Содержание
- Закалка стали 65г в домашних условиях
- Закалка пружинно-рессорной стали 65г
- Итак, проведем исследование Стали 65Г
- Закалка 65Г
- Как сделать нож из рессоры
- Особенности ножа из рессоры
- Свойства рессорной стали
- Применение рессорной стали для изготовления ножа
- Как сделать нож из рессоры с помощью ковки
- Как выточить нож из рессоры своими руками
- Закалка и отпуск стали. Цвета каления и побежалости
- Что улучшает правильная закалка стали
- Как делают закалку и отпуск
- Выбор стали для закалки
- Закалка ножевой стали в домашних условиях
- Принципы закалки металла в домашних условиях
- Преимущества
- Оборудование и особенности проводимого процесса
- Закалка стали в домашних условиях
Закалка стали 65г в домашних условиях
Закалка стали 65г в домашних условиях
Закалка пружинно-рессорной стали 65г
И холодное оружие согревает душу. Ара Багдасарян
Мастерская «Зброевы фальварак» на протяжении нескольких лет занимается изготовлением мечей и иного клинкового оружия для рыцарских фестивалей. Основной маркой стали, с которой работает наша мастерская, является сталь 65г.
Данная сталь в силу своих свойств, считается одной из лучших для изготовления длинноклинкового оружия предназначенного для рыцарских турниров.
Однако свойства стали, которые приобретаются в ходе изготовления меча, во многом есть результат правильной термической обработки . Так как же производится закалка стали 65г?
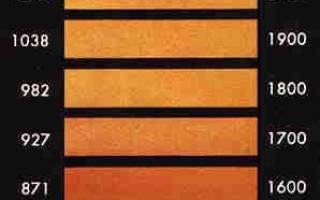
Нагрев стали, цвет в зависимости от температуры
Согласно справочнику, термообработка клинка должна происходить при следующих показателях:
закалка 830 (масло), отпуск 470 (воздух) HRC 38-45
закалка 810 (масло), отпуск 360 (воздух) HRC 44-49
закалка 830 (масло), отпуск 200 (воздух) HRC 44-49
В зависимости от толщины и площади детали, при отпуске от 200 до 400 градусов, может быть получена твердость в 55 единиц.
В случае с нашей мастерской, мы даем закалку на клинок в 52-55 единиц, соответственно закалка клинка происходит при температуре 830, а отпуск при 200 градусах. Конечно, это большая твердость для стали 65г, в этом процессе главное опытность термиста , потому что не правильно каленый клинок станет хрупким. Нужно чтобы клинок был достаточно мягким, т.е. при ударе о кромку лезвия не возникало сколов, кромка должна проминаться, а не откалываться.
Испытания нашей мастерской показали, что наши клинки соответствуют данным требованиям. Но еще раз, хочется повториться, что в деле термической обработки самое важное, это опыт термиста.
Сам процесс термической обработки стали происходит так:
Клинок перед закалкой нужно подогреть, а затем положить на коробчатый или П-образный противень и засыпать слоем отработанного древесно-угольного карбюризатора (так же может использоваться бура, у нее есть положительные свойства. Клинок после термообработки в среде буры требует меньшей шлифовки. Затем печка нагревается до температуры 830 градусов и выдерживается определенное время, в зависимости от толщины заготовки, в нашем случае клинка. Затем меч достается из печи и погружается в бак с маслом. Нужно помнить, что горячие детали с углем могут вспыхнуть и посему нужно быть осторожным при выполнении этого процесса. Также, нужно не забывать, что детали не должны успеть остыть после того как будут извлечены из печи. То есть бак с маслом должен находиться на весьма близком расстоянии от печи. Будет правильным, после закалки в масле обезжирить заготовку в горячем (90 град.) водном растворе ПАВ, например “Фери” или более дешевых аналогах. В крайнем случае, можно обезжирить клинок таким способом: дать маслу стечь, и просушить при температуре около 300 градусов, 2 часа, в результате масло высохнет, после чего можно делать отпуск на заданную твердость.
Небольшие заготовки охлаждаются на воздухе, крупные – в замкнутом пространстве (ящике).
Если требования к твердости не предъявляются, то можно и вообще не калить. Сделайте отжиг-нормализацию. Получите мелкозернистую, ровную структуру. Что касается времени отпуска, то есть правило. Чем больше углерода в стали, тем меньше должна быть скорость нагрева (это правило касается и отжига и закалки).
В целом, этот процесс требует большого опыта, т.е. сделать все по инструкции в данном случаи не получится.
Поэтому ищите хорошего термиста или готовьтесь к серьезному испытанию и материальным затратам.
Итак, проведем исследование Стали 65Г
1. Расшифровка марки стали. Участок диаграммы Fe-FeC
В этом разделе мы расшифруем марку «Сталь 65Г». Цифры указывают среднее содержание углерода сотых долях процентов. К углеродистым конструкционным качественным сталям (ГОСТ 1050-88) относят марки: 0,5; 0,8; 10; 15; 20; 25; 30; 35; 40; 45; 50; 55; 60; 65.
Сталь 65Г углеродистая, качественная, конструкционная, рессорно-пружинная, углерода 0,65%, с содержанием марганца ( Mn ) 0.9 – 1.2%
Применение: рессоры, пружины и другие детали, от которых требуются повышенные прочностные и упругие свойства, износостойкость; детали, работающие в условиях трения при наличии высоких статических и вибрационных нагрузок.
Рисунок 1.1 — Участок диаграммы железо-углерод
2. Фазовые превращения
Постоим термокинетическую кривую охлаждения для стали 55 с использованием правила фаз.(рисунок3.1)
Рисунок 3.1 — Термокинетическая кривая охлаждения
4. Нахождение концентрации углерода. Нахождение количество фаз в процентах
4.1. Правило концентрации
Это правило используется для определения компонента в каждой из фаз двухфазной области. Для этого через данную точку проводятся горизонтальная прямая (канода) до пересечения с границами двухфазной области. Проекция точки пересечения каноды с границей данной фазы на ось концентраций дает концентрацию компонента В в этой фазе.
Из рисунка 4.1 видно что в точке Хф концентрация углерода равно приблизительно 0,015 процента, а в точке Ха оно равно приблизительно 0,7 процентов.
Из рисунка 4.1 видно что в точке Хф концентрация углерода равно приблизительно 0,1 процента, а в точке Ха оно равно приблизительно 0,7 процентов.
4.2. Правило отрезков (рычага)
Из расчетов видно, что в точке b концентрация аустенита составляет 30%, а феррита 70%.
Рисунок 4.1 – Диаграмма состояния сплавов
5. Технологический процесс термообработки
Для нашей стали мы проведем процесс термообработки закалки, а затем среднетемпературного (среднего) отпуска. Но для начала разберемся в назначении каждой стадии термообработки, фазовых превращений и полученными структурами и свойствами стали.
5.1. Назначение стадий термообработки
Закалка –термическая обработка, заключающаяся в нагреве стали до температуры выше линии GSK, выдержке при этой температуре и охлаждении со скоростью, обеспечивающей получение мартенсита (не ниже критической). Минимальная скорость охлаждения, при которой не успевает пройти диффузионный распад аустенита на феррито-цементитную смесь, называется критической скоростью закалки на мартенсит. Скорость охлаждения обеспечивается определённой охлаждающей средой (вода, растворы солей, масло, для некоторых сталей — воздух). Назначение закалки заключается в получении мартенситной структуры.
Отпуск – термическая обработка, заключающаяся в нагреве закалённой стали до температуры ниже линии PSK, выдержке при этой температуре и охлаждении. Отпуск стали способствует снятию внутренних напряжений и получению необходимых свойств стали. Отпуск имеет важное практическое значение. Именно в процессе отпуска формируются окончательные структуры и комплекс эксплуатационных свойств сталей. Назначение среднетемпературного (среднего) отпуска заключается в том, что структура мартенсита переходит в троостит отпуска.
5.2. Фазовые превращения и получаемые структуры и свойства
Структура низкоуглеродистой стали после нормализации феррито-перлитная, такая же, как и после отжига, а у средне- и высокоуглеродистой стали – сорбитная;
Структура стали при закалке при нагреве до 840 ◦С перейдет в аустенит, а в дальнейшем при охлаждении в мартенсит закалки при этом свойства структуры станут твёрдыми, хрупкими, напряжёнными и неустойчивыми. При дальнейшей термообработке среднетемпературным (средним) отпуском структура мартенсита закалки перейдет в троостит отпуска. При этом троостит отпуска будет, имеет следующие свойства структуры, такие как высокий предел упругости и повышенная вязкость.
5.3. Режим термообработки
Сначала сталь в течении 15-20 минут нагревают до температуры 840 ◦С при этом структура — аустенит . После этого ее быстро охлаждают в воде и структура изменяется на мартенсит закалки. Затем сталь вновь нагревают, но в течении 60-120 минут и на температуру 400 ◦С . После этого охлаждают любым способом и структура из мартенсита закалки изменяется на троостит отпуска.
Полный отжиг заключается в нагреве доэвтектоидной стали на 30-50°С выше температуры, соответствующей точке АС3, выдержке при этой температуре для полного прогрева и завершения фазовых превращений в объеме металла и последующем медленном охлаждении.
Критическая точка Ас3 стали 65г равна 740ºС. Поэтому температура нагрева в соответствии с определением полного отжига составляет 770-790ºС. При этой температуре имеем структуру аустенита (100%). При снижении температуры до Аr3 начинают появляться первые зерна феррита. При дальнейшем снижении температуры до Аr1 из аустенита будут образовываться только зерна феррита, а содержание углерода в остающемся аустените будет увеличиваться и при температуре Аr1 достигнет 0,8%. При снижении температуры ниже Аr1 из аустенита будет образовываться перлит. После отжига сталь имеет низкую твердость и прочность при высокой пластичности. Отжиг облегчает обработку, резание стали.
6. Использование стали после термообработки в реальных условиях
Как было сказано раньше после отжига структура сплава состоит из зернистого троостита отпуска. Его твердость находится на уровне HRC 40-45, что позволяет задать высокие пределы упругости и выносливости. Благодаря таким свойствам чаще всего данный вид сплава применяется для рессор, пружин и других упругих элементов. Например, пружина может быть изготовлена из любого материала, имеющего достаточно высокие прочностные и упругие свойства, такими свойствами обладает и сталь после закалки и среднетемпературного (среднего) отпуска. Так же такие свойства стали позволяют использовать ее в рессоре (упругом элементе подвески транспортного средства). Рессора передаёт нагрузку с рамы или кузова на ходовую часть (колёса, опорные катки гусеницы и т. д.) и смягчает удары и толчки при прохождении по неровностям пути. Изготовляется из термически обработанной стали и торсион— вал, работающий на кручение и выполняющий функцию упругого элемента (рессоры, пружины). Свойства стали после среднетемпературного (среднего) отпуска позволяют торсионному валу выдерживать большие напряжения кручения и значительные углы закручивания (десятки градусов).
Таким образом, упругие элементы являются неотъемлемыми деталями для таких транспортных механизмов как автомобиль, самолет, локомотив и др., так как они предназначены для накапливания и поглощения механической энергии. И изготовление стали после отжига позволяет использовать во многих областях производства.
Как было сказано раньше после нормализации структура сплава состоит из сорбита. Его твердость находится на уровне 250. 350 НВ, что позволяет задать высокие пределы упругости и выносливости.
Закалка 65Г
Добрый день, пятницо прошла успешно. 😊 Один «дядечка» утверждал, что делая ножики из 65Г калит её на 65 едениц, в чем я крайне сомневаюсь. Развейте или подтвердите миф.
Без отпуска на 63HRC в легкую. После низкого отпуска 60-59HRC стабильно. Может еще какая-то криообработка.
Посмотрим, что скажут более опытные кузнецы иль термисты.
А чего тут сомневаться?
Чистая правда!
Как есть 65Г калится по Роквеллу на 65. Получается . Правильно, Г! 😛
Жаль, что у него не 110Х18 😀
И закалил бы на HRC 110, и вышло бы Хорошо 😊
Если после закалки на воду и без отпуска 😊, то ХЗ, может и дать единицы 63-64. После отпуска останется 60-62 максимум, да и то много, ИМХО.
60с2а легко дает 63HRC, но,мужики, одно дело калить простое сечение(квадрат, круг. ), и совсем другое — деталь со сложным сечением, которым и яв-ся НОЖ.
крио точно не делает.
Это без отпуска чтоли ?
если азотировать или цианировать — может и получится 😊
(из-за угла, тихонечкоо) А все таки чем плоха 65Г (кроме ржавучести и вездеваляния). (спрятался 😊 )
Ничем, хорошая вещь, но везде не валяется 🙂
хорошая вещь, но везде не валяется Прошу прощения у ТС. У меня валяется, вот и терзают сомнения: пустить в дело или Получается . Правильно, Г!
При определенном шаманстве и ст3 дает весьма неплохие результаты в качестве ножевого материала(клинки).
Вопрос в качественной и правильной термообработке.
Прошу прощения у ТС. У меня валяется, вот и терзают сомнения: пустить в дело или
quote:Получается . Правильно, Г![/QUOTE]
Выйдет вполне нормально, если на 65 не калить 😊. 58-59 для рессоры, ИМХО, в самый раз.
Спасибо! За сим удаляюсь, не буду мешать ТС.
Есть полотно электрофуганка 65г подскажите какая твердость примерно оно может быть))? на зуб, тьфу на надфиль пока не особо научился определять твердость)) на сколько их калят обычно ?
Mr.V
Есть полотно электрофуганка 65г подскажите какая твердость примерно оно может быть))? на зуб, тьфу на надфиль пока не особо научился определять твердость)) на сколько их калят обычно ?
а вообще по поводу 65г на клинковом материале, 60ед-терзают смутные сомнения. Всегда видел не выше 55-57ед. Почему-то для «под 60» берут всякие «У» и «ШХ».
Почему-то для «под 60» берут всякие «У» и «ШХ». Высокая твердость предполагает и высокую хрупкость, к тому же рабочая твердость пружинно-рессорной стали всяко значительно ниже 60едениц.
64 на 65Г получить можно, думаю, что если извратится то и 65. В любом случае погрешность измерения твердости в этом диапазоне порядка +- 1HRc.
Другое дело что нормальная рабочая твердость для этой стали не выше 62.
То, что большинство производителей делают изделия с меньшей твердостью — все зависит от целевого назначения (ну и менталитета производителя помноженного на уровень технологической культуры).
А насчет рессорно-пружинных и инструментальных — может кто нибудь объяснит мне в чем ПРИНЦИПИАЛЬНАЯ разница между например ст. 70 и У7? Или между 65Г и У7Г?
А насчет рессорно-пружинных и инструментальных — может кто нибудь объяснит мне в чем ПРИНЦИПИАЛЬНАЯ разница между например ст. 70 и У7? Или между 65Г и У7Г? Вот. А это — действительно важный вопросец. Покапался у себя книженция и ничего отчетливо различающего в этих сталях не нашел, кроме разве названия и разделения на группы: инструментальная там или конструкционная. Ст70 чет пока не нашел без существенных дополнительных добавок.
МУЖИКИ, а ну подтягиваемся, делитесь познаниями со страждущими и тянущимися к ним(знаниям). 😊 😛
Для 65Г и 60С2А 55-57ед само то.Большая твердость приводит к тому, что материл становится более хрупким, в метале появляется напряжение, при уроне на твердую поверхность может разлетается как стекло. В рессорно-пружинной стали в процентном колличестве находится окись модибдена, которая благоприятно влияет на структуру металла. Он одновременно становится твердым, прочным и вязким-и это для предмета важно, так как широко применется для длиноклинкового ХО,в боевых действиях предмет может получить некоторую деформацию, но не сломается, заточка нагартуется, завернется,но не выкрошится. Предмет можно будет выровнять и оттянуть как тяпку. У8-10 отличается от рессорно-пружинной тем, что последняя более устойчивая на излом. С уважением.
Alan_B
А насчет рессорно-пружинных и инструментальных — может кто нибудь объяснит мне в чем ПРИНЦИПИАЛЬНАЯ разница между например ст. 70 и У7? Или между 65Г и У7Г?
Про принципиальную разницу не скажу, но есть разница в количестве примесей: до 0,025 серы и фосфора в 70, в У7 до 0,030. ИМХО, разница как между ШХ15 и Х — при равном хим. составе первая может заменять вторую, но не наоборот 😊
в чем ПРИНЦИПИАЛЬНАЯ разница между например ст. 70 и У7? Или между 65Г и У7Г? Разница в качестве сталей. А качество выражается наличием примесей и стабильностью химсостава. Так же разброс по рамкам химсостава намного сужается в ряду ст70 — У7 — У7А.
А отсюда и области применения.
Коллектив, а поделились бы кто и как её мордует 😊. Я сейчас тормознулся на варианте:
— клинок — толщина 3 и более — с 800. 810 через воду в масло. Есть ньюансы в зависимости от длины (всё-таки коробит её в воде, если чуток передержать). Пару отпусков с 200 по часу.
— толщина 1,5. 2,5 — с 830 только в масло с потягом. Три отпуска с 200.
С более тонкими не сталкивался.
Может у кого есть более практичные варианты?
Скажу вам одну страшную вещь — нет никакой разницы между сталями 70 или У7 или между Х и ШХ15. Названия просто исторически растут из правил, принятых для определенной группы сталей. Кстати, кто и когда видел в крайний раз сталь Х? То то и оно, нет ее, есть ШХ15.
Ту же Р6М5 в случае, если ее производят для штампов или подшипников обозначают как 9Х4В6М5Ф2. Просто дань традиции, и ничего больше. По металлургическому качеству стали одинаковы (особенно при наших допусках по составу и технологической культуре).
Соответственно, видеть принципиальные различия между одинаковыми железками мне Заратустра не позволяет.
А я вот. надо сказать, профан в энтом деле. старую рессору розогрел, обстучал на железной болванке(нет у меня наковальни)что-б выровнять(грел в банной печке, прямоточка).После того, как вывел форму, спуски(грубо),грел в то-й же-ж печурке(пытаясь, как мог, соблюсти температуру по цветовой таблице, ушло минут 30).После чего заготовка была окунута в соляру(пшик, дым, вонь и т.д).Остыла в соляре, положил обратно в печь, но не на угли, а близко к поддувалу. Лежала там до конца бани(часа 2-3).Пару раз переворачивал(на всякий случай)После чего-окончательная обработка, довел спуски до ума(убрав заодно образовавшиеся каверночки),шлифовка-полировка(в то время травлением еще не баловался). Клин был душевно юзан, не сломался. Про твердость сказать точно не могу(но стекло не резал, это точно),но по сравнению с тем-же(но не каленым) куском рессоры-стал значительно тверже. Не претендую на правильность термообработки, описал, как было. Прошу не забывать-печь-прямоточная, без колен, труба от печи 4 метра с гаком(тянееет. пипец!Горят даже сырые дрова на ура!Но. не экономна)
Деман, неплохой вариант 😊. Совмещение приятного с полезным. Но нет под рукой бани 😊, а типа буржуечки в саду. Некогда мне там играться — землю пахать надо да траву выкашивать 😀
Деман ты все правильно делал. Рессорная сталь калится на масло, нефть,керосин, соляре,амиак. Тем боллее рессорную сталь, прокатанную,и вновь тобой закаленную-нормалезованую. Сам так пользуюсь, так,как получаются приличные клинки на уровне ЗОФа, и даже по характеристикам чуть лучше. С уважением.
(пытаясь, как мог, соблюсти температуру по цветовой таблице, ушло минут 30) а что так долго? зерно, наверное, не особо выросло при такой температуре, но окалины должно было дофига образоваться. ИМХО, для закалки кетайская горелка рулит — быстро, дешево, воспроизводимо
2 DECEMBER
Толщина заготовки при калке влияет на время выдержки при температуре калки для черных сталей. Приблизительно 1 мин на 1 мм толщины. Для нержавейки или Х12 добавляю еще 5 -7 мин. Закаливаю в масло простым окунанием. После закалки уверенно царапает стекло. Сразу в эл.печь 150-160 градусов на 2 часа. После отпуска стекло не царапает. ШХ15 после калки ведет немного, попытки выровнять привели к поломке клинка, больше не ровняю, оставляю запас и стачиваю. Успехов.
peterg178
2 DECEMBER
Угу, сэнкс. Выдержка при нагреве примерно так же.
Соответственно, видеть принципиальные различия между одинаковыми железками мне Заратустра не позволяет.
😊 насьяльника ма, секаса осенно не хватает.
ПЫХ
насьяльника ма, секаса осенно не хватает.
На след неделе заедем — секаса будет!
Поясните как калят через воду в масло.
Я делал так: охлаждал в воде, пока не перестанет светиться, плюс еще немного (пару секунд), затем — в масло до полного остывания. Суть в том, чтобы охлаждать вплоть до начала мартенситного превращения быстро, а дальше медленнее (меньше вероятность деформации/трещин). Разницы в твердости по сравнению с закалкой просто в воде быть не должно.
Как сделать нож из рессоры
Умельцы ножевого ремесла, ухитряются выполнять клинки из чего угодно. Завалялась железяка в сарае – пара дней работы, клинок готов. Не удивляться таким людям просто нонсенс. Неизменно отдельные изделия получаются произведением искусства. А нож из рессоры – выглядит уникально по-своему. Освятим тему кропотливого труда мастера.
Самодельный нож из рессоры.
Особенности ножа из рессоры
Характерной чертой рессорных марок стали, является свойство изделия принимать первоначальную форму после деформирования – скручивания или изгиба. Детали, принимающие участие в механизмах со специфическими нагрузками, обязаны иметь непростые свойства.
Сплав активно использующийся профессиональными ножеделами, позволяет получить клинок с уникальными свойствами. Высочайшая прочность плюс пластичность и износостойкость материала, позволяет мастерам изготавливать достойные внимания клинки.
Рессорно-пружинная сталь – недорогой вариант углеродистой стали. Химсостав придаёт ей упругость и ударную вязкость. Закалка сплава придаёт твёрдость 60-62 единицы по Роквеллу. Современные мастера берутся изготавливать изделия из стали 65Г, считая её самой подходящей.
Свойства рессорной стали
Существует множество мнений о рессорах автомобилей родом из СССР. Якобы они являются реально хорошим материалом для клинка. Спорить бесполезно, проще узнать из какой марки стали состоит изделие. Бывалые металлурги утверждают, что рессорно-пружинная сталь включает в себя немало марок:
- пружины для железнодорожных вагонов и рессоры для автомобилей производят из: 50ХГ и 50ХГА, 50ХГФА;
- машиностроение, тракторостроение использует 55С2;
- сверхпрочные пружинные механизмы и рессоры изготавливают из55С2ГФ;
- детали наименее подверженные ударным нагрузкам используют 65Г.
Список довольно продолжительный и освящать весь нет смысла. Но отметить приблизительную сходность данных марок стали и по химсоставу, и по физическим свойствам, стоит.
Главным ориентиром создания таких изделий, является способность восстановления первоначальной формы, после различных нагрузок, т.е. – пружинить. Недопустима малейшая деструкция во время работы изделия. В соответствии с ГОСТом к подобным сплавам предъявляются завышенные требования.
Применение рессорной стали для изготовления ножа
Пружинный материал 65Г применяют для изготовления ножей ножеделы любители. Благодаря уникальным характеристикам металл находит своё применение в различных сферах.
Рессорная сталь.
Клинки для кухни, охоты, туризма – все показывают отличные режущие качества. При особой надобности, реально выковать меч либо топор. После закалки сталь приобретает хорошую жёсткость, что позволяет изделием рубить. Примеры использования рессорной стали:
- Кухонный нож. В не лучшие времена для страны, после распада СССР, не все люди могли позволить себе хороший кухонный набор ножей. Приходилось выкручиваться. Рессоры и пластины из стали 65Г были легкодоступны. На кухнях постсоветского пространства часто встречались самодельные изделия. Рукоять изготавливали из подручного материала: дерево, простая эпоксидка, и изолента – не мешали ножам оставаться на высоте.
- Туристический нож. Минус пружинного металла – он подвержен коррозии, требует постоянного ухода после использования. Нож подойдёт для применения в походных условиях. Важным моментом является закалка. При слабой – лезвие быстро затупится о консервную банку. Следует знать твёрдость ножа.
- Армейский. Тактические или в нынешнее время – армейские ножи, отлично справляются со своими обязанностями. Серрейторная заточка увеличит сферы применения клинка. Колющие удары выдерживает без проблем. В бытовых условиях бойцу или «выживальщику» станет ценным помощником.
- Топор, мачете или меч. Сплав 65Г и аналоги, позволяет изготовить действительно грозное оружие. Непременно толщина изделия играет немалую роль. Производя такой шедевр, необходимо запастись рессорой от грузовика, или раздобыть длинную пластину.
При правильной обработке металла мы гарантировано получим отличный клинок. Мало опыта с изготовлением изделий из стали, ерунда. Далее, в статье предоставим подробное описание изготовления ножей из рессоры, различными способами.
Как сделать нож из рессоры с помощью ковки
Работа с металлом – дело тонкое. Ковка изделия требует определённых навыков. Нет ничего зазорного, испортить одну заготовку. Полученный опыт пригодится при очередной попытке. Работать будем с рессорой, ориентировочно марки стали 65Г, выяснить точно сплав поможет цвет заготовки при накаливании.
Профессионалы считают ковочный метод более практичным. При многократном нагревании и охлаждении металла происходят процессы на молекулярном уровне. Уплотнение металла и изменение структуры, скажутся на качестве изделия.
Кованый нож из рессоры.
Инструменты и материалы
Работы следует проводить на свежем воздухе или в просторном гараже с вытяжкой. Стоит позаботиться о своём здоровье, найти маску и жаропрочные перчатки. Набор для ковки выглядит так:
- стальная заготовка из рессоры;
- горн или печь;
- молот большой 4-5 кг, молот маленький 1-1,5 кг;
- наковальня, щипцы;
- шлифовальный станок;
- сварочный аппарат, УШМ.
В качестве нагревательного элемента вполне подойдёт простой костёр с подачей воздуха. Закинуть каменного угля и трудностей с нагревом не возникнет.
Ковка клинка
Все пружинные изделия проходят закалку на предприятии. Сталь необходимо отжечь. Процесс производят постепенным нагреванием заготовки до температуры до 800-900 °С и оставляют остывать на воздухе. Деталь готова к работе:
- После отжига металл становится более податливым к любым манипуляциям. Проще приварить пруток, для удобства в дальнейшей работе, щипцы не понадобятся.
- Если заготовка имеет изогнутую форму, стоит её нагреть докрасна и малым молотом выпрямить. Следить за температурой обязательно. Не работать с остывшим металлом.
- Ковочная температура 1000-1100 °С, не имея термометра, определять её стоит на глаз (темно-жёлтый), либо магнитом – заготовка перестанет прилипать к нему. Цвет и термометр подсказывают, что сталь реально марки 65Г.
- Крупным молотом проковываем изделие и вытягиваем в длину. Рессоры в основном имею толщину в 5-6 мм, вытягивание следует продолжать до толщины в 3-4 мм.
- Лучше выковать спуски и носик к острию клинка сразу, в будущем меньше мороки на шлифовальном станке.
Приобретя вид клинка, изделие следует остудить на воздухе, срезать болгаркой пруток. Разметив конкретнее спуски и хвостовик, продолжить обработку на шлифовальном станке. Процессы изготовления рукояти и закалки клинка, обязательно опишем ниже.
Как выточить нож из рессоры своими руками
Резать или ковать – персональный выбор ножедела. Чтобы выгнуть заготовку нужна печь. Рессору лучше взять потоньше, иначе будет много возни с толщиной заготовки: устанешь её убирать и сотрёшь несколько кругов. Требуемый инструмент немного отличается от ковочного варианта
- УШМ, шлифовальный станок, круги к ним с разным зерном;
- печь и заготовка рессоры;
- напильники, молоток, наковальня;
- маркер, бумага;
- наждачка с разным зерном.
Выточенный нож из рессоры.
Молотом работать не придётся, больше мороки с болгаркой и шлифстанком. Приступая к работе, защитите глаза и руки.
Процесс изготовления ножа из рессоры
Следуя инструкции, клинок выйдет не хуже кованного. Важно, не перегреть заготовку и точно провести закалку:
- Произведя процесс отжига, и выпрямив заготовку, необходимо изготовить шаблон будущего клинка. Фантазия ножедела и интернет позволят создать уникальный шаблон клинка.
- Эскиз выполнить необходимо с запасом в пару миллиметров, на случай перегрева металла. Обвести его маркером на заготовке и приступить к трудоёмкому процессу – вырезанию.
- Толстую рессору придётся снять до 3-4 мм, сделать это поможет УШМ или шлифстанок. Снарядив болгарку отрезным кругом, и закрепив заготовку в тиски, вырезаем по контуру будущий клинок. Следите за цветом металла, не допускайте его изменения. Меняет цвет – перегрев. Поливайте больше водой.
- По заключению процесса вырезания снять заусенцы помогут напильники. Разметьте симметрично спуски и на шлифмашине снимите их.
Получив изделие близкое к клинку, затачивать сразу не следует. Не забывайте обработать хвостовик. Нож почти готов, осталось несколько нюансов.
Закалка лезвия
Вариантов закалки достаточно. Работая со сталью 65Г и аналогами, профессионалы рекомендуют, производить её в масле. Но присутствует мнение, что предпочтительнее процесс провести на воздухе. Остановимся на масляном методе.
Разогрев печь до 900 °С, ниже отметки ковки, аккуратно помещаем клинок и следим за нагревом. Достигнув оранжевого цвета детали, вынимаем клещами и на 3-и сек опускаем в масло. Вытаскиваем, ждём полного остывания. Опять помещаем в печь, нагреваем и в масло. Время выдержки увеличиваем на 1-у сек.
Сделать процедуру необходимо 3-и раза с постепенным увеличением времени окунания на 1-у сек. Клинок приобретёт высокую твёрдость и не потеряет пластичных качеств. Наш ресурс содержит более подробную процедуру закалки ножей в домашних условиях.
Важный момент – отпуск клинка. Производят отпуск при температуре от 200 до 300 °С. Процесс произвести реально в духовом шкафу газовой плиты. Нагрев заготовку до необходимой отметки, следует оставить её на 2-3 часа, не уменьшая показатели термометра.
Изготовление рукоятки
Существует 2-а типа рукояти: накладная и всадная. Для клинков с высокой твёрдостью применяют 1-ый вариант.
Чертеж элементов рукоятки ножа.
Способ несложный, потребуется:
- брусок древесины;
- дрель, свёрла;
- эпоксидный клей, штифты;
- наждачку;
- шлифовальный станок.
Древесину дозволительно заменить на: пластик, оргстекло и т.д. Материал подойдёт для применения различный. Вырезав подходящие по размеру накладки, насверливаем отверстия в хвостовике. В заготовках рукояти аналогично.
Доведя накладки наждачной бумагой до идеальной плоскости, приклеиваем их к хвостовику и вставляем штифты – их можно заклепать. Струбцинами закрепляем конструкцию, оставляем на 24 часа высыхать. На шлифовальном станке доводим рукоять до необходимых размеров.
Дерево обязательно требуется пропитать маслами или средствами против старения древесины. На нашем ресурсе имеется подробная статья о монтаже рукояти.
Заточка ножа
Твёрдость получившегося ножа составит 60-62 единицы по шкале Роквелла. Убедившись в симметричности спусков, можно приниматься за заточку. Процесс начинается с грубого точильного бруска с крупным зерном. Профессионалы советуют использовать алмазные камни для заточки ножей.
Заточка ножа бруском.
Движения осуществляются вдоль бруска до появления заусенца. Переходим к камню с зерном чуть меньше, двигая клинок поступательно. Процесс не требует быстрых и резких движений. Проводя заточку необходимо держать постоянный угол. Зависит он от будущего применения ножа. Оптимальным углом называют вариант в 20-25 град.
Для снятия заусенца необходимо работать на самом мелком зерне. Не забываем смачивать водой брусок. Заточка ножа потребует немалых усилий. Рессорно-пружинная сталь, после закалки, очень твёрдая.
Учитывая условия эксплуатации, наточив лезвие единожды – клинок затупится нескоро. Правильно заточенное изделие, способно резать жестяные листы без потери своих качеств.
Закалка и отпуск стали. Цвета каления и побежалости
Возможно, вам не раз приходилось слышать эти термины, когда речь шла о кованых ножах, да и вообще о сталях. Настало время разобраться, что же они означают.
Закалка, по своей сути – это нагрев готового изделия до определенной температуры с последующим охлаждением с определенной скоростью, а отпуск – это следующий за закалкой дополнительный нагрев до более низких температур с иных режимом охлаждения; каким именно, зависит от марки стали. Скорость регулируется т.н. «закалочной средой» – жидкостью, в которой клинок охлаждается с определенной скоростью: машинное масло, солевые растворы, поток воздуха с и т.п. Например, масло охлаждает со скоростью примерно в 6 раз меньшей, чем циркулирующая вода.
Чтобы перейти к конкретным цифрам, нужно понять, зачем вообще нужны эти два процесса.
Что улучшает правильная закалка стали
Если спросить среднестатистического человека, который не имеет отношения к ковке ножей, на вопрос «Что дает закалка?» он первым делом скажет о прочности. В целом, он будет прав, хотя из нескольких качеств, которые улучшает закалка, лидировать будет все-таки твердость. Но обо всем по порядку.
- Твердость клинковых сталей, как правило, измеряется по шкале Роквелла (HRC); европейские ножи чуть не дотягивают до показателя в 60 HRC, азиатские чуть переваливают за эту отметку. Если мы будем царапать друг о друга два одинаковых сплава различной твердости, следы останутся на том, что мягче; таким образом, твердость дает нам понятие о том, как хорошо сплав сопротивляется механическим повреждениям.
- Прочность обычно подразумевает стойкость стали к разрушению (на изгиб, на удар и т.д.) – для ножа это важно, когда мы, к примеру, проверяем его «на изгиб». Если сталь сыровата, то клинок после сгибания частично останется деформированным. Правда, если сталь перекалена, будет еще хуже – клинок сломается; поэтому при закалке важно соблюдать золотую середину.
- Упругость. Это как раз то, о чем мы говорили чуть выше – способность возвращать исходную форму после снятия нагрузки. Если закалка сделана по всем правилам, с этим показателем все будет в порядке: при изгибе примерно на 10 градусов (а для тонких кухонных ножей и до 30) клинок вернет изначальную форму.
- Износостойкость. Правильный режим закалки улучшает все показатели, которые входят в это понятие: способность сопротивляться механическому и абразивному износу, способность держать заточку и стойкость к ударным нагрузкам.
Главное в погоне за всеми этими качествами – достичь закалкой такого компромисса всех вышеуказанных свойств, чтобы нож и резал хорошо, и был прочен.
Как делают закалку и отпуск
После того, как заготовке клинка придали необходимую форму, ее закаляют. Конечно, все очень индивидуально для разных марок сталей, для конкретных изделий, но в среднем мастера называют температурой нагрева под закалку около 700–800 градусов Цельсия. Оптимальный цвет изделия в таком случае будет алым или вишневым. Если краснота уходит, уступая место оранжевым и желтым оттенкам, температура, скорее всего, перевалила за отметку 1 100 градусов – это для большинства сталей уже многовато. Белый цвет говорит о том, что температура достигла как минимум 1 300 градусов, и для закалки она не подходит – при ней произойдет перекал; в этом случае вернуть стали прочность будет невозможно.
Именно эти цвета и называются цветами каления. Мы встретимся с ними еще раз – когда будем рассматривать отпуск.
Цвета каления показывают нам температуру, которой достигла заготовка. Их не следует путать с цветами побежалости – оттенками окислов
Когда клинок закален, он приобретает высокую твердость, но теряет при этом в прочности. Теперь прочность необходимо вернуть: этой цели и служит отпуск. Отпуск, как мы помним, это повторное нагревание до более низких температур с последующим охлаждением; добавим к этому, что между повторными нагреваниями следует и полное остывание клинка – естественным путем или же путем охлаждения его в солевом растворе или масле. Температуру нагрева для отпуска выбираем следующим образом.
- Высокотемпературный отпуск, скорее всего, нам не нужен – он делается для деталей, которые подвергаются не столько деформациям, сколько ударным нагрузкам, а это явно не относится к ножам. Тем не менее, скажем о нем, что его температурные границы – это 500–680 градусов.
- Среднетемпературный отпуск – это прогрев до 350–500 градусов; это тоже много, подойдет разве что для метательных ножей.
- Низкотемпературный отпуск – то, что нужно. Прогрев здесь идет до 250 градусов. Конечно, нож не будет таким стойким к боковым ударным нагрузкам, но ведь это нам и не нужно: мы уже достигли необходимой твердости при закалке, а сейчас нас интересует прочность. При такой температуре она получится в самый раз.
Нужную температуру снова покажут цвета каления: оптимальным в данном случае (для ножа) будет светло-желтый цвет.
После каждого этапа, на котором появляются продукты окисла (цвета побежалости), изделие следует охлаждать в соленой воде или масле. В чистой воде заготовку не следует охлаждать ни после закаливания, ни во время отпуска – из-за слишком высокой скорости охлаждения изделие может дать трещины. Ни вода, ни масло полностью не соответствуют необходимым требованиям к закалке углеродной стали: быстрое охлаждение до 550 °С и более медленное с 300 °С до 200 °С. Поэтому воду используют в комбинации с маслом: сперва в воду, а потом в масло. Такой способ применяют на инструментальных сталях и именуют «в масло через воду». А вот легированные стали можно закалять только в масле.
Цвета побежалости на клинке коллекционного ножа «Зомби»– неудаленные после отпуска окислы
Выбор стали для закалки
Для начала условно разделим все стали на высокоуглеродистые и легированные. Все стали – это сплавы железа с углеродом и различными легирующими элементами; от того, преобладает ли в ней один углерод или в значительном количестве присутствуют и легирующие элементы, и будет зависеть название стали. Нельзя сказать, что та или иная группа хуже или лучше поддается закалке; у них изначально очень разные характеристики и разные задачи, поэтому мы просто расскажем о закаливании тех и других сталей.
Закалка углеродистых сталей
С этой сталью, как и с изделиями из нее, накоплен огромный опыт работы. Сама по себе она требует меньших температур закалки, чем легированная различными элементами – у нее и без этого довольно высокие показатели твердости и прочности, которые так ценятся на рынке.
- Низкоуглеродистые стали закаливают при температурах от 727 до 950 °С.
- Средне- и высокоуглеродистые стали закаливают при температурах от 680 до 850 °С.
Нужно помнить, что стали с совсем низким содержанием углерода закалке вообще не поддаются.
Если мы желаем изготавливать и закалять в домашних условиях клинок из углеродистых сталей, нам подойдут следующие марки.
Эти марки при правильной термообработке характеризуются большой прочностью и твердостью, хотя и низкой устойчивостью к коррозии.
Закалка легированных сталей
Помимо железа и углерода в таких сталях содержится значительное количество различных легирующих элементов, которые придают сплаву особые свойства, нужные в той или иной сфере.
- Хром превращает сталь в коррозионностойкую, если его содержание превышает 12–16 %.
- Молибден и никель повышают прочность стали и ее способность выдерживать высокие нагрузки.
- Ванадий улучшает износостойкость сплава и придает клинкам из него способность держать необычайно острую заточку.
Ввиду наличия в сплаве этих элементов сталь обладает худшей теплопроводностью, чем чистая углеродистая, поэтому: 1) для нагрева и охлаждения ей понадобится больше времени – если ускорять процесс искусственно, то по сплаву могут пойти трещины; 2) для закалки ей нужна большая температура – от 850 до 1 100 °С.
К сожалению, правильная термообработка сложнолегированных сталей достаточно трудна, так как для придания клинку высоких рабочих свойств нужны и точная температура, и специальное оборудование для глубокого охлаждения. Поэтому закалить их качественно «на глазок» не получится.
К наиболее распространенным маркам относятся следующие:
О последнем образце можно сказать, что он исключительно износостоек.
Закалка ножевой стали в домашних условиях
Для простых углеродистых сталей даже в кустарных условиях можно сделать удовлетворительную закалку, главное – вооружиться правильными знаниями.
В качестве исходников можно использовать отслужившие инструменты, рессоры и напильники; следите, чтобы на них не было ржавчины. Заготовка из новенького переплавленного металла, конечно, лучше, так как детали, которые долго служили, имеют такое качество, как усталость, что снижает их прочность. Хотя для качественных материалов достаточно провести отжиг, который заключается в нагреве стали, выдержке при определенной температуре и последующем медленном охлаждении вместе с печью или в песке со скоростью два-три градуса в минуту. В результате отжига образуется устойчивая структура, свободная от остаточных напряжений.
И для отжига, и под нагрев детали под закалку можно использовать самодельный горн из ямы, обложенной кирпичами, из паяльной лампы и трубы. В идеале, конечно, пользоваться муфельной печью.
Проверить в домашних условиях, дошла ли закалка до нужной степени, просто: можно провести напильником по закаленному изделию – если закалка не прошла до конца, напильник просто прилипнет к ножу. Перекал проверятся в кустарных условиях сильным ударом заготовки по твердому предмету – камню или рельсу: перекаленный клинок разлетается при таком ударе на части.
Принципы закалки металла в домашних условиях
При изготовлении металлические изделия подвергают дополнительной термообработке. После нагревания изменяются характеристики материала, улучшается структура. Для этого не нужно покупать дорогое оборудование, можно сделать закалку металла в домашних условиях. Чтобы не допустить ошибок, необходимо знать нюансы процедуры, разбираться в технологическом процессе.
Что такое закалка металлов и ее виды?
Закалка — популярный способ улучшения характеристик материала. Термообработка позволяет изменить структуру металла. Результатом воздействия высокой температуры является увеличение показателя твердости. После нагрева происходит быстрое охлаждение детали. Для этого она погружается в ёмкость, заполненную маслом или водой.
Чаще всего в домашних условиях выполняется закалка нержавейки, проволоки из разных видов стали и ножей. Но после структурных изменений, сталь становится хрупкой. Если речь идет о цветных металлах, то изменения структуры не происходит. Например, после проведения закалки меди невозможно достигнуть хорошего показателя твердости. Однако при отсутствии структурных изменений материал не становится излишне хрупким
Чтобы снизить показатель хрупкости стали после проведения термической обработки, выполняют отпуск заготовки. Это дополнительная обработка теплом. Сначала изделие нагревается, а затем медленно охлаждается.
Особенности закалки стали
Главным материалом, который подвергается нагреву, быстрому охлаждению является нержавеющая сталь, сплавы на ее основе. Чтобы улучшить характеристики изделия, необходимо выполнить дополнительный разогрев, а затем медленное охлаждение. Это позволит снять внутреннее напряжение. Особенности обработки для разных видов стали:
- Закалка стали 45. После проведения нагрева, быстрого охлаждения прочность повышается в 3 раза.
- Проведение процедуры со сталью 40X. Нагревается до температуры 860 градусов по Цельсию.
Существуют специальные справочники, которые содержат информацию о правильных температурных режимах обработки различных видов стали.
Преимущества
Преимущества термообработки металла:
- Изменение структуры материала. Зерна становятся равномерными.
- Отсутствие деформации.
- Простота проведения процедуры.
- Повышение твердости, увеличение прочности.
Оборудование и особенности проводимого процесса
Чтобы провести технологический процесс обработки материала, необходимо использовать определенное оборудование. Для нагрева применяют специальные печи. Они могут работать от электричества, на газу, твердом топливе. Помимо нагревательной конструкции нужно подготовить ёмкость, заполненную водой или маслом. Она нужна для быстрого охлаждения заготовки.
Как изготовить камеру для закаливания металла?
Для того чтобы закаливать металл дома, нужно собрать муфельную печь. Этапы сборки:
- Нарисовать чертеж нагревательной камеры. Можно взять готовый рисунок с размерами, обозначением основных элементов.
- Выложить из шамотного кирпича основную конструкцию.
- Снаружи обмазать камеру огнеупорной глиной.
- Подвести к самодельной конструкции провода, на внутренней поверхности закрепить нихромовые нити. Это нагревательные элементы.
- Вырезать выемки для размещения нихромовой проволоки, сделать отверстие для её подключения.
Камеру укрепляют уголками, которые закрепляют к контуру с помощью сварочного аппарата. Перед работой с самодельной конструкцией проводят подготовительный обжиг. Для этого она нагревается до 900 градусов по Цельсию. Для нагрева используют газовую горелку.
Закалка стали в домашних условиях
Для того чтобы закалить металл в домашних условиях можно использовать самодельную печь, горн, открытое пламя. На нагретую поверхность нужно положить металлическую заготовку. Дальше она разогревается до определенной температуры, с помощью кузнечных щипцов погружается в охлаждающую жидкость.
Чтобы правильно провести технологическую операцию, нужно точно соблюдать температурный режим. Для этого используется пирометр. Кузнецы советуют проверять температуру с помощью магнита. Если он не прилипает к материалу, деталь нагрета до 760 градусов. Затем заготовку нужно охладить.
Закалка металла может проводиться в домашних условиях. Это позволяет любому человеку улучшить характеристики материала. Собрать нагревательную камеру можно по готовым чертежам.
Поддержите канал, просто читайте наши статьи, а мы будем размещать для Вас полезную информацию о металлах! Так же заходите на наш сайт , там Вы найдете множество информации о металлах, сплава и их обработке.