Содержание
- Что такое ПВ сварочного аппарата
- Выбор сварочного инвертора: 10 важных правил
- Разница между ПН и ПВ
- 0 Deputattt 14 Мар 2014
- 1 blazen79 14 Мар 2014
- 0 AMBIVERT42 15 Мар 2014
- 0 ARGONIUS 15 Мар 2014
- 1 morgmail 15 Мар 2014
- 0 ARGONIUS 15 Мар 2014
- 0 morgmail 15 Мар 2014
- 0 ARGONIUS 15 Мар 2014
- 0 morgmail 15 Мар 2014
- 0 Nub 15 Мар 2014
- 0 ARGONIUS 15 Мар 2014
- 0 morgmail 15 Мар 2014
- 0 ARGONIUS 15 Мар 2014
- 1 AMBIVERT42 15 Мар 2014
- Выбор сварочных инверторов: 10 ключевых правил
- Расчет универсальной нагрузки для диагностики сварочных аппаратов
Продолжительность нагрузки сварочного аппарата это
Что такое ПВ сварочного аппарата
У любого сварочного аппарата есть одна важная характеристика — продолжительность включения, чаще можно встретить именно аббревиатуру «ПВ». Данная характеристика измеряется в процентах и является ничем иным, как отношением времени работы под нагрузкой к времени охлаждения. Все это замеряется при конкретной температуре окружающей среды.
По европейским стандартам ПВ должно указываться при 40°С и 5-минутном интервале. По стандартам стран СНГ при 20°С и 10 минутах. В Беларуси в 95% случаев вы встретите показатель Продолжительности включения, рассчитанный именно при 20°С и 10 минутках.
Что же этот хитрый показатель означает
Если говорить о стандартах СНГ, то ПВ 70% означает, что сварочный аппарат будет работать непрерывно на максимальном токе 7 минут, остальные 3 ему необходимо отдыхать. Естественно, такая логика работает при температуре окружающей среды 20°С.
Если температура окружающей среды повышается, то ПВ снижается. То есть, если «за бортом» будет 50°С, то ПВ Вашего такого аппарата будет минимум вдвое меньше.
Если же мы имеем «заморский» сварочный аппарат, например Esab, то ПВ на этом аппарате считалась по-другому. Стандартные 30% для таких аппаратов рассчитаны при температуре 40°С, соответственно, в условиях белорусского лета, когда столбик термометра колеблется на отвертке 24-28°С, то значение ПВ можно смело умножать на 1.5-2. Таким образом, мы будем иметь около 5 минут из 10 или 2.5 минуты из 5 (если считать по стандартам ЕС)
Почему этот показатель важен
Не нужно иметь высшее техническое образование, чтобы понять, зачем показатель продолжительности включения вообще ввели.
- В первую очередь, он дает картину рабочего цикла. Если на улице 25°C или 30°C, а ПВ аппарата 20%, то Вы имеете менее 2 минут на сварочные работы на максимальном токе, остальные 8 Вам придется «курить» в стороне, ожидая, пока аппарат остынет. «Сварить» петли на заборе Вы не успеете и за половину дня.
- Во-вторых, этот показатель помогает выбрать между двумя сварочными аппаратами, которые имеют одинаковый максимальный ток. Наверняка модель с более высоким ПВ имеет лучшую систему охлаждения и «запас прочности» внутренних компонентов. Правда, эта логика работает только с аппаратами известных брендов, которые дорожат репутацией.
Почему этот показатель не важен
Неожиданный поворот сюжета, не правда ли? Увы, но после всего сказанного мы будем убеждать Вас, что не стоит обращать внимание на продолжительность включения при выборе сварочного аппарата.
На сегодняшний день ПВ стал маркетинговой уловкой. Многие производители в битве за потребителя идут на хитрости. Например, в каталогах легко можно найти сварочные аппараты с ПВ 80%, 90% и даже 100%. Как это возможно, спросите Вы? А все очень просто.
Указав ПВ 100% на сварочном аппарате производитель не говорит о том, при какой температуре делался замер.
Иногда можно встретить аппараты на 160А, где написано ПВ 100%, а ниже мелким шрифтом «при 100А». Честно ли это? Не думаю, так как принято указывать ПВ именно на максимальном токе.
Многие производители специально завышают ПВ, ведь никто правду все равно не узнает. Вы ведь не будете проверять этот показатель с помощью балластного реостата.
Вот 4 причины не обращать внимание на ПВ при выборе сварочного аппарата:
- показатель рассчитан для максимального тока. Будете ли Вы вообще хоть раз в жизни «варить» на максимальном токе, если у Вас аппарат на 200А или 250А? Да? Может еще и непрерывно? А однофазная сеть точно даст «реальные» 200А? Ох, как сомневаюсь.
- нужно ли Вам вообще высокое ПВ? Примите во внимание тот факт, что электрод горит в среднем 40-50 секунд. В условиях климатической зоны Беларуси даже с ПВ 30-40% Вы никогда не почувствуете дискомфорта в работе.
- необходимые перерывы. В процессе сварки Вам нужно проверять качество шва, зачищать его. Даже паузы в 20-30 секунд достаточно, чтобы аппарат успевал охладится.
- ложные сведения. Если в инструкции четко не прописано, по каким стандартам производился замер ПВ, то этот показатель наверняка завышен.
Нужно понимать, что данная статья больше касается бытового использования. На производстве мыслят совершенно другими категориями и подбирать сварочный аппарат нужно будет, исходя из конкретных потребностей.
ПВ также будет важен, если Вы планируете «резать» большое количество металла, хотя для таких целей лучше использовать плазменный резак или болгарку.
Выбор сварочного инвертора: 10 важных правил
Сварочный инвертор — это простое и практичное решение для хозяев, которые не представляют своей жизни без выполнения разноплановых задач по обустройству дома и приусадебного участка. Применение сварочного инвертора легко решит любую проблемную сварку, поскольку это современное устройство основано на инновационной микропроцессорной технологии. Микропроцессорная ( она же инверторная плата), установленная вместо трансформатора с обмоткой, делает сварочный аппарат мобильным, экономичным и в то же время производительным. Инверторная сварка отличается двумя самыми важными параметрами: стабильность электрической дуги и отличная скорость регулировки сварочного тока.
Современные производители агрегатов подобного типа предлагают покупателям десятки различных моделей сварочных инверторов, которые отличаются между собой по мощности и другим техническим параметрам. Поэтому выбор подходящего аппарата – дело очень ответственное и требует особо тщательного подхода.
Чтобы облегчить сложную задачу выбора, мы подготовили для вас ответы на топ-десятку вопросов, которыми задаются потенциальные покупатели сварочных инверторов.
Сеть 220 В или 380 В?
Напряжение стандартной бытовой электрической сети составляет 220 В. Поэтому большинство сварочных инверторов – однофазные и основывают свою работу именно на таких параметрах подключаемого тока. Это очень практично, ведь необходимое вам в работе устройство можно спокойно подключить в любом помещении, где есть в наличии хотя бы одна розетка. Однофазные сварочные устройства относятся в основном к бытовому классу, у них номинал сварочного тока до 200А и невысокая продолжительность включения.
Сварочные инверторы профессионального класса — более мощные и тяжелые устройства, с высоким сварочным током, поэтому они часто рассчитаны на питание от трехфазной промышленной сети 380В.
В таком устройстве вместо однофазного выпрямительного моста стоит трехфазный, что позволяет равномерно распределить нагрузку между фазами, не перегружая одну.
Выбирая сварочный инвертор однофазный (220В) или трехфазный (380 В), стоит учитывать род деятельности, сложность поставленных задач и область его применения.
Сварочный ток и диаметр электрода
Величина сварочного тока – главная определяющая качества будущей работы. В зависимости от этого показателя выбирают диаметр электродов, с которыми будет проводиться сварка. Чем больше диаметр, тем большая вероятность проведения качественной спайки даже при больших показателях толщины металла.
Сварочный инвертор отличается значительно более широким, чем у обычного сварочного аппарата, диапазоном регулировки сварочного тока: минимальный может быть 5А, а максимальный 250-350А. Эта особенность позволяет использовать электроды различного диаметра (от самого тонкого до «пятерки») с различным покрытием.
При сварке тонкими электродами (диаметром 1,6 или 2 мм) отлично отрегулированный ток превращает сварку в удовольствие — дуга на малом токе не брызгает, а, как говорят опытные сварщики: «шепчет».
При выборе силы тока и электрода стоит учитывать и рабочее положение, в котором вы собираетесь проводить большинство сварочных процессов. Доказано, что вертикальная сварка требует большего диаметра электродов, а значит и большей силы сварочного тока.
Что такое продолжительность нагрузки?
Продолжительность нагрузки сварочного агрегата, или рабочий цикл, выступает основным показателем надежности агрегата. В паспорте устройства она обозначается ПН или ПВ – продолжительность включения. Под этим термином подразумевается процент времени работы аппарата по отношению к длительности одного цикла сварки. Это очень просто. Если цикл сварки составляет 10 минут, то хороший сварочный инвертор промышленного класса может работать в режиме сварки 6 минут, а остальные тратить на охлаждение. Тогда его продолжительность нагрузки ( ПН) составляет 60%.
В сварочном инверторе, понижая величину тока, можно добиться стопроцентного показателя ПВ. Это означает работу без перерыва, хотя, перерывы все равно нужно делать для замены электродов.
Таким образом, продолжительность нагрузки зависит от величины тока, с которым работает сварщик на том или ином процессе. Чем толще свариваемый металл и выше ток, тем продолжительность нагрузки будет ниже. И наоборот – сварка более тонких листов проводится при низкой силе тока, поэтому и продолжительность такой работы выше.
Форсаж дуги Arc-Force – это вспомогательная функция некоторых моделей сварочных инверторов. По-другому ее называют электронная стабилизация дуги. Она очень полезна и незаменима при выполнении большого объема разноплановых задач. Суть ее в том, что, если сварочная дуга по какой-то причине рвется ( случайно, во время отвода электрода), то происходит дополнительное повышение сварочного тока. Этот всплеск удерживает сварочную дугу, чтобы можно было окончить работу. Наличие функции Arc-Force прописывается в инструкции к аппарату и означает, что качество сварного шва будет отменным.
Функция Tig: подключение аргона
Эта функция отвечает за подключение горелки для аргоно-дуговой сварки. Агрегаты с такой возможностью являются универсальными приборами, способными быстро и качественно выполнить любой объем работы. Они незаменимы для людей, которые часто выполняют спайку разного рода цветных металлов: алюминия, меди и ее сплавов, а также легированной и нержавеющей стали.
Сварка в режиме Tig производится тугоплавкими вольфрамовыми. Газ аргон нужен для того, чтобы на свариваемые цветные металлы не действовал кислород, иначе они окисляются и спайка не происходит.
ТИГ-сварка является мягче обычной, а поэтому многие отдают предпочтение именно ей, хотя новичкам сначала стоит научиться основам и поднабраться опыта, прежде чем приступать к такой работе.
Чтобы возбудить электрическую дугу, нужно коснуться электродом к свариваемой поверхности. Автоматическая функция HOT- START облегчает контактны поджиг дуги. Под «горячим стартом» принято подразумевать дополнительный импульс сварочного тока в момент, когда электрод касается заготовки. Импульс прошел — показатели силы тока кратковременно увеличиваются, дуга зажигается. Благодаря такой опции можно качественно и быстро провести операцию спайки необходимых материалов.
Функция Anti—Stick
Функция «Anti Stick», что в переводе с английского означает «антиприлипание – отличная опция для работы в режиме ММА Она незаменима для тех сварщиков, которые только набираются опыта в вопросах спайки металлов. Представьте момент короткого замыкания – электрод тут же «прилипает» к металлу. Чтобы избежать залипания электрода и осыпания его обмазки, включается «Anti Stick», и мгновенно сварочный ток и напряжение автоматически сбрасываются на нуль. Это позволяет быстро оторвать электрод от металла и дальше продолжать выполнение работы.
Устойчивость к перепадам напряжения
Важным параметром, от которого зависит длительность эксплуатации выбранного вами аппарата, является его устойчивость к перепадам напряжения в бытовой сети. Чтобы избежать поломок жизненно необходимых деталей, стоит выбрать агрегат, который отлично защищен от подобных негативных процессов.
Сварочный инвертор – особое устройство, которое свободно работает и при повышенном и при пониженном напряжении сети. Особенно этот параметр важен в сельской местности, где наблюдаются скачки напряжения в сети. Одновременное подключение большого количества агрегатов с разными емкостными показателями тоже может привести к перепадам напряжения.
У сварочных инверторов встроена инновационная защита от скачков и перепадов напряжения в сети. В паспорте каждой модели указан допуск: от 15 до 25% понижения или повышения напряжения сети, при каком будет нормально варить инвертор. 20-типроцентное отклонение означает, что ваш аппарат будет стабильно работать при 170В и при 270 В. Инверторная плата автоматически стабилизирует работу, словно «привыкая» к незапланированным скачкам.
Роль дисплея в процессе сваривания
Большинство современных сварочных инверторов оснащены дисплеем, на котором отображаются основные характеристики проводимой работы. При работе сварочного инвертора в быту или на производстве, очень важно все время контролировать показатели его работы, чтобы избежать поломок и перегрева аппарата.
Дисплей с цифровой индикацией сварочного тока – незаменимый друг для новичков, которые только начинают разбираться в основах профессиональной сварки. Опытные работники способны проводить сварку без цифр на дисплее, а вот неподготовленные сварщики боятся сделать что-то неправильно и испортить сварочный шов. Поэтому дисплей с выведенными показателями – очень полезное и практичное решение конструкторов.
Габариты и вес – главные козыри сварочных инверторов
Почему сварочный инвертор называют самым удобным аппаратом? Дело в том, что раньше сварочные аппараты были громоздкими, габаритными, иногда оснащенные специальными тележками для переноса. Маленький и легкий инвертор можно просто забросить на плечо и пойти к месту сварки, благо масса его в среднем до 10 кг.
Небольшие параметры корпуса и маленький вес считаются основными достоинствами сварочных инверторов. Эти козыри делают их транспортабельными и незаменимыми в работе на разных участках. Небольшой аппарат легко переносить как в руке, так и на спине благодаря наличию продуманных и удобных ручки и шлейки. Сварочные инверторы — прекрасная альтернатива стационарной сварке. Они практичны, удобны и гарантируют высокое качество сварке, а поэтому быстро привлекают к себе все больше внимания сварщиков.
Разница между ПН и ПВ
Deputattt 14 Мар 2014
Первый раз вижу аппарат с ПВ 100%, это как так.
- 1
blazen79 14 Мар 2014
ПВ(продолжительность включения) у всех аппаратов 100%, а вот ПН (продолжительность нагрузки) разные.
AMBIVERT42 15 Мар 2014
ПВ(продолжительность включения) у всех аппаратов 100%, а вот ПН (продолжительность нагрузки) разные.
Именно! ПВ справедливо для полуавтоматов. Для аппаратов РЭДС/РАДС применяют показатель ПН.
ARGONIUS 15 Мар 2014
- 1
morgmail 15 Мар 2014
ARGONIUS, сюда надо ещё и сваркостроителей пригласить.
П.С, Самопальщики, проходите мимо. Иначе они начнуть свои собственные числа тулить, дабы преукрасить возможности своих самопалов.
Сообщение отредактировал morgmail: 15 Март 2014 09:43
ARGONIUS 15 Мар 2014
morgmail 15 Мар 2014
Я тут спёр два мнения по этому поводу.
Отдельному рассмотрению подлежат составляющие элемента характеристики — ПВ(ПН)
Продолжительность включения (ПВ) или продолжительность нагрузки (ПН) в процентах — отношение времени работы под нагрузкой или охлаждения за определенный промежуток времени, при определенной температуре окружающей среды. (соотношение времени работы под нагрузкой и отдыха от перегрева). Принятое значение общего времени по Евростандарту составляет 5 минут при 40 градусах Цельсия, других странах и Росси 10 минут и при 20 градусах Цельсия. Оптимальное значение ПВ — около 60%, т.е. 6 минут работы и 4 минуты перерыва. Увеличение времени работы под нагрузкой приведет к срабатыванию тепловой защиты блока управления.
Иными словами, если включить аппарат на максимальную нагрузку, и засечь время через которое он отключится от перегрева, это и будет его ПВ. А так как ПВ измеряется в %, то это соотношение времени «работы» и «отдыха» сварочного аппарата.
Приводим пример если взять сварочный цикл 10 минут (а не 5 минут -евростандарт ), температуру окружающей среды 20 градусов (а не 40 градусов -евростандарт) и аппарат отключается через 5 минут, значит ПВ 50% (5 минут работаем 5 минут отдыхаем), если отключается через 3 минуты значит ПВ 30% (3 минут работаем 7 минут отдыхаем), если аппарат отключается через 6 минут, значит ПВ 60% (6 минут работаем 4 минут отдыхаем). Что это значит для нас в практическом смысле? ПВ 50-60% (сварочном цикле 10 минут и температуре окружающей среды 20 градусов) более чем достаточно для любых ММА сварочных работ на токах до 200А.
То есть, если сварочный аппарат имеет ПВ 60%, то на максимальном токе он отработает 6 минут, и 4 минуты будет остывать. Но ПВ замеряется с помощью включения аппарата на постоянную нагрузку (например, с помощью балластного реостата), чего в жизни никогда не происходит! Сварка ММА (РДС Ручная Дуговая Сварка) подразумевает сварку электродом, а ни какой электрод не будет гореть более 40-50 секунд, а кроме того сварочный шов надо очистить от шлака, зачистить его, и т.д. Значит, аппарат не будет работать непрерывно все шесть минут, и будет успевать охлаждаться. Из этого следует, что 60% ПВ это твердые 100% для ММА (РДС Ручная Дуговая Сварка)
Рассмотрим другой вариант -ПВ 10-15% это значит что вы работаете 1-1.5 минуты и около 9 минут отдыхаете, а это уже ситуация обратная. Т.е.вы сжигаете один электрод, аппарат выключится от перегрева, 9 минут ожидания, затем цикл повторится. А если на улице жара, то ПВ становится еще меньше. Купив аппарат с таким ПВ вы вместо того что б приварить две гаражные петли за двадцать минут потратите на это несколько часов своего драгоценного времени. Нерадивые производители либо занижают значения ПВ, либо пишут их так, что непосвященному в сварку человеку разобраться практически невозможно. Например указывают ПВ не на максимальной мощности, а на 20-30 % от нее, например на аппарате на 160 А указывают ПВ -60% -100 А, что означает практически ПВ 35% -160 А. С одной стороны они указали реальное ПВ, с другой они намерено вводят в заблуждение, если у покупателя недостаточно информации. Есть еще одна уловка недобросовестные производители указывают например ПВ -60% -160 А, а затем мелким шрифтом пишут, что время измерения ПВ 3 или 5 минут, а это значит что реальное ПВ при 10 минутах, на максимальной мощности 160 А, означает практически те же ПВ 35% -160 А.
Обратим ваше внимание, что следуя из вышесказанного, надо обращать внимание не только на величину ПВ, но и на температуру при которой ПВ измерялось. Обычно все известные производители такие как Эсаб, Кемппи, Фрониус, EVM, Линкольн-Электрик и др., как правило, указывают при какой температуре измерялся ПВ, Как например рассматриваемый в статье, как читать техническую характеристику инвертора, KEMPPI MINARC EVO 150, имеет при ММА сварке ПВ 35% но это при to = 40 °C, а это значит, что при температуре to = 20 °C ПВ у него будет где-то те же 60%! Если информации по температуре измерения ПВ нет, то следует считать, что измерения производились при комнатной температуре т. е. при 20 градусах Цельсия.
pv_pn_chto_eto_takoe.pdf 64,53К 4111 скачиваний
ARGONIUS 15 Мар 2014
morgmail 15 Мар 2014
Скажем у 200 амперного аппарата ПВ 100%, на токе 110 А. Что, получается утром можно выставить значение 110 А, зажечь дугу и выключить только вечером?
Ну вот я именно так и понимаю, хотя это возможно и не правильно. Пробывал жечь на аппарате с ПВ 100% на 90А. жёг на 120А. не отрубился.
Nub 15 Мар 2014
Самопальщики, проходите мимо. Иначе они начнуть свои собственные числа тулить, дабы преукрасить возможности своих самопалов. Ну и напрасно, я тоже самопальщик, однако мне не доплюнуть до манагеров, которые эти числа пишут спрашивая у метеорологов, которые у астрологов, которые определяют их по солнечной активности.
ARGONIUS 15 Мар 2014
morgmail 15 Мар 2014
Ну и напрасно, я тоже самопальщик
Делаете сварочники на продажу десятками?
ARGONIUS 15 Мар 2014
- 1
AMBIVERT42 15 Мар 2014
AMBIVERT42, развёрнуто и для всех пожалуйста.
Между продолжительностью нагрузки (ПН) и продолжительностью включения (ПВ) есть понятийная разница. Включение подразумевает подачу напряжения на силовую часть аппарата и возникновение напряжения холостого хода на клеммах. Нагрузка же-непосредственно горение дуги. Отсюда ясно,что для сварочного аппарата для РЭДС ПВ=100%. Щёлкнул тумблером и на выводах появилось напряжение. ПВ, в данном случае, будет не объективным. ПН и будет отражать реальные возможности аппарата. Для аппаратов полуавтоматической сварки,в которых напряжение на входе силовой части и, соответственно, на клеммах, появляется при нажатии на кнопку управления, будет более справедлива ПВ. Тут ПВ равна ПН. Теперь попробуем разобраться с аппаратами для РАДС. Тут очень много зависит от схемотехники аппарата. Если силовая часть управляется с горелки и подача напряжения начинается по команде с кнопки,то корректно применить понятие ПВ, при постоянном присутствии напряжения на выходе-ПН. Как-то так.
Ещё не совсем понимаю, что такое например ПВ 100% на токе ниже номинального. Скажем у 200 амперного аппарата ПВ 100%, на токе 110 А. Что, получается утром можно выставить значение 110 А, зажечь дугу и выключить только вечером? Номинальным током считается, как правило, его значение при ПН=60%. При ПН=100% работать можно почти без перерыва. Пока сам не устанешь,либо какие-то нужды не заставят прерваться. Существуют два стандарта ПН. 5-минутный при 25 град и 10-минутный при 40 град. Поскольку, единый стандарт до сих пор не принят, то и возникает путаница. Конечно,при пятиминутном цикле цифры ПН-более существенные. Оттого и никак не могут с этим стандартом расстаться.
Выбор сварочных инверторов: 10 ключевых правил
С развитием микропроцессорной технологии в повседневную жизнь огромного количества потребителей вошла техника, использующая принцип двойного преобразования. Инверторная технология лежит в основе современных сварочных аппаратов, которые с успехом вытесняют трансформаторные аналоги. Усовершенствованное устройство примечательно тем, что оно не требует особых знаний по сварке. Любой новичок справится с установкой простых металлоконструкций, благодаря новым приборам. Автоматика отслеживает весь процесс, на долю сварщика остается контроль за сварочным швом. Помимо профессионального использования аппарата на строительных или монтажных площадках, он, как никогда кстати, подходит для решения множества задач по благоустройству дачного участка или загородного поместья. Благоустройство беседки, металлическое плетение под вьющиеся растения, подставка под мангал. Это и многое другое можно осуществить с переносным аппаратом.
Уникальная система двойного преобразования входного напряжения обеспечивает до 95% КПД с оптимальными техническими характеристиками. Такими показателями может похвастаться далеко не каждое техническое устройство. Не следует забывать об исключительной экономичности компактных приборов. Сварочные инверторы в два раза потребляют меньше электроэнергии, чем их собратья трансформаторного типа.
При выборе необходимого сварочного аппарата следует ответить на несколько вопросов, которые помогут разобраться во всем многообразии предлагаемой техники.
№ 1 Однофазная или трехфазная сеть?
Однофазные инверторы подключаются к бытовой электросети с напряжением 220В. Проводка стандартного типа доступна и находится, практически, в каждом доме. Аппараты бытового назначения с номинальным сварочным током от 150 до 200А прекрасно справятся с любыми задачами, которые могут возникнуть у владельца садового домика. Невысокая продолжительность включения будет скорее плюсом, чем минусом для любительских моделей.
Для профессионального применения выбираются аппараты большей мощности, которые, в свою очередь, требуют усиленной проводки и напряжения 380В. Такие агрегаты рассчитаны на высокий сварочный ток, подключаются они к трехфазной сети, равномерное распределение нагрузки обеспечивает хорошую продуктивность и длительный рабочий ресурс агрегата. Устройства отличаются несколько большим весом, зато продолжительность нагрузки может доходить до 100%.
№ 2 Сварочный ток и диаметр электрода
От толщины металла зависит, какой диаметр электрода должен выбрать сварщик. Причем, этот показатель описывается для каждой модели сварочного аппарата отдельно. Большая толщина рабочей поверхности металла требует большего диаметра электрода. Диаметра электрода 1,6 -2 мм достаточно для спайки металлических пластин до 2 мм толщиной. Для толщины металла в 15 мм потребуется электрод с диаметром 5 мм, тогда мастер может обеспечить высокое качество шва. Диапазон регулировки тока может начинаться с нескольких ампер до 350А максимального значения. Плавная настройка помогает оператору подобрать наиболее оптимальный параметр, который зависит от сложности выполняемой операции и качества обрабатываемого материала. Инверторная сварка может проходить с любыми электродами, с рутиловым покрытием, целлюлозным, однородным или смешанным и многими другими покрытиями. Выбор электрода также должен опираться на то, какой тип сварки собирается производить мастер, вертикальный или горизонтальный.
№ 3 Продолжительность нагрузки
Показатель продолжительности включения у каждого аппарата свой. За отсчет берется 10 минутный цикл. Часть времени этого цикла прибор может работать, остальную часть – остывать. При 100% продолжительности включения сварщик может работать непрерывно. При нагрузке 50%, сварка может проходить 5 минут, остальное время, то есть 5 минуты аппарат должен охлаждаться. Для профессиональных приборов ПВ 60% наиболее оптимальный показатель. Продолжительность нагрузки напрямую зависит от максимального тока, при котором проходит сварка. Чем выше показатель силы тока, тем чаще сварщик должен делать перерывы. Снижая сварочный ток, мастер может добиться 100% нагрузки, то есть постоянного включения. Для сварки более толстых металлических листов применяется высокий показатель сварочного тока, ПВ снижается. Для тонких металлических пластин достаточно низкого значения тока, при этом ПВ увеличивается.
№ 4 Функция «Форсаж дуги»
Есть несколько дополнительный опций, которые влияют на качество работы сварщика. Одна из них — Arc-Force. Функция обеспечивает стабильную дугу на коротком ходе. Предельное значение выставляется оператором. Автоматика сама позаботится о прибавлении силы тока в случае необходимости. Такая система обеспечивает правильную глубину сварки и предотвращает «залипание» электрода. При коротком замыкания дополнительная функция Форсажа дуги исключит перегрев аппарата.
№ 5 Подключение аргона (сварка ТИГ)
№ 6 Функция горячего старта
От правильного начала работы зависит ее дальнейший процесс. Быстрый старт (Hot-Start,) необходим для розжига электрода. Для этого, в первый момент, на электрод подается максимальный ток, в результате, электрод воспламеняется, практически, мгновенно и мастер готов приступить к работе немедленно. Кратковременное увеличение тока происходит от легкого прикасания его к рабочей поверхности.
№ 7 ФункцияAnti-Stick
Еще одна весьма важная дополнительная опция. В работе сварщика нередка ситуация, когда электрод «прилипает» к расплавленному металлу. Чтобы исключить подобную ситуацию, в аппарате есть встроенная функция Anti-Stick. Ее задача состоит в сокращении сварочной дуги при приближении к металлу. При удалении электрода от сварочной зоны происходит уменьшение сварочного тока. Функция обеспечивает безопасность мастера при коротком замыкании, в момент резкого приближения к рабочей детали показания тока обнуляются, и электрод легко отделяется от поверхности.
№ 8 Устойчивость к перепадам напряжения
Одно из достоинств сварочных инверторов –стабильность работы при возможных неполадках в электрической сети. Это касается перепадов напряжения и его скачков. Инвертор способен обеспечить качественную сварку в диапазоне, который сильно отличается от нормы 220В, электроника исключает зависимость входного и выходного напряжения. Встроенная защита справляется со скачками от 170 до 270В, это соответствует 20% отклонению Благодаря наличию электронной платы, которая сглаживает пики и провалы напряжения, мастер даже не заметит колебаний входного напряжения в процессе работы, шов получится таким же ровным и качественным. Для бытовых аппаратов показатель уровня защиты составляет 10-15%. Для профессиональных приборов этот уровень несколько выше – 20-25%.
№ 9 Контроль за процессом сваривания
Дисплей сварочного инвертора позволяет мастеру отслеживать текущие значения напряжения и силы тока. Как элемент контроля, дисплей помогает соотнести величину сварочного тока со сложностью операций и качеством обрабатываемого материала. О возможных неисправностях во время работы сообщит световая индикация. Цифровые показатели светящегося табло помогут оператору подобрать необходимый режим сварки.
№ 10 Габариты и вес – главные козыри сварочных инверторов
Благодаря электронной плате конструкторам удалось достичь минимально возможных габаритов при максимальной производительности. Это самое большое достижение конструкторов сварочного инвертора. Небольшой аппарат можно легко переносить по рабочей площадке, в зависимости от необходимости. Плюс, его просто поднять на большую высоту. Учитывая, его скромные габариты ему всегда найдется небольшое пространство для работы. Для хранения аппарата не потребуется много места, но стоит учесть, что инструмент сварщика это также рукава, клеммы, электроды и, желательно, сварочная маска Хамелеон. Некоторые модели не достигают даже 3 кг. Средний вес инверторов бытового класса находится в диапазоне от 5 до 7 кг. Профессиональные модели могут достигать веса 11-13 кг. Маленький чемоданчик имеет удобную рукоятку, или наплечный ремень. Конечно, если выбирать между массивным аппаратом, который несколько человек могут передвинуть с трудом, и переносным прибором, который легко удерживается в руке, предпочтение отдается последнему.
Расчет универсальной нагрузки для диагностики сварочных аппаратов
Появление малогабаритных сварочных аппаратов (СА )инверторного типа значительно расширило парк СА. Увеличилось и количество обращений в ремонтные мастерские, связанные с ремонтом сварочных аппаратов. После ремонта любой сварочный аппарат требует испытания на соответствие своим техническим параметрам, заявленным в паспорте. К таким параметрам, прежде всего, относятся:
— напряжение холостого хода;
— минимальный сварочный ток;
— максимальный сварочный ток;
— продолжительность нагрузки ПН%;
Для определения последних трех параметров требуется мощная универсальная нагрузка, позволяющая имитировать работу СА на электрическую дугу. В качестве такой нагрузки зачастую используется балластный реостат типа РБ-315 (1) или генератор статической нагрузки фирмы TEL-WIN (2). Как известно из теории и практики электродуговой сварки (3), напряжение дуги при ручной сварке покрытыми электродами определяется формулой:
где Ud — напряжение на дуге в Вольтах, Id — ток дуги в Амперах;
В соответствии с этой формулой составляется таблица зависимости напряжений Ud от тока Id. Ручкой регулировки тока на СА выставляют требуемую минимальную или максимальную величину тока. Диагностируемый СА нагружают на балластный реостат, который с помощью имеющихся у него переключателей позволяет задавать различные сопротивления нагрузки. С помощью переключателей балластного реостата подбирают такое сопротивление нагрузки, при котором измеряемое напряжение на выходе СА и измеряемый ток нагрузки соответствовали бы имеющимся табличным значениям сварочной дуги. Таким способом можно определить реальный ток на выходе испытуемого СА. Этот процесс измерения сварочного тока требует определенных трудозатрат, так как подобрать сразу необходимое сопротивление балластного реостата, как правило, не удается.
Для упрощения процесса измерения параметров СА автор предлагает следующий универсальный имитатор нагрузки для сварочных аппаратов (далее — ИНСА).
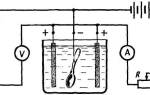
ИНСА представляет активную нагрузку, состоящую из проволочной спирали R сопротивлением 0,04 Ом, включенной последовательно со стабилизатором напряжения U1 20 В. Как видно из эквивалентной схемы (рис.1), напряжение Ud, приложенное к зажимам этой схемы, будет соответствовать вышеприведенной формуле при произвольных значениях тока Id. Таким образом имитатор нагрузки СА будет являться эквивалентом сварочной дуги и с его помощью можно имитировать сварочный процесс без получения электроду-гового разряда с температурой 5000. 7000 °С и без необходимости использовать все сварочные аксессуары (защитная маска, электрод, электрододержатель).
Рис. 1. Эквивалентная схема ИНСА
Максимально допустимый ток стабилизатора напряжения U1 должен быть не менее максимального тока диагностируемых СА .
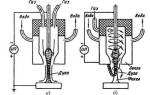
На рис. 2 показана функциональная схема предлагаемого имитатора нагрузки, рассчитанного на максимальный ток 300 А.
Рис. 2. Функциональная схема ИНСА
Выходные кабели испытуемого СА подключаются к зажимам IN1, IN2 имитатора нагрузки. Напряжение с выхода СА подается на диодный мост VD1 и на схему выделения напряжения A1. Диодный мост VD1, рассчитанный на максимальный ток диагностируемых сварочных аппаратов, необходим для того, чтобы имитатор нагрузки можно было использовать для испытаний СА постоянного и переменного токов. На выходе схемы выделения напряжения А1 вырабатывается напряжение 2Uvd, равное напряжению падения на двух диодах выпрямительного моста VD1. Это напряжение поступает на вход сумматора А3 и вычитается из опорного напряжения 20 В, поступающего на второй вход сумматора. С выхода сумматора А3 напряжение, равное (20-2Uvd), поступает на инверсный вход стабилизатора напряжения U1 (обведен пунктиром). Стабилизатор работает с последовательно включенным резистором R2. Принцип работы стабилизатора напряжения U1 аналогичен работе микросхемы TL431 — трехвыводного регулируемого параллельного стабилизатора [4]. На прямой вход стабилизатора поступает напряжение с преобразователя А2, который преобразует действующее (среднеквадратичное)значение напряжения, снимаемого с точки соединения проволочных резисторов R1 (0,04 Ом) и R2, в постоянное напряжение [5]. Посредством операционного усилителя DA1, силового транзистора VT1 и проволочного резистора R2 в точке соединения резисторов R1 и R2 поддерживается стабилизированное напряжение, равное величине (20-2Uvd) В. Номинал резистора R2 определяется максимальным значением тока Id_max из выражения: Id_max=(20-2Uvd)/(R2+R sd ), где Rsd — сопротивление открытого состояния силового MOSFET-транзистора VT1. Для Id_max=300 A значение R2=0,05 Ом.
Резистор R0 используется в качестве шунта для измерения величины тока Id. При токе величиной 300 А падение напряжения на нем равно 75 мВ. Напряжение с этого шунта подается на схему выделения действующего значения тока А4 и, далее, на регистратор тока А. Входное напряжение Ud на входе ИНСА определяется по формуле:
Поскольку величина падения напряжения на резисторе R0 не превышает 75 мВ, то последним слагаемым Id·R0 можно пренебречь. Таким образом, получаем:
То есть, напряжение Ud на входе имитатора нагрузки будет соответствовать необходимому напряжению дуги при ручной сварке.
Кроме этих узлов функциональная схема имеет блок питания А5 (DC/DC-преобразователь), формирующий напряжение питания и опорное напряжение вышеперечисленных узлов, и вентилятор FEN для охлаждения диодного моста VD1 и транзистора VT1. Таким образом, вышеописанный ИНСА будет представлять из себя конструкцию, на передней панели которой размещаются амперметр (регистратор тока) и две клеммы для подключения кабелей от диагностируемого СА. Подключение к внешнему источнику питания ИНСА не требуется — все электронные узлы, включая вентилятор охлаждения, питаются от диагностируемого сварочного аппарата. Измерение выходного тока СА будет предельно просто — нужно подключить сварочные кабели к клеммам имитатора и снять показания регистратора тока.
Основной вопрос при разработке данного имитатора — это правильное определение теплового режима элементов конструкции. Для этого в первую очередь необходимо определить максимальную мощность, выделяемую на диодном мосте VD1 и силовом транзисторе VT1.
Мощность, выделяемая на диодном мосте VD1, вычисляется по формуле:
Максимальная мощность будет выделяться при максимальном токе Id_max. Для Id_max=300 A и Uvd=1,5 B (падение напряжения на одном диоде) получим Pvd_max=900 Вт.
При условии, что ток, потребляемый блоком питания А5, много меньше тока Id, мощность, выделяемая на силовом транзисторе VT1, равна:
Максимальная мощность Pvt_max будет выделяться при токе Id=(20-2Uvd)/2R2=17/0,1 = 170 A и составит Pvt_max=170·(20-2·1,5-170·0,05)=1445 Вт. Исходя из этих значений мощностей: Pvd_max=900Вт и Pvt_max=1445 Вт необходимо рассчитывать эффективную площадь радиатора охлаждения, на котором будут устанавливаться диоды моста VD1 и силовой транзистор VT1.
Можно отказаться от диодного моста VD1 и заменить его вторым стабилизатором напряжения U2 противоположной полярности, включенным последовательно со стабилизатором U1, как показано на рис. 3. Когда напряжение, поступающее из сварочного аппарата, имеет полярность «плюс» на клемме IN1 и «минус» на клемме IN2, то работает стабилизатор U1. Второй стабилизатор блокируется диодом VD2, являющимся составной частью силового транзисторного модуля VT2. При противоположной полярности приложенного напряжения («плюс» на клемме IN2, а «минус» на клемме IN1) работает второй (верхний на рис. 3) стабилизатор напряжения U2, а стабилизатор U1 блокируется диодом VD1. При такой функциональной схеме количество тепла, выделяемое на активных элементах схемы при Id_max=300 A, уменьшается, поскольку в каждый полу-период тепло выделяется только на одном диоде транзисторного модуля, а не на двух диодах моста, как имело место в первой функциональной схеме с диодным мостом. Однако, максимальная мощность Pvt_max, выделяемая на силовом MOSFET-транзисторе, будет больше, чем в схеме с диодным мостом.
Рис. 3. Функциональная схема ИНСА без диодного моста
Если же заменить линейный стабилизатор напряжения импульсным, то можно существенно снизить рассеиваемую мощность на силовом MOSFET-транзисторе, поскольку он будет работать в ключевом режиме.
В настоящее время автором отрабатывается схема конструкции вышеописанного универсального имитатора нагрузки сварочного аппарата.
Литература и интернет-источники
1. В.Я. Володин. Какотремонти-ровать сварочные аппараты своими руками. Наука и Техника, Санкт-Петербург, 2011, стр. 33, 291-293.
2. http://valvolodin.narod.ru/ schems/Tecnica_141-161.pdf. Инструкция по ремонту инверторного сварочного аппарата Tecnica 141-161, стр.10 Static load generator
3. ГОСТ Р МЭК 60974-1-2004, п.11.2.1.
4. Микросхемы для линейных источников питания и их применение. ДОДЭКА, изд. второе, 1998 г., стр. 219.
5. Пейтон, Волш. Аналоговая электроника на операционных усилителях. БИНОМ, Москва, 1994, стр. 326.
Автор: Александр Бегиев ( г. Волжский, Волгоградская обл.)
Мнения читателей
Нет комментариев. Ваш комментарий будет первый.
Вы можете оставить свой комментарий, мнение или вопрос по приведенному выше материалу: