Содержание
- Устройство станка гидроабразивной резки
- Гидроабразивный станок – принцип работы
- Гидроабразивный станок для резки — устройство
- Как сделать свой станок
- Гидроабразивная резка – любой материал поддастся!
- 1 Суть и технология гидроабразивной резки
- 2 Особенности резки изделий водой с абразивами
- 3 Гидроабразивная резка металла и других материалов – плюсы и минусы технологии
- Резка металла водой
- Преимущества гидроабразивной струи
- Применение станков гидроабразивной резки
- Технология и применение гидроабразивной резки
- Технология резки
- Станки и оборудование для гидроабразивной резки
- Применения в различных отраслях
- Материалы для ГАР
- Преимущества и недостатки метода
- Резка водой металла (гидроабразивная резка) под давлением: технология и принципы работы
- Сущность технологии
- Принцип работы гидроабразивной резки металла
- Область применения
- Оборудование для гидрорезки
- Возможности водной резки металла
- Управление
- Расходные материалы
- Преимущества гидроабразивной установки
- Недостатки гидроабразивной установки
- Цена гидрорезки
Гидроабразивная резка металла своими руками
Устройство станка гидроабразивной резки
Станок гидроабразивной резки используются в тех случаях, когда штамповкой или отливкой детали сделать невозможно или не выгодно. Он позволяет резать материалы без применения механического режущего инструмента. Материал разрезается при помощи струи воды с абразивными добавками, которая подается через форсунку под большим давлением. Преимущества такого метода в том, что можно производить резку под любым углом, стоит лишь только настроить угол форсунки.
Вода с абразивом подается под огромным давлением от 200 до 600 атмосфер и способна разрезать материалы любой прочности:
- черные и цветные металлы, их сплавы;
- камень (мрамор, гранит);
- легированные, жаропрочные, нержавеющие стали;
- стекло, обычное и композитное, бронестекло;
- керамику (плитку, керамический гранит);
- композитные материалы.
Для резки твердых материалов, таких как металл, камень, стекло используется вода с добавлением специального песка. Мягкие материалы – резина, пластмасса, картон режут только водой без каких либо добавок. Преимущество перед другими способами резки в том, что кромка при этом получается исключительно ровная и не требует дальнейшей обработки.
Гидроабразивный станок – принцип работы
Насос высокого давления с помощью бустера нагнетает давление от 300 до 600 атмосфер. При этом все колебания, которые создаются насосом, гасятся в аккумуляторе давления большой емкости, что гарантирует свободную от пульсации струю воды. После этого воду для генерации струи можно подавать в любую произвольную точку по гибким трубам высокого давления.
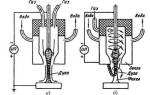
Вода проходя через отверстие в головке диаметром четверть миллиметра (давление при это еще больше возрастает), попадает в камеру для смешивания. Там она соединяется с абразивом (мелкодисперсным песком) и попадает в формирующую струю сопло. В зависимости от толщины и материала детали оно может иметь диаметр от 0,6-1,2 мм. В режущей головке энергия давления воды преобразуется в кинетическую энергию водной струи. Вода проходя через сопло, всего в десятые доли миллиметра, выполненное из сверхтвердых материалов, ускоряется с образованием тонкой сфокусированной струи, служащей в качестве инструмента для резки.
Мягкие материалы, такие как резина, пластмасса режутся чистой струей воды. За счет добавления в струю песка, для усиления режущих способностей, можно производить обработку материалов любой твердости, таких как металлы, камень, стекло, композиты. Для твердых материалов предварительно выполняют черновое сверление. Для некоторых материалов предварительная центровка не нужна, так как при центровке материала уже первая капля воды смешивается с абразивом. Сегодня гидроабразивная резка позволяет с легкостью резать материалы толщиной до 150 мм.
Такой способ позволяет резать материалы без выделения тепловой энергии, так как она сразу поглощается водой. Кроме этого не требуется сложные и тяжелые приспособления для фиксации заготовки. Струя воды не оказывает такого сильного воздействия на заготовку как механические инструменты (резец, фреза или пила).
Гидроабразивный станок для резки — устройство
Станки данного типа имеют такие элементы:
- резервуар для воды (от 2 кубов);
- насос высокого давления;
- емкость с абразивом для смешивания с водой;
- трубки высокого давления;
- резак со сменными головками (форсунками);
- ванна с рабочим столом для закрепления заготовки, гашения струи и сбора воды (абразива);
- в промышленных станках – блок ЧПУ;
- в ручных станках – система управления резаком.
Гидроабразивная резка металла незаменима при обработке толстостенных заготовок. Получить действительно качественную линию среза возможно только таким методом. Применение гидравлической резки актуально при обработке камня и других материалов повышенной твердости. После резки, на всей линии, какой бы длинной она не была, не останется ни окалин, ни заусенец, сколов и никакой дополнительной обработки не требуется.
Не нужно следить за тем, насколько режущий инструмент острый, периодически заменять его и покупать дополнительное оборудование для заточки. Скорость резки не изменяется даже при обработке толстостенных заготовок.
Быстро оценив открывающиеся возможности в получении изделий различной геометрической формы, гидроабразивные станки снабдили ЧПУ. Ручные станки намного дешевле и позволяют сделать большинство простых деталей и заготовок несложной геометрической формы.
Как сделать свой станок
Изготавливать детали на гидроабразивном станке очень выгодно, так как не требуется дополнительная чистовая обработка, но новый станок стоит достаточно дорого. Его стоит приобретать только в том случае, если он будет постоянно загружен. Можно приобрести б/у, который обойдется намного дешевле или изготовить гидроабразивный станок самостоятельно. Главная трудность будет заключаться в покупке агрегатов для создания высокого давления и режущей струи. Кроме этого станок будет потреблять большое количество электроэнергии и воды.
Если же вы решили сделать станок своими руками, то вам понадобятся некоторые специфические детали, которые сделать невозможно самостоятельно. Станок с ручным управлением сделать намного проще, чем с ЧПУ, но возможности и функции будут ограничены.
Для создания станка понадобятся такие узлы и агрегаты:
- насос высокого давления;
- трубопроводы высокого давления;
- режущая головка;
- координатный стол с ванной;
- приводы перемещения режущей головки и система управления;
- механизм подачи абразива;
- бак-отстойник;
- насос низкого давления;
- система фильтрации.
Так как работать станок будет в условиях повышенной влажности все компоненты нужно изготавливать и подбирать с высокими противокоррозионными свойствами (нержавейка, алюминий, пластик).
Для самодельного станка лучше использовать насос прямого действия, который стоит дешевле и намного проще в ремонте. Насос и режущая головка соединяются между собой при помощи трубок высокого давления, их можно купить в любом автомагазине. Режущую головку покупать нужно сразу со сменными штуцерами для резки различных типов материалов. Между насосом и режущей головкой обязательно устанавливается ресивер, чтобы нивелировать импульсы и получить устойчивую струю воды.
Координатный стол с ванной можно изготовить самостоятельно из нержавеющей стали. Основной проблемой является сама струя воды, которая способна разрезать не только заготовку, но и станину. Единственное, что ее может остановить – это сама вода, а точнее водяная ванна. Водяной слой толщиной 1 метр способен погасить струю до 600 атм. Рабочий стол делают в виде сот или ребер и устанавливают в ванну. Он обязательно должен быть съемный, так как со временем вода его разрежет. Ребра можно изготовить из металла или пластика.
В данном типе станка станина остается неподвижной, а перемешается сама режущая головка по отношению к заготовке. Для этого нужно изготовить платформу, которая будет перемещаться в продольной и поперечной плоскости. Дополнительно можно установить поворотный механизм для изменения угла режущей головки и понадобится устройство для изменения высоты режущей головки для резки деталей различной толщины.
Механизм подачи абразива лучше купить, так как он выполнен из специальных материалов и имеет регулятор подачи песка. Бак для воды (около 2 кубов) можно сделать самому или купить любую пластиковую емкость. Он является основной емкостью для сбора и хранения воды, из которого вода с помощью насоса низкого давления будет подаваться на насос высокого давления. Перед баком обязательно устанавливается устройство для отделения песка от воды (сепаратор) и система фильтрации.
Гидроабразивная резка – любой материал поддастся!
Гидроабразивная резка металла и алюминия представляет собой такой способ их обработки, при котором рабочим инструментом является смесь абразива и воды, подаваемая под высоким давлением с высокой скоростью.
1 Суть и технология гидроабразивной резки
Базируется данная технология на принципе влияния эрозионного плана абразивных твердых элементов и водяного направленного высокоскоростного потока на материал, подвергаемый резке. С точки зрения физики процесс обработки заключается в отрыве частиц материала из полости реза скоростной струей частиц, находящихся в твердой фазе.
Эффективность данной операции, а также стабильность ее протекания зависят от грамотного подобранных значений:
- размера и расхода абразивных элементов;
- расхода и давления воды.
При сжатии обычной воды под нагрузкой примерно 4 тысячи атмосфер и последующем ее пропускании через малое по сечению сопло (до 1 миллиметра), ее скорость в 3–4 раза превысит скорость звука. Если направить такой поток сжатой воды на какую-либо поверхность, он будет представлять собой мощнейшее режущее приспособление. А если еще дополнительно добавить в поток специально подобранные абразивы, он сможет без труда разрезать изделия из прочного металла толщиной от 10 и выше сантиметров.
Гидроабразивная резка своими руками ничем не отличается от процесса, предлагаемого в наши дни многими фирмами и предприятиями. Для обработки материала нужно приобрести специальное оборудование, которое функционирует по следующему принципу:
- в режущую головку агрегата при помощи нагнетательного механизма подается вода под давлением от 1000 до 1600 атмосфер;
- через дюзу малого сечения (от 0,08 до 0,5 мм) вода на сверхзвуковой либо близкой к ней скорости (около 1200 м/с) идет в устройство, где происходит ее смешивание с карбидами кремния, частицами электрокорунда или песка, иного материала с высокой твердостью;
- из смесительного отсека, который имеет диаметр (внутренний) сопла, полученная смесь подается на материал и разрезает его.
Остаточная энергия режущего потока гасится 70–100-сантиметровым слоем воды. Стоит отметить, что в некоторых агрегатах для резки абразивный материал смешивается с водой не в отдельной камере, а непосредственно в трубке, откуда он поступает на обрабатываемое изделие. При обычной гидрорезке абразивных частичек нет, и вода сразу направляется на поверхность, которую планируется разрезать.
2 Особенности резки изделий водой с абразивами
Струя при описываемой технологии обретает свой разрушительный потенциал в основном за счет абразивных составляющих потока. А уже сугубо транспортная функция ложится на воду. Частицы абразива при этом по размеру подбираются таким образом, чтобы быть не более 10–30 процентов от показателя сечения струи. Именно при таких условиях гарантируется стабильный поток и высокий эффект обработки.
В тех случаях, когда требуется получить малую шероховатость поверхности реза, используют частицы размером от 75 до 100 мкм, в остальных – от 150 до 250 мкм. В целом же, «идеальный» показатель абразива высчитывают как разницу между внутренними сечениями трубки для смешивания агрегата и водяного сопла, разделенную на два.
Выбор твердости абразивных элементов производят с учетом твердости детали, которая подвергается обработке, и вида материала, из которого она сделана. Не рекомендуется применять абразивы твердостью менее 6,5 единиц по шкале Мооса. При этом следует помнить, что режущая головка и ее отдельные компоненты изнашиваются намного быстрее, если используется очень твердый абразив.
Интересующий нас вид резки дает возможность обрабатывать:
- гранит, прочный камень, мрамор и аналогичные материалы;
- металлические, стальные, алюминиевые листы;
- армированные пластики;
- используемые в космической и авиационной сфере титановые, композитные и алюминиевые сплавы, пластмассы с особо толстыми стенками;
- деревянные изделия;
- керамические конструкции;
- любые стройматериалы, включая высокотвердую дорожную брусчатку, железобетон и бетон, блоки из гипсовых композиций;
- изделия со специальными покрытиями;
- бронированное и обычное стекло;
- шестерни и аналогичные детали из металла.
Как правило, разные материалы режутся струей, содержащей определенные виды абразива:
- армированный углеродными либо стеклянными волокнами пластик обрабатывают потоком с силикатным шлаком;
- гранит, железобетон, стальные поверхности и прочие высокотвердые материалы – черным либо зеленым кремниевым карбидом, а также частицами электрокорунда;
- сплавы на основе титана и высоколегированные стали – гранатовым песком.
Большую часть трубок для смешения воды и абразива выпускают из специальных сплавов, которые характеризуются высоким уровнем прочности. Эксплуатироваться без замены они могут до 200 часов непрерывной работы. А сопла производят, как правило, из драгоценных камней – рубина, сапфира, алмаза. Алмазные конструкции без проблем выдерживают до 1,5–2 тысяч часов использования, остальные рассчитаны на 150–200 часов.
3 Гидроабразивная резка металла и других материалов – плюсы и минусы технологии
К самым важным достоинствам процесса резки с применением струи воды и абразива относят:
- отличное качество реза, обеспечивающее показатель 1,6 Ra (средняя величина шероховатости обработанной кромки материала);
- абсолютная взрыво- и пожаробезопасность операции;
- малые потери материалов при обработке;
- отсутствие в легированных и высоколегированных сталях и сплавах на их основе явления выгорания легирующих добавок;
- отсутствие выделений газов при резке, как следствие, экологическая «безупречность» процесса;
- в зоне обработки нет термовоздействия (материал в данной области нагревается максимум до 90 градусов по Цельсию);
- большой спектр толщин материалов, которые можно разрезать (до 30 сантиметров включительно);
- высокая производительность (допускается упаковывать материалы небольшой толщины в общую связку и производить их разрезание за один проход потока);
- нет пригорания и плавления металлов в прилегающей к зоне реза областях, как, впрочем, и непосредственно в месте обработки;
- режущая головка делает минимум холостых ходов, что увеличивает общую эффективность применения технологии.
Описываемая резка признается оптимальной для изделий из меди, алюминия, латунных сплавов, которые имеют высокую теплопроводность. При других вариантах их обработки необходимо применять мощные нагревающие источники, что влечет за собой повышение стоимости работ. Даже лазерная резка медных и алюминиевых конструкций не так эффективна, как гидроабразивная.
Кроме того, такая обработка подходит для:
- выполнения скосов на обрабатываемых изделиях;
- резки объемных конструкций и высокоточного разрезания деталей по сложному контуру.
К недостаткам использования гидроабразивного оборудования относят:
- обусловленный огромной скоростью высокий уровень шума во время работы агрегата;
- малая (по сравнению с лазерной и плазменной технологиями) скорость резки тонколистовой стали;
- недолговечность головки для резания и иных компонентов оборудования;
- высокие затраты на эксплуатацию установки.
Резка металла водой
Известная поговорка о том, что вода камень точит, умалчивает о том факте, что она ещё и металл режет, да не за сотни лет, а моментально. Много сказано о резке металла своими руками при помощи плазматронов – водой, превращающейся под воздействием электричества в дугу плазмы. Но существует ещё один способ, дающий более чистый срез, не нуждающийся в финишной обработке – это гидроабразивная резка металла. Разделение детали водой без специальной подготовки жидкости, даст менее гладкие края заготовок, тогда придётся их обрабатывать дополнительно своими руками при помощи инструментов с применением силы. При условии, что водно-песчаная смесь, подаваемая под давлением, применяется для резки металла толщиной до 20 см, лучше чтобы края заготовок обрабатывать дополнительно не приходилось. А всего-то подготовительный процесс заключается в фильтрации воды.
Преимущества гидроабразивной струи
Гидроабразивная резка была разработана для изготовления деталей для авиации. Впоследствии этот метод был назван лучшим в обработке тугоплавких материалов и сталей. Теперь он используется на производствах, где работает оборудование с ЧПУ. Не меньшее значение резка водой имеет для автомастерских и изготовления предметов быта своими руками, где применяется оборудование без крепежей.
Низкий температурный режим работы даёт преимущества в обработке стали. Резка металла плазмой или газом приводит к сильному нагреву металла, что вызывает окисление и прочие побочные эффекты (в зависимости от индивидуальных характеристик металла). Воздействие на металл абразивных частиц, подаваемых под большим давлением с водой, тоже приводило бы к нагреву листа и его оплавлению, но резка происходит настолько быстро, что сравнить её по чистоте реза можно только с лазером, а по скорости с плазмотроном. Прогрев обрабатываемой поверхности при работе соответствующий – он настолько незначителен, что даже окалин нет. Как нет зависимости от размера оборудования и способа работы — без участия человека или проведение реза оборудованием на ручном управлении.
Приятным моментом при проведении работ своими руками состоит в том, что никаких сильных запахов, дыма и пыли оборудование не производит. Держать под рукой запасные режущие инструменты так же нет необходимости, это оборудование работает без твёрдых резцов – только очень мелкий песок с водой. Скальпелем, отделяющим толстенные куски металла с хирургической точностью, выступает вода, поступающая в сопло под давлением, на выходе из сопла она насыщается абразивными микрочастицами, при мгновенном смешивании получается мощная режущая смесь.
Пример резки металла на установке ГАР
Весь цикл резки как на заводском оборудование с ЧПУ, так и своими руками на обычном станке проводится в один этап. Тонкие и толстые, тугоплавкие и тягучие материалы режутся на одной и той же скорости, без каких-либо ограничений. Станки с возможностью обрабатывать насколько деталей одновременно – это возможность в кратчайшие сроки провести необходимую обработку металла и стекла, пластика и резины, благодаря тому, что нет необходимости перенастраивать оборудование. Детали из материалов разной твёрдости при необходимости будут обработаны за один рабочий цикл.
При обработке материалов своими руками, обрабатывать их поочерёдно выгоднее в плане экономии времени, которое ушло бы на закреплении материалов на рабочей поверхности, а комбинированная деталь, состоящая из нескольких совершенно разных материалов, легко и точно будет разрезана при помощи гидроабразивной смеси подаваемой под высоким давлением.
Применение станков гидроабразивной резки
Оборудование, работающее на гидроабразивной взвеси применяется для:
- Художественной резки металла водой, и прочих материалов с различными техническими характеристиками. Тонки е и широкие детали можно резать не только под прямым углом. Изменение наклона режущей субстанции не скажется на чистоте краёв среза. Ни один из материалов, которые режет это оборудование, не требует последующей обработки, деталь из-под гидрорезца выходит готовой на 100%.
- Самые сложные элементы, повторяющиеся в нескольких фрагментах и детали, требующие повышенной точности, лучше выполнять на программируемом станке резки водой. Компьютерная программа лучше человека управится с точными задачами по обработке деталей, не терпящих отклонений. Для творчества и изготовления предметов, не задействованных в сложных механических агрегатах, вполне подойдёт оборудование на ручном управлении.
- Максимальная толщина металла для резки водой, как уже было сказано ранее, составляет 200 мм, но есть и исключения. Гидроабразивной взвесью можно резать медь толщиной всего 5 мм, тугоплавкие сплавы до 12 мм, титан толщиной до 17 мм. Если посмотреть на сферу применения этих металлов и их стоимость, то не так уж велика потеря.
- При необходимости сделать своими руками украшение из меди или латуни, то верхний слой убирается поэтапно. Так что углубление в 1 см можно сделать за 2 прохода вместо одного. Как говорят скульпторы, работающие над шедевром с резцом – отсечь всё ненужное. Тот же принцип работы и с гидроабразивным режущим элементом. Для точного воспроизведения детали лучше воспользоваться станком на компьютерном управлении.
Станки без ЧПУ работают на ручном управлении, настройка станка для резки целиком производится оператором, что может дать некоторые неточности, если угол резки выставлен неверно. Но такой станок не требует никаких специфических знаний. Он значительно дешевле своего управляемого компьютером собрата. Мало функциональное оборудование, разобраться в его настройках можно достаточно быстро. Простые и сложные линии, а так же стандартные геометрические фигуры на этом станке может выполнить своими руками каждый, после краткого ознакомления с устройством станка, техникой безопасности, способом заправки его водой с песчаным абразивом, способом изменения угла резки.
Технология и применение гидроабразивной резки
Метод гидроабразивной резки материалов применяется уже почти полвека в самых разных отраслях. В машиностроении, аэрокосмической и авиационной промышленностях, в инструментальном производстве этот способ стал незаменимым.
Технология резки
Смысл гидроабразивного метода заключается в подаче на обрабатываемый объект тонкой водной струи, смешанной с мелкими частичками абразива (зерна электрокорунда, карбид кремния, гранатовый песок и др.). Вода нагнетается насосом до чрезвычайно высокого давления (от 1000 до 6000 атмосфер), затем проходит через сопло установки со сверхвысокой скоростью (от 900 м/с) и вымывает частички обрабатываемого материала из зоны резки.
Скорость разрушения зависит от формы, размера, массы и твердости частиц абразива, угла удара, а также физико-технических свойств материала, подвергающегося обработке. Такой способ позволяет обрабатывать самые разные материалы: стекло, пластик, металл, камень, композитные составы, резину, дерево и др. Диапазон подвластных гидроабразивному резанию толщин достаточно широк — от 0,1 до 300 мм и даже больше. Благодаря наличию поворотной рабочей головки возможно осуществлять 3D-резку изделий. Основные принципы технологии на видео:
Станки и оборудование для гидроабразивной резки
Оборудованием для гидроабразивной резки является специальный станок, имеющий в составе несколько конструктивных элементов. Все они необходимы для обеспечения качественного, точного и быстрого раскроя в соответствии с имеющимся рабочим чертежом. Каждая рабочая установка комплектуется следующими устройствами:
- Насос высокого давления. От него зависит скорость выходящей из сопла воды (скорость обработки).
- Регулятор мощности. Широкие настройки позволяют применять абразивные смеси разного состава и подавать их под различным давлением. Это делает возможным обрабатывать заготовки разной твердости и толщины.
- Различные сопла (дюзы). Заменяются в зависимости от состава смеси абразивного порошка с водой и характеристик обрабатываемого объекта (толщина и плотность).
- Смеситель. Данное оборудование считается важнейшим узлом гидроабразивного станка, работа которого определяет равномерность пропорций и конечное качество подаваемой смеси. От этого зависит итог процесса резки (точность и отсутствие сколов).
- Система водоподготовки. Свойства воды оказывают непосредственное влияние на качество абразивной смеси и конечный результат резки гидроабразивным методом. Жидкость предварительно фильтруют и очищают от примесей.
- Автоматика. Благодаря автоматическим системам режущая рабочая головка самостоятельно меняет угол наклона дюзы в зависимости от качественных характеристик обрабатываемого предмета.
Установки для резки металла можно оснащать дополнительно: сверлильным узлом, лазерной системой позиционирования и высотного контроля, системой удаления шлама, подачи абразива и автоматической смазки.
Виды гидроабразивных станков и особенности их применения
Станки для водоструйной резки бывают 2 типов:
Стационарные гидроабразивные станки имеют разные принципы ручного или программного управления всеми параметрами.
В устройствах с ручным управлением вручную выставляются все параметры обработки (угол наклона, давление и пр.), они просты в управлении и обслуживании. На них можно производить качественную и точную резку изделий, имеющих простые геометрические формы.
На гидроабразивном оборудовании с ЧПУ с высочайшей точностью изготавливаются детали большой толщины и разных уровней сложности, имеющие качественную поверхность обрабатываемого среза. Расход материалов при этом будет минимальным. Для каждого изделия разрабатывается индивидуальное программное обеспечение, учитывающее параметры процесса резки: давление водной струи, состав абразивной смеси и пр.
Портативные устройства являются передвижными. Они применяются в пожароопасных отраслях (газовой, нефтяной), так как не дают искры во время работы. Такое оборудование незаменимо при строительстве колодцев, тоннелей, а также проведении работ с опасными трубопроводами.
Советы по эксплуатации станков ГАР
Применение гидроабразивного метода требует соблюдения нескольких правил эксплуатации и обслуживания:
- перед началом работ и включением оборудования необходимо осуществить его визуальный осмотр;
- работы производить только при плюсовых температурах;
- производить закупки запасных частей и абразивных материалов (гранатового песка) исключительно у проверенных и надежных производителей;
- внимательно контролировать рабочее давление;
- сохранять резервные копии всего ПО (программного обеспечения);
- при установке и замене сопла необходимо соблюдать особую аккуратность;
- запуская струю, убедиться в отсутствии посторонних предметов в рабочей зоне.
Безопасность при работе на гидроабразивном станке
Технология с использованием абразива и воды является практически самым безопасным способом обработки. Однако для исключения травматизации при абразивной резке металла струей воды необходимо соблюдать некоторые правила:
- Беречь руки. Не приближаться к рабочей зоне во время резки.
- Защищать глаза: надевать специальные пластиковые очки.
- Использовать наушники или беруши.
Принцип действия и конструкция станков водно-абразивной резки
Оборудование для резки водой под давлением функционирует по следующему принципу:
- проходя через сопло, вода образует струю, имеющую диаметр около 0,3 мм, которая затем поступает в камеру смешивания;
- в смесительную камеру одновременно поступает абразив, где соединяется с водой;
- полученная смесь поступает в другое сопло, имеющее диаметр от 0,6 до 1,2 мм;
- из второго сопла струя может вырываться со скоростью до 1000 м/с;
- струя смеси ударяется об обрабатываемый объект и разрезает его.
На станине жестко закреплена ванна (наполненная водой), с расположенными на дне опорами для размещения и фиксации заготовки (сетка, штыри, ребра). Режущая головка способна перемещаться в 3 плоскостях, может смещаться с изменением угла наклона и вращаться вокруг оси.
В результате работы гидроабразивного станка образуются производственные отходы (абразив, частицы материала), которые оседают на дно ванны. Отсюда они удаляются в специальный накопительный бак, где вода фильтруется. Песок очищается от шлама и используется повторно.
Применения в различных отраслях
Применение обработки с помощью воды практически не имеет границ. Но изготовить такие аппараты своими руками чрезвычайно сложно, поэтому использование в домашних условиях маловероятно.
В оборонной промышленности
Гидроабразивное оборудование обеспечивают высокую точность резки при работе со сложными композитными материалами, пуленепробиваемым стеклом, бронированными листами, титаном, сплавами. Для разрезания утилизируемых старых снарядов и работы со взрывчатыми веществами такая технология является наиболее безопасной.
В стекольной промышленности
Для резки зеркального, простого, ламинированного, узорчатого, ударопрочного, бронированного и армированного стекла гидроабразивные станки являются оптимальными. Они позволяют изготавливать стеклянные изделия всевозможных форм. Из этих элементов создаются витражи, панно, элементы декора и другие предметы.
В строительстве
В строительной отрасли гидроабразивная технология применяется для решения следующих задач:
- демонтаж различных конструкций;
- резка материалов (керамогранита, натурального камня, плитки и пр.);
- производство декоративных инкрустированных элементов;
- создание фигурных и сложных резов на трубах.
В машиностроении
Станки гидроабразивной обработки применяют в машиностроении для выполнения следующих операций:
- резка листового металла, пластика, композитных материалов и сверхпрочных сплавов;
- снятие фасок на обрабатываемых деталях перед выполнением сварочных работ;
- изготовление с высочайшей точностью элементов и деталей сложной конфигурации;
- удаление дефектов термической обработки (окалины, наплывов и др.).
В автомобильной промышленности
Гидроабразивное оборудование в автомобилестроении применяется в следующих целях:
- изготовление различных пластмассовых деталей (приборных панелей, бамперов и др.);
- раскрой элементов декора салона автомобиля (фальшпотолков, ковриков и пр.);
- вырезка кузовных элементов из тонкого металла;
- производство трехмерных деталей со сложным конструктивом;
- раскрой многослойных стекол для автомобилей (триплекс).
В резинотехнической промышленности
Технология гидроабразивной обработки является отличным решением для работы с резиной разной плотности и толщины (до 300 мм). Резка происходит при достаточно низких температурных показателях (не более 90°C), поэтому не меняется структура самого материала и края не оплавляются.
В электротехнической промышленности
В электротехнической области станки для гидроабразивной резки находят применение для:
- производства деталей из слюды и композитных материалов;
- резки электротехнической стали, трансформаторного железа, меди и всевозможных сплавов;
- раскроя аморфных металлов;
- работы с резиной, пластиком, целлюлозой.
В авиационной и аэрокосмической промышленности
Гидроабразивные станки стали незаменимы для выполнения следующих задач:
- изготовление пространственно сложных деталей из титана, алюминия, циркония и разных сплавов;
- раскрой композитных материалов без нарушения структуры и расслоения;
- производство элементов со сложным контуром;
- выполнение замкнутых сложных вырезов в листовых заготовках.
В инструментальном производстве
Использование гидроабразивной технологии в инструментальном производстве позволяет осуществлять обработку стали, сплавов, а также материалов, обладающих повышенной твердостью. С помощью такого оборудования изготавливаются элементы пресс-форм, штампы, различный монолитный мелкий инструмент, сложные детали и технологическая оснастка.
Материалы для ГАР
Гидроабразивное оборудование позволяет обрабатывать самые разные материалы.
- Дерево. Гидроабразивная резка дерева поможет создать элементы декора и интерьера из ценных пород дерева. При гидрорезке древесина не обугливается и не скалывается.
- Керамогранит. Из прочного и твердого керамогранита с высокой точностью вырезаются элементы требуемой сложной формы без сколов и дефектов.
- Керамика. Гидроабразивный метод позволяет разрезать керамическую плитку на детали различного размера (даже достаточно мелкие), с острыми углами или криволинейных форм без сколов и трещин, с ровными гладкими краями.
- Бетон. Регулировка давления струи позволяет резать бетон даже без повреждения арматурного каркаса.
- Мрамор и гранит. Гидроабразивная обработка используется для создания орнаментов, узоров и небольших элементов декора на граните, мраморе, кварце и других натуральных камнях.
- Камень. Осуществляется резка каменных плит, которые могут иметь толщину до 150 мм.
- Металл. Используя гидроабразивную технологию резки металла, раскраивают различные виды стали, цветные металлы и сплавы (бронза, алюминий и пр.), титан, цирконий, листы и трубы с полимерным покрытием.
- Стекло. Метод позволяет работать с различными видами стекла: простым, армированным, закаленным, хрустальным, многослойным, зеркальным и др.
Преимущества и недостатки метода
Преимущества гидроабразивной обработки:
- отсутствие нагрева;
- универсальность, позволяющая работать с самыми разными материалами;
- отсутствие необходимости дополнительной шлифовки кромок;
- высокая точность;
- скорость;
- экономичность;
- отсутствие механической нагрузки;
- безопасность;
- экологичность.
Недостатки гидроабразивного метода:
- эффект конусности, возникающий вследствие инерционности струи воды;
- невысокая рентабельность при раскрое тонких заготовок.
Благодаря тому, что преимуществ у этого метода гораздо больше, области его применения неуклонно расширяются.
Резка водой металла (гидроабразивная резка) под давлением: технология и принципы работы
Гидроабразивная резка – это технология обработки металла, которая проводится с использованием воды и смеси абразива в роли рабочего инструмента. Причем жидкость подается под огромным давлением и с большой скоростью.
Сущность технологии
Заготовка из металлического листа кладется на рабочую поверхность. Она раскраивается по нужному формату. Места кроя подвергаются воздействию воды с добавлением абразивных частиц. Эти вещества взаимодействуют c поверхностью, разрушая ее. При этом необходимо поддерживать определенное давление, напор, который обеспечивает нужную скорость подачи жидкости и твердых частичек. Задача оборудования по этой технологии – отделить часть от целого. Мощность аппарата велика, но способности ограничиваются плотностью сплава и его толщиной.
Принцип работы гидроабразивной резки металла
Во время раскроя металлопроката происходят следующие процессы:
- Двигатель приводит в движение насос, который создает водяную струю – она подается в смеситель из резервуара.
- С другой стороны, одновременно с этим происходит подача абразива нужного количество и диаметра частиц.
- Два элемента смешиваются до относительно однородной жидкости.
- Смесь с высоким напором направляется на сопло, которое управляет наклоном и скоростью процесса.
- Материал соприкасается с поверхностью заготовки, разрезая ее.
При этом происходит охлаждение металла.
Область применения
Распространенность метода объясняется большими возможностями аппарата. Его можно использовать фактически для любых природных и синтетических материалов. Не распространяется это только на алмаз и каленое стекло. Особенность (а вместе с тем и востребованность) – можно проводить обработку таких вещества, которые нельзя нагревать – они теряют, меняют свои физико-химические свойств или подвержены легкому воспламенению. А резка струёй воды происходит без изменения температурного режима. Таким образом, значительно расширяется спектр возможных работ. Чаще всего металлообработке подвергают:
- нержавейку;
- инструментальную сталь;
- алюминий;
- титан;
- латунь.
Также разрезают указанным методом гранит, мрамор и прочие натуральные и искусственные камни. Применение станка возможно только в условиях цеха, налаженного производства. Видео покажет, где его применяют:
Оборудование для гидрорезки
Называют «непыльным». Действительно, стружки фактически нет, вернее, они сразу вымывается водой, получается очень ровный и чистый срез, который, в большинстве случаев, даже не требует шлифовки. Технологический процесс построен на природном явлении водоемов – эрозии, то есть способности размывать берега, при этом обтачивая камни, корни деревьев. Суть остается прежней, но чтобы многократно ускорить воздействие, в жидкость добавляют абразив.
Такая смесь выпускается струей очень высокого напора. Давление доходит до 6 тысяч атмосфер, при этом развивается скорость, которая в три раза превышает распространение звуковой волны в воздухе, – 800-1000 метров в секунду. Две основные задачи оборудования:
- отрыв и вымывание частиц материала заготовки;
- моментальное охлаждение и очищение.
Устройство станка, который режет водой
Классический аппарат имеет множество узлов:
- корпус – обычно состоит из металла, как наиболее износостойкого и долговечного материала, благодаря нему, он достаточно массивный;
- емкость для воды – крупная, обычно не меньше двух кубических литров, но может быть больше;
- мощный насос – он выполняет важную функцию, нагнетает высокое давление и направляет жидкость из резервуара в место объединения двух компонентов;
- прочные шланги – соединяют все узлы;
- отсек для хранения и подачи абразивных частиц;
- смеситель;
- инструмент – он регулирует мощность струи, ее ширину, направление;
- плоскость, на которой расположена заготовка и будет происходить работа;
- блок управления.
Большинство станков оснащены ЧПУ, инженер только руководит процессом с помощью пульта, но не занимается резкой вручную. Это удобно – нет негативного воздействия на обслуживающего машину человека и при этом достигается отличная точность. Еще одно достоинство ЧПУ – возможность использования программ для автоматизированного проектирования, на которых можно создавать проект в формате, совместимым с блоком управления.
Особенности устройства основных узлов
Уникальность установки заключается во многих отличиях, начиная с рабочего стола. Вместо привычной плоскости здесь представлена ванна с неглубокими бортами. Она оснащена ребрами для захвата и фиксации заготовки, они быстро снимаются и накладываются. Также емкость быстро набирается жидкостью, а затем сливается. Постоянное нахождение металла в водной среде позволяет избавить производство от шума и пыли. Емкость, которая содержит абразивные частицы, легко вынимается, имеет функцию пополнения даже в ходе работы, а также оснащена датчиками, контролирующими количество смеси.
Очень важна система перемещения инструмента. Она поставлена на ремни, которые двигают резак по линейным плоскостям. используются именно ремешки, а не цепи, так как они более невосприимчивы к влаге, а также у нечаянному попаданию абразива. Дополнительное преимущество – их легко менять при износе. Подробнее об устройства посмотрим на видео:
Возможности водной резки металла
Многие способы применяются только для прямой распиловки, в то время как гидрорезка позволяет:
- делать фигурный разрез;
- не обрабатывать края;
- обрабатывать листы (металлозаготовки) толщиной до 120 – 200 мм, в зависимости от типа стали;
- подключить к автоматическому пульту управления трудный проект и фактически не участвовать в процессе, только контролировать;
- разрезать окружности, трубы.
Сейчас активно пользуются технологией в различных сферах:
- автомобилестроение и машиностроение в целом;
- изготовление заготовок, деталей из материалов, которые не поддаются штамповке;
- резка водой железа, утеплителей, стекловолокна, изоляторов, мрамора и прочих материалов;
- художественная обработка.
Управление
Для эффективной работы станка необходим труд нескольких инженеров и операционистов. Проектировщик обязан создать проект в специальной компьютерной среде. Затем файл помещается в память устройства. Машина сама распределяет функции на остальные узлы. Сотрудник отвечает за достаточное количество расходных материалов, за запуск программы, контроль за выполнением и своевременное оповещение о поломке. Специалист по оборудованию обязан проводить техническое обследование (профилактическое), а также устранять неполадки.
Гидроабразивные станки с ЧПУ
Числовое программное управление позволяет осуществлять наиболее трудные детали с погрешностью в половину миллиметра. Производственный процес полность автоматизирован, он не требует постоянных команд, ему необходимо только однажды задать программу (выбрать из списка или ввести в память) и поставить запуск. Такое оборудование дорогостоящее, но более эффективное. Нет человеческого фактора, то есть минимизирован риск ошибок.
Как режут металл водой вручную
Менее популярные на производстве, зато теоретически возможны для изготовления в домашних условиях. Задача оператора – выбор угла резки, давления, напора и ширины струи. Работать с ним труднее, но, однажды научившись, специалист сможет делать очень эффективные простые формы. Точность остается высокой, но при этом набор функций относительно небольшой. Еще одно достоинство – цена значительно ниже, чем у оборудования с ЧПУ.
Расходные материалы
Основное сырье – это вода (чистая, прошедшая многоступенчатую фильтрацию, чтобы там не находилось примесей, которые могут вступить в реакцию с заготовкой) и абразивные частицы. Расход достаточно большой, при этом чем толще металл, тем больше расходников используется в секунду. Самое недорогой абразив – мелкий песок. Песчинки размером около 650 микрон эффективно справляются даже с тугоплавкими, высокопрочными сплавами. При этом имеют доступную стоимость. Также регулярно требуется проводить замену запчастей – трубок и шлангов, уплотнителей. Реже – мотора, резервуаров, сопел.
Какое давление нужно для резки металла водой под давлением
Минимальный напор – 1500 атмосфер, максимальный – 6000. Показатель настраивается в зависимости от плотности стали, от необходимой скорости работы. Делать это можно вручную или довериться умному блоку управления.
Преимущества гидроабразивной установки
Сейчас это один из наиболее эффективных и востребованных методов, благодаря своим достоинствам:
- вода быстро нормализует температуру, это самый «холодный» способ металлообработки, что позволяет работать даже с веществами, чьи физические и химические свойства меняются от жара;
- малые потери материала – стружки фактически нет, срез ровный и узкий;
- хорошо для тонких листов, но можно и с более плотными – до 3 см;
- нет необходимости финальной шлифовки, края очень ровные;
- самая большая точность – 0,5 мм;
- можно вырезать любые трудные детали;
- есть возможность резать «пакетом», то есть в несколько слоев сразу, если заготовки достаточно тонкие;
- очень высокая чистота работы – нет пыли, шума, газов;
- пожарная безопасность полная;
- отсутствие острого режущего инструмента, то есть его не нужно менять, точить.
Недостатки гидроабразивной установки
Есть и некоторые сложности, связанные со станком:
- необходимо часто пополнять уровень абразива, которое имеет достаточно высокую стоимость;
- при резке тонколистового металла скорость остается невысокой;
- при воздействии воды и кислорода заготовка автоматически приобретает склонность к коррозии, то есть если не нанести слой защитного покрытия, то может вскоре появиться ржавчина.
Цена гидрорезки
Стоимость такого оборудования, а также его обслуживания, достаточно высока. Именно по этой причине метод используют в основном на крупных производствах – там все затраты компенсируются высококачественным итоговым продуктом. Ценник складывается из:
- мощного насоса;
- дорогостоящей системы ЧПУ;
- сопла из искусственного алмаза.
В статье мы рассказали, как водой разрезать металл. В качестве завершения покажем несколько видео:
Чтобы уточнить интересующую вас информацию, свяжитесь с нашими менеджерами по телефонам 8 (908) 135-59-82; (473) 239-65-79; 8 (800) 707-53-38. Они ответят на все ваши вопросы.