух тысяч градусов, сталь приобретает огнеустойчивую форму. Она идентична форме самого рельса. Это давний метод, который применяется уже более сотни лет.
Газопрессовая сварка подкрановых рельсов предполагает не полное расплавление, так как температура рабочего процесса не достигает точки плавления металла. сварка рельсовых плетей здесь достигается за счет высокого давления. Качество соединения оказывается достаточно высоким, а структура его получается очень однородной. Здесь необходимо плотная стыковка концов изделия. На рельсорезном станке ножовка прорезает торцы двух изделий, что помогает максимально очистить стыковочную поверхность. Перед соединением торцы обрабатываются четыреххлористым углеродом. Далее идет нагрев и зажатие заготовок при помощи гидравлического пресса.
Газопрессовая сварка рельс
Режимы
Для получения качественного соединения нужно придерживаться соответствующих режимов. Для каждой марки изделий нужны свои параметры, так как они обладают различными свойствами. Здесь приведены наиболее часто используемые варианты:
Метод промежуточного литья для алюминотермитной сварки рельсов
Сварка рельсовых стыков представляется собой технологический процесс, который может выполняться разными методами. Классические способы соединения металлических деталей считаются не уместным, так как после выполнения работ получается ненадёжный шов для рельсового полотна. В этом случае наиболее эффективной является алюмотермитная сварка.
Что представляет собой алюмотермитный метод?
Алюминотермитная сварка представляет собой технологию соединения рельс. Он подразумевает под собой использование специальной соединительной смеси. Она засыпается в металлическую конструкцию устанавливаемую над местом соединения. Порошок попадает на рабочую поверхность, плавится, создают надёжное соединение. Есть два варианта проведения работ:
Во время выполнения работ, используется термитная смесь. Она состоит из 77% оксида железа и 23% алюминиевой крошки. Однако, рабочее вещество не создаст прочный шов без сильного разогрева. Для этого применяется запал, который разогревает смесь. Алюминотермитная сварка рельсов должна проводиться по томному соблюдению технологии.
По завершению создания шва, шлак, выступающие части, наплывы зачищаются с помощью болгарки. Сварщик проверяет целостность соединения. Если есть зазоры, щели, трещины, он замазывает их термостойкой обмазкой.
Что входит в состав смеси?
Термитные используются не только для сварки рельс. Им применят при тепловом воздействии на различные поверхности, детонаторном эффекте, изготовлении пиротехнических изделий. В зависимости от того, где используется термит, выбирают состав смеси.
Алюмотермитная сварка жд стыков выполняется с помощью ферроалюминиевого состава. Он включает в себя такие компоненты как оксид железа (металлические опилки), алюминий. Процентное соотношение компонентов – 75%/25%. При это количество активных веществ может изменяться +-3%.
Как приготовить термитную самостоятельно?
Смесь для алюмотермитной сварки можно изготовить в домашних условиях. Для этого требуется подготовить два компонента:
- Алюминий.
- Железо.
Оба компонента должны представлять собой мелкие опилки. Чем меньше их фракция, тем лучше получится готовая смесь. Этапы приготовления термита:
- В металлической емкости смешать 4 части железных опилок, 2 части алюминиевой пудры.
- Тщательно перемешать компоненты между собой. От процесса перемешивания зависит то, насколько качественным будет готовый состав.
- Дополнительно смесь должна быть насыщена катализатором. Он изготавливается из жженой марганцовки. Требуется добавить пятую часть этого вещества в состав.
Готовую смесь просушить. Поджигается она с помощью магниевой ленты. Перевозить, хранить термит можно используя металлические емкости.
Достоинства и недостатки
У любой технологии соединения металлических деталей есть сильные и слабые стороны. К преимуществам относятся:
- Высокая скорость выполнения работ. При достаточном опыте, качественной соединительной смеси, правильном оборудовании сварщик сделает надёжный шов менее чем за полчаса.
- Оборудование, инструменты можно купить в строительных магазинах.
- Для освоения техники достаточно попробовать метод алюмотермитной сварки 2-3 раза.
- Требуется аккуратно работать с оборудованием для сварки, термитом. Связанно это с тем, что смесь легко воспламеняется.
- Технология узкоспециализированная. Не подходит для соединения большинства металлических конструкций.
- Необходимо крайне аккуратно хранить, транспортировать, применять термит.
Сварные швы в вагонах, локомотивах, рельсах и машинах различного назначения, применяемых на транспорте, являются наиболее повреждаемыми местами в процессе эксплуатации. Это связано с характерными особенностями сварных соединений. В сварном шве и околошовной зоне после сварки изменяются механические свойства, При сварке термитным способом образуются остаточные растягивающие напряжения, близкие к пределу текучести материала, а сам сварной шов, кроме того, является концентратором напряжений
Оборудование
Для проведения работ требуется подготовить оборудование. К нему относится:
- Газовая горелка для нагрева деталей.
- Бочка.
- Заглушка.
- Болгарка или шлифовальная машинка.
- Молоток.
- Металлическая лопатка.
Дополнительно понадобится запорный кран, зажимное универсальное устройство.
Используемые материалы
Помимо оборудования необходимо подготовить расходные материалы. Это термитная смесь, обмазочный состав для заделывания трещин, щелей. Помимо них нужны две формы, аппликатор, сердечник, пробойник.
Последовательность работ
Перед тем как приступать к проведению соединительных работ, требуется узнать теоритически как сваривать рельсы, а затем попробовать метод на практике. Технология представляет собой несколько этапов, которые должны идти строго друг за другом.
Подготовительный этап
В первую очередь требуется провести подготовку соединяемых деталей. Для этого рельсы разжимаются из креплений, нагреваются до определённой температуры, зачищаются от ржавчины. Поверхность должна быть гладкой. Далее рельсы устанавливаются напротив друг друга чтобы зазор не превышал 2,5 см.
Выравнивание
Во время проведения алюмотермитной сварки, требуется придерживаться точной прямолинейности. Связанно это с тем, что рельсы будут подвергаться огромной нагрузке при хождении груженых составов. Прокладки на креплениях заменяются на клинья. Далее рабочие молотками подбивают рельсы до нужного положения. Прямолинейность проверяется металлической линейкой. Допустимы зазор – 1 мм.
Установка и герметизация форм
Важно проводить соединительные работы используя герметичную форму. Зажимное устройство с помощью измерителя устанавливается на нужное расстояние от будущего шва. Горелку устанавливают по центру соединения.
Предварительный нагрев и сварка
Предварительно требуется разогреть соединяемые рельсы. На 2 минуты включается подача пламени (пропан и кислород). Горелку требуется убрать, закрепить сердечник. Включается запал для возгорания рабочей смеси. Расплавленный металл переливается в подготовленную заранее форму. Четыре минуты достаточно для полной кристаллизации.
Шлифовка и контроль качества
Завершительным этапом работ является шлифовка шва. Перед эксплуатацией рельс, требуется сделать поверхность гладкой. Шов нагревается с помощью горелки в течении 10 минут. Горячие наплывы срезаются болгаркой. После остывания места соединения, выполняется шлифовка. Для этого применяются шлифовальные машины с абразивными кругами или лентами. Контроль качества представляет собой проверку на статичный изгиб.
Другие виды сварки рельс
Помимо алюмотермитной сварки, существуют другие технологии соединения рельс. К ним относятся:
- Сварка электродами. Для того чтобы соединить рельсы данной технологией, требуется использовать электроды УОНИ. Перед проведением работ требуется прогреть расходные материалы в течении 2-ух часов при температуре в 400 градусов.
- Электродуговая сварка. Соединяемые рельсы укладывают друг напротив друга. При это должен присутствовать зазор в 2 см. Концы рельс провариваются электродами. Расплавляются они дуговым разрядом.
- Метод промежуточного литья. Подразумевает под собой процесс заполнения соединительного пространства расплавленной смесью металлов.
Выполняя работ по определённой технологии, требуется грамотно выбирать оборудование, расходные материалы.
Способы сварки рельсовых плетей
Технология представляет собой инновационный метод соединения рельс. Этапы проведения работы:
- Рельсы устанавливаются напротив друг друга с промежутком.
- Один из незакреплённых концов загибают пока не совпадут торцы.
- Далее рельсы свариваются вместе.
- Принудительно распрямляется стрела изгиба.
Используется данная технология для починки железнодорожного полотна.
Алюмотермитная сварка применяется для соединения рельс. С его помощью можно сделать надёжный шов, которые выдержит серьёзные нагрузки. Помимо этого можно использовать и другие технологии соединения, однако, классическая сварка не подходит для выполнения подобных работ.
Качественная сварка рельсовых стыков
Сварка рельсовых стыков весьма востребована на сегодняшний день. Как известно, когда подвижной состав проходит сборные стыки, они начинают с высокой скоростью расстраиваться. При этом исчезает плавный ход, из-за чего разрушается верхнее покрытие железнодорожного пути. А данный вариант поможет исправить ситуацию.
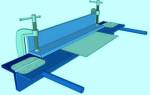
Схема стыковой сварки.
Основные характеристики
Требуется прокладывать рельсовые пути, которые имеют сваренные стыки, на любых видах путей, в результате получается бесстыковой рельс.
Рельсовая нить разрывается именно в местах, где образован стык. Такой разрыв, даже при установке стыковых накладок, оказывает большое влияние на жесткость конструкции, начинают увеличиваться просадки.
В результате при прохождении подвижного состава рельсового стыка колесо ударяется о головку торца принимающего рельса. Из-за многочисленных ударов в стыковые соединения начинает быстро изнашиваться ходовая часть вагонов, а также уложенных рельсов. За счет сильных ударов колесной пары по набегающему рельсу появляется сколы рельсовых головок и их сминание. Обычно такие дефекты обнаруживаются в 60 см от места стыка. Рельсы начинают ломаться в болтовых отверстиях, изгибаются накладки, деформируются стыковые болты. Все перечисленные недостатки не касаются бесстыкового пути, причем он обладает несколькими положительными качествами:
Схема конструкции контактной сварки.
- почти на 30% снижаются затраты на обслуживание рельсового пути;
- значительно экономится электроэнергия, снижается расход топлива примерно на 10%;
- увеличивается срок эксплуатации верхних путей,
- подвижной состав может работать намного дольше;
- пассажиры испытывают больший комфорт при движении поезда;
- становится надежнее работа автоблокировки и электроцепей.
За счет таких положительных качеств бесстыковой вариант был принят на вооружение всеми главными железнодорожными линиями в мире.
Иногда выбор определенного вида сварки стыков зависит от стоимости работ и производительности. Такой выбор влечет за собой появление в особо ответственных конструкциях сварочных соединений, качество которых находится на очень низком уровне.
Как при пайке используется горелка газовая.
Виды сварочных аппаратов смотрите здесь.
Практические рекомендации
Чтобы получить отличное сварное соединение, требуется иметь материал с хорошей свариваемостью. В основном свариваемость характеризует свойства металла, существующую реакцию на сварочный процесс, а также способность получать такое сварочное соединение, которое будет отвечать всем заданным технологическим требованиям.
Когда детали выполнены из материала, свободно поддающегося сварочному процессу, с получением высококачественного шва особых условий не требуется. Но для деталей из плохо свариваемого материала требуются дополнительные технологические условия. Иногда применяется специальный вид сварки, который намного дороже и сложнее. Причем выполнение работ требует строгого соблюдения технологического процесса.
Сварка рельсов востребована на сегодняшний день так как рельсовая нить разрывается и быстро изнашиваться ходовая часть вагонов.
В состав стали для рельсов входит очень много углерода, почти 82%. Этот материал относится к группе материалов, имеющих плохую свариваемость. При сварке возможно появление трещин, что совершенно недопустимо на рельсах. В них концентрируется напряжение, которое может привести к разрушению стыкового соединения и крушению состава.
Сегодня известно два вида сварки рельсовых стыков:
Большое распространение получила контактная сварка, однако у нее есть несколько серьезных недостатков, ограничений, когда проводятся ремонтные работы железнодорожных путей:
- для сварки требуются специальные рельсосварочные машины, стоящие очень дорого;
- длительности доставки оборудования и его последующая эвакуация;
- для проведения работ необходимо задействовать многочисленные бригады;
- за неимением большого количества времени, приходится постоянно выполнять работу без соблюдения технологического процесса, в результате чего стык получается очень низкого качества;
- невозможно выполнить сварку стыка прямо в том месте, где переводятся стрелки.
Контактная сварка стыков проигрывает алюминотермитной сварке рельсов. Для нее необходимо иметь:
- сложное и очень дорогое оборудование;
- многочисленную бригаду;
- перерывы при движении поездов.
Алюминотермитная сварка рельсов делается очень быстро. На операцию уходит примерно полминуты. Если считать подготовительные работы и завершающую обработку сварочного шва, требуется около 45 минут.
Надо сказать, что такая сварка позволяет одновременно сваривать несколько стыков, в результате сокращается время, затраченное на работу.
Рельсовые стыки с различной формой стыкуемых торцев.
Для сварки стыка необходимо три человека. Их обучение проходит в самые короткие сроки. Масса применяемого оборудования достигает 350 кг. Для проведения сварочных работ, когда используется алюмотермитная сварка и проводятся другие специальные операции, применяются автономные источники подачи топлива.
Чтобы проводить алюминотермитную сварку рельсов, инженерами было создано переносное миниатюрное оборудование, которое может функционировать в автономном режиме прямо в полу.
Технологи смогли подобрать определенный состав термитного раствора и его зернистость. Это помогло добиться термитной реакции, при которой не возникает взрывов, не наблюдается затухания и поддерживается самая оптимальная скорость и нужная температура всех материалов, участвующих в реакции.
Алюминотермитная сварка состоит из нескольких основных технологических шагов:
- начального высокотемпературного подогрева;
- окончательной сварки рельсов.
Дополнительные моменты
В качестве подогрева применяется специальная многопламенная горелка.
Операция длится примерно 7 минут. Контроль над подогревом и его окончанием выполняется визуально. Здесь очень важно, чтобы подогрев выполнял высококвалифицированный сварщик.
Схема электроконтактной сварки.
Такой предварительный подогрев является важной составляющей технологического процесса при алюминотермитной сварки рельсов. В результате не происходит несплавлений, сводится к минимуму возникновение закалочных структур. Когда выполняется сварочная операция, заметно снижаются параметры остаточных напряжений сварочного шва и околошовной зоны, не возникает появление трещин.
После того как рельс прошел этап подогрева, выполняются сварочные работы, происходит возгорание термитной смеси. Начинается процесс реакции воспламенения термита. Он в автоматическом режиме выпускается в межстыковой рельсовый зазор.
После долгих экспериментов было доказано, что главными технологическими параметрами, которые влияют на качество будущего сварочного шва, можно считать;
- время предварительного подогрева;
- мощность используемого газового пламени.
Чтобы получить бесстыковой рельсовый путь с применением алюминотермитного способа, разрешается использовать рельсы, бывшие в употреблении, а также их новую модификацию. Для такой сварочной операции применяют:
- упрочненные рельсы;
- неупрочненные рельсы;
- рельсы мартеновского производства;
- рельсы бессемеровского изготовления.
Можно сваривать таким образом рельсы самых разных железнодорожных путей: станционные, подъездные и даже стрелочные переводы.
Но помните: рельсы, которые будут свариваться, должны быть однотипными и обладать одинаковой группой годности.