Содержание
- Способы соединения оптических волокон
- Варим оптоволокно в домашних условиях — dert — LiveJournal
- Oct. 18th, 2009
- Работа с оптоволокном: не так страшно, как кажется
- Монтаж сетей GPON: какие инструменты использовать?
- Последовательность действий при соединении оптических волокон
- Соединение оптических волокон
- Особенности наборов инструментов для GPON
- Почему нужно пользоваться только профессиональными инструментами?
- Процесс сварки оптоволокна
- Строение кабеля
- Устройство и принцип работы сварочного оборудования
- Выбор сварочного аппарата
- Технология сварки ВОЛС
- Нюансы сварки оптоволокна
Соединение оптоволоконного кабеля своими руками
Способы соединения оптических волокон
Для объединения сетей, расположенных в разных зданиях, в единое информационное пространство, не обойтись без построения магистральных кабельных линий. В зависимости от требуемой скорости передачи данных или сигналов, расстояний между портами активного оборудования для магистрали могут применяться различные технологии и среды передачи данных: коаксиальные кабели, кабели витая пара, оптические кабели и беспроводные технологии.
С функциональной точки зрения, когда расстояния между сетями свыше 150 метров, и когда требуется передать данные свыше 10 мбит/сек, самым лучшим вариантом на сегодняшний день является применение оптических кабелей и построение волоконно-оптических линий связи (ВОЛС). Средой передачи данных в ВОЛС является оптическое волокно (оптоволокно).
Рис. 1 Структура оптоволокна
Конструкция оптического волокна изображена схематично на рисунке 1, а и б – сердцевина и оболочка оптоволокна; в, г и д – буферная, упрочняющая и защитная оболочки. При построении магистрали в СКС стандартами допускается использовать два типа оптических волокон: одномодовое и многомодовое оптоволокно.
Преимущества использования оптических кабелей очевидны, это и широкая полоса пропускания, на сегодняшний день ограниченная исключительно возможностями оконечного оборудования, низкий уровень затухания, позволяющий использовать линию связи на расстоянии нескольких десятков километров без усиления оптического сигнала, хорошую защищенность информации, которую нельзя считать из линии не нарушив ее целостность, и многое другое. Но у ВОЛС есть и недостатки, одним из которых являются некоторые сложности при соединении отдельных участков кабеля. И одна из самых ответственных работ после прокладки кабеля, требующая наличия на фирме высококвалифицированных специалистов, соединение оптических волокон.
На сегодняшний день существует множество технологий соединения оптических волокон. Я в данной статье рассмотрю две из них – это дуговая сварка, осуществляемая при помощи сварочного аппарата и механическое соединение внутри специальной муфты – сплайса (не путайте с кабельной муфтой, служащей для соединения, двух или нескольких оптических кабелей).
Сварка оптических волокон
Для сварки оптических волокон применяется специальный сварочный аппарат. Это комплексное устройство, содержащее в себе микроскоп, служащий для юстировки волокон, зажимы с v-образными желобками для надежной фиксации волокон и микроприводами, служащими для автоматизации процесса, дуговую сварку, термоусадочную камеру для прогрева защитных гильз, микропроцессор, служащий для управления аппаратом и систему контроля качества.
Технология процесса сварки оптических волокон состоит из следующих шагов:
- Снятие оболочек, изображенных на рис. 1 в-г с помощью стриппера буферного слоя – инструмента, предназначенного для работы с волокнами различных диаметров.
- Подготовка волокна к сварке. Сначала на один из концов одевается термоусадочная гильза, необходимая для защиты места сварки. Затем зачищенные концы оптоволокон обезжириваются с помощью безворсовой салфетки, смоченной в спирте. После обезжиривания торец волокна скалывается особым приспособлением – скалывателем. Угол скола должен составлять 90°±1.5°, в противном случае на месте сварки образуется неоднородность, приводящая к большому затуханию и обратным отражениям. После скола оптические волокна укладываются в сварочный аппарат.
- Сварка. Сначала волокна в аппарате выравниваются. Если аппарат автоматический, то он сам оценивает угол скола, юстирует волокна друг относительно друга и, после подтверждения со стороны оператора, проводит процесс сварки. Если аппарат неавтоматический, то все эти операции производятся специалистом вручную. В процессе сварки волокна нагреваются и плавятся электрической дугой, затем совмещаются, и место сварки дополнительно прогревается для устранения внутренних напряжений.
- Контроль качества сварки. Автоматический сварочный аппарат анализирует изображения, полученные от микроскопа и выдает приблизительную оценку уровня потерь. Более точно результат можно оценить с помощью оптического рефлектометра – прибора, позволяющего выявить неоднородности и степень затухания на протяжении всей линии.
- Защита места сварки. Защитная гильза, одетая на один из концов кабеля, сдвигается на место сварки и помещается в термоусадочную печь примерно на минуту. После остывания гильза помещается в защитную сплайс-пластину муфты или оптического кросса, где укладывается технологический запас волокна.
Механическое соединение оптических волокон – механический сплайс
Для механического соединения оптических волокон используется специальное устройство – сплайс (splice), схематичная конструкция которого изображена на рисунке 2.
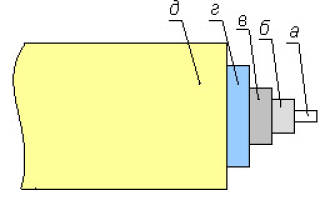
Рис. 2 Конструкция сплайса для механического соединения оптических волокон
Сплайс состоит из корпуса (а), в который, через специальные каналы и направляющие в вводятся сколотые концы волокон (г). Направляющие служат для прецизионной стыковки торцов в камере, заполненной иммерсионным гелем (д), необходимым для сведения к минимуму переходного затухания и герметичности соединения. Показатель преломления геля близок к показателю сердцевины волокна, что позволяет свести к минимуму обратное отражение. Сверху корпус закрывается крышкой (б).
Технология процесса соединения оптоволокон при помощи механического сплайса состоит из следующих шагов:
1. и 2. Аналогично пунктам 1 и 2 при использовании сварки волокон. Концы волокон зачищаются, обезжириваются и у них скалываются торцы. Допуски по углам скола так же очень жесткие. Отличие механического сплайса от сварного сплайса – не требуется использование термоусадочной гильзы, так как механический сплайс выполняет функцию механической защиты оптических волокон.
3. Механическое соединение. Подготовленные концы волокон вводят с разных сторон через боковые каналы сплайса в камеру, заполненную иммерсионным гелем. Волокна вводятся до взаимного контакта. После введения крышка сплайса закрывается и надежно скрепляет место соединения.
4. Укладка. Собранный сплайс устанавливается на сплайс-пластину муфты или кросса, вместе с ним укладывается технологический запас волокна.
Качество механического соединения можно проверить с помощью оптического тестера или рефлектометра.
Сравнение использования сварки или механического соединения оптических волокон
Каждый из двух приведенных способов имеет свои достоинства и недостатки.
К достоинствам сварного соединения можно отнести низкое переходное затухание, высокую надежность и быстрая скорость соединения волокон. Недостатком является высокая стоимость оборудования (сварочного аппарата), наличие квалифицированного оператора, необходимость в большей площади для выполнения работ и электропитание (либо подзарядка) сварочного аппарата.
Достоинствами механического соединения являются простота и малые затраты времени на монтаж, меньшая длина технологического запаса волокна, недостатки – более высокий уровень переходного затухания.
Применение описанных в статье способов применения
Сварное соединение имеет смысл использовать при построении длинных участков магистралей. В случаях, требующих высокого качества линии, например, при построении высокоскоростных ВОЛС для ЦОД, где требуются низкие параметры затухания и обратных отражений.
Сращивание при помощи механического сплайса применимо чаще всего для временных соединений, например, при срочном устранении повреждений кабеля, для монтажа малобюджетных линий и при работе в труднодоступных местах.
Варим оптоволокно в домашних условиях — dert — LiveJournal
Oct. 18th, 2009
12:15 am — Варим оптоволокно в домашних условиях
Сегодня будет научно-познавательный пост 🙂
Эти цветные проводочки есть ни что иное, как оптоволокно, уложенное в кассету муфты. Наверняка многие слышали фразу «сварка оптоволокна», которая неизменно сопровождает крупные аварии на линиях связи. Но я уверен, что мало кто представляет себе этот увлекательный процесс. До недавнего времени я тоже был в их числе, но сегодня готов поделиться тайным знанием.
К счастью, в этот раз была не авария, а плановые работы, поэтому процесс проходил, можно сказать, в тепличных условиях.
Обычно оптический кабель разваривается на специальный кросс, каждое волокно на свой порт, откуда уже коммутируется с оборудованием или другим кроссом. Но в этот раз надо было сварить между собой два кабеля в обход оптических кроссов. Процесс, в общем-то, схож со сваркой кабеля при разрыве, за тем исключением, что кабель не надо сначала вытаскивать из кросса.
Вот так выглядят два рабочих оптических кросса, от которых надо будет избавиться и состыковать кабели напрямую. Сейчас пока данные бегают по желтым патч-кордам между кроссами.
Оптический кросс изнутри. Аккуратно распутываем и вытаскиваем кабель из кассеты.
Цветные проводки — это оптоволокно из кабеля, только пока в изоляции. Само оптоволокно бесцветное, а изоляцию специально делают цветной, чтобы различать волокна.
Волокон в кабеле может быть много. Может быть и 4, и 12, и 38. Как правило, для передачи данных используется пара волокон, по одному волокну в каждом направлении. По такой одной паре может передаваться от 155 Мбит/с до нескольких десятков Гбит/c, в зависимости от оборудования на концах волоконно-оптической трассы.
В этом кабеле 12 волокон, которые упакованы по 4 штуки в 3 цветных (белый, зеленый, рыжий) модуля.
Поскольку место сварки волокна — потенциально ломкая зона, эту часть кабеля упаковывают в оптическую муфту. Перед сваркой кабели заводят в муфту через специальные отверстия.
Теперь можно приступить к процессу сварки. Сначала с волокна при помощи точных инструментов снимается изоляция, и обнажается сам оптоволоконный стержень.
Перед сваркой нужно, чтобы торец волокна был максимально ровным, т.е. необходим очень точный перпендикулярный срез. Для этого есть специальная машинка.
Чик! Угол скола должен отклоняться от плоскости не более, чем на 1 градус. Обычные значения — от 0,1 до 0,3 градуса.
Обрезки чистого волокна тут же прибираются. На столе его фиг потом найдешь, а под кожу оно запросто может впиться, там обломиться и остаться.
А вот и самый главный аппарат в этом процессе — сварочник. Оба волокна укладываются в специальные пазы в середине аппарата с двух сторон (на картинке — голубого цвета), и фиксируются зажимами.
После этого самое сложное. Нажимаем кнопку «SET» и смотрим на экранчик. Аппарат сам позиционирует волокна, выравнивает их, кратковменной электрической дугой мгновенно спаивает волокна и показывает результат. Весь процесс происходит быстрее, чем я написал эти три предложения выше, и занимает секунд 10.
На волокно одевается термоусадочная трубочка с металлическим стержнем, чтобы укрепить место сварки, и волокно помещается в печку в том же самом аппарате, только уже в верхней его части.
Каждое волокно затем аккуратно укладывается в кассету муфты. Творческий процесс.
Для герметизации места ввода кабеля в муфту одеваются термоусадочные трубки, которые обрабатываются специальным феном. Трубка от высокой температуры сжимается, препятствуя доступу воды и воздуха в муфту.
И последний штрих. На муфту одевается колпак и фиксируется специальными застежками. Теперь не страшна ни влажность, ни жара, ни мороз. Такие муфты могут годами плавать в болоте без ущерба для кабеля внутри.
Весь процесс сварки двух 12-волоконных кабелей вместе занимает около полутора часов.
Ну вот, теперь вы знаете все тонкости этого процесса, можно смело покупать аппарат для сварки и опутывать оптоволоконными сетями все, что вам вздумается.
Работа с оптоволокном: не так страшно, как кажется
В прошлом году мы проводили ряд семинаров, посвященных системам передачи информации по оптоволоконному кабелю. Общаясь со слушателями, часто сталкивались с ситуацией, когда люди готовы применять данные системы: у них есть проекты, преимущества решения превалируют над стоимостью — ставь и сдавай проект, получай деньги и уверенность в том, что у заказчика не будет претензий к качеству выполненных работ. Но тот факт, что у специалистов нет никакого опыта работы с подобным оборудованием, их останавливал. Все неоднократно слышали о сложностях, о необходимости высокой квалификации специалистов. Многие считают, что сварка оптоволокна и монтаж оборудования с использованием оптоволоконного кабеля — рискованный процесс, требующий дорогих материалов и высокооплачиваемых сотрудников, что это не для них.
С.А. Карачунский
Руководитель отдела маркетинга компании «В1 электроникс»
На самом деле, работа с оптоволокном хоть и требует определенного опыта и навыков, но их наработать — не такая сложная задача. Тем более что сейчас рынок предлагает большое количество инструментов и оборудования для разделки и монтажа кабеля. Этому вопросу и посвящена данная статья.
Вводная информация
Одно из главных требований при работе с оптоволоконными кабелями — внимательное отношение ко всем этапам процесса монтажа кабельной системы: укладке, разделке, соединению и оконцовке. Ошибка дорогого стоит — это затраты на поиск места повреждения и замена участка кабеля. Замена поврежденного участка не только увеличивает трудозатраты, но и снижает качество всей системы: каждый соединительный элемент, каждая спайка вносит свои искажения в передаваемый сигнал, уменьшает расстояние передачи сигнала, требует увеличения оптического бюджета системы. Для специалистов, которые только начинают свою работу по монтажу оптоволокна, рекомендуется приобрести готовый комплект основных инструментов и материалов, необходимых для проведения работ: тара, дозаторы, распределители, расходные материалы и защитные средства. Спустя некоторое время, когда вы получите начальные навыки работы с оптоволоконным кабелем и сформируете предпочтения в разнообразии используемых инструментов и материалов, вы сможете комбинировать набор «под себя».
Разделка волоконно-оптического кабеля
Волоконно-оптический кабель представляет собой несколько оптических волокон, которые вместе с армирующими нитями заключены в защитную полимерную оболочку. Для защиты от агрессивных внешних воздействий кабель помещают в броневую защиту из гофрированной алюминиевой или стальной защитной ленты либо из стальной проволоки. Из-за того, что оптическое волокно в достаточной степени чувствительно к осевым и радиальным деформациям, для его разрезания непригодны недорогие кабелерезы, которые используются для работы с медными кабелями. Рекомендуется использовать инструмент, лезвия которого рассчитаны на резку стали.
Начальный этап разделки волоконно-оптических кабелей — удаление верхнего слоя защитных и броневых покровов, выполняется теми же инструментами, что и разделка обычных кабелей. Полимерная изоляция и фольга вскрываются резаками, а стальная проволока выкусывается бокорезами. Рекомендуется применять кабельные ножи: они позволяют снимать полимерное покрытия с кабеля диаметром от 4 до 35 мм, и при этом кабельный нож имеет специальную насадку, ограничивающую глубину разреза оболочки, что исключает повреждение оптоволоконных жил.
Но в дальнейшей работе без специальных инструментов все равно не обойтись:
- ножницы или кусачки с керамическими лезвиями — используются для удаления армирующих нитей из кевлара. Обычные ножницы эти тонкие, гибкие и прочные волокна не режут, а выдавливают или гнут;
- стрипперы — предназначены для снятия буферного слоя. Их применение снижает риск повреждения оптического волокна: в первую очередь из-за того, что его рабочие поверхности имеют фиксированную настройку;
- скалыватель оптических волокон — применяется для отсекания лишнего отрезка волокна под углом 90 град. Скалыватели бывают ручные и автоматические. При подготовке оптоволокна для последующей сварки или соединения волокон при помощи сплайса рекомендуется использовать автоматические скалыватели, которые позволяют получить чистый и ровный скол без дефектов под углом 90±0,5 град. Например, скол с углом более 2 град. может привести к увеличению потерь в соединении до 1 дБ, что при оптическом общем бюджете системы в 15-25 дБ — зачастую непозволительная роскошь;
- микроскопы позволяют диагностировать разъемы оптических волокон на качество полировки жилы, наличие трещин, царапин;
- кримперы предназначены для обжимки наконечников, разъемов и контактов.
Способы соединения волоконно-оптического кабеля
Широко применяются три способа монтажа оптоволокна:
- сварка оптических волокон;
- соединение при помощи механических разъемов;
- соединение при помощи сплайса.
Сварка оптических волокон
Осуществляется с помощью специальных сварочных аппаратов и обычно выполняется в три этапа:
- подготовка и зачистка кабеля, получение качественного торца;
- сваривание сварочным аппаратом;
- тестирование и оценка качества соединения. Сварочный аппарат осуществляет соединение оптоволокна с хорошими параметрами места соединения просто и быстро. Современные сварочные аппараты позволяют снизить потери в месте соединения до 0,04 дБ и менее. Аппарат автоматически выполняет все необходимые операции: юстирует оптоволокна, расплавляет концы оптоволокон, сваривает их. Наиболее функциональные (но и, к сожалению, более дорогие) модели также проверяют качество соединения. После чего место сварки защищают, обычно при помощи термоусаживающей трубки.
Соединение при помощи механических разъемов
Сварка оптического волокна также используется при оконцовке волокна коннекторами. Для этих целей используются готовые волоконно-оптические перемычки -пигтейлы (англ. pigtail — гибкий проводник). Пигтейл обычно изготавливается в заводских условиях, он представляет собой отрезок оптоволоконного кабеля, который имеет с одной стороны оптический коннектор. Волокно оптического кабеля сваривается с волокном пигтейла, а уже при помощи коннектора его подключают к оборудованию.
Соединение при помощи сплайса
Сплайс — устройство для сращивания волоконно-оптического кабеля без применения сварки. В сплайс через специальные направляющие навстречу друг другу вводятся подготовленные концы оптических волокон и фиксируются в нем. Для уменьшения вносимых потерь стык между волокнами помещают в специальный (иммерсионный) гель, который зачастую находится внутри сплайса.
Технология соединения при помощи сплайса включает в себя несколько этапов:
- разделка волоконно-оптического кабеля;
- обработка торцов;
- выполнение соединения;
- тестирование и оценка качества соединения;
- нанесение защитных покрытий, восстановление защитной оболочки и брони.
Применение сплайсов облегчает процесс сращивания оптоволокна, но работа с ними требует практических навыков. Вносимые потери при этом методе соединения волокон меньше, чем при использовании пары волоконно-оптических вилок и адаптера, но все же могут составлять 0,1 дБ и выше. Согласно требованиям стандартов на СКС IS0 11801, TIA EIA 568B вносимые потери в сплайсе не должны превышать 0,3 дБ. Для этого в ходе монтажа проводится корректировка положения волокон относительно друг друга, в процессе работ также необходимо проводить постоянный замер потерь на месте соединения.
Кроме того, следует принимать во внимание тот факт, что со временем потери в месте соединения при помощи сплайса могут увеличиться из-за смещения волокон в пространстве или высыхания иммерсионного геля.
Материал, который здесь представлен, кому-то может показаться неполным, кому-то поверхностным. Я и не ставил себе задачу изложить всю информацию об инструментах и оборудовании, применяющихся при работе с оптоволокном — да и не уверен, что для этого хватит всего журнала: информации много, она разнообразна.
Но, для того чтобы приступить к работе, вполне достаточно начальных знаний и навыков. Читайте, спрашивайте, приходите на семинары и тренинги — поставщики оборудования должны быть сами заинтересованы в повышении вашей грамотности. Не боги горшки обжигали — и у нас все получится.
Монтаж сетей GPON: какие инструменты использовать?
Наиболее популярной для абонентского доступа через оптоволокно сейчас является технология пассивных оптических сетей, сокращенно PON от английских слов Passive Optical Networks. Широкому кругу потребителей эта технология больше известна в варианте GPON, то есть Gigabit PON, пассивная оптическая сеть, работающая на скоростях порядка гигабит/с. Дело в том, что услугу по подключению GPON предоставляют многие интернет-провайдеры и данный термин уже «примелькался» в рекламе.
Суть PON заключается в том, что к большой группе потребителей (например, к целому многоквартирному дому или к его подъезду) подводится сигнал по одному оптоволокну. При этом распределение сигнала по потребителям и суммирование сигналов, идущих от потребителей, осуществляются пассивными оптическими разветвителями.
Архитектура PON сети
Передача upstream и downstream происходит в оптическом волокне на разных длинах волн. Также есть длина волны, используемая для передачи кабельного телевидения. Информационный поток, идущий к абонентам, является широковещательным, каждый абонент выбирает из него предназначенные именно ему поля с данными. В направлении от абонента для объединения информационных потоков применяется принцип временнОго разделения доступа (TDMA), когда каждому абоненту выделяется свой промежуток времени, в который он может передавать информацию. GPON и просто PON сети связи имеют, как правило, древовидную структуру.
Для того, чтобы понять, каким должен быть инструмент, которым будут пользоваться специалисты, монтирующие сети GPON, рассмотрим как осуществляется работа с оптическими кабелями, в том числе применительно к данной технологии передачи данных.
Последовательность действий при соединении оптических волокон
Разделка оптических волокон
Первым делом требуется обрезать кабель и снять с него оболочку.
Видео: как использовать стриппер из набора Jonard TK-150 для зачистки оптических волокон
См. набор инструмента для оптоволокна Jonard TK-150
Следует иметь в виду, что некоторые оптоволоконные кабели имеют гидрофобное заполнение. Предназначено это заполнение для того, чтобы “выталкивать” воду, которая просачивается в кабель через микротрещины в оболочке. Гидрофобное заполнение перед монтажом следует удалить на конце при помощи специальной жидкости.
В оптическом кабеле могут не присутствовать металлические элементы, но это не значит, что разрезать его очень просто. Дополнительную механическую прочность некоторым маркам оптоволоконного кабеля может придавать кевлар — синтетическое волокно, из которого, в частности, изготавливают бронежилеты. Разрезать его можно только с помощью специальных ножниц, которые желательно иметь в готовом наборе для монтажника.
Самонесущие оптические кабели для подвешивания на открытом воздухе обычно имеют в своей конструкции прочный стальной трос толщиной до 6 мм. Монтажник должен также иметь под рукой инструмент, способный перерезать данный трос.
Волокна оптического кабеля располагаются обычно в модуле. Чтобы извлечь волокна из модуля, требуется стриппер для резки модуля.
Видео: Использование стриппера Jonard MS-6 для продольной резки оптического модуля
См. набор инструмента для оптоволокна Jonard TK-150
Способы соединения оптоволокна
Для соединения оптоволокна применяются три основных способа:
- сварка,
- разъемное механическое соединение,
- неразъемное соединение при помощи сплайса.
Сварку используют для создания неразъемных соединений, а в ряде случаев и для установки оптических разъемов на кабели. Преимущества — надежность соединения, малое затухание, малые искажения сигнала. Недостатком сварки является необходимости каждому монтажнику носить с собой громоздкое сварочное оборудование. Кроме этого, сварка требует наличия персонала относительно высокой квалификации. На магистральных линиях связи используется практически только сварка. Для GPON сварка теперь тоже широко используется крупнейшими операторами связи. Это стало возможным благодаря появлению переносных автоматизированных установок для сварки — нет больше необходимости контролировать процесс под микроскопом в буквальном смысле этого слова. Но такие установки пока стоят дорого и не все операторы связи могут их себе позволить. Поэтому для GPON используются и иные способы соединения волокон.
Разъемные механические соединения применяются в случаях, когда сеть может в будущем значительно менять свою конфигурацию. Например, если кабели проложены в бизнес-центре. Такая ситуация возникает, когда через GPON подключают корпоративных клиентов. Недостатками такого типа соединения являются высокое затухание, значительные внутренние отражение и необходимость в периодическом обслуживании (чистке) разъемов. По способу установки оптические разъемы делятся на pigtail и SC. Разъем pigtail (в переводе с английского — “поросячий хвостик”) уже подготовлен на заводе
Неразъемные соединения без сварки создаются при помощи так называемых сплайсов — тонких трубок особой формы, заполненных прозрачным гелем.
Подготовка к соединению оптических волокон
Перед соединением волокон любым способом требуется произвести некоторые подготовительные действия с обоих концов кабеля. Сначала конец волокна очищается от защитных покрытий на нужную длину и обезжиривается. Лучше всего для обезжиривания подходят салфетки, пропитанные изопропиловым спиртом.
Альтернатива готовым салфеткам, пропитанным изопропиловым спиртом — сухие безворсовые салфетки FIS Kim-Wipes, которые смачивают непосредственно перед использованием. Преимущество таких салфеток заключается в том, что их срок годности практически не ограничен. См. НИМ-25 — набор инструментов для монтажа ВОК .
Соединение оптических волокон
Соединение с помощью сварки
При сварке последовательность действий отличается тем, что перед снятием защитного слоя на один из концов кабеля надевается термоусаживаемая гильза для жесткой фиксации и защиты от попадания влаги. Далее волокно скалывается с помощью специального инструмента таким образом, чтобы плоскость торца была строго перпендикулярна оси волокна (допускается отклонение не более 1 градуса). После скалывания оптическое волокно с обеих сторон кабеля закладывается в сварочный аппарат и фиксируется способом, описанным в инструкции к аппарату. Крышка сварочного аппарата закрывается, далее в автоматическом режиме происходят сварка и тестирование прочности соединения. После этого защитная гильза сдвигается таким образом, чтобы ее середина совпадала с местом сварки. Далее место соединения помещают в специальную печь, где за счет термоусадки гильза плотно охватывает кабель, обеспечивая герметичность.
Соединение с помощью разъемных механических соединений
Установке оптоволокна в разъеме SC также предшествуют очистка конца волокна от защитных покрытий и обезжиривание. Закрепление волокна в разъеме осуществляется при помощи эпоксидной смолы. В канал разъема вводится эпоксидная смола, а на конец волокна — отвердитель. Оптоволокно вводится в канал разъема так, чтобы из разъема на достаточное для последующей обработки расстояния выступал конец волокна. Раньше за этим следовал нагрев в печи, после которого эпоксидная смола полимеризовалась. Сейчас же применяются быстрозатвердевающие эпоксидные смолы, не требующие запекания. Но они требуют определенной сноровки от персонала, чтобы волокно с первого же раза было правильно введено в разъем, иначе разъем будет испорчен.
После затвердевания эпоксидной смолы выступающий конец оптоволокна скалывается до нужной длины, а затем следует шлифовка — придание поверхности торца оптимальной формы, обеспечивающей плотное прилегание торцов двух волокон в сочетании с минимальными потерями и искажениями передаваемого сигнала. Наилучшим вариантом специалисты считают придание поверхности торца угла наклона 8 градусов относительно плоскости, перпендикулярной оси оптического волокна.
Соединение с помощью сплайсов
При соединении оптоволокна сплайсами производятся уже упомянутые выше подготовительные работы, общие для всех типов соединения, а также скол оптоволокна под прямым углом. Современные сплайсы, как правило, поставляются уже заполненными гелем. В сплайс аккуратно вводятся с двух сторон при помощи специальных направляющих соединяемые оптические волокна. Они надежно фиксируются в сплайсе. Возможны повторные пересоединения с помощью одного и того же сплайса до 10 раз. Для защиты от внешних воздействий сплайс размещен в специальной кассете, иногда именуемой “пластиной”.
Особенности наборов инструментов для GPON
В кабелях для GPON обычно отсутствует мощная защитная броня, характерная для магистральных волоконно-оптических кабелей. Поэтому наборы для монтажа GPON сетей не имеют в своем составе инструментов, позволяющих разделывать броню. Это обстоятельство уменьшает размеры и вес таких наборов, что немаловажно для работы, предусматривающей выезд к конкретным абонентам.
Сварочный аппарат и печь для термоусадки в чемоданчик для установки оптоволокна, как правило, не входят. В том случае, если они необходимы, их переносят отдельно.
Hobbes HT-F3033 — пример набора для монтажа разъемов на оптоволокно, содержащего разнообразные расходные материалы
Салфетки, пропитанные изопропиловым спиртом, средства шлифовки, эпоксидная смола и жидкость для удаления гидрофобного заполнителя относятся к расходным материалам. Тем не менее, их присутствие в наборе создает определенные удобства. В чемоданчике для инструментов под них предусмотрено место, куда по мере использования указанных материалов, можно положить новые, примером тому является Hobbes HT-F3033.
SK VOLS-3 — набор, который содержит средства тестирования, ножницы для кевлара и особый стриппер. Все эти предметы отсутствуют во многих наборах, так что VOLS-3 их отлично дополняет.
Естественно, большим преимуществом для набора являются средства контроля качества волокна, а также созданного соединения. В простейшем случае это фонарик и лупа для визуального контроля.
Видео: обнаружение места повреждения оптического кабеля при помощи несложного в использовании тестера
Более продвинутый вариант — фонарик (или лазер), который дает свет глубокого красного цвета, близкого по длине волны к инфракрасному диапазону, на котором осуществляется передача информации. В этом свете более отчетливо видны дефекты, критичные для ШПД. Также к средствам контроля, которые должен иметь монтажник GPON, относятся измеритель уровня оптической мощности и тестер обрывов в оптоволокне. Они входят, в частности, в набор SK VOLS-3.
Почему нужно пользоваться только профессиональными инструментами?
В XXI веке волоконно-оптическая связь перестала быть чем-то экзотическим. И все больше людей пытаются создавать оптические сети своими руками. Рынок быстро отреагировал на эту тенденцию. В итоге на прилавках магазинов можно встретить оборудование для работы с оптическим кабеле, которое стоит намного дешевле профессиональных инструментов. Есть соблазн приобрести его и использовать для прокладки GPON. Но такая дешевизна обернется в итоге убытками и низким качеством.
Почему оборудование для монтеров-любителей стоит в разы дешевле профессионального? Инструмент для любителя — это череда компромиссов между стоимостью, производительностью и интенсивностью использования.
Если вы делаете волоконно-оптическую сеть своими руками для личного использования, для друзей или для офиса маленькой фирмы, то производительность труда уходит на второй план. И совсем другое дело профессиональное использование, когда каждая минута простоя стоит немалых денег. Эргономичная форма ручек инструмента, материалы, из которых они изготовлены, сама форма оборудования — все это повышает производительность труда, но при этом делает инструмент более дорогим в производстве.
Любители используют инструмент от случая к случаю. Профессионалы эксплуатируют его по несколько часов каждый рабочий день. Поэтому в профессиональном инструменте применяются иные марки стали для режущих кромок, иные типы абразивов.
Уязвимым местом GPON в базовом варианте, используемом в жилом секторе, является отсутствие резервных каналов передачи данных. Это предъявляет особые требования к надежности соединения оптических кабелей. Компьютерная сеть маленькой фирмы построена по кольцевой схеме, где есть резервирование. При древовидной структуре характерной для GPON, хотя бы одно ненадежное соединение может лишить связи целый подъезд многоквартирного дома.
Интенсивная деятельность провайдеров по внедрению ШПД через сети GPON в нашей стране привела к тому, что профессия монтажника волоконно-оптических линий связи стала поистине массовой. Делать работу быстро и качественно таким специалистам помогут наборы инструментов, предлагаемые на нашем сайте.
Процесс сварки оптоволокна
Волоконно-оптические линии связи имеют высокую пропускную способность информационного сигнала. Их работа во многом зависит от качества соединения провода: чем лучше соединены волоски, тем меньше степень затухания сигнала в месте контакта. Многослойный провод имеет сложную структуру, для сварки стыков используется специальное оборудование. Работать на нем довольно просто.
Сварка оптоволокна не требует специальных навыков, обучения. Достаточно следовать инструкции. Перед этим будет полезно узнать некоторые нюансы работы. При монтаже линий связи много времени уделяется подготовке кабеля к процессу сварки, для этого существует специальное оборудование.
Строение кабеля
Сигнал передается по тонкой стеклянной нити из диоксида кремния, размер проводника исчисляется в микронах. В кабеле может находиться до 38 жил, все они изолированы. Кремниевое стекло очень хрупкий материал, боится влажности, поэтому его покрывают многослойной изоляцией. Сначала покрывают защитным лаком, затем помещают в модульные трубки, заполненные водоотталкивающим гелем, он предохраняет стеклянный проводник от набухания. Трубки дополнительно покрываются гибкой изоляцией, затем слоем полиэтилена.
Изоляция зависит от условий эксплуатации кабеля. Он подразделяется по видам:
- наружный кабель бывает подвесным и подземным;
- внутренний для прокладки используется редко, его можно встретить в деловых центрах.
Из подвесного делают воздушные линии связи, иногда кабель дополнительно оборудуют тросиком и клипсовыми держателями. Подземный для прокладки в грунте некоторые производители выпускают в гофроброне.
Устройство и принцип работы сварочного оборудования
Сварка оптических волокон полностью автоматизирована, происходит без участия оператора. В прибор достаточно правильно заправить концы провода. Процесс соединения происходит под высокой температурой, нагрев обеспечивается электрической дугой. Сварочный аппарат для оптоволокна – сложное устройство, в состав которого входят следующие элементы:
- блок питания;
- преобразователь переменного тока в постоянный;
- материнская плата – мини-процессор, регулирующий процесс спайки;
- механический узел, осуществляющий центровку – сервомоторы двигают проводник во всех направлениях, соединение волокна происходит с большой точностью;
- нагреватель, он обеспечивает расплав изоляционной муфты из термоусадочного материала, надеваемой на место шва;
- дисплей, на нем задаются параметры сварки, видно рабочую зону контакта.
Сварочный аппарат оптоволокна выпускается нескольких модификаций. Основные различия моделей:
- по способу выравнивания концов кабеля (юстировка): по осевой линии или по V-образным направляющим;
- разновидности контроля точности процесса спайки;
- количеству свариваемых оптоволоконных жил.
Выбор сварочного аппарата
От способа соединения кабеля зависит степень затухания сигнала, качество линии связи. Надежный шов возможен при точном совмещении концов провода, поэтому предпочтение отдается приборам, выравнивающим волокно по центру. Аппарат для сварки оптоволокна выбирают по следующим параметрам:
- модификации свариваемого волокна, предпочтительнее универсальные модели;
- скорость спайки учитывает количество соединений за определенный временной интервал;
- способу выравнивания кабеля;
- комплектации.
Многофункциональные сложные аппараты не всегда себя оправдывают. Китайские модели стоят намного дешевле японских, а по качеству сварки провода они сопоставимы.
Технология сварки ВОЛС
Длина оптоволокна мерная, он выпускается в бухтах. Многокилометровые магистральные волоконно-оптические линии передачи создаются двумя типами соединений:
Разъемные требуют дополнительных затрат, коннекторы и адаптеры существенно снижают светопередачу сигнала. Чаще делаются неразъемные соединения сваркой волокна специальными приборами.
Необходимый инструмент
Качественный монтаж ВОЛС невозможен без двух приборов:
- скалыватель, аппарат для оптоволокна позволяет отрезать очищенный кабель строго под прямым углом;
- рефлектометр или тестер, им определяется точность соединения.
Нужны инструменты для зачистки изолирующей оболочки. Для этой работы подойдет стандартный набор для пайки. Там есть все: кусачки, плоскогубцы, растворитель или спирт, специальные плотные салфетки для снятия водозащитного слоя. От качества очистки поверхности зависит надежность соединения.
Подготовительные работы
Процесс подготовки кабеля перед заправкой занимает много времени. Сначала оптику осматривают. Вода разрушает светопроводящий слой. Если конец провода влажный, обрезают от него не менее метра троссокусом. Чтобы снять оболочку, кабель зачищают до гидрофобного геля. Разделка ножом-стриппером не занимает много времени: кабель после кругового разреза на расстоянии не менее 3 см от конца достаточно стянуть. Водозащитный слой убирают растворителем и салфетками, не оставляющими ворсинок. Необходимо снять изоляцию полностью, это отражается на качестве скола.
Процесс соединения
Скалыватель образует перпендикулярный срез высокой точности. После этого приступают к процессу сварки. Основные этапы работы:
- концы провода закладываются в прибор друг к другу, фиксируются;
- аппарат проводит юстировку проводника, сводит концы между собой;
- затем пропускается электроразряд, в зоне дуги уничтожаются частички пыли;
- спайка волокон между собой происходит под действием дуги, кремний расплавляется, образуется диффузное соединение;
- после сварки проводится тестирование соединения: прибор разводит спаянные концы в стороны с определенным усилием;
- на соединение надевается термоусадочная трубка, в печи она образует на проводе защитную оболочку;
- когда вторую часть работы прибор завершит, таймер подает звуковой или световой сигнал.
Нюансы сварки оптоволокна
Если кабель многожильный, оболочка оптического волокна делается разных цветов, чтобы было удобнее сваривать отдельные проводники. После этого их укладывают в специальную муфту. В процессе скола проводника образуются частички стекла, их сразу собирают, потому что прозрачным волокном легко травмироваться.
При очистке изоляции соблюдают осторожность – сердечник провода очень хрупкий. При любом повреждении придется заново начинать процесс. Перед заправкой концов в сварочный аппарат, их тщательно обезжиривают, просушивают, в рабочей зоне не должно быть пыльно. Любое постороннее включение увеличивает потерю мощности передаваемого сигнала.