Содержание
- Советы по сварке нержавейки полуавтоматом в среде углекислого газа
- Что такое нержавейка?
- Особые свойства нержавейки, о которых нужно знать сварщику
- Как и чем варят нержавейку?
- Технические особенности сварки нержавейки в углекислой среде
- Сварка закончена. Выпрямляем деформации
- Сварка полуавтоматом нержавейки в среде углекислого газа: основные особенности технологического процесса
- Сварка нержавейки в среде углекислого газа: основные нюансы подбора проволоки
- Необходимое оборудование
- Выбор газа
- Варианты настройки режимов сварочного аппарата
- Особенности процесса
- Технология сварки
- Технология сварки нержавейки полуавтоматом
- Особые для сварщика свойства нержавеющей стали
- Особенности сварки нержавейки полуавтоматом в потоке аргона
- Технология сварки нержавейки полуавтоматом
- Завершение сварочных работ
- Как полуавтоматом самостоятельно варить нержавейку?
- Техники сварки полуавтоматом
- Технология сварки полуавтоматом в условиях защищенной среды
- Основы процесса сварки
- Сварка нержавейки полуавтоматом
- Влияние свойств нержавеющей стали на технологию сварки
- Виды сварки нержавейки
Сварка нержавеющей стали полуавтоматом
Советы по сварке нержавейки полуавтоматом в среде углекислого газа
[Процесс сварки нержавейки] полуавтоматом в среде углекислого газа является непростым делом даже для опытных сварщиков.
В силу особенных свойств нержавеющей стали, ее обработка отличается спецификой и требует тщательной подготовки, правильного выбора рабочего режима и расходных материалов.
Что такое нержавейка?
Нержавеющей называют низкоуглеродистую сталь с добавлением хрома. Именно хром, взаимодействуя с кислородом, создает оксидную пленку, которая обеспечивает коррозионную стойкость металла.
Чтобы сталь стала нержавеющей, достаточно 12% хрома в ее составе. При этом толщина пленки из оксида хрома равняется нескольким атомам.
Если поверхность нержавейки поцарапать, то защитный антикоррозийный слой разрушается, но через некоторое время восстанавливается опять.
В составе современных нержавеек есть не только хром и углерод, но и незначительная часть никеля или ниобия, титана или молибдена.
Все эти элементы также способствуют повышению коррозионной стойкости, чем улучшают физико-механические свойства стали.
В зависимости от типа микроструктуры, нержавейка подразделяется на классы с разными свойствами:
- Аустенитный — содержит хром и никель. Отличается высокой коррозийной устойчивостью, прочностью и пластичностью, немагнитный;
- Ферритный – содержит железо и хром. Устойчив к термической закалке. Применяется в агрессивной среде;
- Мартенситный — содержит хром и углерод. Несмотря на высокую твердость, отличается хрупкостью. Применяется в слабоагрессивной среде.
Особые свойства нержавейки, о которых нужно знать сварщику
По физическим и химическим свойствам нержавейка считается сложным для сварки материалом. Поэтому, при сварке необходимо учитывать следующие параметры.
Низкая теплопроводность нержавеющей стали. По сравнению с другими видами низкоуглеродистой стали, теплопроводность нержавейки ниже в 2 раза.
Этот фактор может способствовать концентрации теплоты и более мощному проплавлению металла. При этом антикоррозионные свойства металла ухудшаются.
Чтобы избежать нежелательных эффектов, сварщики прибегают к уменьшению силы тока на 20 % и дополнительному охлаждению шва.
Невысокий уровень температуры плавления.
Соблюдение правильного термического режима — это единственный способ избежать потери антикоррозийного качества стали.
Межкристаллитная коррозия появляется как результат образования карбидного соединения железа и хрома. Это происходит, если температура сварки превышает 500 °С.
Впоследствии карбиды провоцируют растрескивание, которое и приводит к коррозии.
Чтобы предотвратить явление, сварщики прибегают к охлаждению свариваемого металла. Для этого применяют разные способы, в том числе и воду.
Склонность к тепловому расширению. Вследствие высокого уровня линейного расширения возникает литейная усадка.
Что в свою очередь запускает процесс деформации металла и провоцирует появление трещин между деталями сварки. Избежать этого можно, если оставить между ними зазор на расширение.
Высокий показатель электрического сопротивления может стать причиной интенсивного нагрева электродов, сделанных из стали высоколегированного типа.
Поэтому длина электродов со стержнями из хрома и никеля обычно не превышает 350 мм.
Как и чем варят нержавейку?
Существуют различные способы варки нержавеющей стали. Каждый из них отличается не только технологически, но и качеством полученного результата.
К примеру, для сварки без применения газа используется специальная порошковая проволока, обеспечивающая ровный и красивый шов. Но со временем такой шов может поржаветь.
Чтобы этого не случилось, необходимо использовать сварочный полуавтомат, также проволока для варки нержавейки должна быть из стали, а в сварную ванну нужно подать углекислоту.
Кроме того, обеспечить качественный результат сварка нержавейки полуавтоматом может только при условии использования защитного газового слоя, лучше всего углекислого.
Оптимальный вариант состава газовой смеси включает 98% аргона и 2% углекислоты. Иногда, чтобы понизить себестоимость работ, пропорции газа меняются — 70% аргона и 30 % углекислоты.
При использовании газа применяется специальная нержавеющая проволока, улучшающая не только внешний вид, но и качество свариваемой детали.
Технологические нюансы сварки
Функциональные возможности полуавтоматов отличается механизированной подачей проволоки в зону сварки, без чего осуществить рабочий процесс в среде аргона было бы затруднительно.
Конструкция полуавтомата позволяет обеспечивать сразу несколько функций: охлаждение горелки, высокое качество сварки в среде аргона, скорость подачи присадочной проволоки, а также возможность сварки в труднодоступных местах.
Для снятия напряжения деталь нагревают до 660°С и дают возможность остыть на воздухе.
Напряжение в области шва снимается при восстановлении хрома. Для этого шов нужно нагреть до 760°С.
Как подготовить металл к сварке?
Прежде чем приступить к сварке нержавеющего металла, поверхность кромки деталей нужно подготовить. Этот момент особенно важен для получения качественного шва и общего результата.
Подготовительные работы предусматривают:
- Механическую зачистку поверхности нержавейки металлической щеткой и обработку специальными средствами-растворителями для удаления жира и предотвращения пор. Подходит ацетон, авиационный бензин или уайт-спирит;
- Прогрев заготовки до 100°С для удаления влаги из сварочной зоны.
Техническая схема сварки нержавейки
Сварка нержавеющей стали в защитной среде из аргона и углекислоты является самой технологичной и надежной. Метод обработки металла с применением газа позволяет максимально сохранить естественную структуру и свойства стали.
Немаловажно, что специальная проволока из никелевого сплава, которая применяется для сварки, под воздействием газа сгорает интенсивнее, чем улучшает характеристики шва.
Если же применяется обычная сварочная проволока,то качество работы может быть хуже.
Существует несколько методов современной варки нержавеющих металлов:
- метод короткой дуги применяют для соединения тонких листов металла;
- метод струйного переноса актуален, когда необходимо соединить толстые изделия из металла;
- сварка импульсного характера считается самой распространенной, поскольку при высокой производительности позволяет экономить ресурсы.
Общая схема сварочных работ выглядит так.
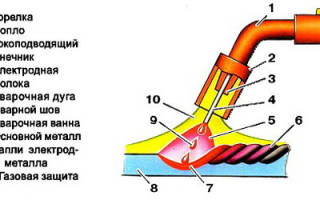
Горелка — важный узел сварочного полуавтомата, обеспечивающий подачу проволоки и защитного газа.
Корпус горелки наклоняют слегка назад, так чтобы проволока была расположена под противоположным углом к ходу шва, обеспечивая его обзор.
Сопло горелки располагают на расстоянии не более 12 мм от шва. Ток поступает через токопровод в наконечник внутри сопла, к нему же присоединяется сварочная проволока.
Присадочная проволока должна иметь более высокую степень легирования, чем металл, из которого сделана свариваемая деталь.
Воздействие на металл происходит посредством сварочной дуги. Высокие температуры расплавляют металл и образуют так называемую сварочную ванну.
Далее электродный металл подается в сварочную ванну в виде капель, а защита из аргона распространяется вокруг сварочной ванны и шва.
Технические особенности сварки нержавейки в углекислой среде
Сварка нержавейки полуавтоматом, осуществляемая в среде углекислого газа, должна соответствовать таким требованиям:
- Обеспечение обратной полярности;
- Соблюдение угла наклона электрода. Если проволока будет иметь наклон вперед, глубина провара изменится в меньшую сторону, а шов станет шире. Этот вариант актуален только для тонких металлов;
- Величина допустимого вылета проволоки — максимум 12 мм;
- Расход газа нужно контролировать. Недопустимо, чтобы рабочий расход составлял меньше 6 куб. м/мин, но не более 12 куб.м /мин. В противном случае качество сварочного результата может заметно ухудшиться;
- Использование осушителя — важный технологический момент сварки. Дело в том, что баллон с газовой смесью содержит воду, которая в процессе сварки соединяется с продуктами контакта углекислоты и металлов высоких температур. В результате образуется кислота, способная разрушать углерод в составе стали и таким образом влиять на прочность шва. В качестве осушителя применяют медный купорос, прогретый в течение 20 минут при температуре 200 °С. На 4 баллона расходуется примерно 100 г осушителя;
- Для обеспечения защиты от брызг расплавленного металла лучше применять водный раствор мела;
- Чтобы получить приемлемое качество шва, сварку в среде аргона ведут плавно, без колебательных движений;
- Нельзя, чтобы сварка начиналась или заканчивалась по краю детали. Чтобы избежать появления водородных трещин, необходимо отступить от края хотя бы 5 см.
Сварка закончена. Выпрямляем деформации
Чтобы удалить возможные деформации, необходимо дополнительно обработать деталь после сварки. С помощью молотка воздействуют на деталь через гладилку.
Образовавшийся на листе пузырь простукивают молотком, начиная от края и двигаясь постепенно в сторону пузыря.
Еще один способ устранить пузырь — нагреть его выпуклую часть с помощью горелки. Движения должны идти по кругу и чередоваться с простукиванием.
Для качественной варки нержавеющей стали необходимы определенные навыки.
Видео в нашей статье познакомит вас с различными этапами сварки нержавейки — подготовкой сварочной области и проволоки, осуществлению качественного шва, а также после сварки работами по охлаждению шва и устранению деформаций.
Сварка полуавтоматом нержавейки в среде углекислого газа: основные особенности технологического процесса
Нержавеющая сталь из-за содержащихся в ней химических элементов (например, хрома) слабо подвержена коррозийному воздействию окружающей среды. Однако такие свойства данного металла требуют тщательного подхода к процессу его сварки, что выражается в тонкостях подбора присадочных материалов, с помощью которых производится сварочный процесс.
Сварка нержавейки в среде углекислого газа: основные нюансы подбора проволоки
Если говорить о выборе проволоки, с помощью которой будет производиться сварка, следует обратить внимание на ее химический состав. Так, чтобы шов получился максимально прочным, с химической точки зрения проволока должна быть идентична составу самой нержавеющей стали, которая будет сварена с ее помощью. В связи с этим выделяются два вида проволоки, которую можно использовать:
- порошковая проволока, прошедшая процесс легирования хромом;
- проволока, в которой повышено содержание никеля.
Если же использовать проволоку, в которой отсутствуют указанные легирующие материалы, то высок риск скорого образования коррозии на выполненном сварном шве, что негативным образом скажется на итоговых свойствах прочности такого соединения.
Необходимое оборудование
Использование защитных газов является необходимым условием для получения максимально качественных сварных соединений с минимальным количеством пор в сварном шве, а также с минимальным количеством образуемого шлака.
Необходимость использования защитного газа накладывает определенные особенности на перечень оборудования, которое должно быть использовано в сварочном процессе. Все такое оборудование делится на две большие группы:
- Оборудование, используемое для собственно осуществления сварочного процесса.
- Оборудование для соблюдения техники безопасности при выполнении сварочных работ.
В первую группу входят:
- источник сварочного тока в виде полуавтоматического сварочного аппарата;
- газовый баллон или резервуар иного типа, из которого в процессе сварки подается используемый в данной технологии защитный газ;
- сварочные кабели для подачи тока на свариваемые детали;
- шланги для подачи защитного газа;
- газовая горелка;
- машинка для подачи сварочной проволоки.
В большинстве современных сварочных аппаратов, позволяющие реализовать принцип сварки с использованием защитного газа, сварочная горелка и «держак», через который подается сварочная проволока, объединены в одно устройство, что позволяет сократить объем попадающего в сварочную зону воздуха (это минимизирует количество образуемого шлака и сокращает риск возникновения микротрещин при остывании металла), а также уменьшить количество кабелей и шлангов (кабель для подачи тока и шланг для защитного газа находятся в одной оплетке, что делает их использование более удобным для сварщика).
На машинке для подачи проволоки у сварщика есть возможность установить индивидуальную для него скорость подачи проволоки с целью минимизации разбрызгивания металла в процессе сварки.
Примерная стоимость сварочных полуавтоматов с механизмом подачи проволоки
Во вторую группу входят:
- защитный костюм. Главное требование, которое предъявляется к нему – сокращение риска получения ожогов сварщиком от летящих капель расплавленного металла, а также воспламенения одежды вследствие попадания таковых на ткань (достигается за счет специальной огнезащитной пропитки ткани);
- маска. Ее использование необходимо для защиты лица и, в первую очередь, глаз сварщика от воздействия экстремально высоких температур, в результате которых может наступить ожог кожных покровов и глаз работника;
- защитные перчатки (краги). Они должны отвечать двум главным требованиям – исключение ожогов кожных покровов от воздействия экстремально высоких температур от разогретого металла в виде микрокапель, а также защита от возможного поражения электрическим током в результате касания свариваемых деталей или ввиду вероятной неисправности сварочного оборудования.
Выбор газа
Полуавтоматическая сварка без использования защитного газа возможна только в том случае, если речь идет об использовании присадочной порошковой проволоки. В этом случае защита шва создается из порошка, которым покрыта проволока, что исключает попадание воздуха в сварочный шов.
Если же сварка происходит с использованием проволоки, изготовленной без специального покрытия, то возникает необходимость выбора специального защитного газа, который также защитит сварочный шов от попадания воздуха.
Для сварки нержавейки в настоящее время могут быть использованы два газа:
- углекислый газ;
- аргон.
Опытные сварщики используют для данного вида сварки специальную смесь, в которой соединены аргон и углекислый газ. Наиболее распространенным процентным соотношением таких газов является: 98% аргона, 2% углекислого газа.
Однако каждый сварщик в зависимости от своего опыта работы, предпочтений и технологических требований к качеству и внешнему виду шва подбирает параметры смеси по-своему. Главным условием при этом является обеспечение максимальной защиты сварочной зоны.
Примерная стоимость баллонов с аргоном разных объемов на Яндекс.маркет
Варианты настройки режимов сварочного аппарата
Для того чтобы качество сварного соединения было максимальным, а сам стык был предельно прочным и не мог разрушиться в скором времени после начала эксплуатации изделия, необходимо грамотно подобрать режимы сварочного аппарата.
При подборе параметров, в которых будет работать аппарат, необходимо опираться на следующие исходные данные:
- вариант исполнения соединения (угловое нижнее соединение, нижнее соединение встык либо вертикальное пространственное);
- толщина свариваемых деталей соединения (чем толще металл, тем выше параметры сварочного тока и сварочного напряжения);
- толщина проволоки (здесь также действует правило прямой зависимости сварочного тока и сварочного напряжения от толщины проволоки);
- наличие или отсутствие зазора при сварке деталей встык и величина такого зазора.
Если речь идет о сварке деталей, где толщина металла каждой детали составляет 0,8 мм, и которая осуществляется встык с нулевым зазором с использованием проволоки толщиной также 0,8 мм, то сварочный ток находится в диапазоне от 50 до 80 А, сварочное напряжение не может быть выше 16 В.
Все основные режимы сварки можно увидеть в таблице.
Особенности процесса
Нержавеющая сталь устойчива к коррозионным поражениям, в результате чего ее прочность сохраняется достаточно длительное время. Однако легирование нержавейки, из-за чего она приобретает такое свойство, негативным образом сказывается на другом аспекте – процесс сварки становится существенно затрудненным из-за наличия в химическом составе этого металла легирующих химических элементов, в первую очередь, хрома. В результате снижается теплопроводность металла, что вызывает (при несоблюдении технологии) перегрев металла с последующим его прожогом, а также выгорание хрома, из-за чего снижается устойчивость детали к коррозии в месте сварного стыка.
Детали из нержавеющей стали имеют очень большой коэффициент теплового расширения, в результате чего сварной шов и металл вокруг него может подвергнуться растрескиванию. Избежать этого можно только одним способом: оставить широкий зазор между деталями.
У нержавеющей стали есть еще одна негативная особенность – она имеет очень высокое электрическое сопротивление, что вызывает постоянный перегрев электродов и, как результат, ухудшение качества шва. По этой причине опытные сварщики обрезают электроды настолько, насколько это возможно, чтобы успеть использовать их до момента перегрева.
Технология сварки
Как и в любом другом виде сварки, технология сварки нержавейки полуавтоматом с использованием защитного газа осуществляется в три больших этапа:
- подготовительный этап, на котором происходит механическая зачистка деталей и их обезжиривание, а также их нагрев до температуры выше ста градусов с целью полного удаления из потенциальной сварочной зоны каких-либо остатков влаги;
- основной этап, на котором осуществляется весь сварочный процесс;
- этап завершающих работ, где определяется качество сварного соединения и наличие необходимости проводить такие работы повторно.
В целом для сварки нержавейки с использованием защитных газов применимы три основных способа:
- способ с использованием короткой дуги, который можно применять только при сварке изделий с небольшой толщиной свариваемых деталей;
- способ со струйным переносом, который можно использовать в случае сварки деталей с большой толщиной;
- импульсный способ, который является наиболее универсальным и может быть использован на любых видах деталей и позволяет достичь высокого уровня производительности со сравнительно небольшими (по отношению к другим способам) затратами ресурсов.
Сама технология сварки выглядит следующим образом:
- сварочный ток подается только с обратной полярностью;
- сварочная горелка должна быть расположена таким образом, чтобы она могла обеспечить необходимую по технологии глубину провара металла и требуемую ширину шва. Угол пространственного расположения горелки составляет не более одиннадцати часов по отношению к свариваемым деталям;
- проволока должна выходить из подающего механизма не более, чем на 12 мм, в противном случае, есть риск ухудшения качества шва из-за попадания лишних элементов в сам шов с проволоки, а также из-за ее перегрева;
- с целью сохранения высокого качества шва необходимо установить грамотный расход защитного газа. Универсальные показатели находятся в диапазоне от 6 до 12 кубометров в час, однако, каждый сварщик устанавливает данные значения в зависимости от своего опыта и имеющихся требований к осуществлению технологии;
- перед началом сварочного процесса необходимо подготовить установку для удаления влаги из защитного газа. Это осуществляется путем заправки осушителя прокаленным в течение не менее двадцати минут при температуре 200 градусов медным купоросом;
- так как металл даже при полном соблюдении всей технологии может быть подвержен разбрызгиванию, прилегающую к сварному шву территорию детали необходимо обработать с помощью мела, растворенного в воде;
- при формировании сварного шва необходимо отступить от края детали на расстояние, равное примерно 5 мм, что позволит избежать трещин с содержанием водорода в их полостях;
- весь шов формируется посредством плавного движения электрода вдоль шва без допуска поперечных колебаний с целью исключения выхода расплавленного металла за пределы защитной среды.
Кроме того, есть также несколько общих правил, которые должны быть соблюдены вне зависимости от того, идет ли речь о сварке нержавейки в среде углекислого газа, смеси газов или в среде аргона:
- корпус горелки необходимо располагать под противоположным углом к направлению шва. Это позволит обеспечить максимальный обзор формируемого шва и исключить смещение сварочной ванны;
- сопло горелки, при условии, что защитный газ и проволока подаются через него одновременно, должно располагаться на высоте не более 12 мм от сварочного стыка: это позволит избежать излишней подачи проволоки и ее перегрева;
- проволока, которая была расплавлена в процессе горения электрической дуги, в шов может подаваться только каплями, что позволит избежать лишнего наплавления материала и снизит риск внутреннего разрушения шва в процессе его остывания.
Технология сварки нержавейки полуавтоматом
Сегодня, кроме полуавтоматов промышленного класса, появились полуавтоматические сварочные аппараты т.н. хобби-класса, позволяющие варить нержавейку полуавтоматом едва ли не в домашних условиях. К таким сварочным аппаратам хобби-класса относится, например, серия МДТ. Но, тем не менее, сварка нержавейки современным полуавтоматом по-прежнему остается сложным и ответственным процессом даже для опытного сварщика.
И эта сложность связана, во-первых, с различным химическим составом нержавеющих сплавов стали, а во-вторых, рядом характерных свойств нержавейки, которые ещё более усложняют сварочные работы.
Особые для сварщика свойства нержавеющей стали
Нержавеющая сталь обладает следующими свойствами, влияющие на процесс выполнения сварочных работ:
Низкая теплопроводность
Теплопроводность нержавеющей стали в 2 раза ниже, чем у низкоуглеродистых сплавов. Из-за этого происходит перегревание сварочной ванны и проплавление стали, что, в свою очередь, приводит к ухудшению антикоррозийных свойств нержавейки. Для предотвращение указанных негативных процессов рекомендуется уменьшать на 20% силу тока и применять средства принудительного охлаждения сварочной ванны.
Небольшая температура плавления
Небольшая температура плавления в сумме с низкой теплопроводностью приводит к образованию в сварочной ванне жидкого расплава с температурой свыше 500 градусов. В этих условиях начинает происходит межкристаллитная коррозия – образование карбидов железа и хрома. В дальнейшем в местах концентрации карбидов образуются микротрещины, в которые проникает вода, провоцируя коррозийные процессы.
Рецепт предотвращения межкристаллитной коррозии – это принудительное охлаждение сварочной ванны (водяное, струёй инертного газа и пр.).
Высокий показатель теплового расширения
В условиях низкой теплопроводимости данный фактор приводит к линейной усадке и термической деформации кристаллической структуру нержавеющей стали. Для предотвращения усадки между свариваемыми деталями оставляется достаточно широкий зазор, в который и будет расширяться перегретая нержавейка.
Низкая электропроводность
По сравнению с другими сплавами железа нержавейку можно назвать изоляционными материалом, настолько слабо нержавеющая сталь проводит электрический ток. Из-за этого свойства происходит перегревание электродов в процессе сварочных работ, особенно, если они относятся к высоколегированным разновидностям, т.е., содержат большое количество никеля и хрома.
Особенности сварки нержавейки полуавтоматом в потоке аргона
Существуют несколько технологий проведения сварочных работ с нержавеющей сталью, например, с использованием специальной порошковой проволоки. Но у всех них существуют определённые недостатки. Так, сварочные швы, созданные с помощью порошковой проволоки, со временем растрескиваются.
Полуавтоматическая сварка нержавейки аргоном является наиболее эффективным и качественным способом термического соединения двух деталей из нержавеющей стали. Для охлаждения сварочной ванны чаще всего применяется поток инертного газа аргона с добавлением углекислого газа.
Обратите внимание, соотношение аргона и углекислого газа изменяется в зависимости от характера нержавеющих сплавов, с которыми производятся сварочные работы. Это соотношение регулируется при помощи двух баллонов с аргоном и с углекислым газом, у которых по-разному откручиваются вентили, добиваясь, тем самым, разного соотношения охлаждающей газовой смеси.
Для повышения качества и улучшения внешнего вида получаемого сварочного шва используется нержавеющая проволока из никелевого сплава, которая подаётся в зону сварки механическим способом.
Как и соотношение охлаждающей смеси, химический состав проволоки зависит от химического состава нержавеющих сплавов и особенностей выполнения сварочных работ.
Технология сварки нержавейки полуавтоматом
Итак, как варить нержавейку современным полуавтоматом? Данная процедура выполняется несколькими методами:
- Короткая дуга. Применяется для соединения тонколистных деталей.
- Струйный перенос. Применяется для соединения толстостенных деталей.
- Технология импульсной сварки. Широко применяется в промышленном производстве, поскольку отличается высокой скоростью выполнения сварочных работ при низком уровне энергопотребления.
Так, перед началом сварочных работ:
- Устанавливается обратная полярность;
- Устанавливается наклон электрона и угол подачи проволоки в зону сварочных работ. Так, например, при наклоне проволоки вперёд уменьшается глубина провара и увеличивается ширина сварочного шва. Такая комбинация применяется для варки тонколистных деталей;
- Устанавливается допустимый вылет проволоки. Обычно этот показатель ограничивается расстоянием в 12 мм;
- Устанавливается сила охлаждающего газового потока в диапазоне от 6 до 12 м3/мин. Если сила охлаждающего газового потока не будет установлена в указанных пределах, то в результате значительно ухудшится качество сварки;
- Определяется порядок работы осушителя, задача которого удалять из газовой смеси пары воды. Дело в том, что молекулы воды, попадая в сварочную ванну, вступает в реакцию с углекислотой и металлами, в результате чего последовательно образуется сначала углекислая кислота, а затем углекислые соли металлов. В качестве осушителя обычно применяется медный купорос, который за 20 минут до начала сварки нагревается до 200 градусов. Средний расход медного купороса – 100 грамма на 4 баллона газовой смеси;
- За защиты от брызг расплавленного металла к полуавтомату подключается ёмкость с водно-меловым раствором;
- Выставляются скорость и траектория движения. Полуавтоматическую сварку необходимо начинать хотя бы в 5 см от края детали, иначе существует риск образования т.н. водородных трещин.
Завершение сварочных работ
Сварка нержавейки полуавтоматом не гарантирует получение идеального результата. По окончанию сварочных работ по поверхности сваренных деталей возможно появление пузырей, которые следует сгладить молотком. Для этого необходимо нагреть горелкой пузырь и, аккуратно постукивая молотком, выпрямить его.
Как полуавтоматом самостоятельно варить нержавейку?
Нержавеющие стали подвергаются сварочным работам довольно часто, процесс этот требует внимательности. Перед тем как начать варить нержавейку, необходимо ознакомиться с инструкцией процесса, особенностями использования горелки. Схема сварки полуавтоматом нержавеющей стали отличается простотой, хотя и требуется соблюдение всех норм и условий. Для сварки применяется специальная проволока, в состав которой входит никель, позволяющий улучшить характеристики шва.
Схема сварочного процесса.
Сама горелка для сварки и схема работ представляют собой:
- корпус горелки, который необходимо наклонять под определенным углом;
- сопло, которое должно находиться под строго определенным углом и на оптимальном расстоянии, чтобы шов прогревался отлично;
- токопроводящий наконечник, который находится внутри сопла;
- электродная сварочная проволока, вставляемая в токопроводящий наконечник;
- сварочная дуга, воздействующая на металл;
- сварной шов, который остается после процесса сваривания деталей;
- сварочная ванна, т. е. область расплавленного металла, который образуется под воздействием высоких температур;
- капли электрода, которые подаются в ванну;
- газовая защита.
Техники сварки полуавтоматом
Расплав и перенос электродного материала: A. Капельный метод. Б. Струйный метод.
Сварка нержавейки возможна несколькими способами:
- импульсная сварка;
- сварка с использованием короткой дуги;
- сварка, во время которой применяется так называемый струйный перенос.
Короткая дуга применяется в том случае, когда работа производится для тонкого металла. Использование струйного переноса эффективно для соединения толстых деталей. Технология импульсной сварки является процессом управляемым.
Металл для проволоки в ванну вводится импульсами, при этом подача осуществляется по одной капле.
Дуга работает при среднем уровне тока, тепловложение уменьшается, как и зона общего термического влияния. Размер сварочной ванны получается оптимальным, а это важно для нержавеющей стали. При импульсной технологии также почти не наблюдаются брызг расплавленного металла. Это экономит материалы, сам процесс получается более безопасным. Время для зачистки шва уменьшается, поверхность получается качественной.
Можно ли варить черный металл и нержавейку? Да, такой процесс возможен, но только при выполнении некоторых условий. Надо учесть, зачем используется нержавеющая сталь, какой именно черный металл будет применен. Важно подобрать правильную присадочную проволоку, брать обычную не стоит, так как качество шва получится плохим. При использовании дуги и аргоновой смеси требуется брать специальные присадки из нержавеющей стали.
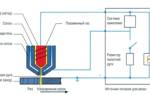
Технология сварки полуавтоматом в условиях защищенной среды
Чтобы ответить на вопрос, как варить полуавтоматом нержавеющую сталь, необходимо четко определить все требования к такому процессу.
Схема сварки в среде защитного газа.
- Газ для сварки берется с таким составом: 70% специальной сварочной углекислоты (можно брать пищевую), 30% аргона В.
- Полярность при работе применима обратная. Полярность прямая возможна только при работе под флюсами.
- Вылет сварочной проволоки должен составлять 6-12 мм. При сварке расстояние от сопла должно составлять 5-15 мм. Рабочий расход газовой сварочной смеси будет составлять 6-12 м³/мин при соблюдении давления в 0,05-0,2 атмосферы. Уменьшать количество газа нельзя, так как в этом случае шов получится недостаточным, качество его будет низким. Возможна и такая ситуация, при которой углерод начнет сильно выгорать, как и легирующие добавки.
- Соблюдать угол сварки надо таким образом, чтобы он смотрел назад. Электрод рекомендуется наклонять в сторону, противоположную ходу шва. Наклон соблюдается в 5-10 градусов. Это дает хорошую глубину провара, шов получается более качественный и ровный. Если угол наклонить вперед, то шов получается широким, а глубина провара меньшей. Последний вариант лучше всего подходит для тонкого металла.
- При сварочном процессе необходимо пользоваться осушителем. Это требуется по той причине, что состав баллона на 60% состоит из воды, при выходе у шва образуется кислота под воздействием высокой температуры и углекислоты. Но эта кислота намного ухудшает качество шва, а осушитель эту проблему может решить. В его качестве используется силикагель либо медный купорос, которые прокаливаются при температуре в 200°C примерно за 15 минут. На 3-4 рабочих объема баллонов необходимо взять всего 100 г такого осушителя.
- Требуется обеспечить защиту от брызг металла. Обычно для этого рекомендуют пользоваться меловым водным раствором.
Основы процесса сварки
Специальная сварочная нержавеющая проволока сама по себе является электродом, что упрощает процесс сварки.
Нержавеющие стали выпускаются 3-х марок, от выбора такой марки будет сильно зависеть процесс сварки:
- пищевая нержавеющая сталь, низколегированная;
- пищевая, химическая нержавеющая сталь, среднелегированная;
- жаропрочная, выдерживающая высокое давление, химическая нержавеющая сталь, высоколегированная.
Чтобы варить полуавтоматом правильно, необходимо использовать специальную проволоку:
- Первые два вида такой сварочной проволоки во время варки обеспечивают смешивание всех легирующих элементов, но металл выгорает, особенно это касается хрома. Происходит процесс так называемого корродирования, когда встречаются агрессивные среды.
- Третий вид сварочной проволоки является специальным, во время сварки не образуются трещины, напряжения в шве, т. е. стык получается качественным.
Подготовительные работы по металлу:
- Поверхность свариваемых деталей надо обезжирить, полностью удалить все следы оксидной пленки. Делается это механическим методом либо с использованием специальных кислот.
- Перед самой сваркой необходимо будущий шов обезводить, для чего его горелкой прогревают до 100°C. Но во время сварки все оставшиеся излишки выкипают автоматически, особенно если делается сплошной шов.
- Есть вариант подготовки, при котором прогревается область металла вокруг будущего шва до 200°C, в некоторых случаях такую процедуру проводят для всей заготовки. Это позволяет уменьшить влияние на металл около шва во время его нагрева при сварке.
- Не рекомендуется греть 2 разных типа стали, только одного типа.
Для боков лучше всего выполнять нахлест с проваркой по двум сторонам, сами кромки можно подогнуть наружу, внутренний угол не проваривается. Наружные кромки часто обрабатывают роликами по методу прессовки.
Как снять напряжение?
При сварке полуавтоматом важно снять напряжение с металла, применяются такие действия:
- Напряжение при отпуске в 560-660°C снимаются. Такой процесс включает прогрев свариваемой детали до необходимой температуры, после чего сама деталь остужается на открытом воздухе.
- Если достигается температура в 760°C, то наблюдается такой процесс, как восстановление хрома на шве. Это позволяет быстро снять напряжение, чтобы обеспечить требуемое качество сварки.
- Для тонкостенных деталей напряжение отлично снимается. Если начинать проколачивать молотками шов уже после сварки, то соблюдается температура работы всего в 100°C.
Выпрямление деформаций
После окончания сварки необходимо выполнить такие действия, направленные на удаление возможных деформаций:
- Через специальную гладилку молотком обрабатывается деталь, которая должна плотно прилегать к наковальне.
- Если на поверхности образовался пузырь, то по краю требуется простучать его молотком, аккуратно приближаясь к самому пузырю. С другой стороны эту область также можно прогреть горелкой, двигаясь по кругу в 30-60 мм. Двигаться надо только в шахматном порядке, не прекращать простукивание молотком.
Сварка нержавеющей стали полуавтоматом требует определенных навыков. Сам процесс включает подготовку области сварки, проволоки для работы. После сварки, если есть необходимость, выполняется работа по устранению деформаций.
Сварка нержавейки полуавтоматом
Нержавеющие стали незаменимы для производства турбинных лопаток, режущего инструмента, гидравлических клапанов, элементов крекинг-установок, сварной аппаратуры, изделий для пищевой промышленности, столовой посуды и других изделий.
При сборочных, ремонтных и монтажных работах с нержавеющей сталью сварщик должен грамотно подобрать необходимый способ сварки, оборудование и режимы работы. Нержавейка является сложным материалом и требует от сварщика определенного опыта и знаний.
Влияние свойств нержавеющей стали на технологию сварки
- Теплопроводность нержавейки в два раза меньше, в отличии от основных видов сталей, применяемых в промышленном производстве. Эта способность позволяет сконцентрировать больше теплоты в месте сварки с проплавлением большего слоя металла и неблагоприятными изменениями его структуры. Если силу тока не понижать на пятую часть от стандартных режимов и дополнительно не охлаждать шов – место сварки становится неустойчивым к коррозии.
- Имея больший коэффициент линейного расширения, чем другие металлы, нержавейка при неравномерности нагрева во время сварочных работ склонна к деформации. Учитывая это свойство, между деталями оставляют определенный зазор, зависящий от их размеров и толщины.
- Высокие температуры влияют на структуру металла. Если места сварки сразу не охлаждать и выполнять работу с превышением оптимальных настроек – на полученных швах возможно скорое появление ржавчины. 500 градусов – максимальная температура сварки для нержавеющей стали.
Подготовка к сварке
Перед самой сваркой кромки деталей подготавливаются особо тщательно, учитывая сложность работы с нержавейкой. Подготовительные работы условно делятся на три последовательные процедуры:
- механическая обработка или зачистка поверхностей свариваемых кромок;
- обезжиривание уайт-спиритом, авиационным бензином или ацетоном;
- удаление из зоны сварки остатков влаги прогреванием.
Виды сварки нержавейки
- сварка с применением покрытых электродов, выбор которых облегчит знакомство с ГОСТ10052-75;
- сварка в аргоновой среде вольфрамовым электродом, степень легирования которого подбирается большей, чем у свариваемой нержавейки;
- сварка полуавтоматом.
Нержавеющая сталь максимально сохраняет свои свойства и структуру металла при сварке полуавтоматом. Защитной средой при выполнении работ является смесь аргона и углекислоты. При 2% углекислоты в этой смеси создаются оптимальные условия получения очень качественного шва. Но для снижения затрат ее процентная доля может доходить до отметки 30. Альтернативой аргону может стать доступный и более дешевый ацетилен. Но повышенная опасность при работе с ним является безусловным минусом.
Этот вид сварки предусматривает применение проволоки из сплава никеля. Применение обычных марок стальной проволоки также возможно, но с худшими качественными характеристиками на выходе.
Роль защитного газа
Выбор способа сварки в среде смеси аргона и углекислоты позволяет изолировать от воздействия воздуха, главным образом от азота, сварочную ванну. Влияние атмосферных воздействий на металлургические процессы, протекающие во время сварки, сводятся к минимуму. В газовой среде интенсивнее сгорает применяемая проволока, обеспечивая получаемому шву улучшенные характеристики.
Конструктивно сварочный полуавтомат во время операции сварки обеспечивает:
- механическую подачу в зону сварки присадочной проволоки, причем скорость подачи настраивается;
- подачу защитной газовой смеси;
- охлаждение горелки;
- возможность доступа и проведение работ в неудобных местах.
Работая с полуавтоматом горелку отклоняют слегка назад и выдерживают расстояние от ее сопла до шва в 8-12 мм. Ток подается на наконечник сопла, через который выходит проволока. Защитный газ и сварочная проволока подаются одновременно. Сварочная дуга расплавляет металл. Процесс сварки обеспечивается подачей расплавленного электродного металла в саму сварочную ванну, функцию защиты которой выполняет газовая смесь.
- соблюдать наклон горелки и допустимый вылет проволоки;
- обеспечить обратную полярность;
- контролировать расход газа (6-12 кубических метров в минуту);
- использовать осушитель;
- варить шов плавно, колебательные движения исключить;
- не начинать и не заканчивать сварку на краю детали;
- промазать свариваемые детали водно-меловым раствором для защиты их поверхностей от расплавленных брызг.
Устранение последствий деформации
Деформация – частое явление после сварки. Тут бессильны и знания и опыт – уж очень капризный материал. Стараясь не нанести другой вред изделию (трещины, разрыв) изделие правят винтовыми прессами, прокатом (эффективно для изделий из тонкой листовой нержавейки), домкратами. Помощником в борьбе с деформациями может быть молоток или горелка. Молотком простукивают деталь через прокладку-гладилку от края к центру выпуклости. Во втором случае прогревание выступа круговыми движениями горелки и простукивание молотком осуществляется до полного выравнивания.
Снизить вероятность будущего напряжения металла позволяет местный подогрев области сварки до начала работ (примерно, до 300 градусов). В готовых изделиях напряжение металла снимается после его прогрева до 660 градусов с последующим свободным остыванием. Для самого сварочного шва температура нагревания – 760 градусов.