Содержание
- Полировка нержавеющей стали: методики и инструментарий
- Матовая поверхность: методики получения
- Зеркальная поверхность: способы получения
- Инструменты для полировки нержавеющей стали
- Расходные материалы
- ПОЛИРОВКА НОЖА ДО ЗЕРКАЛЬНОГО БЛЕСКА
- Как отполировать нож до зеркального блеска
- Технологические особенности обработки нержавеющих сталей
- Полировка нержавейки до зеркального блеска своими руками
- Необходимость в периодической полировке
- Полировка металла глянцевыми глянцевыми руками
- Электрополировка нержавеющей стали, алюминия, титана, латуни и меди
- В чем преимущества электрополировки
- Как выглядит результат
- Сущность метода
- Мы полируем
- Почему электрополировка лучше обычной?
- Для каких изделий подходит
- Заказ и доставка
- Важные особенности полировки
Чем отполировать нержавейку до зеркального блеска
Полировка нержавеющей стали: методики и инструментарий
Полирование — это операция, которая относится к отделочным, при обработке различных поверхностей. Полировка заключается в последовательном снятии слоев материала малыми объемами, различными способами и материалами. При этом достигается матовый или зеркальный блеск поверхности. Среди множества процессов наибольшее распространение приобрели механический, химический, электрохимический и электролитно-плазменный. Помимо предания эстетичного вида готовому изделию, данный вид обработки может быть обусловлен технологическими требованиями к поверхностям элементов, взаимодействию их между собой.
Изделия из нержавеющей стали в большинстве случаев проходят обработку полированием. Рассмотренные здесь методы подходят для широкого диапазона марок нержавеющей стали. Для подбора оптимального способа необходимо пользоваться справочной литературой, разработанными технологическими картами полировки.
Матовая поверхность: методики получения
Для получения матового блеска на поверхности нержавеющих сплавов определим, что ее делает ее такой. По определению академических толкователей такой называется поверхность, дефекты на которой характеризуются неровностями, геометрия которых не превышает длину волны видимого спектра (400-700 нанометров). Свет, падая на такие неровности, рассеивается под произвольным углом во всех направлениях. Существует четыре способа матирования металлической поверхности. Механический, химический (электрохимический) способ, окрашивания лакокрасочными составами или оклеивание пленкой. Основными надежными являются два первые, третий и четвертый носят исключительно декоративный характер при невозможности использовать другие методы. Механическое матирование нержавеющей стали, или как его еще называют сатинирование, в промышленных масштабах осуществляют при помощи абразивно – струйной обработки. Помимо придания эстетичного вида, при таком виде обработки происходит поверхностный наклеп, защищающий впоследствии от механических повреждений. Применение шлифовального круга для нержавеющей стали приемлемо, как конечная обработка при механической обработке.
Химическое матирование происходит в среде кислотного травителя при определенных температурах, при ограниченном времени пребывания в ванне. Для интенсификации появления матовой пленки на поверхности нержавеющей стали возможно повысить температуру, до определенного уровня концентрацию кислоты или использовать постоянный электрический ток. Процесс электрохимического матирования характеризуется не только экономией времени, но и более глубоким и равномерным слоем, который образуется на поверхности. Электрохимическая полировка нержавеющей стали применима для получения других видов поверхностей.
Зеркальная поверхность: способы получения
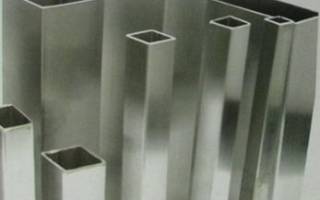
Апофеозом полировки можно считать зеркальную полировку нержавеющей стали. Кроме красивого товарного вида, применение такой стали зачастую обусловлено особенными свойствами такой обработки. Известные производители профессиональной кухонной посуды и оборудования предпочитают именно такой материал. Идеально гладкая зеркальная поверхность не позволит пригореть пище и легко отмоется после процесса приготовления. Контролировать чистоту такой посуды намного легче. Зеркальность поверхности обеспечена минимальными дефектами размеры, которых меньше длин волн видимого спектра. Падающий на такую поверхность луч будет отражаться от нее, не претерпевая изменений. Для достижения такой поверхности применяются целые комплексы методов и материалов, с применением разнообразного инструмента.
Основные способы это механический, химический, электрохимический и другие. Так на многих больших заводах изготовителях есть линии по прокатке зеркального листа. Такой вид обработки относится к механической полировке. В международных системах классификации нержавеющей стали принято выделять такую сталь определенной маркировкой. Идеальный лист или труба с маркировкой ВА относится к поверхности, полученной в результате холодной прокатки с отжигом, травлением с применением едкого аммиака. После изготовления такой лист оборачивается пленкой и до потребителя доходит в таком виде.
Электролитно-плазменная обработка может помочь добиться зеркального блеска на шлифованной нержавеющей стали. Метод заключается в электрохимической обработке детали, с пропуском напряжения, пороговое значение которого приводит к образованию микроплазменных разрядов на металле. Благодаря возникающей плазме с высокими температурой и давлением, происходит нанесение равномерной пленки, с высокими прочностными характеристиками. Использование специальных аппаратов позволяет провести полноценную полировку в течение 3-12 минут. Энергоемкость данного процесса выступает барьером его распространения в промышленных масштабах.
Инструменты для полировки нержавеющей стали
Полировальные станки способны обеспечить обработку с точностью до 5 квалитета и чистоты до 12 класса. Являясь инструментом для предварительного полирования, при помощи специальных расходных материалов он способен, в ручном режиме работы, добиться зеркальной полировки в домашних условиях.
Бор машина со сменными насадками, благодаря высоким оборотам и вариативности насадок способна справиться с мелкими узлами и элементами ювелирной промышленности, придавая блеск заданного типа. В продаже предлагается с набором насадок. Профессиональные модели способны регулировать скорость оборотов, оборудованы механизмом быстрой смены насадок.
Ванны для электрохимического полирования тяжело найти готовыми в продаже, как и установки для проведения такого процесса. Обычно материал, емкость размещение подключения катода и анода определяется производителем с учетом потребности заказчика. Компоненты, наполняющие ванну должен определять технолог, исходя из стартового состояния поверхности нержавеющей стали, ожидаемого конечного эффекта, химического состава оксидной пленки и ее толщины.
Ручной инструмент не находит широкое применение в промышленности, но используется при производстве штучных, декоративных и особо точных изделий. К таким инструментам относят надфили, полировочные бруски, полировочные салфетки.
Расходные материалы
Шлифовальная шкурка – применяется как в домашних условиях, так и на крупных предприятиях с большими объемами. Используется как для ручной полировки, так и расходным материалом для полировочных станков. Обработка полировочными шкурками заключается в поэтапной обработке поверхности со сменной шкурки с крупной на более мелкую.
Полировальные пасты или полироль для нержавеющей стали выпускаются с различной степенью размера и количества абразива. Цвет пасты говорит о том, для какого вида полировки и металла она предназначена. При обработке такими пастами следует учитывать рекомендованные производителем обороты вращения полировочного круга.
Интересная информация. Среди таких паст самая известная это паста ГОИ. Степень насыщенности зеленого цвета говорит об абразивности пасты. Чем насыщенней цвет тем крупнее абразив в составе пасты. Среди обязательных условий пользования пастами это нанесение их на фетровую салфетку или круг, а не на полируемую поверхность.
Полировочные круги изготавливают из войлока, шерсти и ряда других синтетических, специально разработанных, материалов. Выпускаются для крепления в полировальных станках, горизонтальных полировальных машинах, бытового использования в дрелях.
Полировка поверхности нержавеющих сталей при помощи современных методов и приспособлений позволяет улучшить эксплуатационные характеристики изделий и выход на новые рынки с конкурентоспособными товарами.
ПОЛИРОВКА НОЖА ДО ЗЕРКАЛЬНОГО БЛЕСКА
Как отполировать нож до зеркального блеска
У нового ножа поверхность клинка идеально гладкая и блестящая. В ней можно рассмотреть свое отражение, как в зеркале. Со временем лезвие покрывается царапинами и теряет свою первоначальную красоту. Поверхность клинка становится матовой даже у тех инструментов, которые используют очень аккуратно. Вернуть ножу зеркальный блеск непросто. Залогом успеха является адское терпение и настойчивость. Полировка и шлифовка ножа может занять несколько дней.
Как осуществляется шлифовка ножа
Гладкость поверхности лезвия для японцев имеет такое же значение, как и острота режущей кромки. Поэтому японские мастера оружейного искусства на протяжении столетий искали методы шлифовки клинков, которые позволили бы добиться зеркального блеска. В отличие от европейцев, жители Страны восходящего солнца изготавливали клинки только из очень твердого металла (60-62HRc). Это существенно усложняло задачу шлифовки. Однако японским мастерам удалось добиться успеха. Японские клинки славятся сияющим зеркальным блеском. Идеальной гладкости лезвия оружейники Японии добиваются исключительно с помощью натуральных камней. Созданная японцами технология шлифовки считается одной из самых эффективных, поэтому используется повсеместно.
Чтобы добиться идеально гладкой поверхности клинка, нужно забыть о шлифовальном оборудовании. Оно может помочь только на начальном этапе обработки, когда нужно удалить глубокие царапины и выровнять поверхность. После этого нужно переходить на ручной труд.
Шлифовка ножа в домашних условиях осуществляется с помощью шлифовальных брусков или наждачной бумаги разной зернистости. Наждачную бумагу лучше намотать на деревянный брусок. Это позволит увеличить эффективность труда. Движения должны осуществляться в плоскости, параллельной плоскости лезвия. Надо постоянно менять направление движения бруска в пределах плоскости, не зацикливаясь на одном, более удобном направлении.
Сначала используют бруски или полоски наждачной бумаги с крупной зернистостью (240-320). Ими устраняют все имеющиеся дефекты. Обязательно надо следить, чтобы при удалении царапин обрабатывалась вся поверхность клинка. Если выполнять шлифовку лезвия только в области дефекта, на его поверхности появится углубление. После этого переходят к использованию брусков с меньшей зернистостью.
Очень важно соблюдать последовательность действий. Переходить к следующему этапу шлифовки можно только тогда, когда полировочные возможности бруска с более высокой зернистостью будут полностью исчерпаны. Чем медленнее будет снижаться зернистость, тем качественнее получится полировка ножа.
Для шлифовки ножевой нержавеющей стали лучше использовать жесткие бруски, которые медленнее стачиваются. Одними из самых лучших считаются оранжевые и белые изделия. Абразивный материал нужно периодически увлажнять. Поэтому рядом с рабочим местом надо поставить емкость с водой.
Чтобы абразив не терял своих свойств, его поверхность надо обновлять. Для этого готовят смесь из битого толстого стекла и победитового порошка. В смесь добавляют немного воды и шампуня. Затем погружают в нее брусок. Абразивный материал с усилием перемещают по смеси, пока его поверхность не очистится. Шампунь придает абразиву мягкость. Обработанный раствором шампуня брусок не делает ненужных глубоких царапин.
Первичную шлифовку нужно осуществлять до того момента, пока поверхность не станет визуально гладкой. Особенно сильно страдают часто эксплуатируемые кухонные ножи. Поэтому их приходится обрабатывать особенно упорно. После первых этапов шлифовки переходят на абразивный материал с мелкой зернистостью (600- 800). Он позволит устранить царапины, оставшиеся после использования крупнозернистых брусков.
Полировка ножа
Полировка ножа в домашних условиях выполняется так же, ка и шлифовка. Только во время работы используют абразивы с очень мелкими крупинками. Сначала обработка осуществляется материалом с зерном 40-80 микрон. На последних этапах применяют полировочные пасты, порошки и взвеси, величина крупинок которых составляет 20-40 микрон. Эти средства должны полностью убрать следы, оставленные шлифовальным материалом. После правильной полировки поверхность клинка становится матовой с лунным отблеском. На ней не должно быть даже намека на царапину или пятно. Если замечена хотя бы одна риска, полировку нужно повторить.
Используемый на последних этапах полировки мелкозернистый материал обрабатывают керосином или жидким машинным маслом. Масло и керосин наносят в небольшом количестве на поверхность клинка. Эти средства улучшают скольжение и включают в работу новые порции зерен, повышая эффективность полировки. Пасты на глицериновой основе увлажняют водой.
Чтобы добиться идеально гладкой поверхности, на заключительном этапе обработки используют полировальный станок с тканевыми или войлочными шлифовальными кругами. На круги наносят пасту гоя. После полировки нужно протереть лезвие кусочком мягкой ветоши и осмотреть его поверхность. Если на ней обнаружены следы воздействия абразивного материала, обработку продолжают. Полировка ножа до блеска может занять очень много времени.
Лучше всего обрабатывать поверхность клинков на скорости до 1750 оборотов в минуту. Лезвие нужно удерживать надежным зажимом или плоскогубцами. Более высокая скорость может быть опасной. При большой скорости полировки риск утраты контроля над лезвием увеличивается многократно. Если клинок вырвется из рук, он может полететь по непредвиденной траектории и стать причиной ранения.
Чтобы минимизировать риск травматизации, нужно полировать клинок, удерживая его режущей кромкой вниз. Под полировочным станком нужно постелить мягкий материал, который не позволит клинку отскочить в сторону оператора при случайном падении. Над шлифовальными кругами нужно установить защитные планки. Они защитят не только от отскочившего клинка, но и от металлической пыли. Работать нужно обязательно в защитных очках и перчатках.
С помощью полировочного станка можно добиться яркого блеска клинка. Однако такой блеск холодный. Его называют «селедочным». «Селедочный» блеск появляется из-за рассеивания света микроскопическими неровностями поверхности, появившимися в результате полировки.
Чтобы качественно отполировать дорогие и эксклюзивные ножи, надо продолжить работу вручную. Полировка ножа до зеркального блеска выполняется алмазными пастами, которые наносят на бруски, изготовленные из дерева твердых пород — яблони, груши или самшита. Возвратно-поступательными движениями обрабатывают всю поверхность клинка, устраняя микроскопический рельеф. Чем меньше брусок, тем сильнее он воздействует на поверхность металла. Однако очень маленькими брусками пользоваться не стоит. Если брусок неудобно держать в руках, на него трудно будет оказать нужное давление.
В результате упорного многочасового труда можно придать лезвию глубокий зеркальный блеск, придающий ему прозрачность. Такой эффект достигается за счет того, что падающие на лезвие лучи отражаются, почти не рассеиваясь. Хотя полировка ножа до зеркального блеска занимает много времени, она стоит затраченных усилий.
Технологические особенности обработки нержавеющих сталей
Более подробно остановимся на трех технологиях, разработанных нашей компанией GTOOL GROUP.
Технология полировки сварного шва в три этапа
Её применение позволят сократить время полировки сварного шва минимум в 2 раза и повысить качество обрабатываемой поверхности.
Шаг 1 — шлифовка грубого сварного шва. На данном этапе основная задача — удалить грубый сварной шов, придать поверхности однородность и сохранить геометрию трубы. Для выполнения данной задачи используется круг лепестковый комбинированный RCD. Рекомендуемые обороты — 4000 об/мин.
Шаг 2 — подготовка под полировку, доведение поверхности. Здесь важно вывести риски от предыдущей обработки и довести поверхность к состоянию близкому к полировке. Для выполнения данной задачи используется круг SAG 5. Рекомендуемые обороты — 3000 об/мин.
Шаг 3 — полировка. На этой стадии мы производим финишную полировку поверхности до зеркального блеска, окончательно придавая изделию необходимое качество поверхности. Для этого используем полировальный круг G-Grind 150 и полировальную пасту G-Polish. Рекомендуемые обороты — 2500 об/мин. Рекомендуемый инструмент: угловая шлифовальная машина с регулировкой оборотов 2500 — 7000 об/мин FINIMASTER.
Технология полировки внутренних сварных швов
Шлифовка и полировка внутренних сварных швов на изделиях из нержавеющей стали сопряжена с определенными трудностями. Наша компания разработала в связи с этим специальную технологию.
Для выполнения данной задачи потребуется шлифовальная машина для труднодоступных мест FINITEASY. Удлиненная шейка и низкий редуктор позволяют использовать ее на самых недоступных участках. Данную технологию можно с одинаковой эффективностью использовать как на круглых ,так и на профильных трубах.
Шаг 1 — шлифовка грубого сварного шва. Основной задачей на данном этапе является удаление и зачистка до однородной поверхности внутреннего сварного шва, удаление окалины и следов побежалости от сварки. Для этого мы рекомендуем использовать круг доводочный SA 7.
Круг доводочный SA 7 снимет грубый сварной шов, удалит окалину и следы побежалости и подготовит поверхность к дальнейшей работе. За счет того, что толщина круга составляет всего 3 мм данная работа будет выполнена точно по шву. Рекомендуемые обороты — 2500 об/мин.
Шаг 2 — подготовка под полировку, доводка поверхности. Чтобы довести поверхность до состояния близкого к полировке, используем круг доводочный SA 5. С его помощью мы достигаем высокого качества поверхности. Рекомендуемые обороты — 2500 об/мин. Не всегда требуется полировка поверхности, часто изделия делают шлифованными и в случае, когда полировка не требуется можно остановиться на данном этапе.
Шаг 3 — полировка подготовленной поверхности. На этой стадии мы производим финишную полировку поверхности до зеркального блеска, окончательно придавая изделию необходимое качество поверхности. Для выполнения данной задачи лучше всего подходит полировальный круг G-Grind 150. Рекомендуемые обороты — 2500 об/мин.
Технология полировки плоскости и сварных швов на плоскости
Технология полировки сварных швов на плоскости или на профильных трубах позволяет быстро и качественно выполнить финишную доводку изделия. Особенно это актуально при сборке различных металлоконструкций, используемых в строительстве и архитектуре, где требуется неизменно высокое качество поверхности.
Чтобы справиться с данной задачей нам потребуется шлифовальная машина для труднодоступных мест FINIMASTER. Особенность данной машинки — плавная бесступенчатая регулировка оборотов вращения шпинделя — 2000 — 6500 об/мин. Также потребуется профессиональный набор INOX-Plane, который предназначен специально для шлифовки и полировки плоскостей из нержавеющей стали.
Шаг 1 — шлифовка грубого сварного шва. Для удаления и зачистки до однородной поверхности грубого сварного шва, удаления окалины и следов побежалости от сварки мы советуем применять шлифовальный круг ZK Velcro P80-P120.
Объясним, почему именно его. За счет использования в данных кругах цирконата алюминия ZK, круги обладают свойством самозатачивания, что позволяет увеличить ресурс в 5 раз по сравнению с традиционным оксидом алюминия и не перегревают материал. Рекомендуемые обороты — 4000 об/мин.
Полировка нержавейки до зеркального блеска своими руками
Нержавеющая сталь в домашнем обиходе используется редко. Металл дорогой. Обработке поддаётся с трудом. Стоек к коррозии. Полируется до зеркального блеска. Отсюда и основные места его применения: в качестве интерьера и обихода кухонь, санузлов, а так же сложных силовых элементов, включаемых в интерьер дома или помещений. Кухни, санузлы, дверные ручки, перила — то, что всегда на виду и бросается в глаза сверкающей красотой. Правильная и своевременная полировка таких предметов удержит дорогое убранство.
Необходимость в периодической полировке
При 18% содержания хрома в железе считается, что металл приобретает абсолютную химическую стойкость. Прочность сплава нержавейки высокая. Технологически обрабатывать его сложно. Поэтому и применения в производстве предметов бытового назначения такие марки стали не получили.
13% содержание хрома — тот баланс, когда высокая коррозионная стойкость сочетается с пластичностью металла. Такие стали хорошо подходят для высокопоточного производства с технологией штамповки, проката, вальцевания, электрохимической обработки поверхности. Массовое производство обеспечивает изделию безупречный вид и зеркальную поверхность.
Время и пары влаги оказывают влияние на структуру металла. Первым признаком коррозии становится лёгкое помутнение поверхности. На этой стадии восстановление зеркального блеска нержавейки происходит легко.
Способы полировки в домашних условиях
Небольшой перечень предметов интерьера и обихода из нержавеющей стали, обусловленный сложностью форм изделий, ограничивает механизацию процесса полировки. В то же время высокая твёрдость сплава из—за высокой трудоёмкости не позволяет полагаться исключительно на ручной труд. Оптимальным вариантом является разумное сочетание того и другого способа. Лестничные ограждения из нержавеющей стали являются хорошим примером масштабности подобных работ. Без средств малой механизации здесь не обойтись. Сложный рельеф не позволит выполнить чистку с помощью одного инструмента. Останется много мест, где этот процесс придётся завершать вручную.
В качестве инструмента для полировки нержавейки в домашних условиях можно рассматривать угловую шлифовальную машинку. Более известна, как «болгарка». Процедура происходит следующим образом:
- на машинку устанавливается специальный тканевый круг;
- на часть обрабатываемой поверхности наносится тонкий слой полировальной пасты. Во время работы инструмента полирующее средство равномерно распределяется на круге и переносится на другие участки обрабатываемого предмета;
- по мере снижения чистящих свойств производится добавление пасты, и процесс полировки нержавейки повторяется на новом месте.
Габариты шлифовальной машинки и оборудование ограничивают доступ ко всей поверхности обрабатываемого предмета. Такие места приходится полировать вручную. Для этого подойдёт кусок войлока и абразивная паста. Чистящее средство наносится на тряпку и натирается на место обработки до получения нужной зеркальности поверхности. Процесс продолжительный. Требуется запастись терпением.
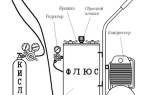
В 2016 году в нашей компании был введен новый процесс электрохимической полировки металлов. электро или электрохимическая полировка, а также химическая полировка — это процесс, при котором происходит выборочное травление шероховатости, что позволяет выравнивать поверхность с зеркальным блеском.
Благодаря этому методу можно было сварить эстетические швы, стать гладкими и блестящими. Например, в течение примерно 30 минут полировки из нержавеющей стали удаляется около 100-200 мкм.
В среднем, сталь из нержавеющей стали блестящая через 5-10 минут, но если предварительная механическая подготовка была сделана, вы можете получить зеркальную поверхность в течение 5 минут. Электрополирование также может быть использовано для сложных деталей, для которых механическая полировка практически невозможна.
Электрохимическая полировка это анодная обработка металла для создания гладкой и блестящей поверхности.
Продукт, который имеет микро- и макроэкран, является анодом ячейки. Катод — это металл, который химически нерастворим в растворе электролита.
Полировка металла глянцевыми глянцевыми руками
Такие, как электролиты, растворы с использованием фосфорной кислоты, хромовой кислоты, серной кислоты, уксусной кислоты, фтористоводородной кислоты и другие. В процессе электрополирования анодное растворение металла происходит на макро и микросхемах, где поверхность становится гладкой и блестящей. На катоде выделяется водород. Механизм электропорации не был полностью объяснен.
электрополирование. Эффект обычно связан с действием вязкой пленки, сформированной в анодном слое, барьером для растворения в металле в углублениях по сравнению с растворением в выступах и чередующейся активацией и пассивированием металла.
Электрополирование сталей является наилучшим видом электрохимического анодного травления. Этот процесс объединяет операции удаления коррозии, сглаживания поверхности и придания ей блеска, пассивирования, а также повышения прочности сцепления гальванических покрытий с обработанной поверхностью.
Следует лишь учитывать, что начальная чистота обработки должна быть не ниже 7—8-го классов для того, чтобы, кроме получения блеска, наблюдался также эффект сглаживания поверхности. Углеродистые и низколегированные стали электрополируют переменным током промышленной частоты в электролите состава, % (по массе): 96,5 ортофосфорной кислоты (р =1,54 г/см3), 2,0 технической щавелевой кислоты 1,5 клея столярного в плитках.
Рабочая температура 15—30°С плотность тока 15—20 А/дм2. Выдержка зависимости от состояния поверхности составляет 1-5 мин. Перед составлением электролита клей и щавелевую кислоту растворяют отдельно. Электродами служат сами детали, завешенные на штангах трехфазного или двухфазного переменного тока напряжением 12—15 В…
Для анодного полирования углеродистых сталей постоянным током применяют электролит состава, % (по массе): 65 ортофосфорной кислоты (р=1,67 г/см3), 20 серной кислоты (р=1,84 г/см3) и 15 воды (общее содержание). Ингибитор ПБ-5 вводят в количестве 5% от объема смеси кислот, он растворяется медленно при перемешивании (в течение двух суток). Рабочая температура 20 А/дм2, выдержка до 20 мин. при напряжении до 30 В. Свинцовые катоды периодически зачищают.
Электрополировка нержавеющей стали, алюминия, титана, латуни и меди
Полировка нержавеющей стали до суперзеркала – новейшая услуга в сфере обработки металлов. Она доступна лишь в нескольких регионах страны.
Мы уже выполнили заказы по полировке изделий из нержавеющей стали для клиентов из Санкт-Петербурга, Нижнего Новгорода, Казани, Пскова, Великого Новгорода, Москвы, Иваново и других городов России! Работали с автомобильными концернами, дизайнерами и дизайн-студиями, крупными сетями магазинов. Каждый наш клиент остался доволен результатом полировки.
В чем преимущества электрополировки
Электрополировка – это новая методика, которая уже блестяще зарекомендовала себя на рынке:
- Можно полировать разные металлы;
- Необходима при нанесении вакуумных покрытий на изделия;
- Придает лучшую стойкость в коррозии;
- Такая обработка придает статусность изделию;
- Идеальный стиль, дизайн, и статусность изделия;
- Отполировать можно детали абсолютно любой формой;
- Достигается минимально возможный уровень шероховатости.
Как выглядит результат
Светильник из нержавеющей стали 14 класс чистоты высокоотражающая поверхность
Петли для стеклянных дверей. Полировка суперзеркало + покрытие нитрид титана, цвет золото
Полировка трубы – идеальное зеркало
Корпуса для видеокамер из нержавейки + полировка
Подстолья из нержавейки + полировка
Информационные таблички из нержавейки + полировка
Ножки для столов из нержавейки + полировка
Кальян: полировка + покрытие нитрид титана, цвет хамелеон
Сущность метода
- Процесс полировки происходит при рабочих напряжениях 200. 350 В.
- При напряжениях свыше 200 В вблизи анода формируется тончайшая (от 50 до 100 мкм) парогазовая оболочка.
- На микровыступах поверхности детали формируется зона максимальной напряженности электрического поля.
Доказано, что качество электроплазменной полировки зависит от рабочего напряжения.
Минимальное пороговое значение напряжения
Медь и сплавы на основе меди (бронза, латунь)
Сплавы на основе алюминия
Сплавы на основе титана
Обработка детали методом ЭПП – это идеальная подготовка поверхности к последующему нанесению слоя ионно-вакуумного покрытия (нитрида титана и др.).
Мы полируем
Компания ООО «АЦИА» также выполняет полировку горячекатаной нержавеющей стали.
Почему электрополировка лучше обычной?
Кроме визуального эффекта, электролитно-плазменная полировка обгоняет механическую по итоговым характеристика изделия и его обработки.-
Технические характеристики поверхности после обработки:
- Достигается минимальная шероховатость поверхности R=0,03. 0,02 мкм. Класс чистоты поверхности доводится до 14 максимального (зеркальной полировки).
- Полировка снимает заусенцы до 0,3 мм высотой.
- Применение ЭПП очищает поверхность детали от вкраплений абразивов.
- Электроимпульсная полировка удаляет с поверхности последствия применения сварки – цвета побежалости.
- Улучшает поверхностную стойкость к коррозии металла
В течение нескольких минут обработки деталь приобретает зеркальный блеск. Методика отработана для применение электролитно-импульсной полировки деталей из нержавеющих сталей, сплавов на основе меди (латуней и бронз различного состава), алюминия, титана – доводит поверхность до зеркального блеска. Применительно к хромистым сталям нержавеющего класса, марки 201, 304, 316, 321 по классификации AISI (от 08Х18Н10 до 12Х18Н10Т, 12Х15Г9НД), чем больше хрома в нержавеющей стали тем лучше будет «эффект зеркала».
Для каких изделий подходит
Методом электролитно-плазменной обработки полируют изделия из сталей и сплавов цветных металлов:
перила и ограждения
элементы дизайна и обстановки помещения
конструктивные элементы яхт кораблей и мототехники
детали и конструкции машиностроения (все отрасли)
Заказ и доставка
Компания ООО «АЦИА» принимает заказы на электролитно-плазменную полировку изделий и деталей из нержавейки, латуни, бронзы, сплавов титана и алюминия до зеркального блеска!
Отполированные изделия отправляем в любые города. Доставку берем на себя, чтобы изделие пришло к заказчику в целостности сохранности. Доставка от 500 рублей. Общий прайс Стоимость работы зависит от материала и площади обработки – рассчитывается индивидуально.
Материал
Цена
Минимальный заказ
Габариты
Нержавеющая сталь
от 30 руб за дм 2
2,3 на 0,8 на 0,8 ( возможна полировка по диагонали за два цикла)
Алюминий
полировку 0,4 на 0,8 на 0,4 ( возможна полировка на большой ванне , при больших объемах)
Медь, латунь
1,2 на 1,1 на 1,1 ( возможна полировка по диагонали за два цикла)
Углеродистая сталь
0,4 на 0,8 на 0,4 ( возможна полировка на большой ванне , при больших объемах)
Титан
0,4 на 0,8 на 0,4 ( возможна полировка на большой ванне , при больших объемах)
Ограничения по максимальной площади простого изделия ( лист) 1,4 метра квадратных за один цикл.
Важные особенности полировки
Что нужно учитывать, перед заказом:
- полировка только по НАРУЖНОЙ поверхности;
- полировка сложных форм;
- максимальные габариты изделия не должны превышать (д*ш*в): 3000мм*850мм*850мм, большие размеры по согласованию, возможно за два раза;
- площадь опускания детали не превышает 1,5 м/кв за цикл;
- тестовая обработка БЕСПЛАТНО!