Содержание
- Защита от коррозии и окрашивание металла
- Защита металла от коррозии в воде
- 5 способов покраски металла и защиты его от ржавчины
- Краскопульт и окраска лакокрасочными составами
- Порошковая окраска
- Окраска погружением в красящий состав
- Защита металла металлом
- Оксидирование или металл цвета воронова крыла
- Болезнь и лекарство
- Недорого и эффективно — протекторная защита от ржавчины
- Причины повреждения металлических конструкций
- Особенности протекторной защиты
- Обработка агрессивных жидкостей
- Преимущества и недостатки протекторной защиты
- Как увеличить эффективность протекторов?
- Коррозия металлов. Виды коррозии металлов
- Химическая коррозия металлов
- Электрохимическая коррозия металлов
- Методы защиты от коррозии металла
Защита металла от коррозии в воде
Защита от коррозии и окрашивание металла
В бытовых условиях чаще приходится иметь дело со сталью, цинком и алюминием.
Сталь в свою очередь можно подразделить на две категории:
- легированная или «нержавейка»;
Виды металлов и их характеристики
В составе легированной стали помимо железа находятся примеси других металлов, в основном хрома. У такой стали на поверхностях образуются оксиды, защищающие весь сплав от коррозии.
Углеродная сталь лишена подобной защиты. В ней железо имеет прямой контакт с кислородом, водой, солями, и вступая с ними в реакцию? постепенно превращается в оксид железа, или проще говоря, – в ржавчину.
Углеродную сталь может защитить цинковое покрытие. Сталь с такой защитой называется оцинкованной. Цинк намного лучше противостоит агрессивным средам. Даже в местах механических повреждений этого покрытия, цинковые соединения образуют защитную пленку на поверхности железа.
Алюминий практически не реагирует на атмосферные воздействия. Потому, что оксид алюминия, всегда присутствующий на поверхности этого металла, весьма прочен, и в химическую реакцию в обычных условиях не вступает.
Исключение могут составить лишь случаи, когда алюминий соседствует с солями меди, или подвергается точечному воздействие концентрированных составов щелочи и кислот.
Таким образом, алюминий, оцинковку, легированную сталь чаще красят в целях декорации, или для создания дополнительной долговременной защиты от коррозии.
Основные же проблемы возникают с обычной углеродной сталью, которая, кстати, наиболее часто используется, вследствие своей дешевизны.
Для защиты углеродной стали от атмосферных воздействий необходимо провести ее специальное окрашивание, т.е. создать на поверхности искусственный защитный и декоративный слой.
Виды защит от коррозии
Все защиты металлов от ржавчины можно условно разделить на две категории:
- пассивные, которые просто препятствуют доступу кислорода и воды к поверхности металла;
Создавая защиту металла от коррозии, рекомендуется всегда совмещать эти два вида, — пассивную и активную защиты.
-
Нитроэмали.
Часто применявшиеся в прошлом для окрашивания металла, сейчас проигрывают другим составам по многим параметрам, в том числе и по устойчивости к воде и по устойчивости к жирам.
Они менее эластичны, и разрушаются при вибрациях которые присутствуют в конструкциях, но могут быть и не заметными для человека.
Алкидные краски.
Применяются наиболее часто, вследствие высоких потребительских качеств, включая и цену. Они имеют отличные изолирующие и эстетические свойства.
Битумные составы.
Они неплохо себя зарекомендовали, к тому же их намного проще использовать, чем краски – достаточно нанести один неказистый слой. Но применяться они могут скорее в скрытых местах, так как их декоративные свойства не на высоте.
Кремнийорганические эмали.
Имеют повышенную устойчивость к воздействию высоких температур, и к перепадам температуры. Им свойственны отличные красящие свойства. Они предают поверхности хороший цвет и блеск.
Водоэмульсионные краски.
Создают не столь эффективную антикоррозийную защиту. Требуют значительно более устойчивой «подложки» на поверхности металла.
Активная защита
Для активной защиты применяются специальные вещества – ингибиторы ржавчины. Ими в первую очередь дополняются грунтовки для металла. Но и преобразователи ржавчины и даже сами декоративные краски могут содержать подобные ингредиенты, что придает им новые антикоррозийные свойства.
Сами по себе простые краски, даже очень качественные, не создают достаточно долговечный, прочный и надежно связанный с металлом слой. На сегодняшний день срок службы пассивного защитного слоя, нанесенного по чистому металлу, может составить максимум 3 – 4 года.
С активной защитой срок службы покрытия сразу увеличивается до 10 – 15 лет.
Общий порядок работ по окрашиванию
-
Удаление ржавчины механическим путем и с помощью химического преобразователя.
Нанесение антикоррозийного ингибиторного состава.
Процессы, выполняемые при стандартном окрашивании
-
Старая краска и ржавчина удаляются стальной щеткой вручную.
При необходимости, для удаления применяется механизация – дрель или шлифовальная машинка (болгарка) оснащенные стальной щеткой.
Поверхность дополнительно матируется наждачной бумагой. Это увеличивает площадь соприкосновения и сцепляемость грунта с металлом.
Поверхность тщательно очищается ветошью от пыли и частиц ржавчины. Для этих целей применяется также кисть и пылесос.
Поверхность обрабатывается преобразователем ржавчины.
Металл покрывается специальной грунтовкой содержащей элементы активной защиты в точном соответствии с заводской инструкцией.
Наносится первый слой краски.
Рекомендации
При выполнении работ обращайте внимание на охрану труда. Составы могут быть пожароопасными и токсичными. Электроинструмент – травмоопасным.
Чтобы результат был качественным, соблюдайте инструкцию по применению материала. Поверхность должна быть обезжиренной и сухой. Температура окружающего воздуха и его влажность – в соответствии с инструкцией по применению материалов.
Также не лишним будет придерживаться нижеследующих рекомендаций.
Соседние поверхности конструкций, которые не подлежать окрашиванию, накрываются полиэтиленовой пленкой и скотчем.
Применение термофена для удаления старой краски не эффективно, ввиду высокой теплопроводности металла. Очистку необходимо вести механическим путем.
Отдельные преобразователи ржавчины могут содержать в себе ингибиторы, и создавать весьма прочную пленку на поверхности металла. С такими преобразователями применение грунтовки становится не обязательным.
Всегда предпочтительнее несколько слоев краски вместо одного.
Лучше использовать составы одного производителя. Они «увязаны» между собой.
Упрощенная покраска
Во многих случаях, когда металлические детали не подвержены сильному воздействию вредной среды (перепады температуры, вода, лед, соли, ультрафиолетовое излучение) и находятся внутри помещений, процесс покраски можно упростить.
Можно применить специальные антикоррозийные краски, содержащие в своем составе и преобразователь ржавчины, и ингибиторы и собственно лако-красочную пассивную защиту, т.е. три в одном. Срок службы таких покрытий – порядка 7 лет.
Как и при обычном окрашивании, необходимо сперва очистить поверхность, и чем качественнее это будет сделано – тем лучше. Затем нужно нанести грунтовочный слой той же самой краской «три в одном».
Но для этого ее необходимо разбавить на 10 – 25 % растворителем. После высыхания грунтовочного слоя наносятся 2 или 3 слоя уже густой краски.
Что продается?
Например, в продаже можно встретить следующие составы и краски для защиты и окрашивания металла.
-
Преобразователи ржавчины:
-
«Зебра» (Украина) – около 100 грн за 0,5 л.
Kompozit (Украина) – 25 грн за 1 л.
Грунтовки по металлу:
-
«Прогресс-2010» (Украина) – 50 грн за 1 кг.
Alpina metallgrund (Германия) -100 грн за 0,75 кг.
Rostex super (Финляндия) – 150 грн за 1 кг.
Краски.
-
«Ржавостоп» — 60 грн за 0,9 л.
Alpina metallgrund (Германия) — 100 грн за 0,75 л.
Hammerite (Англия) – 130 грн за 0,75 л.
Для правильного подбора составов конечно же лучше будет проконсультироваться со специалистом. Для этого ему надо дать информацию об окрашиваемых поверхностях, условиях их эксплуатации и необходимом сроке службы. Наиболее дорогие составы выбирать не всегда разумно, тем более не стоит слишком экономить и приобретать «неизвестного производителя». Консультация практикующего специалиста в этих вопросах часто необходима.
Если вы все же хотите сделать окрашивание не самостоятельно, а привлечь наемных мастеров, то следует быть готовым к тому, что стоимость самих материалов от общих затрат составят примерно одну треть. А две трети потребуется отдать за работу по очистке металла и за нанесение всех слоев защиты и краски.
Защита металла от коррозии в воде
КОРРОЗИЯ МЕТАЛЛОВ И СПЛАВОВ
1. Коррозия (от латинского « corrodere » разъедать) – самопроизвольный окислительно-восстановительный процесс разрушения металлов и сплавов вследствие взаимодействия с окружающей средой.
2. Виды коррозии: химическая и электрохимическая
I . Химическая – коррозия, обусловленная взаимодействием металлов с веществами, содержащимися в окружающей среде, при этом происходит окислительно-восстановительное разрушение металла без возникновения электрического тока в системе.
К химической коррозии относятся:
— газовая коррозия — коррозионное разрушение под воздействием газов при высоких температурах;
— коррозия в жидкостях-неэлектролитах.
— химическая коррозия, обусловленная взаимодействием металлов с газами.
Основной окислитель – кислород воздуха.
Процессы химической коррозии железа:
2 Fe + O 2 = 2 FeO
3 Fe + 3 O 2 = FeO · Fe 2 O 3 (смешанный оксид железа ( II , III ) )
4 Fe + 3 O 2 + 6 H 2 O = 4 Fe ( OH )3 (на воздухе в присутствии влаги)
Fe ( OH )3 t ° C → H 2 O + FeOOH (ржавчина)
2 Fe + 3 Cl 2 = 2 FeCl 3
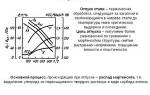
Химическая коррозия в жидкостях-неэлектролитах
Жидкости-неэлектролиты — это жидкие среды, которые не являются проводниками электричества. К ним относятся: органические (бензол, фенол, хлороформ, спирты, керосин, нефть, бензин); неорганического происхождения (жидкий бром, расплавленная сера и т.д.). Чистые неэлектролиты не реагируют с металлами, но с добавлением даже незначительного количества примесей процесс взаимодействия резко ускоряется. Например, если нефть будет содержать серу или серосодержащие соединения (сероводород, меркаптаны) процесс химической коррозии ускоряется. Если вдобавок увеличится температура, в жидкости окажется растворенный кислород — химическая коррозия усилится.
Присутствие в жидкостях-неэлектролитах влаги обеспечивает интенсивное протекание коррозии уже по электрохимическому механизму.
Химическая коррозия в жидкостях-неэлектролитах подразделяется на несколько стадий:
— подход окислителя к поверхности металла;
— хемосорбция реагента на поверхности;
— реакция окислителя с металлом (образование оксидной пленки);
— десорбция оксидов с металлом (может отсутствовать);
— диффузия оксидов в неэлектролит (может отсутствовать).
Для защиты конструкций от химической коррозии в жидкостях-неэлектролитах на ее поверхность наносят покрытия, устойчивые в данной среде.
II . Электрохимическая – окислительно-восстановительное разрушение сплавов и металлов, содержащих примеси, с возникновением электрического тока в системе.
АНОД (более активный металл) – разрушается
КАТОД (менее активный металл или примесь неметалла, способного + ē) – восстанавливается среда
Ме 0 – n ē → Me n + (процесс окисления)
кислая среда: 2 H + + 2ē → H 2 (процесс восстановления)
влажный воздух: O 2 + 2 H 2 O + 4ē → 4 OH — (процесс восстановления)
Электрохимическая коррозия железной детали с примесями меди во влажном воздухе.
А: Fe 0 — 2ē → Fe 2+ (Окисление)
К: O 2 + 2 H 2 O + 4ē → 4 OH — (процесс восстановления)
Итог: 2 Fe + O 2 + 2 H 2 O = 2 Fe ( OH )2 (белая ржавчина)
4 Fe ( OH )2 + 2 H 2 O + O 2 = 4 Fe ( OH )3 (бурая ржавчина)
1). Металлические покрытия – анодное (покрытие более активным металлом Zn , Cr ) – оцинкованное железо; катодное (покрытие менее активным металлом Ni , Sn , Ag , Au ) – белая жесть (лужёное железо) – не защищает от разрушения в случае нарушения покрытия.
2). Неметаллические покрытия – органические (лаки, краски, пластмассы, резина — гумирование, битум);
3). Протекторная защита – присоединение пластины из более активного металла ( Al , Zn , Mg ) – защита морских судов.
4). Электрохимическая (катодная) защита – соединение защищаемого изделия с катодом внешнего источника тока, вследствие чего изделие становится катодом. Ток идёт в противоположном направлении.
5). Добавление ингибиторов ( в зависимости от природы металла – NaNO 2, Na 3 PO 4, хромат и бихромат калия, ВМС органические соединения), адсорбируются на поверхности металла и переводят его в пассивное состояние.
Задания и вопросы по теме: «Коррозия металлов и сплавов»
№1. При электрохимической коррозии на поверхности анода протекает процесс
А) Восстановления ионов водорода; Б) Окисления металла;
В) Восстановление молекул кислорода; Г) Окисления молекул водорода.
№2. Почему считают, что рядом со стальной коронкой (Fе) не рекомендуется ставить золотую (Аu)?
№3. Вот история, произошедшая с норвежским грузовым судном «Анатина». Трюмы теплохода, направлявшегося к берегам Японии, были заполнены медным концентратом. Корпус судна сделан был из стали. Внезапно судно дало течь. Объясните, что произошло.
№4. Какой из компонентов загрязненного городского воздуха является наиболее коррозионно-активным по отношению к металлам, особенно при повышенной влажности:
а) N2; б) СО; в) SO2.
№5. Рассмотрите рисунок, ответьте на вопросы:
Обратите внимание! В восстановлении кислорода участвуют ионы Н + . Если концентрация Н + понижается (при повышении рН), восстановление О2 затрудняется. Замечено, что железо, находящееся в контакте с раствором, рН которого выше 9–10, не корродирует.
С усилением коррозии в присутствии солей часто сталкиваются автомобилисты в тех местностях, где в зимнее время для борьбы с гололедицей дороги обильно посыпают солью. Влияние солей объясняется тем, что образуемые ионы создают электролит, необходимый для возникновения замкнутой электрической цепи.
- Определить тип коррозии в каждом стакане.
- В каких стаканах железный гвоздь прокорродировал сильнее, в каких меньше, а в каких коррозии не подвергся? Почему?
- Объясните, что усиливает коррозию, а что ее замедляет?
№6. Рассмотрите процесс коррозии при соединении медной трубы с гальванизированной (оцинкованной) стальной трубой, если обе трубы находятся в земле.
№7. Почему цинк не используют при изготовлении консервных банок для покрытия им железа? Почему оцинкованное железо идёт на изготовления вёдер, баков?
№8. Как будет протекать процесс коррозии в том случае, если железную водосточную трубу прибить к дому алюминиевыми гвоздями?
№9. При изготовлении луженого железа (белой жести) — железо покрывают оловом, какое это покрытие — А) Анодное; Б) Катодное? Запишите электродные процессы
№10. Знаменитая Кутубская колонна в Индии близ Дели вот уже полторы тысячи лет стоит и не разрушается, несмотря на жаркий и влажный климат. Сделана она из железа, в котором почти нет примесей. Объясните, почему в данном случае статуя не подвергается коррозии
5 способов покраски металла и защиты его от ржавчины
М етоды борьбы с коррозией железа, а попросту — ржавчиной имеют историю не менее долгую, чем история самого железа.
Еще викинги, отплывая в набег, обильно смазывали жиром стальные мечи и кольчуги для защиты от морской воды. Без этого ржавчина изгрызла бы металл еще до первого боя.
В наше время наиболее распространенным способом защиты от коррозии является окраска металла специальными составами.
Кто хоть раз держал в руках малярную кисть, подтвердит, что покраска не требует большого труда. Окрасить, скажем, ворота обычного гаража можно за час-полтора. Возможно немного больше, если учесть время на подготовку и на мытье инструмента по завершению работ.
Но представьте, что вам нужно окрасить не пять-семь квадратных метров, а тысячи и десятки тысяч, получая при этом гладкое, прочное покрытие? Тут уже кисточкой не обойтись, требуются совершенно иные решения и инструменты.
Давайте совершим экскурсию по цехам, где занимаются окраской, и посмотрим — как современные инженеры справляются с этой непростой задачей.
Краскопульт и окраска лакокрасочными составами
Начнем с популярного способа покраски — напыления с помощью краскораспылителя или иначе — краскопульта.
Существует три вида окраски краскопультом:
1. Безвоздушный.
Давление краски при этом процессе в сто раз сильнее, чем давление воды в кране домашнего водопровода. Вырываясь из сопла краскопульта, краска мгновенно распыляется, образуя конус или «факел» который направляют на деталь. Лишь немного затормозившись воздухом частицы краски буквально «вбиваются» в окрашиваемую поверхность.
2. Воздушный.
Краска вводится в струю воздуха, образуя воздушную смесь за счет вихревых процессов (турбулентности). Этот коктейль направляется на деталь, покрывая ее гладким, красивым и равномерным защитным слоем.
Давление при этом гораздо меньше, но наряду с рабочим факелом краски из ее мельчайших капель образуется туман. Это повышает расход состава и требует гораздо более дорогостоящих мер по защите работников и окружающей среды, чем при способе безвоздушном.
3. Комбинированный способ.
Краска выбрасывается под давлением порядка 20-30 атмосфер, а в ее факел дополнительно вводится сжатый воздух. Благодаря этому покрытие получается более равномерным, причем вредный туман не образуется.
Порошковая окраска
Альтернативой лакокрасочным составам стала изобретенная в 1950 году покраска порошковой краской.
Внешне процесс ее нанесения похож на напыление сжатым воздухом. Однако сразу бросается в глаза отсутствие «тумана» — взвеси краски в воздухе. Деталь словно сама притягивает краску, которая оседает на ней ровным слоем.
Притягивание обеспечивает электричество. Саму деталь заряжают положительным, а краску отрицательным зарядом высокого напряжения. И поскольку разноименные заряды притягиваются, краска прилипает к металлу, так же как прилипают кусочки бумаги к расческе потертой о волосы.
Затем деталь нагревают до температуры 200-250 градусов. Краска плавится и, растекаясь, образует тончайший, всего несколько десятков микрон, но прочный плотный слой.
Жесткие технологические требования, дорогое оборудование диктуют в полтора – два раза большую по сравнению с обычной краской стоимость. Тем не менее, высокое качество монолитных полимерных покрытий, позволяет им на равных конкурировать с традиционными, но и даже вытеснять их в ряде случаев.
На сегодня нанесение порошковых покрытий стало обычным делом, его можно заказать даже через Интернет http://oooprofpokraska.ru/metall/.
Окраска погружением в красящий состав
Даже электростатическое напыление все равно не гарантирует попадания краски в каждый уголок крупной, сложной детали. Например, кузова автомобиля.
Такие детали защищают от коррозии, погружая (окуная) деталь в ванну с краской. Этот способ позволяет окрасить даже внутренние полости, имеющие лишь несколько отверстий.
Защита металла металлом
Железную деталь можно окрасить не только краской или полимером, но и слоем другого металла. В отличие от железа многие металлы, например цинк, олово практически не поддаются коррозии.
Блестящее полированное покрытие образует тончайший слой хрома или никеля. Таким покрытием щеголяют самые разные детали, от никелированных смесителей для воды до хромированных деталей мотоциклов и автомобилей.
Не менее распространено лужение — покрытие тонким слоем олова. Из стальной жести покрытой изнутри и снаружи оловом делают всем известные консервные банки. Такая обработка сохраняет не только металл банки, но и ее содержимое.
Для нанесения защитного металла наиболее распространен электролитический способ. Деталь погружают в ванну с электролитом, и под воздействием электрического тока молекулы покрытия «налипают» на поверхность железа. Несмотря на то, что этот слой тоньше человеческого волоса служит он десятки лет.
Оксидирование или металл цвета воронова крыла
Если спросить у любого мужчины как называется темное покрытие пистолета или автомата, он тут же ответит — «воронение». Действительно черный или отливающий синеватым цвет оружия напоминает цвет перьев вороны, откуда и получил свое название.
Такое покрытие еще называют оксидирование или чернение. Как ни удивительно, черный защитный слой это окислы, химически аналогичные ржавчине. Защитные свойства обеспечивает им высокая плотность и упорядоченная структура.
Воронение довольно популярный способ защиты. Помимо оружия подвергают и самые разные детали и инструменты. В частности, популярные самонарезающие шурупы-«саморезы» так же получили черный цвет благодаря оксидированию.
Болезнь и лекарство
Произнося словосочетания «стальной характер», «железное слово» как синоним прочности и надежности мы не задумываемся — насколько беззащитным может быть железо.
Дырявые трубы отопления и кузова автомобилей, рухнувшие конструкции мостов и перекрытий — следствие неправильно сделанной или поврежденной окраски. Но лекарство от зубов ржавчины есть всегда, главное не затягивать с лечением, а еще лучше со своевременной профилактикой.
Оставляйте ваши советы и комментарии ниже. Подписывайтесь на новостную рассылку. Успехов вам, и добра вашей семье!
Недорого и эффективно — протекторная защита от ржавчины
Несмотря на повсеместное применение пластика, металлические трубопроводы по-прежнему широко применяются для транспортировки кислот, щелочей, газов, нефтепродуктов и пр. Такие сооружения со временем начинают приходить в негодность из-за атмосферной, химической и других видов коррозии. Несмотря на то, что это естественный процесс, его, тем не менее, можно замедлить. Для этого и существует протекторная защита металла от коррозии.
Причины повреждения металлических конструкций
Причин для коррозии металлических изделий достаточно:
- Химические реакции. Разрушение происходит при взаимодействии металла с различными химическими соединениями (кислотами, щелочами и пр.). Возникающая как продукт химической реакции ржавчина последовательно разъедает трубопровод.
- Электрохимические процессы. Этот вид коррозии один из самых агрессивных. Появляется, если труба или судно находится в электролите, где образовываются катоды и аноды. Возникающая ржа быстро распространяется, повреждая самый толстый металл.
- Атмосферные явления. При взаимодействии металла с водой, паром, воздухом выделяется оксид железа, который и разрушает сооружение.
Перед планированием работ по защите от коррозии необходимо провести оценку факторов, влияющих на металлическую поверхность.
Защита металла от коррозии
От коррозии необходимо защищать различные емкости, корпусы судов, резервуары, которые эксплуатируются в экстремальных условиях. Существует несколько вариантов формирования защиты:
- обработка химическими составами;
- покрытие стенок защитными материалами;
- предупреждение блуждающих токов;
- организация катода или анода.
Защита металла от ржавчины предполагает целый комплекс мер:
- Пассивные действия. Во время монтажа трубопровода до прилежащей почвы оставляют некоторый зазор. Он предупреждает попадание грунтовых вод с примесями на металлическую поверхность. Трубопровод покрывают специальными составами, которые защищают металл от негативного воздействия грунта. Затем наносят специальные химические вещества, образующие защитную пленку на металлической поверхности.
- Активная защита. Создается электродренажная система, защищающая трубопровод от блуждающих токов. Металлическую поверхность от разрушения защищают созданием анода или катода.
Что такое протекторная защита?
Протекторная защита — вариант антикоррозийной обработки, которая предполагает контакт металлической предохраняемой поверхности с протектором – ингибитором, более активным металлом. Под воздействием воздуха ингибитор предохраняет основное изделие (трубопровод, систему водоснабжения или отопления, корпус корабля и пр.) от разрушения.
Протекторная защита металлов от коррозии является оптимальной при отсутствии возможности проведения специальных электрических линий для создания эффективной катодной защиты перед электрохимической ржавчиной либо при нецелесообразности такого метода. Применять протекторную защиту целесообразно на малогабаритных объектах либо в случаях, когда поверхность обрабатываемого сооружения покрыта изоляционным материалом.
Протектор может полностью предохранить от повреждения основной объект в случае, если показатель переходного сопротивления между объектом и окружающей средой незначительный.
Но протекторная защита от коррозии имеет положительный эффект только на каком-то расстоянии, то есть каждый из видов протекторов имеет свой радиус антикоррозийного действия. Это максимальное расстояние протектора от предохраняемого объекта.
Для антикоррозийной защиты применяют установки, которые состоят из одного или нескольких протекторов, соединительных кабелей и контрольно-измерительных участков. Если есть необходимость, то в схему включают шунты, регулирующие резисторы, поляризованные элементы. Монтируют установки ниже уровня промерзания грунта (не менее 1 метра). Располагают протектор на расстоянии 3 — 7 метров от защищаемого сооружения. Более близкое может спровоцировать повреждение изоляционного слоя солями растворяющегося ингибитора.
Протекторная защита от коррозии трубопроводов предполагает, что электроны более активного металла будут присоединяться к ионам менее активного вещества. В результате такого взаимодействия происходят два процесса:
- Менее активный металл восстанавливается.
- Протектор окисляется, защищая основное сооружение от коррозии.
Так как во время активного взаимодействия с окружающей средой и трубопроводом протектор полностью «растворяется» или просто теряет контакт с предохраняемым сооружением, то защитный механизм периодически необходимо восстанавливать.
Особенности протекторной защиты
Учитывая физико-химические особенности такой защиты металлических сооружений, можно сделать вывод о нецелесообразности применения протектора в случае, если конструкция эксплуатируется в кислых средах. Протекторная защита рекомендована к применению, если сооружение находится в нейтральной среде (грунт, вода, воздух и пр.).
Чтобы защитить железный трубопровод, в качестве протектора имеет смысл использовать кадмий, хром, цинк, магний (более активные металлы). Но и при их использовании существует ряд нюансов.
Например, чистый магний имеет высокую скорость ржавления, чистый цинк из-за крупнозернистой структуры растворяется неравномерно, алюминий быстро покрывается оксидной пленкой. Чтобы предотвратить негативные явления, в чистое вещество, которое будет служить протектором, вводят легирующие составляющие. Фактически протектором выступает не чистый металл, а его сплав с другими веществами.
Магниевая защита
Чаще всего в качестве защиты применяют сплавы магния. Легирующими компонентами состава выступают алюминий (максимум 7 %), цинк (до 5 %), также вводят медь, свинец и никель, но их суммарная доля не превышает сотой части состава. В качестве протектора такие составы могут применяться в средах с показателем кислотности не выше 10,5.
Даже в составе сплава магний быстро растворяется, а потом на его верхнем слое появляются труднорастворимые соединения. Магниевые сплавы имеют существенный недостаток — после нанесения они могут спровоцировать растрескивание металлических изделий, способствовать возникновению повышенной водородной хрупкости.
Цинковая защита
Альтернативой магниевому сплаву для защиты конструкций, расположенных в соленой воде, выступают цинковые составы. Легирующими компонентами для цинка становятся кадмий (максимальный показатель 0,15 %), алюминий (менее 0,5 %) и незначительное количество железа, свинца и меди (суммарно до 0,005 %). От влияния морской воды такой протектор будет идеальным, но в нейтральных средах протекторы из цинкового сплава быстро покроются оксидами и гидроксидами, сведя на нет весь антикоррозийный комплекс.
Цинковые сплавы выступают как протекторы от коррозии, обеспечивая максимальную взрыво- и пожарную безопасность. Этими составами целесообразно обрабатывать трубопроводы для горючих и взрывоопасных веществ, например, газа. Еще один «балл» в свой актив такие составы получают за экологическую безопасность – при анодном растворении не образуется загрязняющих веществ. Поэтому цинковые композиции часто применяются для коррозийной защиты нефтепроводов, а также для транспортирующих нефть танкеров и судов.
От воздействия проточной соленой воды обычно применяют алюминиевые составы. В сплав также вводят цинк (до 8 %), магний (до 5 %) и индий с кремнием , таллием и кадмием с незначительной долей (до 0,02 %). Добавки предупреждают возникновение окислов на алюминии. Также алюминиевые сплавы пригодны в условиях, где используется магниевая защита.
Обработка агрессивных жидкостей
Повреждение металлических конструкций происходит как снаружи, так и внутри. Даже жидкость с нейтральным уровнем кислотности (вода) может быстро разрушить трубопровод, если в ее составе содержатся бикарбонаты, карбонаты, кислород, которые являются причиной возникновения ржавчины. Обычная очистка внутренних поверхностей в таких сооружениях невозможна. Оптимальным выходом будет предварительное введение в жидкость соды, карбоната натрия или кальция. Такой обработкой воды можно снизить агрессивность транспортируемой жидкости.
Подземные емкости, изготовленные из цинковых сплавов, защищают путем введения в транспортируемую или хранящуюся среду силикатов, фосфатов или поликарбонатов. В результате химической реакции на цинковой поверхности появляется тонкая пленка, предупреждающая развитие ржавчины.
Преимущества и недостатки протекторной защиты
Преимуществами такого метода являются:
- простота, автономность и экономичность благодаря отсутствию источника тока и использованию магниевых, алюминиевых или цинковых сплавов;
- возможность формирования одиночных или групповых установок;
- возможность применения протекторной защиты, как для проектируемых объектов, так и для уже эксплуатируемых конструкций;
- организация защиты практически в любых условиях, где невозможно или нецелесообразно сооружать источники тока;
- при правильном использовании система может работать достаточно долго без всякого обслуживания;
- безопасность и возможность применения на взрывоопасных объектах (ввиду малости напряжений).
Но у такого вида защиты от ржавчины есть свои недостатки:
- Ограниченность применения способа в плохо проводящих ток средах.
- Безвозвратные потери протектора.
- Возможность загрязнения прилегающих территорий.
Как увеличить эффективность протекторов?
Чаще всего протекторные композиции применяются совместно с лакокрасочными составами, имеющими антикоррозийные свойства. Лакокрасочная защита самостоятельно не дает нужного эффекта, но при сочетании с протектором:
- позволяет устранить изъяны покрытия металлического сооружения, которые возникают в процессе эксплуатации (вспучивание, отслоение, набухание металла, появление трещин и пр.);
- снижает расход протекторных составов, увеличивая срок службы (при довольно высокой стоимости защитных сплавов это значимый эффект);
- обеспечивает равномерное распределение защитного тока по поверхности металлического трубопровода.
Конечно, на эксплуатируемое судно или резервуар нанести лакокрасочный состав довольно сложно. В этом случае лучше отказаться от его применения, а использовать только протекторы.
Практически все эффективные методы защиты от коррозии требуют расхода электрического тока. Протекторный способ позволяет предупредить ржавчину простым нанесением дополнительного слоя защитного сплава на трубу.
Коррозия металлов. Виды коррозии металлов
Материалы из металлов под химическим или электрохимическим воздействием окружающей среды подвергаются разрушению, которое называется коррозией. Коррозия металлов вызывается окислительно-восстановительными реакциями, в результате которых металлы переходят в окисленную форму и теряют свои свойства, что приводит в негодность металлические материалы.
Можно выделить 3 признака, характеризующих коррозию:
- Коррозия – это с химической точки зрения процесс окислительно-восстановительный.
- Коррозия – это самопроизвольный процесс, возникающий по причине неустойчивости термодинамической системы металл – компоненты окружающей среды.
- Коррозия – это процесс, который развивается в основном на поверхности металла. Однако, не исключено, что коррозия может проникнуть и вглубь металла.
Виды коррозии металлов
Наиболее часто встречаются следующие виды коррозии металлов:
- Равномерная – охватывает всю поверхность равномерно
- Неравномерная
- Избирательная
- Местная пятнами – корродируют отдельные участки поверхности
- Язвенная (или питтинг)
- Точечная
- Межкристаллитная – распространяется вдоль границ кристалла металла
- Растрескивающая
- Подповерхностная
Основные виды коррозии
С точки зрения механизма коррозионного процесса можно выделить два основных типа коррозии: химическую и электрохимическую.
Химическая коррозия металлов
Химическая коррозия металлов — это результат протекания таких химических реакций, в которых после разрушения металлической связи, атомы металла и атомы, входящие в состав окислителей, образуют химическую связь. Электрический ток между отдельными участками поверхности металла в этом случае не возникает. Такой тип коррозии присущ средам, которые не способны проводить электрический ток – это газы, жидкие неэлектролиты.
Химическая коррозия металлов бывает газовой и жидкостной.
Газовая коррозия металлов – это результат действия агрессивных газовых или паровых сред на металл при высоких температурах, при отсутствии конденсации влаги на поверхности металла. Это, например, кислород, диоксид серы, сероводород, пары воды, галогены. Такая коррозия в одних случаях может привести к полному разрушению металла (если металл активный), а в других случаях на его поверхности может образоваться защитная пленка (например, алюминий, хром, цирконий).
Жидкостная коррозия металлов– может протекать в таких неэлектролитах, как нефть, смазочные масла, керосин и др. Этот тип коррозии при наличии даже небольшого количества влаги, может легко приобрести электрохимический характер.
При химической коррозии скорость разрушения металла пропорциональна скорости химической реакции и той скорости с которой окислитель проникает сквозь пленку оксида металла, покрывающую его поверхность. Оксидные пленки металлов могут проявлять или не проявлять защитные свойства, что определяется сплошностью.
Сплошность такой пленки оценивают величине фактора Пиллинга—Бэдвордса: (α = Vок/VМе) по отношению объема образовавшегося оксида или другого какого-либо соединения к объему израсходованного на образование этого оксида металла
где Vок — объем образовавшегося оксида
VМе — объем металла, израсходованный на образование оксида
Мок – молярная масса образовавшегося оксида
ρМе – плотность металла
n – число атомов металла
AMe — атомная масса металла
ρок — плотность образовавшегося оксида
Оксидные пленки, у которых α 2,5 условие сплошности уже не соблюдается, вследствие чего такие пленки не защищают металл от разрушения.
Ниже представлены значения α для некоторых оксидов металлов
Электрохимическая коррозия металлов
Электрохимическая коррозия металлов – это процесс разрушения металлов в среде различных электролитов, который сопровождается возникновением внутри системы электрического тока.
При таком типе коррозии атом удаляется из кристаллической решетки результате двух сопряженных процессов:
- Анодного – металл в виде ионов переходит в раствор.
- Катодного – образовавшиеся при анодном процессе электроны, связываются деполяризатором (вещество — окислитель).
Сам процесс отвода электронов с катодных участков называется деполяризацией, а вещества способствующие отводу – деполяризаторами.
Наибольшее распространение имеет коррозия металлов с водородной и кислородной деполяризацией.
Водородная деполяризация осуществляется на катоде при электрохимической коррозии в кислой среде
2H + +2e — = H2 разряд водородных ионов
Кислородная деполяризация осуществляется на катоде при электрохимической коррозии в нейтральной среде
O2 + 4H + +4e — = H2O восстановление растворенного кислорода
Все металлы, по их отношению к электрохимической коррозии, можно разбить на 4 группы, которые определяются величинами их стандартных электродных потенциалов:
- Активные металлы (высокая термодинамическая нестабильность) – это все металлы, находящиеся в интервале щелочные металлы — кадмий (Е 0 = -0,4 В). Их коррозия возможна даже в нейтральных водных средах, в которых отсутствуют кислород или другие окислители.
- Металлы средней активности (термодинамическая нестабильность) – располагаются между кадмием и водородом (Е 0 = 0,0 В). В нейтральных средах, в отсутствии кислорода, не корродируют, но подвергаются коррозии в кислых средах.
- Малоактивные металлы (промежуточная термодинамическая стабильность) – находятся между водородом и родием (Е 0 = +0,8 В). Они устойчивы к коррозии в нейтральных и кислых средах, в которых отсутствует кислород или другие окислители.
- Благородные металлы (высокая термодинамическая стабильность) – золото, платина, иридий, палладий. Могут подвергаться коррозии лишь в кислых средах при наличии в них сильных окислителей.
Электрохимическая коррозия может протекать в различных средах. В зависимости от характера среды выделяют следующие виды электрохимической коррозии:
- Коррозия в растворах электролитов — в растворах кислот, оснований, солей, в природной воде.
- Атмосферная коррозия – в атмосферных условиях и в среде любого влажного газа. Это самый распространенный вид коррозии.
Например, при взаимодействии железа с компонентами окружающей среды, некоторые его участки служат анодом, где происходит окисление железа, а другие – катодом, где происходит восстановление кислорода:
А: Fe – 2e — = Fe 2+
Катодом является та поверхность, где больше приток кислорода.
- Почвенная коррозия – в зависимости от состава почв, а также ее аэрации, коррозия может протекать более или менее интенсивно. Кислые почвы наиболее агрессивны, а песчаные – наименее.
- Аэрационная коррозия — возникает при неравномерном доступе воздуха к различным частям материала.
- Морская коррозия – протекает в морской воде, в связи с наличием в ней растворенных солей, газов и органических веществ.
- Биокоррозия – возникает в результате жизнедеятельности бактерий и других организмов, вырабатывающих такие газы как CO2, H2S и др., способствующие коррозии металла.
- Электрокоррозия – происходит под действием блуждающих токов на подземных сооружениях, в результате работ электрических железных дорог, трамвайных линий и других агрегатов.
Методы защиты от коррозии металла
Основной способ защиты от коррозии металла – это создание защитных покрытий – металлических, неметаллических или химических.
Металлические покрытия.
Металлическое покрытие наносится на металл, который нужно защитить от коррозии, слоем другого металла, устойчивого к коррозии в тех же условиях. Если металлическое покрытие изготовлено из металла с более отрицательным потенциалом (более активный) , чем защищаемый, то оно называется анодным покрытием. Если металлическое покрытие изготовлено из металла с более положительным потенциалом (менее активный), чем защищаемый, то оно называется катодным покрытием.
Например, при нанесении слоя цинка на железо, при нарушении целостности покрытия, цинк выступает в качестве анода и будет разрушаться, а железо защищено до тех пор, пока не израсходуется весь цинк. Цинковое покрытие является в данном случае анодным.
Катодным покрытием для защиты железа, может, например, быть медь или никель. При нарушении целостности такого покрытия, разрушается защищаемый металл.
Неметаллические покрытия.
Такие покрытия могут быть неорганические (цементный раствор, стекловидная масса) и органические (высокомолекулярные соединения, лаки, краски, битум).
Химические покрытия.
В этом случае защищаемый металл подвергают химической обработке с целью образования на поверхности пленки его соединения, устойчивой к коррозии. Сюда относятся:
оксидирование – получение устойчивых оксидных пленок (Al2O3, ZnO и др.);
азотирование – поверхность металла (стали) насыщают азотом;
воронение стали – поверхность металла взаимодействует с органическими веществами;
цементация – получение на поверхности металла его соединения с углеродом.
Изменение состава технического металла также способствует повышению стойкости металла к коррозии. В этом случае в металл вводят такие соединения, которые увеличивают его коррозионную стойкость.
Изменение состава коррозионной среды (введение ингибиторов коррозии или удаление примесей из окружающей среды) тоже является средством защиты металла от коррозии.
Электрохимическая защита основывается на присоединении защищаемого сооружения катоду внешнего источника постоянного тока, в результате чего оно становится катодом. Анодом служит металлический лом, который разрушаясь, защищает сооружение от коррозии.
Протекторная защита – один из видов электрохимической защиты – заключается в следующем.
К защищаемому сооружению присоединяют пластины более активного металла, который называется протектором. Протектор – металл с более отрицательным потенциалом – является анодом, а защищаемое сооружение – катодом. Соединение протектора и защищаемого сооружения проводником тока, приводит к разрушению протектора.