Содержание
- Какие электроды применять для сварки алюминия
- Какими электродами лучше варить алюминий
- Характеристика режимов по технологии MIG/MAG
- Выбираем плавящиеся электроды
- Особенности сварки алюминия по методу TIG/WIG
- Выбор вольфрамовых электродов
- Виды электродов по алюминию и правила качественной сварки
- Особенности сварочных работ с деталями из алюминия
- Виды и методы использования электродов по алюминию
- Популярные типы электродов для сварки алюминия
- Как изготовить электроды по алюминию своими руками
- Электроды для сварки алюминия
- Физико-химический состав
- Технические характеристики
- Виды и особенности сварочных электродов по алюминию
- Нюансы сварки
- Популярные марки
- Особенности металла
- Изделия для РД сварки
- Кратко о составе
- Применение инверторов
- Для дюрали
- Сложность выбора
- Самостоятельное изготовление
Электроды по алюминию для дуговой сварки
Какие электроды применять для сварки алюминия
Интересуетесь, какие существуют электроды по алюминию для электродуговой сварки и в среде защитных газов? Расскажем про промышленные и самодельные стержни!
Какими электродами сваривают алюминий
Плавящиеся покрытые стержни:
- ОЗАНА-1 и ОЗАНА-2;
- ОЗА-1 — ОЗА-2;
- УАНА;
- Capilla ALU 60/12 Si;
- Aluminil Si 12;
- EAL 4047;
- ALUMIN-351N;
- ZELLER 480;
- ОЗР — ОЗР-2 использовать лучше для резки металла.
1) ОЗАНА-1, ОЗА-1, ESAB 96.10 применяются для наплавки и сварки чистых сплавов алюминия с предварительным нагревом металла. Процесс происходит на постоянном токе обратной полярности. Шов имеет коррозийную стойкость.
2) ОЗАНА-2, ОЗА-2, ESAB 96.50 сваривают сплавы кремнистые (силумин), АЛ4, АЛ9, АЛ11, пригодны для литья. Постоянный ток обратной полярности. Стержни нуждаются в прокалке, а металл в подогреве.
3) УАНА (солевое покрытие) для алюминиевых литейных сплавов АД00, АД0, АД1, АД, АМц.
4) Capilla ALU 60/12 Si спецпокрытие для соединения алюминиево-кремниевых сплавов (Al-Si, Al-Mg-Si, Al-Si-Mg-Cu). Цена 2 350 рублей за упаковку 2 кг, диаметр стержней 2,5 мм.
5) Электроды для алюминия Aluminil Si 12 со специальным белым покрытием для соединения деталей, где требуется совпадение цвета. Ремонтируют трубы, окна, мебель, детали автомобилей. Литые сплавы с содержанием Si-а до 12% — AlSi 12 (Cu), AlSi 10 Mg (Cu), AlSi 6 Cu 4. Металл толще 15 мм подогревают перед сваркой от 150 °C до 250 °C.
6) EAL 4047 для соединения алюминиевых сплавов:
- Al Si 12 (алюминий-кремний);
- Al Si 12 (Cu);
- Al Si 10 Mg (алюминий-магний-кремний);
- Al Si 10 Mg (Cu);
- Al Si 6 Cu 4.
7) ALUMIN-351N для восстановления турбин, штреков, крышек, поршней, труб толщиной более 2 мм. Свариваемые материалы:
- Al Si 5 Mg (3.2341);
- Al Si 10 Mg (3.2381);
- Al Si 10 Mg (Cu) (3.2381);
- Al Si 12 (3.2581);
- Al Si 12 (Cu) (3.2583);
- Al Si 11;
- Al Si 9 M g;
- Al Si 9 Cu 3;
- Al Si 7 M g;
- Al Si 6 Cu 4.
8) ZELLER 480 с улучшенным покрытием для электродуговой сварки и наплавки алюминия, силумина, дюралюминия. Применяется для устранения дефектов литья и ремонта блоков двигателей, картеров и т.п.
9) ОЗР-1 и ОЗР-2 для резки на повышенных режимах с наклоном стержня в противоположную сторону. Движения электрода возвратно-поступательные: сверху-вниз или вперед-обратно. Прокалка изделий 1 час, при температуре 170 градусов.
Электроды алюминиевые быстро поглощают влагу, хранить их лучше в сухих местах.
Вольфрамовые электроды для сварки алюминия (неплавящиеся):
- WP с зеленным наконечником;
- WZ-8 с белой маркировкой;
- WL-15 (цвет золотистый);
- WL-20 (маркировка синяя),
Для полуавтоматов применяют проволоку MAL 4047, ER 4043, ER 5183, ER 5356.
Цена на стержни описанные выше приличная и домашние «кулибины» делают самодельные электроды для сварки алюминия. В домашних условиях, сделать своими руками стержни — не сложно. Рецепт изготовления прост:
- взять алюминиевую проволоку 3-4 мм, порезать на куски 300-350 мм, зачистить шкуркой;
- измельчить мел, соединить с жидким стеклом (силикатный клей), перемешать до состояния пасты;
- нанести смесь на приготовленные куски слоем 2 мм, просушить.
Проволока погружается в раствор обмазки вертикально, с оставленным чистым концом длиной 30 мм. Самодельные стержни подвешиваются для просушки.
Как варить алюминий электродом
Алюминиевые сплавы имеют различную свариваемость, из-за присутствия в них легирующих элементов разной концентрации. Таблица поможет определить легко и трудносвариваемые группы материалов.
При толщине металла более 5 мм, сварка алюминия электродом выполняется с разделкой кромок. V-образная канавка делается со скосом 45-60 градусов, а технологический зазор между заготовками 1-2.5 мм, исходя от толщины свариваемых элементов.
Изделия подвергаемые сварке нуждаются в просушке (подстраховка от пористости шва), а электроды в прокалке по инструкции завода-изготовителя.
Подготовленные кромки обезжириваются ацетоном или растворителем.
Электросварка алюминия электродом выполняется под прямым углом (без наклона стержня), короткой дугой.
У толстого металла, место соединения подогревается до температуры 150-200 градусов.
Технология выполняется инвертором на постоянном токе обратной полярности (положительный полюс на электроде, отрицательный на детали).
Необходимые сварочные принадлежности:
- источник тока для ручной дуговой сварки;
- металлическая щетка для очистки оксидной пленки;
- молоток для удаления шлаковой корки;
- сварочный щеток;
- электроды;
- краги.
Если у кого нет, чего-либо из описанного оборудования, то поспешите в магазин за покупками.
Описание процесса
Возьмем для примера, материал толщиной 10 мм. Нарезаем кромки под углом 45 градусов. Газовой горелкой делаем просушку и подогрев кромок деталей, предварительно обезжирив их.
С помощью зажимных приспособлений устанавливаем пластины с зазором 1 мм и щеткой удаляем оксидную пленку.
Абразивный инструмент нельзя применять, частицы абразива попадут в вязкий слой алюминиевого сплава и вызовут дефекты сварного шва.
После зачистки выполняем сварку сухим электрод, диаметром 3 мм. После каждого прохода, удаляем шлак молотком. Соединение по шлаку не допускается.
При соблюдении технологических рекомендаций, получается прочное соединение.
Видео:
Какими электродами лучше варить алюминий
Алюминий — не самый простой металл для сварки, поэтому электроды для сварки алюминия выбираются с целью обеспечения качества и долговечности соединения.
Алюминий — не самый простой металл для сварки, поэтому электроды для сварки алюминия выбираются с целью обеспечения наилучшего качества и долговечности соединения. Исходным пунктом является верный выбор технологии сварки — плавящимся (метод MIG/MAG) или неплавящимся (TIG/WIG) электродом, а также наличие соответствующего оборудования.
Характеристика режимов по технологии MIG/MAG
Как известно, данный метод представляет собой использование плавящегося электрода, который работает в среде защитного газа (аргона). В этом случае сварочная проволока подается в зону соединения по коаксиально расположенной в сопле трубке, которая со всех сторон омывается потоком аргона. Рабочая температура в сварочной зоне достигает 1500 0 С, поэтому при использовании метода MIG/MAG для соединения тонкостенных алюминиевых конструкций следует помнить о возможности их тепловой деформации.
Основными режимами, используемыми на практике, являются:
-
Использование короткой дуги. Режим отличается сравнительно низкими токами (не более 180-200А) и малыми диаметрами электродов (до 1,2 мм). Процесс заключается в последовательном чередовании короткого замыкания и последующего гашения дуги, когда происходит застывание металла в расплаве. Метод хорош для небольших толщин алюминиевых изделий. Перегрева металла не происходит, но качество готовой поверхности может быть несколько хуже из-за брызг металла.
В современных сварочных аппаратах все вышеперечисленные режимы могут программироваться заранее.
Таким образом, при выборе плавящихся электродов к технологии MIG/MAG необходимо предварительно изучить технические возможности оборудования для электродуговой сварки алюминия и установить требования, касающиеся качества конечного шва.
Выбираем плавящиеся электроды
- Фактора полярности тока (алюминий по методу MIG/MAG варится только на обратной полярности).
- Расчета сечения в зависимости от используемой силы тока: на каждый квадратный миллиметр поперечного сечения электрода должно приходиться не более 25 А сварочного тока.
- Предварительного подогрева до 300-400 0 С (более высокие значения — для сварки изделий с большей толщиной) снижает расход материала и увеличивает стабильность процесса.
- Наличия или отсутствия сварочного флюса. Для соединения алюминиевых конструкций небольшой толщины такой флюс в виде обмазки можно подготовить и самостоятельно. Для этого карбоксилметилцеллюлозу (аморфное вещество, известное как пищевая добавка Е-466) замешивают в воде до вязкой консистенции, после чего наносят на электрод и прогревают его при температуре 250-300 0 С.
В зависимости от вида электродуговой сварки могут быть использованы и другие виды сварочных электродов. Например, для заварки дефектов в алюминиевых отливках, при ликвидации повреждений в алюминиевых дисках, а также при работах с алюминиевыми заготовками малой толщины электрод для алюминия может быть из угольного стержня. Используется только ручная сварка, которая должна проводиться на прямой полярности.
- Щелочно-солевые типа ОК (для алюминия подходят виды 96.20, 96.10 и 96.50). Такие электроды особенно эффективны при неразъемных соединениях алюминиево-магниевых сплавов типа АМг и АМц, а также силуминов. Для сварки дюралюминов эти исполнения непригодны. Отличаются повышенной гигроскопичностью, поэтому их следует хранить только в сухих помещениях и только в заводской упаковке;
- ОЗАНА, весьма популярные в среде пользователей. Имеют две модификации. ОЗАНУ-1 используют для сварки алюминия технической чистоты (марок АД, А0, АД33 и т.п.). .ОЗАНА-2 — класс, который предназначается для работ с кремнисто-алюминиевыми сплавами. Ими также можно вести сварку как вертикальных, так и горизонтально расположенных швов;
- Проволочные ОЗА на основе сварочной алюминиевой проволоки СвА. Считаются наиболее универсальными видами, предназначенных для сварки алюминия.
Плавящийся электрод можно изготовить и своими руками. Для этого подходящую по диаметру алюминиевую проволоку разрезают на мерные прутки длиной 250-300 мм. Далее готовят поверхностную обмазку из мелко толченого мела и силиката натрия (жидкого стекла). Когда состав достигнет равномерной слабовязкой консистенции, его наносят на поверхность отрезанных прутков. Толщина обмазки не должна быть менее 1,5 мм. После тщательного просушивания самодельный электрод для алюминия готов к использованию.
Выбор электрода производится в зависимости от марки свариваемого алюминиевого сплава. Изделия нуждаются в предварительной подготовке. Простейшее исполнение можно изготовить и самостоятельно.
Особенности сварки алюминия по методу TIG/WIG
- Значительно более высокая температура плавления вольфрама, вследствие чего электрод выполняет функцию дополнительного теплового воздействия на соединяемый металл, а сам в процессе плавления не участвует.
- Надежное укрытие сварочной ванны от внешних воздействий, что исключает образование брызг алюминия.
- Равномерность теплового поля внутри зоны обработки, в результате чего металл шва не отличается по своим структуре и свойствам от металла заготовки. При сварке разнородных алюминиевых сплавов состав сварного шва определяется интенсивностью протекания диффузионных процессов. В частности, там всегда присутствуют интерметаллидные соединения, повышающие прочность шва.
Применение процесса TIG/WIG на обратной полярности принципиально возможно, но используется гораздо реже. Наоборот, учитывая постоянно возрастающее количество бытовых сварочных инверторов, целесообразнее применять метод в условиях переменного тока.
Метод хорош при соединении алюминиевых конструкций с небольшой толщиной (до 2-2,5 мм) и не отличается высокой производительностью. Причина заключается в способе функционирования самого инверторного аппарата. Поскольку в его рабочем контуре постоянно осуществляется двухстадийное преобразование тока — из переменного в постоянный, а затем обратно, то этот контур интенсивно нагревается. Обдув сварочного инвертора проблемы полностью не решает, поэтому для каждой модели инвертора есть свое значение продолжительности включения (ПВ). Реальное ПВ инверторов не превышает 0,85-0,9 (утверждения о конструкциях аппаратов с более высоким ПВ следует рассматривать только как пиар-акцию их производителей). Наконец, для получения качественного сварного шва после сварки алюминия инвертором необходим большой опыт.
Соединение алюминиевых деталей при помощи инвертора возможно при соответствующей квалификации сварщика и с учетом технических возможностей имеющегося сварочного аппарата.
Выбор вольфрамовых электродов
- Наиболее бюджетные типа ЭВЧ, которые состоят из 98,5 % химически чистого вольфрама с добавкой железа, кальция, молибдена, никеля и кремния. Профессионалы недолюбливают эти марки электродов, поскольку считают, что зажигание дуги в этом случае происходит нестабильно (для инверторных аппаратов это обстоятельство важно). Такие электроды могут быть шлифованными и не шлифованными.
- Типа ЭВЛ — отличающиеся тем, что в их составе дополнительно присутствует оксид лантана (в количестве до 1,4%). Наличие этого вещества улучшает условия поджига дуги и уменьшает склонность дугового разряда к прожогу поверхности соединяемых деталей. В электродах марки ЭВЛ-2 количество оксида лантана доведено до 2%.
- Типа ЗВТ, в составе которых наличествуют тантал и двуокись тория (их суммарное процентное содержание в составе материала электрода достигает 3,5-5%). Наличие указанных компонентов позволяет успешно варить алюминий в сочетании с другими алюминиевыми сплавами. Электроды этого типа выделяются своей наивысшей ценой.
- Марка WP (зеленый цвет) считается наиболее универсальной. Такими электродами можно работать как по чистому алюминию, так и по его сплавам. Пригодны для сварки переменным током, причем с возрастанием частоты осцилляций качество соединения увеличивается. Поскольку теплостойкость материала ограничена, то для обеспечения более равномерного теплового поля торец выполняют полусферическим;
- Марка WZ-8 (белый цвет) используется при наличии специальных требований к химической чистоте шва. Роль такого очистителя выполняет окись циркония, которая входит в состав. Кроме того, оксид циркония повышает стабильность горения дугового разряда и увеличивает термостойкость;
Марка WТ-20 (красный цвет) по своим потребительским характеристикам примерно соответствует отечественным маркам ЭВТ. Однако для соединения алюминия и его сплавов они используются реже, поскольку ухудшают стабильность горения дуги. Единственное их преимущество — высокая стойкость, что имеет значение при продолжительных сварочных операциях.
Виды электродов по алюминию и правила качественной сварки
Электроды по алюминию, представляющие собой металлические стержни, покрытые специальной обмазкой, очень редко используют на крупном производстве. С их помощью варят металл в домашних условиях, на небольших предприятиях или при выполнении сложных монтажных работ вне стен производственного цеха. При использовании таких электродов удается избавиться от оксидной пленки на поверхности алюминия, которая очень сильно затрудняет сварочные работы, выполняемые с деталями из данного металла.
Шведские электроды Elga для сварки алюминия и его сплавов
Особенности сварочных работ с деталями из алюминия
Всем специалистам-сварщикам известно: варить алюминий непросто. Это объясняется наличием на поверхности деталей из этого металла тугоплавкой оксидной пленки. Важнейшими задачами, которые необходимо решить для того, чтобы сварка была выполнена качественно, являются тщательная очистка поверхностей соединяемых заготовок от загрязнений и удаление с них оксидной пленки.
Чтобы эффективно очистить и обезжирить поверхности алюминиевых деталей перед тем, как вы начнете выполнять сварочные работы, можно использовать органический растворитель (ацетон, РС-1, РС-2, уайт-спирит) либо щелочную ванну (в ней заготовки оставляют на несколько минут – не более 5). Выдержка в щелочной ванне является более эффективным способом очистки деталей из алюминия. Приготовить раствор для нее несложно даже в домашних условиях своими руками. Для этого потребуются:
- 1 л воды;
- 50 г карбоната натрия;
- 50 г технического тринатрийфосфата;
- 30 г жидкого стекла.
Пример очистки алюминиевой детали в щелочном растворе
После очистки деталей из алюминия и их обезжиривания надо решить еще одну важную задачу – удалить тугоплавкую оксидную пленку. Если этого не сделать, варить такие заготовки будет очень затруднительно, а полученное соединение будет обладать низким качеством и невысокой надежностью. Для удаления оксидной пленки в производственных и домашних условиях используют металлические щетки, напильники или шлифовальные машинки. После выполнения механической обработки поверхности соединяемых деталей второй раз обрабатывают растворителем.
Поверхность детали из алюминия, качественно подготовленная к сварке путем механической чистки
По окончании вышеперечисленных подготовительных работ можно приступать к сварке деталей из алюминия. Лучше всего делать это с помощью инвертора, используя специальные электроды для сварки алюминия. Их, чтобы получить стабильно горящую дугу и качественный сварочный шов, необходимо прогреть в печи, выдерживая температуру 200 градусов Цельсия. Продолжительность такого прогрева должна составлять порядка 2 часов.
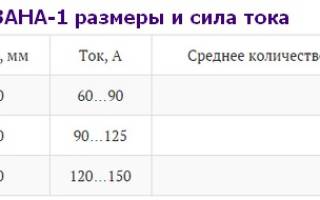
Чтобы варить алюминий, необходимо использовать источник постоянного тока и подключать его в обратной полярности. Используя определенные электроды для сварки алюминия, важно правильно выбирать силу сварочного тока: его величина должна составлять 25–30 А на один миллиметр их диаметра.
Прогрев алюминиевых заготовок газовой горелкой
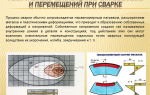
Необходимо учитывать еще одну тонкость, которая позволяет получать надежные и качественные сварные соединения. Заключается эта тонкость в том, что место будущего соединения прогревают при помощи газовой горелки. Температура, до которой необходимо нагреть соединяемые детали из алюминия, зависит от их толщины. Чем этот показатель выше, тем интенсивнее следует прогревать заготовки из алюминия.
На качество сварного соединения деталей из алюминия влияет в том числе и скорость их охлаждения: она должна быть очень медленной. Такие технологические приемы позволяют хорошо проплавить металл даже при сварке на невысоких токах, избежать коробления соединяемых деталей и появления в месте их соединения кристаллизационных трещин.
Есть ряд обязательных действий, которые выполняют при сварке алюминия (их можно также изучить по видео).
- Перед сваркой, если предстоит варить детали значительной толщины, место соединения необходимо прогреть при помощи газовой горелки.
- Полученный сварной шов следует тщательно очистить от шлака.
- Очищенный сварной шов обдается горячей водой (это обеспечит его медленное остывание).
- После остывания шов тщательно очищается от остатков шлака металлической щеткой. Если не выполнить это требование, остатки шлака на сформированном соединении могут привести к образованию и развитию коррозии.
Виды и методы использования электродов по алюминию
Варить алюминий можно с помощью электродов различного типа – угольных, графитовых, вольфрамовых. На их выбор оказывает влияние ряд факторов. В первую очередь, это технология сварки, которую планируется использовать.
Сварка, выполняемая по ручной дуговой технологии
Эта технология предполагает использование в качестве электродов угольных стержней, а также металлических прутков со специальным покрытием, выполняющим роль присадочного материала. Такую сварку проводят на прямом токе обратной полярности. Особенно активно она используется при соединении алюминиевых деталей небольшой толщины, при исправлении брака, обнаруженного в отливках из алюминия. Для сварки с использованием данной технологии, как правило, пользуются инвертором.
Дуговая сварка, выполняемая по автоматической технологии
Такая технология эффективна при соединении встык алюминиевых деталей, толщина сечения которых больше 4 мм. В качестве электродов используется алюминиевая проволока, а сам процесс выполняется под слоем флюса, обладающего невысокой электропроводностью. Основу такого флюса составляет карбоксиметилцеллюлоза, замешиваемая на обычной воде. После замешивания флюс перетирается через ячейки сита, а затем прогревается в течение 6 часов при высокой температуре – 300 градусов Цельсия.
Сварка в среде защитных газов (аргона или его смеси с гелием)
Такая сварка, для которой применяется алюминиевая проволока, используется для соединения алюминиевых деталей, отличающихся небольшой толщиной. Для зажигания и поддержания в стабильном состоянии сварочной дуги при применении данной технологии необходимы вольфрамовые электроды. Выполняться такая сварка может и в ручном, и в автоматическом режимах, для чего используется погруженная или импульсная дуга. Сварочная дуга, создаваемая при помощи вольфрамового электрода, отличается высокой стабильностью, что дает возможность получать качественные и надежные соединения.
Такая сварка характеризуется высокой скоростью выполнения и проходит с применением вольфрамовых электродов и присадочной алюминиевой проволоки. Для плазменной сварки необходим источник переменного тока. Диаметр вольфрамовых электродов, применяемых при этом, находится в интервале 0,8–1,5 мм. Защитным газом для такой сварки выступает аргон (в чистом виде или в смеси с гелием).
Небольшой обзор дорогих электродов для сварки алюминия и его сплавов от производителя Weldcap.
Популярные типы электродов для сварки алюминия
Среди большого разнообразия электродов, которые применяют для сварки деталей, выполненных из алюминия, есть ряд марок, которые пользуются наибольшей популярностью.
Щелочно-солевые электроды марки ОК
Наиболее популярными моделями являются 96.10, 96.20, 96.50. Такими электродами рекомендуется варить технический алюминий, а также изделия из сплавов данного металла с марганцем и магнием. Электроды названных марок отличаются высокой гигроскопичностью, поэтому хранить их следует в помещениях с минимальным уровнем влажности.
Сварочные электроды ОК
Распространенными модификациями этих электродов для алюминия являются ОЗАНА-1 и ОЗАНА-2. Первые используют, если необходимо выполнить сварку или наплавку деталей из сплавов А0-А3, вторые – для сплавов АЛ4, АЛ9, АЛ11 и др.
Для их изготовления используется проволока сварочная алюминиевая марок СвА 1,3,5,10. Применяются электроды данной марки для сварки деталей, которые изготовлены из чистого алюминия или выполнены из сплавов данного металла с кремнием.
Марки электродов по алюминию и их особенности
Их применяют для сварки заготовок из деформируемых и литейных сплавов алюминия.
Это электроды из вольфрама, сварка с их использованием выполняется в защитной среде аргона. Изделия данной марки не в состоянии обеспечить качественного зажигания сварочной дуги, поэтому они не очень популярны у профессионалов.
На видео ниже вы можете ознакомиться с кратким обзором турецких электродов по алюминию Kobatek.
Как изготовить электроды по алюминию своими руками
Все марки электродов, которые используются для сварки деталей из алюминия, стоят недешево, поэтому у многих домашних умельцев возникает естественный вопрос: можно ли сделать их своими руками. В интернете есть много видео, наглядно демонстрирующих процесс изготовления самодельных электродов по алюминию. Кроме того, чтобы своими руками сделать электроды, применимые для сварки алюминия, вы можете воспользоваться следующей инструкцией.
- Алюминиевая проволока, диаметр которой составляет 3–4 мм, нарезается на куски длиной 25–30 см.
- Для приготовления обмазки электродов необходимо измельчить обычный мел и смешать полученный порошок с силикатным клеем – жидким стеклом. Смесь данных компонентов надо довести до однородной массы и обмазать ею прутки из алюминиевой проволоки.
- Обмазку из силикатного клея и измельченного мела наносят на поверхность алюминиевого прутка слоем толщиной 1,5–2 мм, затем полученный электрод сушат до полного затвердевания его поверхности.
Пользуясь этой несложной инструкцией, вы сможете сделать своими руками электроды для сварки заготовок из алюминия, а приведенное ниже видео на данную тему вам в этом поможет. Несмотря на простоту изготовления, самодельные электроды дают возможность выполнять сварку деталей из алюминия с высокой эффективностью, получать качественные и надежные соединения.
Электроды для сварки алюминия
Каждый мастер, который занимается сваркой, хорошо знает, насколько сложно иметь дело с алюминием во время рабочего процесса. Сварка алюминия электродом достаточно сложная процедура из-за того, что сам металл сильно подвержен негативному влиянию внешних факторов. Электроды по алюминию хоть и призваны улучшить данную ситуацию, так как содержат в себе различные добавки, облегчающие сваривание и создающие дополнительную защиту, но они не способны справиться со всеми сложностями, которые нужно решать уже предварительной обработкой.
Электроды для сварки по алюминию
Проводится также сварка проволокой для алюминия, которая пригодна для газовой или аргонодуговой сварки алюминия. Использование электроды является одним из самых сложных, но в то же время самых доступных способов, которые имеют низкую себестоимость. Главной особенностью, которой обладают электроды для сварки алюминия своими руками, является их относительно низкая температура плавления. Благодаря этому они плавятся с большей скоростью. Для создания качественного шва требуется опыт, так как вести наплавку приходится значительно быстрее и тут необходимы навыки.
Электроды для сварки алюминия своими руками
Область применения данных расходных материалов очень широка, так как металл и его сплавы часто встречаются в промышленности и при создании бытовых изделий. Ведь при высоких свойствах крепости он обладает легкостью. Применяя электроды для сварки алюминия инвертором в домашних условиях можно столкнуться с рядом проблем. Но все же, при выборе качественных наплавочных материалов и должной подготовке, это осуществимо. Стоит отметить, что ни одно защитное покрытие или газ не сможет справиться с оксидной пленкой. Во время наплавки дугу следует держать как можно ниже к основному металлу, что даст более качественный шов.
Электроды для сварки алюминия инвертором
Некоторые модели электродов содержат дополнительные добавки, которые делают их более уместными в том или ином случае. Во многом они касаются работы со сплавами, так как состав стержня алюминиевого электрода должен быть максимально схожим с тем, что им придется сваривать. Таким образом, можно условно разделить электроды для технически чистого металла и для его сплавов. Практически все марки требуют предварительный подогрев перед использованием, не говоря уже о просушке и прокалке, так как резкий перепад температуры приведет к большой степени разбрызгивания. Используются все эти разновидности только при постоянном токе обратной полярности, так как при переменном роде тока качество соединения резка падает.
Физико-химический состав
Состав электродов по алюминию для дуговой сварки сильно отличается в различных марках. В основу их все равно входит чистый алюминий, масса которого является подавляющей, но главные свойства определяются различными добавками, которые могут служить для сварки сплавов и так далее. К примеру, марка ОЗА 1 предназначается для работы с чистым металлом и она практически на 99% состоит из него. Остальной 1% это добавки, куда входит 0,5% кремния, 0,25% титана, 0,2% железа и прочие примеси. Если же материалы предназначены для сварки алюминиево-кремниевых сплавов, то в них может содержаться около 12% кремния, а все остальное алюминий.
Электроды для сварки по алюминия марки ОЗА 1
Технические характеристики
Механические свойства сварочных электродов по алюминию являются одним из главных параметров, по которому подбирают материалы для той или иной процедуры. Крепость полученного шва, пластичность наплавленного металла и прочие важные параметры становятся определяющими. Во многом они зависят от состава, но в целом, в марках преобладает алюминий, так что основные свойства они получают из этого металла. На примере ОЗА 1 можно рассмотреть основные характеристики, которые присутствуют в таких наплавочных материалах.
Временное сопротивление разрыву, Н/мм 2
Производительность наплавки (для д. 4 мм), г/мин
Расход электродов на 1 кг наплавленного металла, кг
Марки электродов для сварки алюминия
ОЗА-1 – применяется при сваривании металла в чистом виде. В таких электродах наблюдается минимальный процент примеси. При сварке может потребоваться дополнительное использование алюминиевых флюсов.
Сварочные электроды ОЗА-1
ОЗА 2 – эти сварочные материалы больше подходят для сваривания сплавов алюминия и кремния. Ни применяются для наплавки металла, заваривания брака в литейном производстве и прочих отраслях, где встречается данный сплав. Здесь также требуется дополнительное использование флюса.
Сварочные электроды ОЗА-2
ОК96.10 – покрытие здесь представлено щелочно-солевым типом. Это лучше всего подходит для технического металла, в котором нет примесей. Они чувствительны к понижению силы тока, так как при низких параметрах будет слишком частое залипание материалов. Скорость плавления здесь, примерно, около трех раз выше, чем у других металлов.
Сварочные электроды ОК96.10
ОК96.20 – тут также присутствует щелочно-солевое покрытие, благодаря чему повышается качество соединения металлопроката. Эти электроды предназначены для сварки сплавов с магнием и марганцем. Сам стержень имеет добавки марганца в составе. Благодаря высокой гигроскопичности покрытия эти материалы нужно подогревать при температуре в 220 градусов Цельсия.
Сварочные электроды ОК96.20
Обозначение и маркировка
Электрода ОЗА 1 расшифруются как наплавочные материалы с основным покрытием, предназначены для сварки технического алюминия и содержащие 1% примесей.
Выбор
Электроды для сварки дюралюминия и других сплавов подбираются под основной металл. Желательно, чтобы содержание дополнительных элементов в обоих случаях было одинаковым. Допускается присутствие небольшого количества элементов, улучшающих свойства сваривания, примерно в сотых долях процента. Зачастую в марках указано, к каким именно сортам металла и сплава они предназначаются, так что выбор не будет сложным даже для новичков. Далее следует обратить внимание на толщину электрода, так как она не должна быть слишком большой. Из-за низкой температуры плавления всегда остается риск пропалить основной металл. Расхождение между толщиной должно составлять максимум 1 мм.
«Важно!Не стоит использовать электроды, которые просушивались и более двух раз, так как это может ухудшить качество сваривания.»
Основные режимы и нюансы применения
В данном деле технология проведения процесса и подготовка оказывается не менее важной, чем выбор нужной марки. Поэтому, нужно знать особенности, как варить алюминий электродом. Прежде всего требуется заняться подготовительным этапом. Здесь наблюдается очень большая чувствительность к чистоте поверхности. Причем это касается не только физических, но и химических параметров. Перед самой сваркой нужно зачистить поверхность щеткой, а также обработать ее растворителем, чтобы снять оксидную пленку. Иным способом ее убрать не получится, так как температура ее плавления в три с половиной раза выше, чем температура плавления алюминия.
Когда все подготовлено, то можно приступать к свариванию. Главной особенностью, которую стоит учесть, является скорость плавления электрода. Она в несколько раз выше, чем при сварке стали. Тут нужно только нарабатывать опыт. Если сварщик в первый раз встречается с данным процессом, то не стоит сразу браться за тонкие листы металла, а лучше попрактиковаться на более толстых разновидностях, где меньше риск пропалить основной металл.
Виды и особенности сварочных электродов по алюминию
Стержни, покрытые обмазкой со специальным химическим составом — это электроды по алюминию, которые довольно редко используются на крупных предприятиях.
Такими изделиями пользуются домашние мастера или частные фирмы при ремонте алюминиевых частей бытовых. Отличие — они позволяют избавляться от пленки, появляющейся на цветном металле, что затрудняет сварку.
Нюансы сварки
Перед началом сварочного процесса производятся дополнительные работы по удалению плёночного покрытия с поверхности деталей, иначе соединение будет ненадежным. Один из эффективных методов — это выдержка заготовок в ваннах со щелочной средой, а для приготовления аналогичного раствора нужны простые составляющие: около литра чистой воды; по 50 грамм карбоната и фосфата натрия; 30 граммов жидкого стекла.
Затем проводят зачистку соприкасающихся частей при помощи подручных средств, чтобы дуга устойчиво горела и образовывался шов высокого качества используют инвертор и электроды для сварки алюминия, которые прокаливают в течение двух часов при температуре не менее 200 0 C.
Популярные марки
Производители наводнили рынок электродами по алюминию, но мы
расскажем только о марках, которые пользуются повышенным спросом.
Щелочно-солевые
Алюминиевые электроды марки ОК от компании ESAB модели 96.10, 20 и 50, т. к. изделия обладают высокой гигроскопичностью, хранить упаковки надо в помещениях с минимальной влажностью.
Для алюминиевых сплавов типа А0-А3 — применяют марку с цифрой один, а АЛ4, АЛ9, АЛ11 успешно соединяются электродами с цифрой 2.
Детали из чистого алюминия свариваются стержнями из проволоки СвА 1 (ОЗА-1), а для сплавов Al + Si — марки СвАК-З,5,10 (ОЗА-2)
Основа электрода — вольфрам, сварочный процесс происходит под защитой аргона, активация дуги не всегда отличается качеством, поэтому в среде профессиональных сварщиков популярности не имеет.
Относятся к неплавящимся электродам из чистого вольфрама, для применения требуется специальное оборудование.
UTP 48 (UTP 480)
Содержат до 12% Si, формируют ровный мелкочешуйчатого вида шов, стабильная дуга, а шлаковые образования легко удаляются.
Особенности металла
Алюминий сложен для сварочных работ ручным методом, поэтому на крупных промышленных предприятиях используется специальная техника. Вот перечень основных особенностей металла, усложняющих процесс сварки:
- Наличие на поверхности оксидной пленки, чтобы удалить это образование нужно нагреть металл до температуры 2 тыс. градусов.
- Расплавленный металл быстро окисляется на открытом воздухе, поэтому тяжело делать цельный шов — надо обеспечивать защиту инертным газом.
- Металл при расплавлении становится текучим, поэтому применяются теплоотводящие прокладки.
- При остывании алюминий, особенно его сплавы с кремнием, имеют склонность к образованию трещин во время кристаллизации.
- Показатель линейного расширения довольно высокий, поэтому при остывании шов деформируется.
Дома или в мастерских малого бизнеса применение специального оборудования дорого и нерентабельно, поэтому используется ручной вид сварки.
Изделия для РД сварки
Для дуговой сварки используются плавящиеся электроды по алюминию, отличающиеся высокой скоростью плавления, поэтому сварка происходит в два-три раза быстрее, а от исполнителя требуются определенные навыки, чтобы не происходило затухания дуги. В такие неприятные моменты мгновенно образуется слой шлака и повторно активировать дугу довольно проблематично. Опытные сварщики советуют не прерывать процесс до полного использования.
Кратко о составе
Покрытие состоит из хлорида и фторида щелочноземельного или щелочного металла, которые легко вступают в реакцию с пленкой при активации сварочной дуги, а комплексные соединения образуют шлак. Для конкретных задач выбираются электроды с разными покрытиями, некоторые из них позволяют легировать металл шовного соединения, благодаря специальным добавкам, находящимся в обмазке. Особый химический состав стержня принимает активное участие в этом процессе.
Применение инверторов
Так как алюминий считается трудно поддающимся сварке металлом, поэтому использование инвертора и электродов для сварки алюминия обеспечивает формирование высокого качества шва. Основные преимущества инверторного оборудования:
- Малое потребление электрической энергии при высоком КПД.
- Защищен от перепадов напряжения, поддерживает стабильный ток.
- Компактность устройства позволяет применять его в любых условиях.
- Позволяет работать с любыми сплавами, независимо от их совместимости.
- Используются электроды по алюминию любого вида.
При использовании полярности обратного типа применяют стабильную подачу силы тока, чтобы дуга не затухала, а шов формировался только высокого качества.
Для дюрали
Дюралюминий — это высокопрочные сплавы на основе алюминия с добавлением меди, марганца или магния. Для сварки по дюралю подходят практически все электроды, которые были разработаны для сварки алюминия, например, ESAB из Швеции марки OK 96.10 или сплавов — ОК 96.50.
Сложность выбора
Предлагаем советы от профессиональных сварщиков, как надо выбирать сварочные электроды по алюминию:
- Расходники по химическому составу должны точно подходить к сплавам.
- Диаметр стержня выбирается соизмеримо с толщиной металла заготовок.
- Перед использованием электроды надо прокалить в печи, но не более двух раз, чтобы не пересушить обмазку.
- Тщательная обработка рабочих поверхностей при помощи щелочных ванн и металлической щетки, с последующей протиркой растворителем.
Самостоятельное изготовление
Электроды, используемые для сварки или пайки алюминия, стоят дорого, поэтому домашние умельцы стараются сделать их самостоятельно. Как сделать электроды по алюминию в домашних условиях? Предлагаем простой вариант:
- возьмите проволоку из алюминия с диаметром не более 4 мм и нарубите отрезки длиной до 30 см;
- измельченный мел смешайте с жидким стеклом или силикатным клеем, затем окуните в суспензию нарезанные прутки;
- толщина обмазки до 2,0 мм, потом высушить готовое изделие.
Такая простая конструкция самодельных электродов позволяет успешно выполнять сварочные работы, получая шов высокого качества, что во многом зависит от опыта исполнителя.
Сварочные работы, связанные с алюминием — это сложная и трудоемкая работа, без опыта и умения выполнить аналогичную операцию не у всех получится, только квалифицированные сварщики гарантируют качество и надежность отремонтированных изделий.