Содержание
- Виды сверл по металлу
- Оглавление
- Как выбрать сверло для обработки металла
- Виды сверл
- Конструкция сверла
- Особенности маркировки
- Классификация по цвету
- Чертеж сверла
- Классификация по размерам
- Типы хвостовиков
- Каким производителям можно доверять
- Сверла по металлу
- Виды свёрл по металлу
- Общие обозначения и характеристики свёрл по металлу
- Виды сверл: типы, назначение, особенности
- Виды сверл в зависимости от формы рабочей поверхности
- Типы хвостовиков
- Технология изготовления сверл
- Виды покрытия
- О чем говорит окраска сверла?
- Сверла для металла
- Сверла для древесины
- Сверла для каменных материалов
- Сверла для керамики и стекла
- Универсальные сверла
- Как выбрать сверло
- Виды сверл и их назначение.
- Характеристики сверл.
Классификация сверл по металлу
Виды сверл по металлу
Оглавление
Сверла по металлу – это двузубые режущие устройства, которые используются с целью образования отверстий в разных материалах, в том числе и в металлических конструкциях. Изготавливаются легированной стали и твердого сплава. Имеют тело клиновидной формы, которое ограничено передними и задними поверхностями. Эксплуатационные параметры данного режущего инструмента имеют зависимость от качества материала изготовки, его термической обработки, также обязательно от угла заточки режущей части. Существуют различные виды сверл по металлу, каждое из которых выполняет свою отдельную функцию и используется для резки определенного элемента.
фото:виды сверл по металлу
Классификация сверл по металлу
Выделяют, например, сверла спиральные, перовые, центровочные, для глубокого кольцевого сверления и с прямыми канавками. В соответствии с несколькими классификациями, режущие устройства распределяются по разным параметрам. Рассмотрим основные из них.
Существуют следующие типы сверл:
- Спиральные – передняя поверхность является винтовой поверхностью канавки.
- Центровочные – имеют комбинированную конструкцию, изготавливаются для центровочных отверстий в 60 и 75 градусов с предохранительным конусом и без него.
- Ступенчатые – используются для обработки отверстий с цилиндрической зенковкой специально под винты, которые имеют цилиндрическую головку, а также для обработки отверстий и одновременного формирования фаски под следующую резьбу.
- Для глубокого сверления – имеют удлиненную винтовую конструкцию два винтовых канала.
По виду материала выделяют:
- Твердосплавные сплавы;
- Быстрорежущая сталь;
- Универсальные
По направлению сверления рассматривают:
- Цилиндрическое устройство (используются для обработки конструкционных материалов).
- Коническое, с конусом Морзе (используются для обработки отверстий без предварительного центрования).
По классу точности:
- Повышенной точности;
- Нормальной точности
Также различаются методы сверления, вид и форма рабочей части режущего инструмента, метод изготовления орудия, а также его покрытие.
По способу изготовления различают:
- Цельные (диаметр до 8 мм);
- Сварные (диаметр больше 8 мм);
- Со сменными пластинами;
- Со сменными головками
- черной оксидной пленки;
- нитрида титана;
- твердого сплава;
- низколегированной стали;
- титанового карбонитрида
Виды заточки сверл также бывают нескольких типов:
- Одноплоскостная;
- Двухплоскостная;
- Коническая;
- Цилиндрическая;
- Винтовая
Особенности применения сверл
Самыми распространенными являются спиральные устройства. Они имеют диаметр от 0,1 до 80 мм. Их устройство предполагает наличие рабочей части, хвостовика, который используется для того, чтобы закрепить инструмент в шпинделе станка, а также лапки, которая служит главным упором во время извлекания конструкции из шпинделя или патрона. Основа – это цилиндрический стержень, который имеет две спиральные или винтовые канавки, служащие для вывода стружки во время сверления отверстия.
фото:спиральные сверла по металлу
Перовые сверла используются достаточно редко, их устройство состоит из круглого стержня, конец которого оснащен плоской лопаткой, которые имеет две режущие кромки, расположенные под углом в 120 градусов.
фото:перовое сверло по металлу
Режущие инструменты глубоко сверления применяются при сверлении глухих, а также сквозных отверстий в конструкциях с большой длиной, валах и шпинделях. Они имеют низкую производительность, просверливают точные, прямолинейные и чистые отверстия. К ним относят ружейные, однокромочные и двухкромочные с внутренним отводом стружки.
Ружейные используются для резки установок малого диаметра, однокромочные и двухкромочные — для резки приборов со средним и большим размером.
фото:ружейное сверло по металлу
Устройства кольцевого сверления используются для резки конструкций диаметром свыше 100 мм. В их корпус вставлены специальные резцы и шпонки.
Центровочные режущие инструменты предназначены для обработки центровых отверстий в различных заготовках. Они могут изготавливаться с учетом или без учета предохранительного конуса, имеют комбинированную форму.
фото:центровочное сверло по металлу
Типы сверл по металлу, которые на концах имеют пластики из твердого сплава, имеют большую стойкость, а также отличаются высокой производительностью, так как имеют высокую скорость резания. Их корпус изготавливается из легированной инструментальной стали, пластинки припаиваются при помощи латунного припоя к режущей части конструкции.
Также изготавливаются сверла с припаянным хвостовиком для обработки отверстий, которые имеют маленький диаметр. Они имеют повышенную жесткость и стойкость.
Режущий инструмент с прямыми канавками используется для обработки чугунных установок и материалов, которые отличаются повышенной хрупкостью.
Винтовые канавки, в свою очередь, применяются для обработки вязких материалов.
Ступенчатые конструкции применяются для обработки листового материала, отличаются прочностью, микротвердостью, точностью изготовления и повышенной остротой благодаря способу изготовления при помощи вытачивания из целого металла.
Особенности подбора сверла в зависимости от материала обрабатываемой детали
Обязательно, выбирая режущий инструмент, нужно обратить внимание на материал, из которого изготавливается обрабатываемая деталь. Для того чтобы правильно выбрать устройство, обязательно учтите показатель твердости.
Конструкции с пластинками из твердого сплава ВК8 используются для сверления материалов из чугуна, а из пластикового сплава Т15К6 и ВК3-М для закаленных сталей. Твердосплавные конструкции — для резки высокопрочных и жаропрочных сталей, обработки чугуна и титановых сплавов.
Для того чтобы вырезать отверстие в необходимой конструкции, применяются конструкции из быстрорежущей стали Р18 и Р6М5. Они имеют высокую скорость резания. Вольфрамовая сталь Р18 предназначена для изготовления фасонных и сложных инструментов, которые должны иметь высокую износостойкость. Р6М5 применяется для стали и чугуна при повышенном режиме резания.
Как выбрать сверло для обработки металла
Сверлом для работы с металлом мастер может обработать материал из прочной стали, бронзы или просверлить отверстия в алюминиевом изделии. Ими пользуются и на промышленных предприятиях, и в бытовой сфере. Правильно подобрать тип режущего инструмента – половина успеха задуманной работы. Опытным мастерам легко удаётся выбирать сверла, ориентируясь на такие параметры, как вес, длина, цвет и маркировка. Новичкам перед тем, как сделать выбор, нужно изучить главные особенности.
Виды сверл
Идеальный результат сверления зависит не только от профессионализма и опыта мастера, но и от верного подбора сверла. Нужный инструмент значительно облегчит работу. Виды сверл для металлических поверхностей различаются по типу конфигурации и материалу, из которого они изготовлены.
1. Спиральные сверла – стандартные изделия цилиндрической формы. Они достигают 80 мм в диаметре. Изготавливаются из качественной стали. Их конструкция такова, что рабочие поверхности заточены под углом 118 градусов. Они нужны практически для всех основных сверлильных работ с металлом. Это универсальный, прочный инструмент.
2. Конические (или ступенчатые) сверла – изготавливаются в виде конусов со ступенчатой поверхностью (спиралью). Ими легко можно пробуравить двухмиллиметровое отверстие. Также их используют для корректировки небольших дефектных отверстий, которые образовались в результате плохой работы другого инструмента.
3. Корончатые сверла представляют собой зубчатые полые коронки. Их также называют кольцевыми фрезами. Они нужны мастеру для работы с тонким металлом, чтобы оформить аккуратные отверстия до 30 мм. Данным инструментом можно сверлить на большую глубину, благодаря тому, что стружка проходит в полость коронки.
4. Перовые (плоские) сверла состоят из сменных рабочих пластин. Они предназначены для высверливания идеальных глубоких отверстий в металле любой прочности. Особенность этого вида в том, что плоское сверло практически не делает перекосов во время сверления. Кроме того, они самые дешёвые, поэтому привлекают к себе внимание мастеров.
В зависимости от материала производства, сверла делятся на кобальтовые и твердосплавные. Первые выполнены из кобальта. Вторые – из высокопрочных сплавов.
— Кобальтовые сверла используют при высоких температурах, так как они не теряют своих качеств. С инструментами из быстрорежущей стали, легированной кобальтом, можно работать с очень прочными материалами и металлическими изделиями высокой вязкости. У кобальтовых свёрл средняя цена, но их качество и работоспособность вполне её оправдывают.
— Твердосплавные свёрла обладают высокой твёрдостью режущей кромки. Сама оснастка обычно выполнена из простой стали для слесарных инструментов. А пластины – из карбидного сплава. Такие модели нужны для сверления изделий из особо прочных материалов большой толщины. Особенность твердосплавного сверла в том, что оно умеет самозатачиваться в процессе работы.
Конструкция сверла
Сверла для работы с металлом состоят из режущей части, хвостовика и рабочей поверхности, которая нужна также, чтобы выводить насверленную стружку из отверстия. Все три части оснастки могут отличаться по размеру, материалу изготовления и конфигурации. Поэтому конструкция сверл – это их уникальная структура, которая отличает один вид от другого.
Особенности маркировки
Маркировка на сверлах зависит от их технических свойств и страны производства. Российский ГОСТ предполагает наличие маркировки на всех сверлах, чей диаметр от двух сантиметров и выше. В ней обычно содержится основная информация об изделии: о марке стали и диаметре сверла. Маркировка располагается на хвостовике режущего инструмента.
На инструменте отечественного производства можно увидеть маркировку вот такого типа: «Р6М5К». Это формула, в которой каждый символ – подробная информация о сверле. Данная маркировка, к примеру, означает, что изделие изготовлено из быстрорежущей стали (Р), содержание вольфрама в нём составляет шесть процентов (6), молибдена – пять процентов (М5) и пять процентов кобальта (К5). На свёрлах иностранного производства стоит маркировка НSS и дополнительные обозначения, которые так же, как и у отечественных производителей, указывают на характеристики изделия. Например, «HSS-4241» означает, что данная модель пригодна для работы с алюминием.
Классификация по цвету
По цвету можно определить характеристики инструмента: прочность, долговечность, назначение. Различают сверла трёх цветов: серый, чёрный и золотистый.
Серые свёрла относятся к самым простым, дешёвым и недолговечным. У них отсутствует защитное покрытие, поэтому при работе быстро теряются рабочие характеристики. Они не подойдут для работы при высокой температуре или для сильной механической нагрузки. Но в качестве одноразового использования для несложной работы используются часто.
Сверла чёрного цвета при изготовлении обрабатывают паром высокой температуры. Благодаря этой обработке материал закаляется и становится прочным. Они изнашиваются меньше и служат дольше, чем серые.
Золотистые сверла могут быть более светлыми и насыщенными. Светло-жёлтые очень прочные. Их изготавливают из быстрорежущей стали, используя технологию термической обработки. Ярко-золотые режущие инструменты обладают ещё более высокой прочностью, чем светлые. У них имеется нитридно-титановое покрытие. Во время сверления отверстия золотое сверло почти не испытывает силы трения, что значительно продлевает срок службы.
Чертеж сверла
Классификация по размерам
В настоящее время выпускают сверла для работы с металлом разных размеров для работы с изделиями любой толщины. Современное производство классифицирует режущий инструмент трёх рабочих размеров:
сверла короткой серии — их минимальная длина – 20 мм, максимальная – 130 мм; диаметр колеблется от 0,3 до 20 мм.
удлиненные – выпускают длиной от 19 до 205 мм и диаметром от 0,3 до 20 мм.
сверла длинной серии — достигают длины 254 мм, минимальный диаметр – 1 мм (максимальный – 20 мм).
Длинной моделью удобно работать с изделиями, имеющими большую толщину и прочность. Короткие режущие инструменты используют для сверления аккуратных одинаковых отверстий в тонком изделии (например, металлическая пластина).
Типы хвостовиков
Хвостовая часть сверла имеет разную конфигурацию — цилиндрические, конические и шестигранные. Чаще всего в практике используют цилиндрические модели. У них есть небольшая особенность: диаметры сверла и хвостовика могут не совпадать. Специалисты утверждают, что если оснастить инструмент для сверления цилиндрическим хвостовиком чуть большего диаметра, этот маневр сделает фиксацию более крепкой. Есть и минус – повышение рекомендуемой мощности инструмента. Но дрель не повредиться, если такое сверло в процессе работы заклинит. Конические хвостовики подходят для свёрл в промышленных дрелях. Такими – обрабатывают заготовки на заводских станках. Инструмент с шестигранным хвостовиком служит хорошей фиксацией в специальных зажимах и кулачковых патронах.
Каким производителям можно доверять
Качество и срок службы сверл обработки металла зависит от производителя. Мастера, которые пользуются свёрлами каждый день, утверждают, что хороший инструмент можно найти как у отечественных компаний, так и у зарубежных.
Сверла российского производства устойчивы к износу, прочны и долговечны, но, к сожалению, на рынке их с каждым годом всё меньше. Сейчас спросом пользуются изделия фирм «Интерскол» и «Зубр». Под этими торговыми марками выпускаются не дорогие, но надёжные инструменты высокого качества. Также хорошо зарекомендовали себя сверла производителей «Практика» и «АТАКА».
Среди импортных профессионалы предпочитают режущие инструменты по металлу фирм «Ruko», «Bosch», «Haisser» и «Makita». Характеристики у них примерно одинаковые: могут выдерживать экстремальные нагрузки, работать «на износ», при этом изнашивание происходит медленно. Хорошее соотношение цены и качества. Есть еще две фирмы – «Extreme 2» и «Dewalt». Их изделия отличаются от прочих высокой скоростью сверления.
Цена инструмента зависит от страны производства, длины, диаметра, прочности и от того, для чего он предназначен.
Сверла по металлу
Виды свёрл по металлу
В соответствии с правилами, принятыми в нормативной литературе по техническому регулированию сверло определяется как осевой режущий инструмент для получения отверстий, увеличения их диаметра в сплошном материале (ГОСТ 25751-83 Инструменты режущие, термины и определения).
Напомним, что осевым считается режущий инструмент, размеры которого вдоль оси вращения больше, чем размеры в перпендикулярном направлении.
В целом, эти два признака служат главными критериями, согласно которым инструмент относят к обширному виду «сверла».
В машиностроении классификация по этим двум признакам, плюс требования по точности и производительности, объединили в классе «сверла по металлу» несколько различных режущих инструментов.
Они значительно отличаются по форме и характеристикам, но разными способами решают одни и те же задачи сверления:
- резка металла в плоскости отверстия;
- формирование стенок в соответствии с заданными допусками;
- удаление стружки.
В итоге в общий раздел «сверла по металлу» вошли классы:
- перовые сверла;
- спиральные сверла;
- корончатые сверла (кольцевые фрезы);
- центровочные сверла;
- глубокого сверления (эжекторные, ружейные)
- комбинированные сверла.
Несмотря на все отличия сверло каждого класса состоит из корпуса с рабочей частью и хвостовика.
Дальнейшее деление на различные типы связано с размерами и формой этих частей, требованиями по точности и способами установки в металлорежущее оборудование.
Общие обозначения и характеристики свёрл по металлу
Большинство типов сверл изготавливаются из быстрорежущих сталей (HSS), легированной стали Р6М5 и др.
Твердосплавные элементы выполняются из сплавов ВК6, ВК6-М, ВК8 и пр. Несмотря на разнообразие типов большинство «сверл для металла» имеет сходное строение с общими обозначениями.
На следующем рисунке обозначены части сверла по металлу с соответствующими названиями.
Помимо маркировки важным общим показателем является класс точности.
Для стандартных изделий он приводится в ГОСТ и ГОСТ Р. Класс точности задается посредством соответствующих квалитетов, указывающих на величину допусков при изготовлении продукции.
Сверла повышенной точности выполняются с применением фрезеровки и шлифовки, нормальной точности методом проката.
Точность задается с помощью квалитетов. Например, для отверстий в широко применяемом интервале диаметров 6 – 10 мм квалитеты точности имеют значения:
Из таблицы следует, что сверло с квалитетом 10 в 10 раз точнее сверла с квалитетом 15.
Спиральные сверла по металлу
Наиболее разветвленный и обширный класс. Выпускаются трех классов точности (указываются в маркировке по ГОСТу на соответствующий тип).
Сверла повышенного класса точности А1 предназначены для сверления отверстий 10 — 13 квалитетов точности, класса точности В1 — для сверления отверстий до 14 квалитета точности, класса точности В — для сверления отверстий до 15 квалитета точности.
Применяются в машиностроении, авиации, судостроении, производстве строительных конструкций и пр. Разнообразие применений привело к появлению различных вариантов этого инструмента.
Классическими представителями этого класса следует считать спиральные сверла с цилиндрическим хвостовиком по ГОСТ 10902-77. Большинство существующих разновидностей спиральных свёрл являются модификациями этого типа, разработанными для решения конкретных технологических задач.
Рисунок 2 Спиральное сверло средней серии по ГОСТ 10902
Так, для обеспечения более надежной фиксации, постоянного и точного позиционирования, особенно в оборудовании с автоматической сменой инструмента применяются сверла с хвостовиком в виде конуса.
Рисунок 3 Спиральное сверло с хвостовиком Конус Морзе
Для сверления глубоких отверстий применяются сверла с удлиненной рабочей частью, аналогично для «короткого» сверления используются сверла с укороченной рабочей частью.
Примеры различных решений по длине рабочей части и хвостовика, а также с разной формой хвостовика показаны далее:
Рисунок 4 Спиральное сверло короткой серии (ГОСТ 4010)
Рисунок 5 Спиральное сверло длинной серии (ГОСТ 886-77)
Рисунок 6 Спиральное сверло длинной серии с коротким цилиндрическим хвостовиком (ГОСТ 12122, ГОСТ 2092-77)
Рисунок 7 Спиральное сверло длинное с хвостовиком «конус Морзе» (ГОСТ 12121)
Спиральные сверла по металлу с пластинами из твердого сплава
В качестве отдельной технологической задачи можно выделить сверление твердых сталей чугунов твердостью более 170НВ.
Для таких операций применяются спиральные сверла с твердосплавными пластинами. Сверла подобного типа выпускаются с цилиндрическими и коническими хвостовиками, сварными и цельнотянутыми.
Рисунок 8 Спиральное сверло с пластинами из твердого сплава и хвостовиком «конус Морзе» (ГОСТ 22736, ТУ по ГОСТ 5756-81)
Ступенчатые спиральные сверла по металлу
В последнее десятилетие на российском рынке активно продвигаются ступенчатые («конические») сверла зарубежного производства. Продукт позиционируется как новинка, ранее неизвестная в РФ. В действительности ступенчатое сверло уже давно производится и применяется в России. В частности, такой инструмент используется для сверления отверстий под метрическую резьбу с одновременным снятием фаски. До 2008 года геометрические характеристики ступенчатых сверел описывались в ГОСТ 20320, после 2008 г. действовал стандарт ГОСТ Р 52966-2008, с 1 января 2019г введен в действие ГОСТ 28320-2017.
С помощью одного ступенчатого сверла можно выполнять за один заход сразу две (или больше) технологических операции. Также возможно сверление одним сверлом отверстий разного диаметра (в зависимости от числа ступенек). Однако при этом глубина отверстия не может превышать суммарной высоты ступенек предыдущего диаметра.
Рисунок 9 Ступенчатое сверло с цилиндрическим хвостовиком для отверстия под резьбу и снятия фаски (ГОСТ Р 52966-2008)
Рисунок 10 Импортное ступенчатое сверло (HSS) по металлу
Рисунок 11 Ступенчатое сверло с хвостовиком «конус Морзе» по ГОСТ Р 52966-2008
Центровочные сверла
В процессе сверления самый ответственный этап – это касание поперечной кромки сверла с поверхностью металла. Поскольку поверхность не идеально плоская, а поперечная кромка не идеально перпендикулярна оси сверла при касании возникают моменты сил, отклоняющие сверло от теоретического центра отверстия.
Очевидно, что величина таких моментов возрастает с увеличением размеров поперечной кромки (диаметров сверла). Обратное так же верно, поэтому для сверления центровых отверстий разработаны специальные центровочные сверла с уменьшенным началом рабочей части.
Рисунок 12 Центровочное сверло для центровых отверстий без предохранительного конуса тип А по ГОСТ 14952-75
Такой инструмент сначала касается металла только небольшой поперечной кромкой.
Незначительные моменты, возникающие при этом гасятся массивной рабочей частью номинального диаметра.
Соотношения малого и большого диаметров стандартизированы. В соответствии с ГОСТ 14952 эта величина меняется в диапазоне от 3 до 5.
Центровое отверстие имеет треугольное сечение в зависимости от величины угла между стенками и наличия предохранительного конуса центровочные сверла делятся на 4 типа.
Класс точности для центровочных свёрл не вводится.
Сверла для глубокого сверления
В ряде источников по металлообработке отверстие с глубиной в 5 раз превышающей его диаметр уже считается глубоким.
В то же время в ГОСТ 12122-77, где представлены типовые размеры «длинной серии», показано, что отношение длины рабочей части к диаметру l/d колеблется в диапазоне от 15 до 20.
Таким образом глубоким можно считать сверление отверстий с глубиной, превышающей диаметр в 10 – 15 раз и более.
В начале этого диапазона и при диаметрах до 10 мм задача решается с помощью спиральных сверл стандартной «длинной серии» (класса точности А1, В1 и В).
В этом случае используется традиционный наружный подвод СОЖ и наружный отвод стружки.
При отношении l/d ≈ 20 – 30 и диаметрах до 30 мм проблема решается применением шнековых сверел и длинных спиральных сверел с каналами для СОЖ и канавками для дробления стружки (внутренняя подача СОЖ и наружное удаление стружки).
С дальнейшим увеличением l/d и/или увеличением диаметра отверстий проблемы с подачей СОЖ и удалением стружки делают использование спиральных сверл невозможным.
Такие отверстия получают с помощью сверл одностороннего резания с внутренней подачей СОЖ или наружной подачей СОЖ, внутренним или наружным отводом стружки. К ним относятся ружейные (пушечные) и эжекторные сверла.
Ружейное сверло
Данный вид не относится к спиральному типу. Ружейное сверло представляет собой полую конструкцию с одной или двумя режущими кромками на рабочей части. Точность обработки по диаметру соответствует 7 – 9 квалитету.
Широкая и глубокая выемка по всей длине корпуса сверла обеспечивает эффективный наружный отвод стружки. Она вымывается СОЖ, поступающей под высоким давлением из внутренней полости в каналы в рабочей части.
Сверлом такого типа получают отверстия диаметром до 30мм.
Рисунок 13 Ружейное сверло
Фото ружейное сверло
Для более крупных отверстий применяют сверла с внутренней подачей СОЖ и не наружным, а внутренним отводом стружки.
Глубокое сверление с внутренним отводом стружки. Эжекторное сверло
При глубоком сверлении отверстий с l/d≫20 и диаметрами более 30 мм проблемы с подачей СОЖ и особенно с удалением стружки значительно усложняются. Наружное удаление становится практически не возможным, поэтому приходится использовать специальное составное сверло.
Инструмент представляет собой стальную трубу с навинчивающейся рабочей частью. Рабочая часть изготавливается в виде полого толстостенного цилиндра с площадками для установки режущих пластин и каналами для СОЖ. Конструкция позволяет использовать большую часть пространства отверстия для отвода стружки.
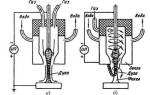
На рисунке ниже представлен усовершенствованный вариант такой конструкции – эжекторное сверло. У него пустотелая рабочая часть (2) с наружной смазкой и охлаждением.
Рисунок 14 Эжекторное сверло
В процессе сверления стружка дробится и попадает вместе с СОЖ в полость рабочей части. Далее смесь поступает в полость трубы (5) и уходит в стружкоприемник, где стружка отделяется от СОЖ.
Главное отличие эжекторной схемы от обычной заключается в дополнительных каналах (6). Они обеспечивают возврат 1/3 поступающей СОЖ сразу в полость стебля сверла. Благодаря этому возникает эффект эжекторного насоса, который создает дополнительное разрежение в полости рабочей части. Эффект обеспечивает усиленную откачку СОЖ вместе со стружкой из зоны резания.
Для эжекторного сверла необходим специальный патрон, обеспечивающий подачу СОЖ. Такие патроны разработаны и могут устанавливаться на универсальных станках (токарных, сверлильных, фрезерных и т. п.).
В итоге глубокое сверление может выполняться на обычном оборудовании, дополненном стационарной или мобильной насосной станцией. При этом требуемое давление СОЖ в 2 раза ниже, чем при глубоком сверлении с наружной подачей СОЖ без эффекта разрежения.
Также применение эжекторного сверла избавляет от герметизации зазоров между заготовкой и кондукторной втулкой (3). что упрощает наладку и обслуживание станка.
Перовые сверла по металлу
Перовые сверла получили свое название благодаря форме рабочей части. В зависимости от конструкции рабочей части они делятся на цельные и составные.
Цельные конструкции могут быть ступенчатыми, что позволяет за один заход получить отверстие с переменным диаметром. Цельные сверла выпускаются определенных стандартных номеров (6, 7, 8, 10 … мм). Составные перовые сверла состоят из универсальной державки и сменных режущих пластин по ГОСТ 25526-82.
Основное применение этого типа связано с неглубоким или предварительным сверлением сталей, чугунов и др. металлов в операциях с большими значениями квалитета.
Рисунок 15 Перовое сверло
Корончатые сверла (кольцевые фрезы, кольцевые сверла) по металлу
При больших диаметрах сквозных отверстий сплошное сверление представляется нецелесообразным c точки зрения затрат времени и ресурсов. Гораздо эффективнее не переводить весь металл в стружку, а вырезать только кольцо заданного наружного диаметра. С такой операцией успешно справляются корончатые сверла.
Рисунок 16 Корончатое сверло по металлу
Корончатое сверло дает значительное преимущество при сверлении листового материала, обработке торцевых кольцевых канавок, сверлении на криволинейной поверхности и получении отверстий большого диаметра. Корончатое (кольцевое) сверление позволяет оптимизировать производство не только за счет роста производительности.
Применение такого инструмента позволило значительно уменьшить габариты сверлильных станков, получить эффективное передвижное оборудования для сверления металлопроката, рельсов, труб.
В настоящее время на российском рынке представлены корончатые сверла из быстрорежущей стали (HSS) и с напаянными твердосплавными резцами. Диаметры от 10 мм до 150 мм.
К сожалению, в РФ нет стандарта для кольцевых сверл по металлу. Такой стандарт имеется только для кольцевых сверл по бетону, керамике и т.п. (ГОСТ 17013-71). В отсутствии стандарта говорить о классах точности некорректно.
Первые модели корончатых сверл имели свои недостатки. В первых образцах отмечались проблемы с центровкой, при l/d
5 ухудшалось удаление стружки.
Кроме того, корончатое сверло имеет большую поверхность контакта с обработанными поверхностями, которые с трех сторон окружают лезвия инструмента. В таких условиях увеличивается сила трения, растет тепловыделение, затрудняется отвода тепла.
В современных конструкциях корончатых сверл решены задачи с центровкой отверстий, проблемы с отводом тепла и удалением стружки устраняются эффективной подачей СОЖ.
Комбинированные сверла по металлу
Сверла такого типа являются комбинацией двух различных инструментов металлообработки. Соответственно, их применяют для совмещения некоторых последовательных технологических операций.
Поскольку сверление часто предшествует нарезанию резьбы, зенкованию, то вполне логично появление комбинаций сверло-метчик, сверло-зенкер. Для объединения используются как правило сверла спирального типа.
Виды сверл: типы, назначение, особенности
Виды сверл в зависимости от формы рабочей поверхности
Винтовое или спиральное. Самое востребованное сверло, используется для сверления самых различных материалов. Длина спирального сверла может достигать 28 см, диаметр – 80 мм.
Плоское или перьевое. Используется для сверления преимущественно глубоких, больших по диаметру отверстий. Рабочая часть имеет форму лопатки, в центре которой расположено выступающее острие для центровки. Лопатка может быть выполнена заодно с хвостовиком или быть сменной и крепиться к стержню с помощью державки или борштанги.
Сверло для глубокого сверления. Предназначено для выполнения отверстий, глубина которых, по меньшей мере, в 5 раз больше, чем диаметр. Сверло глубокого сверления имеет два винтовых канала, по которым в зону реза подается охлаждающая эмульсия. Каналы могут располагаться внутри сверла либо в припаянных трубках.
Сверло одностороннего реза. Применяется для сверления отверстий, к которым предъявляются повышенные требования в отношении точности. Сверла одностороннего резания имеют опорную плоскость и две режущие кромки, расположенные с одной стороны от центра.
Коронка или кольцевое сверло. По виду это полый цилиндр. Резание осуществляется стенкой цилиндра, на которой располагается режущая кромка. Сверление получается в виде кольца, внутри которого находится нетронутый материал (керн). После сверления он обычно остается в коронке, нужно только вытряхнуть его.
Центровочное сверло. С его помощью выполняется засверливание (наметка) центра.
Ступенчатое сверло. Относительно новый вид инструмента. Ими удобно сверлить листовой материал, особенно в тех случаях, когда нужно получить большое по диаметру отверстие – до 3,5 см и более.
По форме получающегося отверстия сверла подразделяются на конические, цилиндрические и ступенчатые.
Типы хвостовиков
В зависимости от формы и способа крепления в патроне или шпинделе хвостовики бывают:
- цилиндрические – наружная поверхность имеет форму цилиндра;
- конические – поверхность выполнена в виде конуса;
- граненые – на наружной поверхности имеются 3, 4 или 6 граней;
- типа SDS – хвостовик для крепления в патроне с особым фиксирующим механизмом.
Крепление самых распространенных в быту цилиндрических сверл производится в обычном патроне. Инструменты с коническим хвостовиком предназначены для использования на станках. Хвостовик типа SDS рассчитан на закрепление в перфораторе.
Технология изготовления сверл
Сверла относительно небольших диаметров (до 8-10 мм) обычно изготавливают из цельного прутка стали или сплава. Чаще всего используется быстрорежущая сталь марок Р9, Р9К15, Р18. Сверла больших диаметров изготавливают с помощью сварки; режущая часть выполняется из быстрорежущей стали, а хвостовик – из обычной углеродистой.
Для сверления твердых материалов – закаленной и легированной стали, камня, бетона – применяют сверла, которые на конце имеют припаянные твердосплавные пластины из победита или другого твердого сплава. Режущие кромки пластин могут иметь различную конфигурацию: винтовую, скошенную или прямую.
Виды покрытия
Сверла покрывают с разной целью: предохранения от коррозии, упрочнения поверхностного слоя, улучшения теплоотдачи, снижения трения. Самая распространенная и недорогая операция – оксидирование. Сверло покрывается оксидной пленкой черного цвета, которая защищает его от ржавчины и перегрева.
Покрытие нитридом титана (TiN) повышает срок службы сверла не менее чем в три раза. Однако такие сверла нельзя затачивать, поскольку при этом снимается упрочненный слой. Использующийся также для покрытия карбонитрид титана (TiCN) по своим свойствам близок к TiN.
Титано-алюминиевый нитрид (TiAlN) делает сверло еще более прочным. При его использовании инструмент может проработать в 5 раз дольше обычного.
Самым прочным покрытием считается алмазное напыление. Это и неудивительно. Алмаз занимает первое место по твердости среди прочих материалов. Сверла с алмазным напылением могут использоваться для сверления практически любых по твердости материалов, в том числе и каменных.
О чем говорит окраска сверла?
По цвету покрытия можно примерно определить характеристики сверла. Сверла обычного качества имеют характерную для стали серую краску.
Черный цвет говорит о том, что сверло подвергалось оксидированию. То есть, оно защищено от коррозии, и имеет улучшенные теплоотводящие свойства.
Легкий золотистый оттенок сообщает о том, что сверло прошла процедуру отпуска, во время которого снимаются внутренние напряжения.
Нитридное титановое покрытие проявляет себя ярким блеском позолоты. Сверла с ним имеют увеличенный срок службы и низкое трение при сверлении. Хотя они и стоят дороже, но с лихвой оправдывают свою цену длительной эксплуатацией.
Алмазное напыление можно узнать по желтому цвету и порошкообразной фактуре.
Сверла для металла
Для сверления металлов (стали, чугуна, цветных сплавов) обычно применяют спиральные сверла. Их продольные канавки хорошо справляются с отведением стружки, образующейся при сверлении.
Обрабатываемые материалы имеют различную твердость. Поэтому для их сверления должны использоваться сверла с разной твердостью рабочей части. Для обработки закаленных, легированных, жаропрочных сталей необходимо применять цельные твердосплавные сверла или те, которые имеют на кончике припаянные пластины из твердого сплава.
Сверла для древесины
Относительно небольшие отверстия до 12 мм в древесине или древесных композитах (ДСП, МДФ) можно сверлить обычным спиральным сверлом для металла. Но отверстия, к которым предъявляются повышенные требования по точности размеров и чистоте поверхности выполняют сверлами, специально предназначенными для древесины. Их изготавливают из инструментальной или углеродистой стали и для металла они не годятся.
Спиральные сверла. Предназначены для сверления малых и средних по диаметру отверстий. Как уже отмечалось, вместо них можно использовать спиральные сверла для металла, но отверстия после них получаются хуже качеством.
Винтовые сверла. Имеют острую режущую кромку и шнекоподобную форму. Благодаря последней из отверстия легко удаляется стружка. Это качественные сверла, которые применяют, если требуется получить глубокое отверстие с гладкой стенкой.
Перьевые сверла. Используются для получения отверстий относительно больших диаметров – от 10 до 25 мм и более. Это самые простые и недорогие сверла, их можно даже изготовить самому из подходящей пластины и круглого стержня. Но качество отверстий после них получается невысоким – шершавые стенки, не очень точные размеры.
Коронка. Термин «коронка» говорит о том, что этот инструмент выполнен в виде полого цилиндра, на кромках которого располагаются зубья. Сверление получается в виде кольца, из которого затем удаляется внутренняя часть. Коронка – незаменимый инструмент, если требуется получить большое отверстие – до 100 мм и более. В магазинах ее предлагают в виде набора, в котором имеется оправка, центровочное сверло с хвостовиком и несколько коронок разных диаметров.
Сверло Форснера. Это инструмент для выполнения точных отверстий в древесине (особенно мягкой), ДСП, ламинате и пр. У него имеется центровочное острие и подрезатель с острой кромкой. Благодаря последнему отверстие получается точным и гладким. Если нужно получить глухое отверстие с гладкими стенками и точными размерами, сверло Форснера справится с этой работой наилучшим образом.
Сверла для каменных материалов
Для сверления кирпича, бетона, натурального или искусственного камня обычные сверла по металлу не годятся. Они мгновенно тупятся. Сверло или бур для каменных материалов должны иметь наконечник из твердых сплавов.
Сама операция сверления бетона, кирпича или камня также имеет особенности. Кроме вращательного движения, сверло или бур, вставленные в перфоратор, осуществляют еще и ударно-поступательное. Т. е. камень, по сути, не режется, а дробится.
Бур или сверло для перфоратора может иметь обычный цилиндрический, или особый стандартизированный хвостовик типа SDS (SDS-top, SDS-max или SDS-plus). Его преимущество состоит в том, что вставка и извлечение бура из патрона осуществляется без ключа и очень быстро, одним движением.
Небольшие и средние по диаметру отверстия в кирпиче и бетоне сверлят буром или сверлом с твердосплавным наконечником. Инструмент имеет форму шнека.
Если требуется просверлить большое отверстие, то применяют коронку с твердосплавными зубьями или алмазным напылением. Бурение может быть влажным (с подачей воды для охлаждения) и сухим. По окончании сверления внутри коронки остается керн – цилиндрический кусок вырезанного материала.
Твердосплавные пластины, припаянные к сверлу или буру, имеют разную твердость. Для сверления гранита применяются буры с пластинами из победита высокой твердости. Для работы с бетоном или кирпичом годятся средние или мягкие по твердости марки победита.
Сверла для керамики и стекла
Керамическую плитку или стекло сверлят коронкой или специальным копьевидным инструментом. Его наконечник изготовлен либо из победита, либо из карбида вольфрама. Если специализированный инструмент для стекла или плитки отсутствует, можно использовать сверло для бетона. Только обязательно острое, и работать им нужно осторожно, поскольку его форма не совсем подходит для такой работы.
Копьевидное сверло для плитки из керамики и коронка с алмазным напылением.
Коронка для стекла и кафеля почти не отличается от коронки для камня. Только на ее режущей кромке вместо зубьев имеется алмазное напыление.
Для сверления в кафеле больших отверстий используют инструмент, называемый балериной. Он напоминает обычный циркуль. Сверление производится с изнаночной стороны плитки. Обороты дрели устанавливают на минимум.
Универсальные сверла
Кроме вышеперечисленных специализированных сверл, есть еще универсальные. Ими можно обрабатывать практически любые материалы – кирпич с бетоном, плитку, дерево, пластик, алюминий, сталь. Универсальные сверла имеют хитроумную заточку, которая способна резать любой материал. Это очень удобно в тех случаях, когда приходится работать одновременно с разными материалами. Например, при ремонте квартиры.
Как выбрать сверло
Виды сверл и их назначение.
Зачем нужно сверло, знает каждый – для сверления отверстий. Многие знают, что сверла бывают по металлу, дереву и бетону. Некоторые смогут отличить сверло Форстнера от перового. Но прогресс не стоит на месте и сегодня на полках магазинов лежат десятки видов сверл, различающихся как конструкцией и материалом изготовления, так и особенностями применения. И, разумеется, различаются они и ценами.
Одиночное сверло по металлу может стоить как 10, так и 500 рублей, причем, внешне на первый взгляд различия между ними не будет. Вот только первое будет вязнуть в алюминии, перегреется и затупится при сверлении толстого железа, а нержавеющую сталь сверлить просто не сможет. Для того, чтобы не выкинуть деньги на ветер при покупке сверл, следует четко определиться с тем, какой материал требуется сверлить и на какие характеристики сверл следует обращать внимание при обработке этого материала.
Характеристики сверл.
Вид. Определяет конструкцию сверла. Различают сверла следующих видов:
Спиральные (винтовые) – самый распространенный вид сверл. Представляет собой металлический цилиндр с 2-4 винтовыми спиральными канавками, отводящими стружку и уменьшающими трение боковой поверхности сверла о стенки отверстия. С одной стороны сверло заточено, образуя – по линии пересечения заточки и передних поверхностей канавок – режущую кромку. С противоположной стороны находится хвостовик, предназначенный для закрепления сверла в станке или дрели. На хвостовике часто находится маркировка, по которой иногда можно определить материал сверла и его эксплуатационные характеристики. На сверлах российского (и китайского для России) производства должна быть указана марка стали, на сверлах иностранного производства маркировка может быть различной, чаще всего встречается упоминание HSS (High Speed Steel – быстрорежущая сталь).
Спираль Левиса или шнековое сверло – от спирального сверла отличается числом спиральных канавок (она одна) и режущей частью с центрирующим жалом. Жало имеет резьбовую нарезку, позволяющую сверлу самостоятельно заглубляться в дерево без нажима на дрель. Такие сверла предназначены для проделывания глубоких сквозных отверстий среднего диаметра. Отверстия, просверленные спиралью Левиса, имеют гладкую внутреннюю поверхность. К недостаткам можно отнести высокую стоимость таких сверл, склонность к уходу от оси и к заклиниванию. Также такие сверла достаточно хрупкие.
Для предотвращения ухода от оси можно порекомендовать предварительное просверливание на максимально доступную глубину обычным тонким (не толще центрирующего жала) сверлом. До этой глубины спираль Левиса пройдет в нужном направлении, дальше направление будет поддерживаться за счет фиксации сверла в уже просверленном отверстии.
Для предотвращения заклинивания сверлить следует на малых оборотах, мощность дрели должна соответствовать диаметру сверла и глубине сверления. Для спиралей Левиса диаметром более 30 мм рекомендуются дрели с константой электроникой, дополнительными ручками, мощностью от 1500 Вт и высоким крутящим моментом.
Перовое сверло имеет плоскую рабочую часть с двумя режущими кромками, разделенными центрирующим острием. За рабочей частью идет хвостовик, представляющий собой относительно длинный и тонкий стержень. Такие сверла используются для сверления в дереве отверстий большого диаметра (12-55 мм). К преимуществам перовых сверл относятся простота применения и низкая цена. Кроме того, глубокие отверстия диаметром 35-55 мм можно просверлить только такими сверлами. Недостатков тоже хватает:
— отсутствует отвод стружки, сверло необходимо часто вынимать и извлекать из отверстия стружку
— сверло склонно к уходу от оси и к непрямолинейности сверления, предварительное просверливание направляющего отверстия помогает слабо
— края отверстия грубые, неровные
— невозможно рассверлить отверстие диаметра большего, чем максимальный диаметр центрующего кончика
— диаметр и форма отверстия выдерживается неточно
Сверло Форстнера позволяет делать в дереве аккуратные отверстия большого (20-40 мм) диаметра. Аккуратный рез обеспечивается сложной конструкцией режущей части, содержащей, кроме двух режущих кромок, еще и радиальные резцы по кругу, подрезающие волокна древесины до снятия их режущими кромками. Два наклонных канала в режущей части отводят стружку. Сверло фиксируется в отверстии за счет плотного прилегания стенок режущей части к дереву, что обеспечивает прямолинейность сверления. В результате получается идеально круглое отверстие с плоским, ровным дном (за исключением углубления от направляющего шипа) и ровными краями. Аккуратность отверстий позволяет использовать сверло Форстнера при изготовлении мебели.
К недостаткам сверла Форстнера относятся их высокая стоимость и невозможность рассверливания отверстий.
Ступенчатые сверла представляют собой набор режущих частей разного диаметра на одном стержне, расположенных по возрастанию диаметра. Предназначены для сверления листового материала толщиной 1-8 мм. Максимальная толщина материала определяется высотой одной режущей части ступенчатого сверла. Основными преимуществами ступенчатого сверла являются точное выдерживание центра и аккуратные края отверстия; даже при сверлении отверстий большого диаметра в тонких листах. Если попытаться просверлить тонкий лист сверлом большого диаметра, материал, скорее всего, будет поврежден, а центр точно выдержать не удастся. Раньше такие отверстия сверлили с помощью набора спиральных сверл, понемногу увеличивая диаметр. Ступенчатое сверло делает то же самое, но без смены инструмента. Также достоинствами ступенчатых сверл являются универсальность (одним сверлом можно сверлить отверстия разного диаметра) и возможность снятия фаски одновременно с сверлением. Недостатками являются высокая цена и ограниченная толщина просверливаемого материала, определяемая высотой «ступеньки»
У фрезеровального сверла на боковых гранях есть острые насечки, с помощью которых оно способно производить фрезерование не слишком толстого листового материала. Кто из мастеров не ломал сверло, пытаясь расширить просверленное отверстие, двигая дрель вдоль поверхности? Обычные спиральные сверла такого не любят, да и эффект обычно далек от идеального – канавки спиральных сверл для фрезеровки годятся плохо. А вот фрезеровальным сверлом такой фокус вполне можно провернуть. Конечно, ручной фрезер такое сверло не заменит – производительность его невысока, да и качество пропила оставляет желать лучшего. Но для расширения просверленного отверстия или для просверливания овальных отверстий оно подходит как нельзя лучше. Недостатки фрезеровального сверла:
— сложно фрезеровать пазы: нижняя часть фрезеровального сверла представляет собой обычное спиральное сверло, и, если отверстие не сквозное, то эта часть будет мешать фрезеровке.
— толщина обрабатываемого материала ограничена длиной фрезерующей части
— нагрузка, создаваемая таким сверлом при фрезеровке, вредна для подшипников дрели – следует двигать сверло по поверхности медленно, с дозированным усилием, иначе есть опасность повредить дрель.
Центровочный кернер – это не сверло, а приспособление для точной разметки мест установки шкантов в мебельных деталях. Кернер плотно вставляют тупой частью в готовое отверстие под шкант (для этого подбирают из набора кернер подходящего диаметра), прикладывают деталь к соединяемой точно так, как они должны быть соединены и легким ударом по первой детали оставляют на второй отметку для сверления ответного отверстия под шкант. Это наиболее точный способ ручного сверления отверстий под шканты.
Назначение сверла определяет, для сверления какого материала оно предназначено.
Сверла по металлу могут быть спиральными, ступенчатыми и фрезеровальными.
Сверла по металлу должны быть изготовлены из быстрорежущей стали. Об этом должна сказать маркировка на сверле. Если никакой маркировки на сверле нет, следует отнестись к такому изделию с осторожностью, особенно если оно выделяется низкой ценой. В продаже есть большое количество дешевых сверл из низкокачественной стали, неспособных просверлить отверстие даже в тонком железе, не говоря уже о более прочных металлах. Если маркировка есть, она может подсказать, какие металлы можно сверлить этим сверлом.