Содержание
- Закалка металла в домашних условиях: закаливаем сталь правильно
- Технологические нюансы закалки
- Как закалить сталь на открытом огне
- Самостоятельное изготовление камеры для закаливания металла
- Технология закалки и отпуска стали
- Нагрев металла
- Защита изделия от окалины и обезуглероживания
- Охлаждающие жидкости
- Процесс отпуска
- Как закалить металл в домашних условиях
- Особенности процесса
- Оборудование и особенности проводимого процесса
- Повышение твердости на открытом огне
- Термическая обработка металла (закалка и отпуск).
- При нагревании инструмента в муфелях применяют следующие режимы
- При отпуске закаленных инструментов применяют два способа
- При закалке металла
- За отпуском металла можно следить по цветам побежалости
- Советы по закалке стали в домашних условиях
- Особенности закалки стали
- Правильное охлаждение (отпуск)
- Как закалить металл в домашних условиях
Как отпустить металл в домашних условиях
Закалка металла в домашних условиях: закаливаем сталь правильно
Если знать, как закалить металл правильно, то даже в домашних условиях можно повысить твердость изделий из него в два-три раза. Причины, по которым возникает необходимость в этом, могут быть самыми разными. Такая технологическая операция, в частности, требуется в том случае, если металлу надо придать твердость, достаточную для того, чтобы он мог резать стекло.
Закалка металла в домашних условиях
Чаще всего закалить надо режущий инструмент, причем выполняется термическая обработка не только в том случае, если надо увеличить его твердость, но также и тогда, когда данную характеристику требуется уменьшить. Когда твердость инструмента слишком мала, его режущая часть будет заминаться в процессе эксплуатации, если же она высока, то металл будет крошиться под воздействием механических нагрузок.
Немногие знают, что существует простой способ, позволяющий проверить, насколько хорошо закален инструмент из стали, не только в производственных или домашних условиях, но и в магазине, при покупке. Для того чтобы выполнить такую проверку, вам потребуется обычный напильник. Им проводят по режущей части приобретаемого инструмента. Если тот закалили плохо, то напильник будет как будто прилипать к его рабочей части, а в противоположном случае – легко отходить от тестируемого инструмента, при этом рука, в которой находится напильник, не будет чувствовать на поверхности изделия никаких неровностей.
Зависимость твердости стали от режима термобоработки
Если все же так вышло, что в вашем распоряжении оказался инструмент, качество закалки которого вас не устраивает, переживать по этому поводу не стоит. Решается такая проблема достаточно легко: закалить металл можно даже в домашних условиях, не используя для этого сложного оборудования и специальных приспособлений. Однако следует знать, что закалке не поддаются малоуглеродистые стали. В то же время твердость углеродистых и инструментальных стальных сплавов достаточно просто повысить даже в домашних условиях.
Технологические нюансы закалки
Закалка, которая является одним из типов термической обработки металлов, выполняется в два этапа. Сначала металл нагревают до высокой температуры, а затем охлаждают. Различные металлы и даже стали, относящиеся к разным категориям, отличаются друг от друга своей структурой, поэтому режимы выполнения термической обработки у них не совпадают.
Режимы термообработки некоторых цветных сплавов
Термическая обработка металла (закалка, отпуск и др.) может потребоваться для:
- его упрочнения и повышения твердости;
- улучшения его пластичности, что необходимо при обработке методом пластической деформации.
Закаливают сталь многие специализированные компании, но стоимость этих услуг достаточно высока и зависит от веса детали, которую требуется подвергнуть термической обработке. Именно поэтому целесообразно заняться этим самостоятельно, тем более что сделать это можно даже в домашних условиях.
Если вы решили закалить металл своими силами, очень важно правильно осуществлять такую процедуру, как нагрев. Этот процесс не должен сопровождаться появлением на поверхности изделия черных или синих пятен. О том, что нагрев происходит правильно, свидетельствует ярко-красный цвет металла. Хорошо демонстрирует данный процесс видео, которое поможет вам получить представление о том, до какой степени нагревать металл, подвергаемый термической обработке.
В качестве источника тепла для нагрева до требуемой температуры металлического изделия, которое требуется закалить, можно использовать:
- специальную печь, работающую на электричестве;
- паяльную лампу;
- открытый костер, который можно развести во дворе своего дома или на даче.
Закалка ножа на открытых углях
Выбор источника тепла зависит от того, до какой температуры надо нагреть металл, подвергаемый термической обработке.
Выбор метода охлаждения зависит не только от материала, но также от того, каких результатов нужно добиться. Если, например, закалить надо не все изделие, а только его отдельный участок, то охлаждение также осуществляется точечно, для чего может использоваться струя холодной воды.
Быстрое охлаждение, для которого используется охладитель одного типа, оптимально подходит для того, чтобы закаливать стали, относящиеся к категории углеродистых или легированных. Для выполнения такого охлаждения нужна одна емкость, в качестве которой может использоваться ведро, бочка или даже обычная ванна (все зависит от габаритов обрабатываемого предмета).
Охлаждение заготовки ножа в масле
В том случае, если закалить надо стали других категорий или если кроме закалки требуется выполнить отпуск, применяется двухступенчатая схема охлаждения. При такой схеме нагретое до требуемой температуры изделие сначала охлаждают водой, а затем помещают в минеральное или синтетическое масло, в котором и происходит дальнейшее охлаждение. Ни в коем случае нельзя использовать сразу масляную охлаждающую среду, так как масло может воспламениться.
Для того чтобы правильно подобрать режимы закалки различных марок сталей, следует ориентироваться на специальные таблицы.
Режимы термообработки быстрорежущих сталей
Режимы термической обработки легированных инструментальных сталей
Режимы термической обработки углеродистых инструментальных сталей
Как закалить сталь на открытом огне
Как уже говорилось выше, закалить сталь можно и в домашних условиях, используя для нагрева открытый костер. Начинать такой процесс, естественно, следует с разведения костра, в котором должно образоваться много раскаленных углей. Вам также потребуются две емкости. В одну из них надо налить минеральное или синтетическое масло, а в другую – обычную холодную воду.
Для того чтобы извлекать раскаленное железо из костра, вам понадобятся кузнечные клещи, которые можно заменить любым другим инструментом подобного назначения. После того как все подготовительные работы выполнены, а в костре образовалось достаточное количество раскаленных углей, на них можно уложить предметы, которые требуется закалить.
По цвету образовавшихся углей можно судить о температуре их нагрева. Так, более раскаленными являются угли, поверхность которых имеет ярко-белый цвет. Важно следить и за цветом пламени костра, который свидетельствует о температурном режиме в его внутренней части. Лучше всего, если пламя костра будет окрашено в малиновый, а не белый цвет. В последнем случае, свидетельствующем о слишком высокой температуре пламени, есть риск не только перегреть, но даже сжечь металл, который надо закалить.
Цвета каления стали
За цветом нагреваемого металла также необходимо внимательно следить. В частности, нельзя допустить, чтобы на режущих кромках обрабатываемого инструмента появлялись черные пятна. Посинение металла свидетельствует о том, что он сильно размягчился и стал слишком пластичным. Доводить до такого состояния его нельзя.
После того как изделие прокалится до требуемой степени, можно приступать к следующему этапу – охлаждению. В первую очередь, его опускают в емкость с маслом, причем делают это часто (с периодичностью в 3 секунды) и как можно более резко. Постепенно промежутки между этими погружениями увеличивают. Как только раскаленная сталь утратит яркость своего цвета, можно приступать к ее охлаждению в воде.
Цвета побежалости стали
Есть определенные тонкости при охлаждении закаливаемых сверл. Так, их нельзя опускать в емкость с охлаждающей жидкостью плашмя. Если поступить таким образом, то нижняя часть сверла или любого другого металлического предмета, имеющего вытянутую форму, резко охладится первой, что приведет к ее сжатию. Именно поэтому погружать такие изделия в охлаждающую жидкость необходимо со стороны более широкого конца.
Для термической обработки особых сортов стали и плавки цветных металлов возможностей открытого костра не хватит, так как он не сможет обеспечить нагрев металла до температуры 700–9000. Для таких целей необходимо использовать специальные печи, которые могут быть муфельными или электрическими. Если изготовить в домашних условиях электрическую печь достаточно сложно и затратно, то с нагревательным оборудованием муфельного типа это вполне осуществимо.
Самостоятельное изготовление камеры для закаливания металла
Муфельная печь, которую вполне возможно сделать самостоятельно в домашних условиях, позволяет закалить различные марки стали. Основным компонентом, который потребуется для изготовления этого нагревательного устройства, является огнеупорная глина. Слой такой глины, которой будет покрыта внутренняя часть печи, должен составлять не более 1 см.
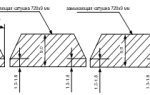
Схема камеры для закалки металла: 1 — нихромовая проволока; 2 — внутренняя часть камеры; 3 — наружная часть камеры; 4 — задняя стенка с выводами спирали
Для того чтобы придать будущей печи требуемую конфигурацию и желаемые габариты, лучше всего изготовить форму из картона, пропитанного парафином, на которую и будет наноситься огнеупорная глина. Глина, замешанная с водой до густой однородной массы, наносится на изнаночную сторону картонной формы, от которой она сама отстанет после полного высыхания. Металлические изделия, нагреваемые в таком устройстве, помещаются в него через специальную дверцу, которая тоже изготавливается из огнеупорной глины.
Камеру и дверцу устройства после просушки на открытом воздухе дополнительно просушивают при температуре 100°. После этого их подвергают обжигу в печи, температуру в камере которой постепенно доводят до 900°. Когда они остынут после обжига, их необходимо аккуратно соединить друг с другом, используя слесарные инструменты и наждачную шкурку.
Глиняный нагреватель с замурованной нихромовой спиралью
На поверхность полностью сформированной камеры наматывают нихромовую проволоку, диаметр которой должен составлять 0,75 мм. Первый и последний слой такой намотки необходимо скрутить между собой. Наматывая проволоку на камеру, следует оставлять между ее витками определенное расстояние, которое тоже надо заполнить огнеупорной глиной, чтобы исключить возможность короткого замыкания. После того как слой глины, нанесенный для обеспечения изоляции между витками нихромовой проволоки, засохнет, на поверхность камеры наносится еще один слой глины, толщина которого должна составлять примерно 12 см.
Готовая камера после полного высыхания помещается в корпус из металла, а зазоры между ними засыпаются асбестовой крошкой. Для того чтобы обеспечить доступ к внутренней камере, на металлический корпус печи навешиваются дверцы, отделанные изнутри керамической плиткой. Все имеющиеся зазоры между конструктивными элементами заделываются при помощи огнеупорной глины и асбестовой крошки.
Готовая самодельная камера
Концы нихромовой обмотки камеры, к которым необходимо подвести электрическое питание, выводятся с задней стороны ее металлического каркаса. Чтобы контролировать процессы, происходящие во внутренней части муфельной печи, а также замерять температуру в ней при помощи термопары, в ее передней части необходимо выполнить два отверстия, диаметры которых должны составлять 1 и 2 см соответственно. С лицевой части каркаса такие отверстия будут закрываться специальными стальными шторками. Самодельная конструкция, изготовление которой описано выше, позволяет в домашних условиях закаливать слесарные и режущие инструменты, рабочие элементы штампового оборудования и др.
Самостоятельное изготовление такой печи (как и закалочного оборудования другого типа) позволяет не только получить в свое распоряжение устройство, полностью соответствующее вашим потребностям, но и хорошо сэкономить, так как серийные модели стоит достаточно дорого.
Технология закалки и отпуска стали
Термическая обработка сталей – одна из самых важных операций в машиностроении, от правильного проведения которой зависит качество выпускаемой продукции. Закалка и отпуск сталей являются одними из разнообразных видов термообработки металлов.
Тепловое воздействие на металл меняет его свойства и структуру. Это позволяет повысить механические свойства материала, долговечность и надежность изделий, а также уменьшить размеры и массу механизмов и машин. Кроме того, благодаря термообработке, для изготовления различных деталей можно применять более дешевые сплавы.
Термообработка стали заключается в тепловом воздействии на металл по определенным режимам ля изменения его структуры и свойств.
К операциям термообработки относятся:
- отжиг;
- нормализация;
- старение;
- закалка стали и отпуск стали (и пр.).
Термообработка стали: закалка отпуск – зависит от следующих факторов:
- температуры нагрева;
- времени (скорости) нагрева;
- продолжительности выдержки при заданной температуре;
- скорости охлаждения.
Закалка стали – это процесс термообработки, суть которого заключается в нагреве стали до температуры выше критической с последующим быстрым охлаждением. В результате этой операции повышаются твердость и прочность стали, а пластичность снижается.
При нагреве и охлаждении сталей происходит перестройка атомной решетки. Критические значения температур у разных марок сталей неодинаковы: они зависят от содержания углерода и легирующих примесей, а также от скорости нагрева и охлаждения.
После закалки сталь становится хрупкой и твердой. Поверхностный слой изделий при нагреве в термических печах покрывается окалиной и обезуглероживается тем более, чем выше температура нагрева и время выдержки в печи. Если детали имеют малый припуск для дальнейшей обработки, то брак этот является неисправимым. Режимы закалки закалки стали зависят от ее состава и технических требований к изделию.
Охлаждать детали при закалке следует быстро, чтобы аустенит не успел превратиться в структуры промежуточные (сорбит или троостит). Необходимая скорость охлаждения обеспечивается посредством выбора охлаждающей среды. При этом чрезмерно быстрое охлаждение приводит к появлению трещин или короблению изделия. Чтобы этого избежать, в интервале температур от 300 до 200 градусов скорость охлаждения надо замедлять, применяя для этого комбинированные методы закалки. Большое значение для уменьшения коробления изделия имеет способ погружения детали в охлаждающую среду.
Нагрев металла
Все способы закалки стали состоят из:
- нагрева стали;
- последующей выдержки для достижения сквозного прогрева изделия и завершения структурных превращений;
- охлаждения с определенной скоростью.
Изделия из углеродистой стали нагревают в камерных печах. Предварительный подогрев в этом случае не требуется, так как эти марки сталей не подвергаются растрескиванию или короблению.
Сложные изделия (например, инструмент, имеющий выступающие тонкие грани или резкие переходы) предварительно подогревают:
- в соляных ваннах путем двух-или трехкратного погружения на 2 – 4 секунды;
- в отдельных печах до температуры 400 – 500 градусов по Цельсию.
Нагрев всех частей изделия должен протекать равномерно. Если это невозможно обеспечить за один прием (крупные поковки), то делаются две выдержки для сквозного прогрева.
Если в печь помещается только одна деталь, то время нагрева сокращается. Так, например, одна дисковая фреза толщиной 24 мм нагревается в течение 13 минут, а десять таких изделий – в течение 18 минут.
Защита изделия от окалины и обезуглероживания
Для изделий, поверхности которых после термообработки не шлифуются, выгорание углерода и образование окалины недопустимо. Защищают поверхности от подобного брака применением защитных газов, подаваемых в полость электропечи. Разумеется, такой прием возможен только в специальных герметизированных печах. Источником подаваемого в зону нагрева газа служат генераторы защитного газа. Они могут работать на метане, аммиаке и других углеводородных газах.
Если защитная атмосфера отсутствует, то изделия перед нагревом упаковывают в тару и засыпают отработанным карбюризатором, чугунной стружкой (термисту следует знать, что древесный уголь не защищает инструментальные стали от обезуглероживания). Чтобы в тару не попадал воздух, ее обмазывают глиной.
Соляные ванны при нагреве не дают металлу окисляться, но от обезуглероживания не защищают. Поэтому на производстве их раскисляют не менее двух раз в смену бурой, кровяной солью или борной кислотой. Соляные ванны, работающие на температурах 760 – 1000 градусов Цельсия, весьма эффективно раскисляются древесным углем. Для этого стакан, имеющий множество отверстий по всей поверхности, наполняют просушенным углем древесным, закрывают крышкой (чтобы уголь не всплыл) и после подогрева опускают на дно соляной ванны. Сначала появляется значительное количество языков пламени, затем оно уменьшается. Если в течение смены таким способом трижды раскислять ванну, то нагреваемые изделия будут полностью защищены от обезуглероживания.
Степень раскисления соляных ванн проверяется очень просто: обычное лезвие, нагретое в ванне в течение 5 – 7 минут в качественно раскисленной ванне и закаленное в воде, будет ломаться, а не гнуться.
Охлаждающие жидкости
Основной охлаждающей жидкостью для стали является вода. Если в воду добавить небольшое количество солей или мыла, то скорость охлаждения изменится. Поэтому ни в коем случае нельзя использовать закалочный бак для посторонних целей (например, для мытья рук). Для достижения одинаковой твердости на закаленной поверхности необходимо поддерживать температуру охлаждающей жидкости 20 – 30 градусов. Не следует часто менять воду в баке. Совершенно недопустимо охлаждать изделие в проточной воде.
Недостатком водяной закалки является образование трещин и коробления. Поэтому таким методом закаливают изделия только несложной формы или цементированные.
- При закалке изделий сложной конфигурации из конструкционной стали применяется пятидесятипроцентный раствор соды каустической (холодный или подогретый до 50 – 60 градусов). Детали, нагретые в соляной ванне и закаленные в этом растворе, получаются светлыми. Нельзя допускать, чтобы температура раствора превышала 60 градусов.
Режимы
Пары, образующиеся при закалке в растворе каустика, вредны для человека, поэтому закалочную ванну обязательно оборудуют вытяжной вентиляцией.
Следует остерегаться попадания воды в масляную ванну, так как это может привести к растрескиванию изделия. Что интересно: в масле, разогретом до температуры выше 100 градусов, попадание воды не приводит к появлению трещин в металле.
Недостатком масляной ванны является:
- выделение вредных газов при закалке;
- образование налета на изделии;
- склонность масла к воспламеняемости;
- постепенное ухудшение закаливающей способности.
- Стали с устойчивым аустенитом (например, Х12М) можно охлаждать воздухом, который подают компрессором или вентилятором. При этом важно не допускать попадания в воздухопровод воды: это может привести к образованию трещин на изделии.
- Ступенчатая закалка выполняется в горячем масле, расплавленных щелочах, солях легкоплавких.
- Прерывистая закалка сталей в двух охлаждающих средах применяется для обработки сложных деталей, изготовленных из углеродистых сталей. Сначала их охлаждают в воде до температуры 250 – 200 градусов, а затем в масле. Изделие выдерживается в воде не более 1 – 2 секунд на каждые 5 – 6 мм толщины. Если время выдержки в воде увеличить, то на изделии неизбежно появятся трещины. Перенос детали из воды в масло следует выполнять очень быстро.
Вам нужно быстро и качественно нарезать металл? Воспользуйтесь плазменной резкой! Как правильно ее выполнять, читайте в этой статье.
Если вас интересует, как сделать токарную обработку металлических изделий, читайте статью по https://elsvarkin.ru/obrabotka-metalla/tokarnaya-obrabotka-metalla-obshhie-svedeniya/ ссылке.
Процесс отпуска
Отпуску подвергаются все закаленные детали. Это делается для снятия внутренних напряжений. В результате отпуска несколько снижается твердость и повышается пластичность стали.
В зависимости от требуемой температуры отпуск производится :
- в масляных ваннах;
- в селитровых ваннах;
- в печах с принудительной воздушной циркуляцией;
- в ваннах с расплавленной щелочью.
Температура отпуска зависит от марки стали и требуемой твердости изделия, например, инструмент, для которого необходима твердость HRC 59 – 60, следует отпускать при температуре 150 – 200 градусов. В этом случае внутренние напряжения уменьшаются, а твердость снижается незначительно.
Быстрорежущая сталь отпускается при температуре 540 – 580 градусов. Такой отпуск называют вторичным отвердением, так как в результате твердость изделия повышается.
Изделия можно отпускать на цвет побежалости, нагревая их на электроплитах, в печах, даже в горячем песке. Окисная пленка, которая появляется в результате нагрева, приобретает различные цвета побежалости, зависящие от температуры. Прежде чем приступать к отпуску на один из цветов побежалости, надо очистить поверхность изделия от окалины, нагара масла и т. д.
Обычно после отпуска металл охлаждают на воздухе. Но хромоникелевые стали следует охлаждать в воде или масле, так как медленное охлаждение этих марок приводит к отпускной хрупкости.
Как закалить металл в домашних условиях
Процесс закалки стали позволяет повысить твердость изделия примерно в 3-4 раза. Многие производители проводят подобный процесс на момент производства продукции, однако в некоторых случаях ее следует повторить, так как твердость стали или другого сплава имеет малый уровень. Именно поэтому многие задаются вопросом, как закалить металл в домашних условиях?
Для того чтобы провести работу по закалке стали нужно учитывать то, как выполняется подобный процесс правильно. Закалка – процесс повышения твердости поверхности железа или сплава, который предусматривает нагрев образца до высокой температуры и его последующее охлаждение. Несмотря на то, что с первого взгляда рассматриваемый процесс прост, различные группы металлов отличаются своеобразной структурой и характеристиками.
Термическая обработка в домашних условиях оправдана в нижеприведенных случаях:
- При необходимости упрочнить материал, к примеру, в месте режущей кромки. Примером можно назвать закалку зубил и стамески.
- При необходимости повышения пластичности предмета. Это зачастую необходимо в случае горячей ковки.
Профессиональная закалка стали – дорогостоящий процесс. Стоимость 1 кг повышения твердости поверхности стоит примерно 200 рублей. Организовать закалку стали в домашних условиях можно только с учетом всех особенностей повышения твердости поверхности.
Особенности процесса
Провести закалку стали можно с учетом нижепривеженных моментов:
- Нагрев должен проходить равномерно. Только в этом случае структура материала однородна.
- Нагрев стали должен проходить без образования черных или синих пятен, что свидетельствует о сильном перегреве поверхности.
- Образец нельзя нагревать до крайнего состояния, так как изменения структуры будут необратимыми.
- На правильность проведения нагрева стали указывает ярко-красный цвет металла.
- Охлаждение также должно быть проведено равномерно, для чего используется водяная ванна.
Температура заготовки в зависимости от цвета при нагреве
Эти моменты рекомендуется учитывать при рассмотрении того, как провести закалку в домашних условиях.
Режимы закалки и отпуска сталей
Оборудование и особенности проводимого процесса
Для нагрева поверхности зачастую используется специальное оборудование. Это связано с тем, что провести нагрев стали до точки плавления достаточно сложно. В домашних условиях зачастую используется нижеприведенное оборудование:
- электропечь;
- паяльная лампа;
- термопечь;
- большой костер, который обложен вокруг для перенаправления жара.
Передвижной горн для нагрева деталей
При выборе источника жара следует учитывать тот момент, что деталь должна полностью помещаться в печи или костре, на котором проводится разогрев. Правильно будет подбирать оборудование также по типу металла, который будет подвержен обработки. Чем выше прочность структуры, тем больше разогревают сплав для придания пластичности.
В случае, когда нужно провести закалку лишь части детали, используется струйная закалка. Она предусматривает попадание струи холодной волы только на определенную часть детали.
Для охлаждения стали часто используется ванна с водой или бочка, а также ведро. Важно учитывать тот момент, что в некоторых случаях проводится поэтапное охлаждение, в других быстрое и резкое.
Повышение твердости на открытом огне
В быту зачастую закалку проводят на открытом огне. Этот метод подходит исключительно для разового проведения процесса повышения твердости поверхности.
Всю работу можно разделить на несколько этапов:
- для начала следует провести разведение костра;
- на момент разведения костра подготавливаются две большие тары, которые будут соответствовать размеру детали;
- для того чтобы костер давал больше жара нужно обеспечить большое количество углей. они дают много жара на протяжении длительного времени;
- в одной емкости должна содержаться вода, в другой – моторное масло;
- следует использовать специальные инструменты, при помощи которых будет удерживаться обрабатываемая раскаленная деталь. на видео часто можно встретить кузнечные клещи, которые наиболее эффективны;
- после подготовки необходимых инструментов следует положить предмет в самый центр пламени. при этом можно деталь зарыть в самую глубь углей, что обеспечит нагрев металла до плавкого состояния;
- угольки, которые имеют ярко белый цвет – раскалены больше других. за процессом плавки металла нужно следить пристально. пламя должно быть малиновым, но не белым. если огонь белый, то есть вероятность перегрева металла. в этом случае эксплуатационные качества значительно ухудшаются, а срок службы уменьшается;
- правильный цвет, равномерный по всей поверхности, определяет равномерность нагрева металла;
- если происходит потемнение до синего цвета, то это говорит о сильном размягчении металла, то есть он становится излишне пластичным. этого нельзя допускать, так как значительно нарушается структура;
- при полном разогреве металла его следует убрать с очага высокой температуры;
- после этого следует раскаленный металл поместить в тару с маслом с частотой 3 секунды;
- завершающим этапом можно назвать погружение детали в воду. При этом периодически проводится взбалтывание воды. Это связано с тем, что вода быстро нагревается вокруг изделия.
При выполнении работы следует уделять внимание осторожности, так как раскаленное масло может нанести вред коже. На видео можно обратить внимание на то, какого цвета должна быть поверхность при достижении нужной степени пластичности. Но для закалки цветных металлов зачастую нужно оказывать воздействие температуры в промежутке ль 700 до 900 градусов Цельсия. На открытом огне провести нагрев цветных сплавов практически не возможно, так как достигнуть подобной температуры без специального оборудования нельзя. Примером можно назвать использование электропечи, которая способна нагревать поверхность до 800 градусов Цельсия.
Термическая обработка металла (закалка и отпуск).
Назначение закалки заключается в том, чтобы придать изделию высокую твердость и прочность. Однако при закалке с повышением твердости сталь становится более хрупкой. Для закалки металл нагревают до высокой температуры, а затем быстро охлаждают в специальной охлаждающей среде. В зависимости от режима закалки одна и та же сталь приобретает различные структуры и свойства. Для получения наилучших результатов металл равномерно нагревают до температуры 740-850ºС и затем быстро охлаждают до 400-450ºС. Скорость охлаждения составляет не менее 150ºС в секунду, т.е. охлаждение должно произойти в течение всего 2-3 секунд. Последующее охлаждение (ниже 300ºС) может протекать при любой скорости, так как полученная при закалке структура достаточно устойчива и скорость дальнейшего охлаждения не оказывает на нее влияния. В качестве охлаждающей среды чаще всего употребляют воду и трансформаторное масло. Скорость охлаждения в воде выше, чем в масле. При температуре воды 18ºС скорость охлаждения достигает 600ºС в секунду, а в масле — до 150°С. Для придания изделию большей твердости закалку металла производят в проточной воде. При охлаждении горячей поковки в стоячей воде между водой и поковкой возникает слой пара, изолирующий нагретую поковку от охлаждающей среды. Во избежание этого пользуются проточной водой. Иногда для повышения закаливающей способности в воду добавляют поваренную соль (до 10%) или серную кислоту (до 10-12%). Нагрев изделия выше критической точки придает металлу крупнозернистое строение, что приводит к нежелательным последствиям: короблению, деформации и появлению трещин. К тому же приводит и быстрое охлаждение. При закалке инструментов применяют закалочные печи, которые делятся на камерные, или пламенные, где изделие нагревается открытым пламенем; электрические муфельные; печи-ванны, представляющие собой тигли, наполненные расплавами солей, например хлористым барием. Нагревание в ваннах наиболее удобно вследствие того, что температура ванны всегда постоянная и закаливаемый инструмент не может нагреться выше этой температуры. Кроме того, нагрев в жидкой среде идет в два раза быстрее, чем в воздушной, а в расплавленном металле— в четыре раза быстрее. Например, для закалки мелких стальных изделий используют расплавленный свинец. Мелкие заготовки погружают в ванны и сверху кладут древесный уголь, который при горении на поверхности свинца создает восстановительное пламя — свинец не окисляется. Чтобы свинец не оседал на стальных изделиях, их смазывают мучным клейстером с поваренной солью.
При нагревании инструмента в муфелях применяют следующие режимы
1. Изделия загружают в холодную печь и постепенно вместе с печью нагревают. Время нагрева продолжительное, но температурное напряжение, возникающее в изделиях, наименьшее. 2. Изделия загружают в печь, нагретую до заданной температуры, и прогревают. Время нагрева в данном случае меньше, но температурное напряжение больше, чем при предыдущем режиме. 3. Изделия загружают в печь, температура которой выше необходимой для закалки, в процессе нагрева температуру снижают до заданной. Скорость нагрева высокая, но и напряжение, возникающее в изделиях, очень велико. 4. Изделия загружают в печь, а температуру непрерывно поддерживают выше необходимой. Изделия нагревают до заданной температуры, но ниже температуры печи. Это наиболее форсированный режим, напряжение достигает максимальных величин. В последнее время для нагрева под закалку применяют токи высокой частоты. Закаливаемую деталь помещают в специальный индуктор, по которому пропускают ток высокой частоты, и деталь очень быстро нагревается до необходимой температуры. После закалки необходимо произвести отпуск. Он смягчает действия закалки, повышает вязкость и уменьшает хрупкость и твердость изделия. Кроме того, отпуск устраняет или снижает напряжение, вызванное закалкой. Для определения температуры отпуска до сих пор очень часто пользуются цветами побежалости. Если очищенное от окалины стальное изделие нагревать, то, начиная с температуры 220 °С на нем образуется тонкая пленка оксидов железа, придающая изделию различные цвета — от светло-желтого до серого. С повышением температуры или увеличением времени пребывания изделия при данной температуре оксидная пленка утолщается и цвет ее изменяется.
При отпуске закаленных инструментов применяют два способа
1. Поверхность закаленного инструмента хорошо отшлифовывают мелкой шкуркой и затем нагревают. По мере того как температура нагрева повышается, на чистой поверхности инструмента появляются цвета побежалости. Когда появится нужный цвет и, следовательно, изделие будет нагрето до определенной температуры, его быстро охлаждают в воде. За цветами нужно следить внимательно, некоторые из них, как, например, светло-красный, сменяются быстро. 2. При закалке многих инструментов — чеканов, штихелей, резцов, молотков и др., требуется, чтобы закаленной была только рабочая часть, а сам инструмент оставался незакаленным, сырым. В этом случае инструмент нагревают немного выше режущего (рабочего) конца до требуемой температуры, после чего охлаждают в воде только рабочую часть, а место выше рабочей части остается горячим. Быстро вынув инструмент из воды, зачищают рабочую часто (шкуркой или трением о землю). Теплота, оставшаяся в неохлажденной части, поднимает температуру охлажденного конца, и после появления на нем нужного цвета побежалости инструмент охлаждают окончательно.
При закалке металла
При закалке инструмента с двумя концами, например, кирки, молотка и др., трудность заключается в том, что в изделии должны быть закалены только два рабочих конца, а середина должна оставаться незакаленной. Закалку производят за один нагрев. Изделие равномерно нагревают до нужной температуры, и в воду опускают в первую очередь конец, имеющий меньшую массу, т.е. тот, который может быстрее охладиться. При охлаждении в воде только конца рабочей части нужно внимательно следить за нагретым вторым концом, чтобы он не охладился. Быстро вынув первый конец и зачистив его шкуркой, второй (только рабочую часть) погружают в воду. При этом следят за цветами побежалости первого конца; как только появляется нужный цвет, снова опускают первый конец в воду, второй быстро зачищают и следят за цветами на втором конце. При появлении нужного цвета также замачивают в воде. Так, периодически меняя положение концов, изделие остужают. Запас температуры должен оставаться в средней части инструмента, поэтому при закалке пользуются клещами с узкими губками. Большие плоскости холодных губок клещей отбирают теплоту в зоне прикосновения. Для закалки более мелких изделий можно использовать клещи с массивными губками, изделие в таком случае нагревают вместе с клещами. Клещи применяют при местном отпуске, когда в каком-то участке стального закаленного изделия нужно сделать отверстие, а его твердость не позволяет этого. Тогда берут клещи нужного размера, нагревают их до красного или светло-красного каления и захватывают металл в зоне будущего отверстия.
За отпуском металла можно следить по цветам побежалости
Этот прием используется при отпуске тонких стальных изделий — кос, пил и т.д. В процессе нагрева стальных изделий происходит их окисление и обезуглероживание. Образование на поверхности окалины происходит за счет образования оксидов железа и приводит к угару металла, искажению геометрической формы изделий, уменьшению теплопроводности, что понижает скорость нагрева изделия. Кроме того, повышается твердость и затрудняется механическая обработка. Окалину с изделий удаляют либо механическим, либо химическим путем (травлением). Обезуглероживание состоит в выгорании углерода с поверхности изделия. Обезуглероженный слой обладает пониженной твёрдостью и прочностью. Интенсивность, с которой происходит окисление и обезуглероживание, зависит от состава печной атмосферы и температуры нагрева. Чем выше нагрев, тем быстрее идут процессы. Чтобы избежать образования окалины, мелкие изделия (чеканы, стамески и т.п.) помещают в отрезок трубы и вместе с ней закладывают в горн. Иногда при закалке применяют пасту следующего состава (г): жидкое стекло— 100, огнеупорная глина— 75, графит— 25, бура— 14, карборунд — 30, вода — 200. Пасту наносят на изделие и дают просохнуть, затем изделие нагревают обычным способом. После закалки изделие промывают в горячем содовом растворе. Для предупреждения образования окалины на инструментах из быстрорежущих сталей иногда их покрывают бурой. Для этого инструмент, нагретый до 850ºС, погружают в насыщенный раствор или порошок буры. По музейным экспонатам и архивным документам в домашних условиях можно выковать мечи, сплести настоящие кольчуги, смастерить щиты и выделать ароматные кожи. Например, раскопки позволили нам увидеть оружие военного Синая: малый меч, имеющий 40 см в длину, сделанный для фараона в период его детства, и более тяжелый и длинный — 59 см. У обоих мечей клинок, эфес и рукоять представляют собой единый кусок металла. Большой меч был рассчитан на дробящий, а не режущий удар: внешняя, выгнутая сторона его клинка выражена слабо. Тем не менее большой меч должен был наносить страшные раны, т.к. из-за массивного клинка, доходящего в толщину до 0,7 см, он имел значительный вес.
Советы по закалке стали в домашних условиях
Как закалить нож в домашних условиях? Такой вопрос возникает у многих домашних умельцев. Закалка металла — это один из видов термообработки, которая позволяет деформировать и изменять состояние вещества.
Таким способом улучшения свойств оружия пользовались еще с давних времен. К примеру, в Средневековье закалку использовали для повышения прочности и твердости различных предметов: начиная от обычных ножей и заканчивая топорами и серпами.
Благодаря развитию технологий, сейчас данная термообработка доступна не только на промышленных предприятиях, где есть специальное оборудование, но и в домашних условиях. Об этом мы подробно поговорим в данной статье.
Особенности закалки стали
Как уже говорилось ранее, закалка является одним из видов термообработки металлов. Она подразумевает нагрев температуры тела до такой степени, что становится доступным изменение его кристаллической решетки. После такой обработки нож или другой объект из металла становится несколько тверже и прочнее, плюс к этому полностью теряется его пластичность до следующей закалки.
Также существует понятие отпуска. Это другой вид термообработки, с помощью которого понижается напряжение металла, которое он приобретает в процессе закалки.
Стоит знать, что закалка производится исключительно над нержавеющими стальными телами, а также сплавами, из которых они изготавливаются. Благодаря своей структуре изделие обладает высоким показателем твердости, который влияет на его хрупкость. При правильной термообработке, а также последующем быстром отпуске можно снизить хрупкость объекта и позволить его использование во множестве сфер.
Правильное охлаждение (отпуск)
Для того чтобы добиться необходимых свойств металла, нужно с ответственностью подойти к выбору охлаждающей среды, в которой данный процесс будет протекать.
Перечень охлаждающих сред, которые подойдут для нашего дела, выглядит следующим образом:
- Одна среда с жидкостью. Лучше всего подойдет холодная вода. Тело помещается внутрь и находится там до своего полного охлаждения.
- Две среды с разными жидкостями. Как и в первом случае, в первую среду помещается вода, и изделие первым делом отправляется туда. После первостепенного охлаждения оно помещается в масло или солевой раствор.
- Далее идет стандартное струевое охлаждение. Здесь ничего сложного и особенного: изделие просто размещается под струю холодной воды до охлаждения. Отлично подойдет для случаев, когда необходимо нагреть какой-то отдельный элемент всего изделия.
- Метод специального ступенчатого охлаждения, в котором используется несколько различных температурных режимов.
Правильный температурный режим
Перед началом процесса закалки стали в домашних условиях необходимо разобраться в температурном режиме, который обязательно нужно соблюдать для достижения качественного результата. Изделие необходимо равномерно нагреть до температуры порядка 700−850 градусов Цельсия, после чего быстро отпустить до 400−500 одним из вышеописанных способов.
Как закалить металл в домашних условиях
Существует большое количество способов, подразумевающих различную технику и другие приспособления. Однако в данной статье мы рассмотрим два наиболее популярных, которые лучше всего подойдут для домашних условий: в печи или духовке и на костре.
Принципиального различия между данными способами не существует. Главное — поместить нож или другое изделие в печь или костер и следить за его температурой.
Первым делом происходит отжиг, то есть главный шаг термообработки. Важно следить за температурой стали и не допустить перегрева. Если нет специального прибора, которым можно измерить ее текущий показатель, можно оценивать его по цвету каления:
- Оранжевый — от 950 до 1000 градусов;
- Красно-оранжевый — от 900 до 950;
- Красный — от 800 до 900;
- Темновато-красный — от 750 до 800 градусов;
- Красно-бордовый — от 700 до 750;
- Бордовый — от 650 до 700;
- Коричнево-красный — от 550 до 650;
- Красновато-коричневый — от 500 до 550 градусов.
Также проверить готовность закалки можно с помощью обычного магнита. Если он перестал «липнуть» к металлу, то его температура составляет порядка 760 градусов, и необходимо как можно быстрее переходить к охлаждению.
Для более удобного отпуска также можно сверяться по цвету изделия, таким образом:
- Серый — 350 градусов;
- Голубой — 300−350 градусов;
- Синий — 300 градусов;
- Фиолетовый — 280 градусов;
- Красно-коричневый — 260 градусов;
- Желто-коричневый — 250 градусов;
- Соломенно-желтый — 240 градусов;
- Светло-желтый — 200−240 градусов.
Итак, как видите, довольно просто произвести закалку изделия из стали в домашних условиях. Однако всегда нужно помнить о мерах безопасности, а также иметь в виду инструкцию, описанную в данной статье.