Содержание
- Фосфатирование
- Фосфатирование поверхности
- Фосфатирование металла
- Виды фосфатирования
- Преимущества фосфатирования
- Химическое фосфатирование
- Справочник химика 21
- Химия и химическая технология
- Фосфатирование стали
- Как фосфатировать металл в домашних условиях?
- Особенности фосфатирования
- Характеристики фосфатирования
- Общие свойства покрытий
- Проведение фосфатирования в домашних условиях
- Методы и составы для фосфатирования металлов
- Фосфатирование: действие защитного механизма
Химическое фосфатирование стали
Фосфатирование
Фосфатирование поверхности
Сегодня для защиты металлических изделий от образования коррозийного налета применяется большое количество способов. Все они направлены на то, чтобы создать на поверхности тонкий защитный слой, который будет длительное время защищать от процесса окисления металла. Обработка металлов фосфатирующими растворами является эффективным методом борьбы с образованием ржавчины.
Для проведения процедуры фосфатирования необходимо изначально провести подготовку металлов или металлических изделий. Для того чтобы вещества раствора лучше адгезировались нужно тщательно обезжирить и промыть поверхность, которая будет подвергаться обработке. Только в этом случае покрытие будет качественным и продержится достаточно длительное время. При необходимости металлический материал перед процедурой можно отшкурить при помощи наждачной бумаги.
Фосфатирование металла
Фосфатирование представляет собой один из самых действенных методов борьбы с ржавчиной. Данный способ обработки
металлических покрытий относится к разряду дополнительных. Этот метод основан на том, что металлы при погружении в фосфатирующее вещество покрываются его компонентами. Они оседают на поверхности и образуют дополнительную защитную пленку.
Процедура фостфатирования металлических покрытий позволяет наилучшим образом подготовить их к нанесению лакокрасочного покрытия. Данная мера позволяет металлу реже подвергаться образованию коррозии. Данный метод походит для дополнительной обработки и черный и цветных типов металлов.
Фосфатирование металлов в промышленных масштабах осуществляется путем распыления или погружения изделий в вещество.
Оно изготовлено из:
Данные элементы образуют единое вещество, которое при взаимодействии другими металлами адгезируется с ними и обеспечивает надежную защиту от процесса окисления и образования коррозии.
На многочисленных промышленных предприятиях данный метод подразумевает качественное нанесение раствора на металлические изделия.
Делается это несколькими способами:
- распыление,
- нанесение валиком,
- нанесение кистью.
Процесс фосфатирования не занимает много времени. После проведения такой процедуры необходимо дать изделиям из обработанных металлов просохнуть.
Фосфатирование стали
На сегодняшний день данная процедура обработки доступна для различных элементов. Фосфатирование стали подразумевает нанесение на поверхность изделия из данного материала фосфатирующего вещества. Благодаря этому на поверхности металла образуется дополнительная защитная пленка, которая практически никак внешне не заметна.
Фосфатирование воды
Для обработки барабанный котлов применяется фосфатирование воды. В этом случае вода с растворенными в ней фосфатами вводится в барабан.
Важно: У данного метода есть большое количество противников Не рекомендуется его использовать, когда котел нагревается.
Таблица 1: Пригодность фосфатирования как основы для нанесения лаковых покрытий на различные металлические поверхности
Пояснения: + — пригодно; o — условно пригодно; — -непригодно
Виды фосфатирования
Сегодня имеется большое количество видов фосфатирования.
Из них выделяются следующие:
Химическое фосфатирование
Данная процедура применяется по отношению к тем металлам, которые обладают не прочной структурой. Среди них выделяются: алюминий, низколегированная сталь и магний, цинк. К одному из подтипов химического фосфатирования относится аморфоное фосфатирование. Для поведения данной процедуры используются фосфаты железа.
Черное фосфатирование
Данный процесс обработки металлических изделий относится к разряду декоративных. Он предполагает образование на их поверхности пленки черного цвета. Она является достаточно плотной и придает любому изделию дополнительную прочность.
Цинковое фосфатирование
Процесс обработки металлов цинковыми фосфатами и сплавами данного металла является одним из самых действенных методов укрепления структуры любого металла. В результате покрытие обладает оптимальной толщиной и приятным серебристым оттенком.
Преимущества фосфатирования
Фосфатирование используется в большинстве случаев для придания металлическим поверхностям дополнительной защиты от образования коррозийного налета. Благодаря фосфатирвоанию металлы приобретают следующие положительные качества:
- твердость. Металлы становятся более устойчивыми к появлению внешних повреждений.
- устойчивость к влиянию электрического тока.
- улучшаются сроки эксплуатации тех или иных металлических изделий, которые были обработаны методом фосфатирования.
- прочность покрытия. Металлы покрываются дополнительной защитной пленкой, которая придает им особые свойства.
Процедура фосфатирования на производственных предприятиях не используется так часто, как анодирование, например.
Статьи по теме
Нейтрализатор ржавчины
Сегодня для защиты металлов от образования коррозии создано большое количество средств. Одни из направлены на то, чтобы предотвратить образование на металлической поверхности коррозийного налета. Другие же используются для его устранения.
Удаление ржавчины
Сегодня с образованием ржавчины на металлических поверхностях сталкиваются многие люди. Она образуется под воздействием окружающей среды. Процесс образования ржавого налета может иметь разную продолжительность.
Преобразователь ржавчины — какой лучше?
Сегодня производится большое количество смесей для обработки металлических поверхностей. Есть специальные составы, которые помогают бороться с образованием налета коррозии. Они получили названием преобразователи ржавчины.
Химическое фосфатирование
Фосфатирование представляет собой процесс обработки металлических изделий растворами кислых фосфорнокислых солей с образованием на поверхности защитной солевой пленки из нерастворимых фосфатов. Фосфатная пленка выполняет свое основное назначение — защиту от коррозии только в сочетании с лакокрасочными покрытиями или масляной пленкой, что объясняется хорошими адгезионными свойствами, сама по себе она пориста.
Благодаря хорошей адгезии фосфатирование широко применяют для грунтования под лакокрасочные покрытия в различных областях машиностроения — автомобильной, судостроительной, сельскохозяйственной и др. Иногда фосфатированию подвергают различные крепежные детали с последующим пропитыванием смазочными веществами, поскольку фосфатирование не приводит к изменению размеров.
Фосфатные покрытия являются одним из видов конверсионных, т. е. получаемых в результате взаимодействия металла с рабочим раствором. Они представляют собой кристаллическую пленку труднорастворимых в воде фосфорнокислых солей железа и марганца или железа и цинка. В зависимости от состояния поверхности металла и условий фосфатирования формируются пленки толщиной от 1 до 100 мкм, мелко- или крупнозернистые, обладающие рядом весьма ценных свойств. Они устойчивы в атмосферных условиях, в смазочных маслах и органических растворителях, но разрушаются в кислотах и щелочах. Такие покрытия имеют высокое электросопротивление и выдерживают напряжение до 250 В, а после пропитки изоляционными маслами — до 1000 В. Это позволяет применять фосфатирование для получения изоляционного слоя на трансформаторных, роторных, статорных пластинах. Твердость фосфатной пленки ниже, чем стали, но несколько превышает твердость меди. Она хрупка, неустойчива против фрикционного износа, не оказывает влияния на механические и электромагнитные свойства металла. Благодаря значительной пористости фосфатные пленки хорошо удерживают масла, консистентные смазки, лаки.
Фосфатные покрытия не смачиваются расплавленным металлом, и это свойство используется в технологии металлургического производства. Слой фосфатов, пропитанный смазками, благоприятно сказывается на процессах волочения проволоки, протяжки труб, штамповке.
Пропитка минеральными маслами, консистентными смазками, в особенности если они содержат добавки ингибиторов, значительно улучшает защитную способность покрытий. Наиболее широкое применение фосфатные пленки находят в качестве грунта под лакокрасочные покрытия. Они способствуют лучшей адгезии лакокрасочного слоя к поверхности металла и в таком комбинированном варианте существенно повышают стойкость изделий против коррозии даже в жестких климатических условиях.
Фосфатированию можно подвергать углеродистые и низколегированные стали, чугун, некоторые цветные и легкие металлы. Высоколегированные стали фосфатируются с трудом, и на них образуются пленки более низкого качества, чем на углеродистых сталях. Фосфатные пленки на алюминии и магнии являются менее надежной защитой от коррозии, чем пленки, полученные электрохимическим оксидированием.
Формирование фосфатной пленки начинается с электрохимического растворения металла, причем на анодных участках поверхности металл в ионном состоянии переходит в раствор, на катодных участках происходит выделение водорода:
Результатом этой реакции является понижение содержания НзРО4 в растворе, что приводит к уменьшению концентрации ионов водорода и образованию вторичных и третичных солей:
Образующиеся однозамещенные фосфаты легко растворимы в воде, двухзамещенные трудно растворимы, а трехзамещенные практически не растворяются. Получающаяся при реакциях свободная фосфорная кислота повышает концентрацию ионов водорода в растворе, что способствует дальнейшему ходу процесса. Выделившийся на поверхности металла осадок нерастворимых фосфатов образует с ним прочную кристаллохимическую связь.
Для предотвращения диссоциации однозамещенного фосфата и создания благоприятных условий для образования нерастворимого трехзамещенного фосфата раствор должен содержать некоторый избыток фосфорной кислоты. Одновременно следует учитывать, что чрезмерный избыток кислоты может сдвинуть реакцию в нежелательную сторону. Образование однозамещенных солей затрудняет формирование сплошной пленки или вообще препятствует ее возникновению. Поэтому кислотность раствора играет большую роль в процессе получения фосфатных покрытий.
Исследования процесса фосфатирования стали показали, что формирующаяся пленка состоит как бы из двух слоев: 1) внутреннего, барьерного, небольшой толщины, гладкого, эластичного, весьма пористого, непосредственно прилегающего к металлу; 2) наружного, имеющего кристаллическое строение, хрупкого, состоящего из вторичных и третичных фосфатов и определяющего основные положительные свойства пленки. По мере роста внешнего слоя поверхность металла изолируется от воздействия раствора, и скорость процесса постепенно уменьшается.
Толщина и структура фосфатных пленок зависят от состава обрабатываемого металла, условий фосфатирования и способа предварительной обработки поверхности деталей. В обычных растворах на полированной поверхности стали образуется мелкокристаллическая пленка толщиной 1-4 мкм, длительность процесса составляет около 30 мин. При формировании пленки крупнокристаллической структуры обеспечивается более продолжительный доступ раствора к металлу, длительность процесса увеличивается до 60-90 мин, толщина пленки достигает 10-12 мкм. Мелкокристаллические пленки вследствие их меньшей пористости характеризуются более высокой защитной способностью в коррозионных условиях, чем крупнокристаллические пленки большой толщины. Травление стали в кислотах способствует образованию крупнокристаллической фосфатной пленки, а гидроабразивная обработка — мелкокристаллической. Соответственно изменяется и продолжительность процесса.
Основой многих растворов для фосфатирования является препарат мажеф, в состав которого входят соли Мn(Н2РО4)2•Н2О, MnHPО4, Fe(H2PO4)2. В таком растворе процесс фосфатирования особенно эффективно протекает при 90-100 °С. Его можно ускорить введением специальных добавок окислителей, из которых наибольшее применение нашли азотнокислые и азотистокислые соли цинка и бария. Эти добавки являются деполяризаторами, способствующими уменьшению выделения водорода. Последнее обстоятельство следует учитывать при обработке тонкостенных деталей и пружин, так как в растворах, содержащих окислители, наводороживание стали происходит в меньшей степени, чем в обычных растворах мажефа. Защитная способность фосфатных пленок, сформированных в таких растворах, относительно ниже, чем в отсутствии окислителей.
Температуру раствора при фосфатировании можно значительно понизить увеличением концентрации свободной фосфорной кислоты и введением активирующих добавок, в качестве которых применяют нитраты, нитриты или фториды. Толщина пленок, формирующихся в этих растворах, составляет 4-6 мкм, качество их несколько хуже, чем пленок, сформированных при повышенной температуре. Так называемое холодное фосфатирование, т. е. проведение процесса при комнатной температуре, рекомендуется, главным образом, для обработки деталей струйным методом. Размеры деталей при фосфатировании изменяются незначительно, так как с ростом фосфатного слоя происходит уменьшение толщины металла за счет его растворения.
В последние годы все больше внимания уделяется фосфатированию цветных металлов. Разработаны процессы фосфатирования цинка, кадмия, никеля, сплава ковар. Образующаяся на этих металлах пленка состоит, в основном, из четырехводного третичного фосфата цинка. На кадмии и цинке стойкая против коррозии пленка формируется за 10 -20 мин, на никеле и коваре — за 30 — 40 мин. В растворах, содержащих добавки ускорителей, продолжительность фосфатирования кадмия удается уменьшить до 5-10 мин, цинка — до 3-5 мин. Лакокрасочные покрытия, нанесенные на никель по фосфатному грунту, пригодны для изделий, работающих в тропическом климате.
Справочник химика 21
Химия и химическая технология
Фосфатирование стали
На рис. 7-11 показаны результаты испытаний уплотнения, которые выполнены из сульфида молибдена и фосфатированной стали. Большой интерес представляют уплотнения, подвижные или неподвижные элементы которых сделаны из графита или графита, смешанного с металлами. Свойства этих материалов значительно зависят от процента содержания в них металла, особенно при высоких температурах. Коэффициент трения ниже, если процент металла больше, а следовательно, мощность, необходимая для привода, меньше и такие уплотнения более пригодны, для условий высоких температур. Свойства чистого графита при трении ровных поверхностей при повышенных температурах ухудшаются. Если уплотнения содержат высокий процент металла, то они более чувствительны к окислению. Применение тех или других материалов для уплотнений обусловливает различ- [c.151]
Результаты испытаний приведены в табл. 26, из которой видно, что при наложении ультразвукового поля частотой 16 и 76 кгц уже через 20 мин. получаются фосфатные пленки с высокими антикоррозионными свойствами, в то время как при фосфатировании стали после пескоструйной обработки высокая коррозионная стойкость наблюдалась только после 60 мин. фосфатирования. [c.100]
Патент США, № 4000012, 1976 г. Хроматы широко используются для повышения коррозионной стойкости и повышения адгезии пленки краски к поверхности фосфатированной стали. Однако в этом процессе образуются большие объемы промывных вод, загрязненных ионами шестивалентного хрома. Эти воды токсичны и загрязняют любой водоем или реку, в которые сбрасывается вода, содержащая их, т.е. эти воды экологически нежелательны. [c.173]
Обработка в фосфорной кислоте весьма благоприятно сказывается на адгезию противокоррозионного покрытия. Однако следует иметь в виду, что лучшие результаты по повышению защитных свойств могут быть достигнуты в том случае, если после операции травления и промывки осуществить фосфатирование стали. [c.89]
Как уже упоминалось прн катодном фосфатировании стали, [c.98]
Работа № 27. ФОСФАТИРОВАНИЕ СТАЛИ [c.185]
Фосфатирование стали. Заключается в образовании на поверхности изделия пленки фосфорнокислых солей марганца и железа. Применяемая рецептура довольно разнообразна. Полученная пленка дополнительно покрывается специальным лаком. Покрытие достаточно коррозионноустойчиво в атмосферных условиях и даже в не слишком агрессивных жидких средах. [c.516]
Марганцовый препарат для фосфатирования сталей мажеф, содержащий монофосфаты марганца и железа, может быть получен несколькими способами [c.787]
Фосфатирование стали Мажеф Примеси 1 раз в неделю (кислотность 1 раз в смену) [c.204]
Повышение адгезии противокоррозионных покрытий к фосфа-тированной поверхности стали обусловлено высокой прочностью сцепления слоя фосфатов железа, марганца и цинка как с металлом, так и с материалом покрытия, благодаря тому что слой фосфатов отличается относительно высокой пористостью. Пористость фосфатного слоя зависит от ряда факторов, в том числе и от технологических (отношение поверхности, запятой порами, к обш,ей поверхности изменяется от 0,001 до 0,1). При такой пористости и небольшой толщине (7—50 мк) слой фосфатов не может обеспечить защиту от коррозии в течение длительного времени, поэтому без дополнительного покрытия не применяется. Высокие защитные свойства лакокрасочных покрытий, нанесенных по фосфатированной стали, подтверждены большим числом сравнительных испытаний. Однако исследования, посвященные сравнению различных технологических приемов фосфатирования (применительно к получению максимальных защитных свойств лакокрасочных покрытий), не выполнены. Это связано, по-видимому, с отсутствием удовлетворительной теории образования фосфатного слоя. Существуют химический и электрохимический подходы к трактовке механизма образования слоя труднорастворимых фосфатов на поверхности стали. Исходя из чисто химических представлений, непременным условием фосфатирования является процесс растворения стали с образованием дигидроортофосфата железа по реакции [c.58]
При образовании водорода происходит процесс фосфатирования стали. Исходя из реакций (56), (57), (58) и (59), остается неясной роль свободной фосфорной кислоты, которая может образоваться в результате гидролиза дигидроортофосфата [c.59]
Холодное фосфатирование стали осуществляется в более концентрированных растворах, в которые входят те же компоненты 100 г/л монофосфата цинка, 2 г/л азотнокислого натрия и 6 г/л фто-60 [c.60]
Обнаружено, что к поверхности, покрытой ржавчиной, прилипаемость минимальная и отслаивание происходит частично по ее слою. Прилипаемость к высокотемпературной окалине средняя. Наибольшая сила сцепления обнаруживается при взаимодействии липкой ленты с фосфатированной поверхностью. При фосфатировании стали, обработанной по высокому классу точности, происходит растравливание поверхности, а при обработке но низкому [c.68]
Предложены также растворы для фосфатирования стали, оцик-1юванных и кадмированных изделий при относительно низких температурах (20—30 °С). Они состоят в основном из монофосфата цинка или смеси монофосфата цинка и препарата Мажеф (для стали) и активаторов азотнокислые соли цинка и натрия, фтористый натрий и др. Значение pH регулируется в пределах 2,5—3,5 в зависимости от природы металла и состава раствора. [c.457]
Кр Распылением, кистью емнийоргаиические КО Высыхают при 18-23 °С за 24 ч или при 150-170 °С за 2 ч. Обладают повышенной термостойкостью (250-500 °С), атмосферостойкостью, водо-, бензо- и маслостойкостью. Применяют для окрашивания изделий из фосфатированных сталей и анодированных алюминиевых сплавов, работающих при повышенных температурах. [c.377]
На практике получили применение пассивирующие растворы ИФ-ХАН-39А и ИФХАН-3 3-ЛГ, которые применяют для защиты оксидированной и фосфатированной стали взамен их промасливания. Они пропитывают пористые покрытия и после сушки придают ему антикоррозионную стойкость. В последние годы видное место заняли ингибированные восковые составы. Объединяя в себе полезные качества тонкопленочных покрытий и масел, они формируют на поверхности металлов тонкие пластичные пленки. Наличие в них ингибиторов в совокупности с гидрофобностью воска обеспечивает сильный эффект антикоррозионного последействия. В настоящее время ведущую роль в практике противокоррозионной защиты играют пленкообразующие ингибированные нефтяные составы. Широкую известность получили Мовиль, Мовитин, ИФХАН-29А, НГ-216, Оремин, ИФХАН-3 О А и -ЗОТ. [c.306]
Испытание предохранительных свойств 12—15%-ной водной эмульсии смазки производят параллельно на четырех пластинках из фосфатированной стали. Размер пластинок 50×50 мм. В одном из углов пластинки имеется отверстие диаметром 5 мм для подвешивания пластинок на крючок. Перед испытанием пластинки промывают в петролейном эфире и спирте, просушивают фильтровальной бумагой и рассматривают в лупу с 6—. 8-кратным увеличением. На больших поверхностях пластинок не должно быть следов коррозии, разводов от испарения растворителя, ворсинок и т. п. [c.282]
I — без контакта 2 — со сплавом АМг, анодированным с наполнением К2СГ2О7 3 — с алюминием, анодированным с наполнением Н2О 4 — го сплавом В95, анодированным с наполнением К2СГ2О7 5 — с оцинкованной сталью 6 — с фосфатированной сталью 7 с хромированной сталью 8 — со сталью 1Х18Н9Т 9 — с медью [c.127]
В последней работе Тимоновой [55] число металлов и покрытий, которые можно совместно эксплуатировать с магниевыми сплавами в атмосферных условиях, несколько расширено. По мнению автора, допустим контакт не только между магниевыми сплавами различных составов, но и с алюминием и его сплавами, цинком и оцинкованными деталями, кадмием и кадмированными деталями, фосфатированной сталью (при условии пропитки фосфатной пленки маслом) и хромированной сталью (толщина покрытия не менее 60 мкм), лужеными медными сплавами и титаном. [c.139]
Эмаль КО-83 жаростойкая алюминиевого цвета — раствор кремнийорганического лака К-44, смол БМК-5 и Э-41 в органических растворителях с добавлением алюминиевой пудры ПАК-4. Применяют для покрытия металлических поверхностей (сталь 12Г2А, фосфатированная сталь 12ГА, дюралюмин Д-16), подвергающихся при эксплуатации действию повышенных температур. Лак — бесцветная, опалесцирующая жидкость. [c.151]
Об адгезионных свойствах клея хемлок 820 можно судить по тому, что соединения резин на основе НК, бутадиен-стирольного каучука, полихлоропрена, бутилкаучука и сополимера этилена с пропиленом при испытаниях на расслаивание (А5ТМ-Д429В) разрушаются по резине. Резины из силиконовых и фторкаучуков хуже склеиваются этими клеями. Также разрушаются по резине соединения с оцинкованной и фосфатированной сталью нитрильной резины после испытаний в кипящей воде (2 ч), маслах (70 при 150 °С), топливе (100 при [c.124]
ВОВ. Такие эмалевые покрытия обладают высокой адгезией к оксидированным магниевым сплавам и к кадмн-рованной и фосфатированной стали, высокой твердостью, незначительной влагонабухаемостью, высокой стойкостью к щелочам, хорошими антикоррозионными свойст-вами, стойкостью к температурным перепадам от —60 до +200° С. [c.200]
Покрытия из полиуретана ровные, полупрозрачные, сероватого цвета, по внешнему виду напоминающие полиамидные. Они имеют хорошую адгезию, влагопоглощение 1%, устойчивы к вибрации и истиранию. Испытание образцов покрытий на фосфатированной стали, в 3% растворе Na l (камера тумана) в течение 1 года и в морской воде при 70—80° С (переменное погружение) в течение 77 суток показало их полную устойчивость. При УФ-старении об-нарузривается ухудшение стойкости покрытий к вибраций и ударным воздействиям [247]. [c.122]
I и II составы являются наиболее простыми, приготовляются из недефицитных материалов в растворе состава II отсутствует ион натрия, а в раствор состава III введен фтористый натрий. При фосфатировании стали в ваннах без подогрева в I, II и III растворах сплошного покрытия поверхности пе было получено. Соответственно химическая стойкость фосфатного покрытия, определявшаяся но капельной пробе, оказалась низкой. Удовлетворительные осадки фосфатов получились в ваннах при повышении температуры раствора до 40—50° С. Эффективным оказалось применение катодной поляризации фосфатированного образца в указанных ваннах без подогрева раствора. Испытания качества фосфатного покрытия капельной пробой в последнем случае неноказател ьны, так как капля растекается. Поэтому для оценки защитных свойств образцы с фосфатным покрытием испытывали в 3%-ном растворе КаС1. Качество покрытия оценивалось по времени появления ржавчины в порах фосфатного слоя. В процессе испытания фиксировалось значение потенциала образцов. Измерение потенциала проводилось обычным компенсационным способом при помощи потенциометра ППТВ-1 и гальванометра М-91/а. В качестве электрода сравнения использовался каломельный насыщенный электрод. На рис. 11 представлены кривые изменения потенциалов фосфатиро-ванных образцов во времени. Как видно из графиков, в начальный момент образцы приобретают высокий отрицательный потенциал, соответствующий потенциалу цинка, что свидетельствует о наличии в слое фосфатов свободного цинка. Продукты коррозии на фосфатированной поверхности появлялись после резкого смещения потенциала в положительном направлении. Из полученных данных следует, что защитные свойства пропорциональны времени [c.61]
Смотреть страницы где упоминается термин Фосфатирование стали: [c.200] [c.137] [c.48] [c.49] [c.53] [c.81] [c.48] [c.55] [c.81] [c.243] [c.298] [c.25] [c.91] [c.104] [c.127] [c.759] [c.59] [c.63] [c.225] Смотреть главы в:
Как фосфатировать металл в домашних условиях?
Большинство домашних умельцев стремятся освоить как можно больше самых разных операций, и в этом случае [не лишним будет самостоятельно научиться проводить фосфатирование], что позволит обеспечить эффективную защиту металлических поверхностей.
Фосфатирование, как правило, выполняется на промышленных предприятиях и позволяет образовать на металлической поверхности достаточно тонкий, однако хорошо сцепленный с основанием заготовки, слой пленки.
Данный слой в этом случае состоит из фосфорнокислых химических соединений, в состав которых входят такие элементы, как фосфаты железа, а также марганца и цинка.
Технология нанесения позволяет сделать этот слой цинка толщиной в пределах пяти микрометров.
Несмотря на то, что для того, чтобы выполнить фосфатирование, необходимо иметь определенное оборудование и различные химические реагенты, при правильном подходе и соблюдении определенных технологических этапов данную операцию можно выполнить в домашних условиях.
По своей сути, фосфатирование позволяет организовать защиту металлической поверхности от воздействия коррозии, что достаточно востребовано в быту.
Освоить фосфатирование непосредственно в домашних условиях сможет при желании каждый мастер, конечно, если будет знать некоторые тонкости и нюансы процесса.
Особенности фосфатирования
Основное и главное предназначение фосфатирования — это обеспечение эффективной защиты металлических поверхностей непосредственно от воздействия коррозийных процессов.
Данная технология активно и повсеместно используется в таких промышленных сферах, как судостроение и автостроение, а также многих других отраслях.
Кроме этого, он достаточно популярен и в быту, где при помощи него покрывают защитной пленкой самые разные приспособления и детали. Технология фосфатирования металлических поверхностей преследует, главным образом, две цели.
В первую очередь, как уже было сказано выше, при помощи данного метода выполняется коррозионная защита, которая существенно повышает срок службы любого металлического изделия.
Кроме этого, при помощи фосфатирования удается значительно улучшить адгезию разных типов лакокрасочных покрытий непосредственно к самой окрашиваемой поверхности.
Выполнять данную защиту рекомендуется при любом окрашивании металлической поверхности. У фосфатного покрытия очень высокий показатель пористости.
За счет этого, наносимый на металлическую поверхность любой лакокрасочный состав, достаточно глубоко проникает во внутренние поры фосфатной пленки, что и обуславливает, главным образом, высокие адгезические свойства данного типа покрытия.
Следует отметить и то, что образованная таким образом пленка, пассирует металлическое основание и переводит его в состояние, которое можно условно назвать коррозийно-пассивным.
Все это приводит к тому, что защитные свойства покрытия, на котором было проведено фосфатирование с последующим окрашиванием, в несколько раз превосходят по своим характеристикам защитные свойства поверхности, на которую было проведено нанесение лакокрасочного состава без предварительной подготовки.
Использование при данном методе цинка позволяет сделать такое покрытие еще более качественным и эффективным.
Характеристики фосфатирования
Данный метод защиты особенно актуален для всевозможных черных металлов, использование которых планируется в достаточно жестких условиях. Следует отметить, что такая обработка различных видов цветных металлов, в том числе и цинка проводится значительно реже.
Суть данного метода заключается, главным образом, в проведении специальной обработки различных типов металлических поверхностей определенными фосфорнокислыми растворами с обязательным добавлением цинка.
За счет такой специфической обработки на поверхности особым образом образуется пленка по сплошному типу из фосфатов самых разных металлов, в том числе и цинка, которые в обязательном порядке должны иметь либо аморфную, либо кристаллическую структуру.
В этом случае следует отметить, что максимально высокие антикоррозийные свойства имеют те фосфатные составы, которые готовятся из фосфатных растворов одновременно нескольких групп металлов.
В этом случае для приготовления необходимой смеси допускается применение уже готовых жидких концентратов.
По своей сути, образование такого типа покрытия на поверхности металла является достаточно сложным физико-химическим процессом.
Отсюда можно сделать вывод, что в тот момент, когда происходит контакт самого фосфатирующего состава непосредственно с поверхностью стали, начинают протекать электрохимические процессы.
Само растворение железа в этом случае происходит на анодных участках, соответственно, на катодных участках поверхности металла восстанавливаются ионы водорода.
Кроме этого, непосредственно на поверхности самого изделия из стали, в так называемом приэлектродном пространстве, начинает расти величина рН, при этом среда в этом пространстве становится щелочной.
Сама фосфатная пленка образуется за счет осаждения на поверхности металла фосфат-ионов, а также гидрофосфат-ионов.
Прочность самого покрытия с поверхность металла обеспечивается за счет кристаллохимических связей, границы которых определяет линия фосфатирования.
Общие свойства покрытий
Следует отметить, что любой фосфатный раствор должен обязательно готовиться с добавлением цинка.
В этом случае состав более качественно закрепляется на самом основании металла. При этом процессе в некоторых случаях могут образовываться самые разные соли, которые, как правило, выпадают в виде осадка.
Во время приготовления состава солевой осадок следует периодически удалять. Готовое покрытие на основе фосфатов должно обладать определенными свойствами.
В первую очередь, покрытии металла должно быть минимальное количество сквозных пор. Кроме этого, его структура обязательно должна быть мелкокристаллической.
Также следует обращать внимание и на удельную массу пленки, которая не должна быть выше показателя в три грамма на квадратный метр.
В настоящее время используется несколько различных способов фосфатирования. В первую очередь, следует отметить нормальное фосфатирование, которое проводится при температурах, близких к температурам кипения.
Данный способ дает возможность получать пленку с толщиной до семи микрометров, однако в некоторых отдельных случаях снижаются механические свойства обрабатываемого материала.
Также очень часто обработка стали проводится при помощи холодного фосфатирования, при котором пленка имеет минимальную толщину, а соответственно обладает низкими защитными свойствами.
Также выполнить защиту можно ускоряя фосфатирование, при этом в состав вводят специальный ускоритель, что существенно снижает общее время процесса. В любом случае, когда выполняется линия фосфатирования все основание металла очищают от продуктов коррозии и всевозможных жировых отложений при помощи различных групп растворителей.
Проведение фосфатирования в домашних условиях
Несмотря на относительную сложность процесса, при определенных условиях выполнить химическое фосфатирование, допустим, стали можно и в домашних условиях. Легче всего провести данный процесс по ускоренному типу.
Для этого потребуется для начала правильно приготовить соответствующий состав. Необходимо будет в определенных пропорциях взять специальный препарат, который носит название мажеф и азотнокислый тип цинка.
Далее смесь тщательно перемешивается и нагревается до температуры, близкой к температуре кипения. После этого обрабатываемое изделие из металла на пятнадцать минут погружается в раствор.
Наносить лакокрасочное покрытие на обработанную заготовку можно только после полного ее высыхания.
За счет фосфатирования удается значительно повысить защитные свойства практически любого металлического покрытия, в том числе и стали. При этом данная операция без каких-либо проблем может быть проведена и в домашних условиях.
В этом случае главное соблюдать прописанные пропорции и выполнять соответствующие рекомендации. Также при использовании данного метода защиты металлических оснований, необходимо выполнять правила техники безопасности.
Методы и составы для фосфатирования металлов
Проблемой защиты металла от коррозионного разрушения человечество озабочено с тех пор, как научилось выплавлять из руды медные изделия.
С тех пор производство стали значительно усовершенствовалось, разработаны и новые способы защиты от коррозии. Но несмотря на значительные достижения в этой области, обеспечить 100% неподверженность разрушению подобных изделий, в условиях земной атмосферы, практически невозможно.
Одним из наиболее совершенных способов предохранения железа от воздействия неблагоприятной среды и придания его поверхности повышенной износостойкости является фосфатирование.
Фосфатирование: действие защитного механизма
Фосфатирование металла представляет собой процесс покрытия поверхности цветных и чёрных сплавов тончайшей фосфатной плёнкой, которая надёжно защищает поверхность от ржавчины.
В узлах, работа которых сопряжена с постоянным процессом трения, данная технология позволяет значительно увеличить износостойкость контактируемых поверхностей. Процессу фосфатирования поддаются практически все сплавы, за исключением высоколегированной стали, на которой фосфатная плёнка образуется очень низкого качества.
Этот способ защиты металла от разрушения позволяет в течение очень длительного времени эксплуатировать изделия в следующих условиях:
- Повышенной влажности.
- Воздействию моторных масел.
- В среде органических растворителей.
- В электроустановках с напряжением до 1000 В.
- В качестве грунта под лакокрасочным покрытием.
Фосфатная плёнка отлично защищает основной материал в перечисленных условиях, но в щелочной и кислотной среде быстро разрушается. Поэтому прежде чем приступать к покрытию металла для защиты от разрушения, необходимо точно знать состав среды, где будет эксплуатироваться изделие, поверхность которого подверглось процессу фосфатирования.
Методы фосфатирования
Получение защитной фосфатной плёнки на поверхности можно различными способами, целесообразность которых зависит от габаритов обрабатываемой детали, а также от области применения защищённых таким способом металлических деталей и конструкций.
В промышленности наиболее часто используются следующие методы фосфатирования металлической поверхности:
1. Использование препарата «Мажеф».
Наиболее распространённый способ фосфатирования, который осуществляется в специальных фосфатирующих ваннах, наполненных раствором препарата «Мажеф» в концентрации до 40 г/л. Для образования устойчивой фосфатной плёнки, металлическое изделия помещают в раствор препарата, доводят его до кипения и при периодическом помешивании кипятят в течение 15 — 20 минут. Этого времени достаточно для покрытия металла защитным слоем.
Для того чтобы фосфатная плёнка образовалась надлежащего качества с толщиной защитного слоя до 5 — 10 мкм, поверхность изделия необходимо зачистить с помощью пескоструйного аппарата или абразивного круга.
Фосфатирование металла с помощью препарата «Мажеф» может быть использовано для покрытия низкоуглеродистой стали, особенно часто данный метод используется для получения качественного антикоррозийного грунта под покраску.
2. Применение фосфорной кислоты.
Данный метод позволяет получить холодное фосфатирование металла, но толщина защитного слоя, в данном случае, будет не более 5 мкм.
Для протекания стабильного процесса фосфатирования данным методом температура раствора должна быть в диапазоне от +18 до +25 градусов. Для получения высококачественного защитного слоя, необходимо чётко соблюдать процентное соотношения действующих веществ входящих в состав раствора.
Концентрация химикатов должна быть следующая:
- Фосфорная кислота — 40 г/л.
- Азотнокислый цинк — 200 г/л.
- Сернокислый натрий — 8 г/л.
- Окись цинка — 15 г/л.
Продолжительность обработки таким раствором составляет около 30 минут.
3. Использование монофосфата цинка.
Данный способ применяют для защиты стали применяемой в электрике и машиностроении. Защищаемую поверхность помещают в раствор следующих химикатов:
- Монофосфат цинка — 20 г/л.
- Нитрат натрия — 35 г/л.
Процесс фосфатирования осуществляется в растворе при температуре около +60 градусов. Продолжительность данной операции составляет 15 — 20 минут.
4. Применение фосфатирующей пасты.
Данный способ может быть использован при комнатной температуре. Рабочий состав пасты состоит из фосфатирующего раствора и наполнителя в соотношении 3/2. В качестве наполнителя может быть использован тальк или каолин. На обрабатываемую поверхность раствор наносится с помощью кисти.
Фосфатирование в домашних условиях
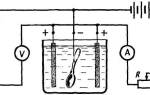
В домашних условиях могут использоваться методы защиты металлов, которые не получили широкого применения на производстве. Одним из таких способов покрытия поверхности защитной фосфатирующей плёнкой является электрохимическая обработка.
Для нанесения на поверхность защитной плёнки применяется переменный или постоянный ток. В качестве электролита используются раствор фосфорной кислоты или препарата «Мажеф».
Заготовка, на которую планируется нанести защитный слой устанавливается на электрод, который будет опущен в ванну с электролитом, в качестве анода используются цинковые стержни, к которым также подводится электричество.
Для качественной обработки металла достаточно 25 В постоянного или переменного тока. Процедура нанесения защитного слоя занимает около 30 минут. Данный способ фосфатирования идеально подходит для защиты деталей прямолинейной формы.
Если геометрия изделия подвергаемого таким способом обработки сложнее, то фосфатирующий слой ложится недостаточно равномерно, что значительно снижает защитные свойства данного метода нанесения фосфатной плёнки.
Многие методы фосфатирования, которые используются на производстве, могут быть применены в домашних условиях, при условии соблюдения техники безопасности при обращении с химическими составами, а также точного следования методики нанесения защитного слоя.
Препарат «Мажеф» может быть использован в домашних условиях. Применение данного химического соединения позволяет нанести на поверхность изделия фосфатную плёнку, которая является идеальным грунтом для окраски.
Фосфатирование металла перед покраской, надёжно защитит кузов автомобиля от воздействия ржавчины, даже в тех местах, где краска будет удалена в результате механического воздействия. Перед тем как приступить к нанесению защитного слоя, с поверхности удаляется пыль и грязь, также необходимо тщательно обезжирить поверхность металла.
Можно обойтись без самостоятельного приготовления рабочей смеси, для этого можно приобрести готовые растворы в аэрозольной упаковке, с помощью которых можно осуществить равномерное распыление вещества. Покраску можно будет производить только после того, как обработанный участок полностью высохнет.
Некоторые фосфатирующие составы для защиты металла, можно наносить кистью. При таком варианте нанесения защитной плёнки, необходимо следить за равномерностью распределения фосфатирующей грунтовки по поверхности изделия.
Если обрабатываемая деталь небольшого размера, то в домашних условиях можно осуществить горячий способ нанесения защитного покрытия. Для этой цели используется «Мажеф» или смесь фосфорной кислоты и азотнокислого цинка. При проведении такой операции следует соблюдать осторожность и использовать защитные приспособления для глаз, а работу производить в хорошо проветриваемом помещении.
P.S. Применение фосфатирования металла позволяет избежать возникновения ржавчины, поэтому не стоит пренебрегать данным способом защиты поверхности. Несмотря на то, что данный способ применяется, чаще всего для предохранения чёрных сплавов от разрушения, его можно использовать и для покрытия меди, кадмия и алюминиевых изделий.
Детали из алюминия после обработки таким методом надёжно защищаются от воздействия неблагоприятных факторов окружающей среды, при этом на поверхности образуется голубоватый налёт, который может иметь декоративное назначение. Данная технология широко используется при изготовлении сувенирной продукции, но прежде всего применяется для защиты алюминия, при его размещении в помещениях с высоким уровнем влажности.