Содержание
- Электронная библиотека
- Использование силы давления в обработке металлических материалов
- Прессование
- Обработка металлов давлением – ОМД: виды, способы и особенности технологии
- Физические основы процесса
- Существует горячая и холодная процедура
- Основные виды обработки металлов давлением
- Основные виды обработки металлов давлением
- ОБРАБОТКА МЕТАЛЛОВ ДАВЛЕНИЕМ
Основные виды обработки металлов давлением
Электронная библиотека
Все процессы обработки металлов давлением основаны на способности металлических материалов в твердом состоянии изменять форму и размеры под действием приложенных сил, т.е. пластически деформироваться. Обработка металлов давлением существенно отличается от других видов обработки тем, что в процессе пластического деформирования металл не только приобретает требуемую форму, но и меняет свою структуру и физико-механические свойства.
Процессы обработки металлов давлением подразделяются на две основные группы: процессы металлургического и машиностроительного производства.
К первой группе относят технологии, в основе которых лежит принцип непрерывности технологического процесса (прокатка, прессование, волочение). Продукцию металлургического производства (листы, полосы, ленты, периодический и профильный прокат, трубы, профили, проволоку и т.п.) используют как заготовку в кузнечно-штамповочных и механических цехах и как готовую продукцию для создания различных конструкций.
Во вторую группу входят такие процессы, как ковка, объемная штамповка, листовая штамповка и специальные виды обработки давлением (калибровка, раскатка кольцевых деталей, редуцирование, обтакта, раздача и т.д.) Эти процессы обеспечивают получение заготовок (полуфабриката) и готовых деталей, не требующих последующей механической обработки.
К основным видам обработки металлов давлением относятся следующие технологические процессы:
¨ прокатка – технологический процесс, заключающийся в обжатии заготовки между вращающимися валками (рис. 3.1, а);
¨ прессование – заключается в продавливании металла, находящегося в замкнутой форме, через отверстие матрицы. Форма и поперечное сечение выдавленной части заготовки соответствуют форме и размерам отверстия матрицы, а ее длина пропорциональна отношению площадей поперечного сечения исходной заготовки и выдавленной части и перемещению выдавливающего инструмента (рис. 3.1, б);
¨ волочение – заключается в протягивании заготовки через сужающую полость матрицы, при этом площадь поперечного сечения заготовки уменьшается и приобретает форму поперечного сечения отверстия матрицы (рис. 3.1, в);
¨ ковка – технологический процесс формоизменения путем обжатия заготовки между верхним и нижним бойками молота или гидравлического пресса с применением различного инструмента (рис. 3.1, г). При ковке течение металла осуществляется в стороны, перпендикулярные к движению деформирующего инструмента, и это не создает значительных сопротивлений течению. Деформация при ковке носит локальный характер, что позволяет обрабатывать заготовки сложной формы массой от нескольких грамм до сотен тонн;
¨ объемная штамповка – процесс деформации металла в штампах, форма и размеры внутренней полости которого определяют форму и размеры получаемой заготовки (поковки) (рис.
листовая штамповка – процесс деформации плоской заготовки, толщина которой значительно меньше размеров в плане, с помощью матрицы и пуансона
¨ (рис. 3.1, е). Способ позволяет получать плоские и пространственные полые детали. При этом толщина исходной листовой заготовки практически не меняется в процессе обработки. Штамповка представляет высокопроизводительный процесс и широко применяется в массовом и крупносерийном производстве в машиностроении.
В машиностроении наибольшее распространение в заготовительном производстве нашла ковка и объемная штамповка. Перед ковкой и штамповкой исходный металл (слитки, прутки и др.) проходит подготовительную обработку, заключающуюся в зачистке поверхности, разрезке на части, выборе температурного режима и типа нагревательного устройства.
Зачистка металла от поверхностных дефектов предупреждает появление брака в деталях. Применяют следующие способы зачистки: огневую с нагревом и без нагрева, пневмоинструментом, фрезерованием, шлифованием и др. К современным способам очистки относят иглофрезерование, пескоструйную и дробеструйную обработку. Разрезку металла на части производят на пилах, ножницах, газоплазменным, электроискровым, анодно-механическим и другими методами.
При ковке формоизменение происходит в результате течения металла в направлении, перпендикулярном движению деформирующего инструмента-бойка. Применяемый при ковке инструмент не создает значительного сопротивления течению металла при его деформировании, что выгодно отличает ковку от других видов обработки давлением. Деформационное течение металла ограничено лишь трением на контактной поверхности инструмента с обрабатываемым материалом.
Широкое применение ковки для получения заготовок объясняется рядом ее преимуществ по сравнению с другими видами обработки давлением, в частности:
1) возможно изготовление крупногабаритных поковок массой в несколько сотен тонн, получение которых другими способами невозможно. Причем при обработке таких поковок используется сравнительно маломощное оборудование, так как обработка ведется деформированием отдельных участков заготовки;
2) применение универсального оборудования и универсальной оснастки позволяют получать поковки широкого ассортимента.
3) в процессе ковки значительно улучшается качество металла, повышаются его механические свойства, особенно пластичность и ударная вязкость.
К основным недостаткам ковки следует отнести: низкую производительность; значительную трудоемкость изготовления поковок, особенно на прессах; большие напуски, припуски и допускаемые отклонения размеров поковки, что приводит к увеличению объема механической обработки и расхода металла.
Использование силы давления в обработке металлических материалов
Процесс производства металлических материалов при помощи давления основан на их свойстве изменять свои размеры и форму под воздействием приложенных сил. Отличительной чертой пластической деформации является не только изменение формы детали, но и ее физических, механических свойств. Благодаря этому технология активно применяется в разных сферах промышленности и производства.
Упругость – общая характеристика всех металлов, являющаяся наиболее важной.
Это свойство, которое позволяет веществу возвращаться в исходную форму после воздействия на него силы давления. Если она превышает предел упругости обрабатываемого материала, его атомы займут устойчивое положение и не вернутся в исходную форму. Такое свойство обозначается термином «пластическая деформация».
Выделяют следующие виды обработки металлов давлением, в зависимости от применяемых для этого температур:
- Горячая. Если температура рекристаллизации ниже температуры заготовки;
- Холодная. Если температура рекристаллизации выше температуры заготовки.
В современной промышленности могут использовать следующие способы обработки металлов давлением:
Прокатку, прессование и волочение используют для получения изделий с постоянным поперечным сечением по длине, которые применяются как заготовки для дальнейшего производства деталей, или как элементы для строительных конструкций.
Штамповка и ковка применяются для изготовления элементов, являющихся приближенными по форме и размерам к готовым деталям, но требующих последующей механической доработки.
Ковка – наиболее простой способ ОМД. В технологии используются универсальные инструменты простой формы (плоские бойки) и гидравлический пресс. Это высокотемпературная операция. Деталь предварительно нагревают. Температура нагрева зависит от характеристик конкретного вещества.
Разогретую до необходимой температуры деталь вставляют между бойками, которые представляют собой две параллельные плиты. Верхний боек может двигаться, нижний является неподвижным. Если при ковке используется молот, после размещения детали по ней наносятся удары верхним бойком. В случае использования гидравлического пресса, деталь медленно сжимается бойками. Для устранения выпуклостей ее помещают на ребро и повторяют процедуру.
При использовании данной разновидности технологии образуется локальная деформация, что позволяет использовать исходный материал сложной формы. При ковке могут использоваться заготовки массой от нескольких грамм до нескольких сотен тонн. По этой технологии можно создавать судовые валы (массой более ста двадцати тонн), прокатные валки (до пятидесяти тонн).
При прокатке вещество деформируется во время прохождения через вращающиеся валки. Сначала при помощи силы трения деталь втягивается между валков. После этого она проходит между ними, деформируясь и приобретая во время прохождения необходимую форму. В процессе производства используется специальная машина – прокатный стан. Обработка металлов давлением преследует две цели: придание детали заданного профиля и уменьшение ее поперечного сечения.
Выделяют три способа прокатки:
- продольная. Наиболее распространенный способ. Заготовку пропускают между валками. Ее толщина уменьшается до размеров зазора между используемыми валками;
- поперечная. Данным способом обрабатывают втулки, шары, цилиндры. Поступательное движение в процессе прокатки отсутствует;
- полые предметы изготовляются путем применения поперечно-винтовой прокатки.
Этими видами прокатки широко пользуются в современной промышленности. Так, прокатке поддается около восьмидесяти процентов всей выплавляемой сегодня стали. Таким способом изготавливаются блюмы, балки, трубы, рельсы, слябы, круглые и квадратные профили, шестерни и т.п.
Под волочением подразумевается способ изменения металла давлением, во время которого деталь протягивают через фильеру.
В зависимости от конкретных условий, она может предварительно нагреваться. В зависимости от цели, заготовка может поддаваться волочению один раз, или проходить через несколько фильер, что подразумевает постепенное уменьшение ее поперечного сечения.
В большинстве случаев таким способом обрабатывают прокатные материалы. Волоки, через которые осуществляется волочение, могут состоять из алмаза, твердых сплавов или инструментальной стали. Для проведения процедуры происходит захват заостренного конца прутка клещами, с помощью которых и осуществляется волочение. Этот метод обработки металла давлением используется для изготовления проволоки (толщиной от нескольких микрометров до шестнадцати миллиметров), тонкостенных труб и других пустотелых профилей.
Прессование
Суть технологии прессования в выдавливании вещества через специальное отверстие матрицы. Материал при этом должен находиться в закрытой форме. Пуансон, выдавливая вещество, находящееся в закрытом контейнере, через отверстие матрицы, придает ему необходимую форму. Обработка металлов прессованием используется для изменения свойств хрупких металлов в авиастроении и цветной металлургии.
В качестве исходного материала применяется:
Для олова, меди, чистого алюминия используется холодная обработка, для никеля, титана, и тугоплавких металлов – горячая. Матрица, через которую пропускают металл, изготавливается из жаропрочной стали.
При объемной штамповке металлических заготовок, деталь деформируется в полости штампов. При этом форма полости такая же, как форма будущей поковки. Благодаря этому обеспечивается высокая точность. В большинстве случаев в качестве исходного вещества используется продукция проката, которую предварительно разрезают на части. Объемную штамповку производят при помощи пресса, специализированных машин или на молотах.
Несколько отличается от предыдущей технологии листовая штамповка.
Для нее используются листы, полосы или ленты, деформация которых происходит в штампе, специальном инструменте, предназначенном для таких операций. Штамп состоит из пуансона и матрицы, которые устанавливаются на механическом или гидравлическом прессе. Благодаря холодной обработке, заготовки после листовой штамповки имеют малую шероховатость поверхности и являются более прочными.
Таким образом, основные виды обработки металлов при помощи давления широко используются в современной промышленности и применяются для изготовления разных заготовок и готовых конструкций. В зависимости от конкретной цели, материал может предварительно разогреваться, или применяется холодная обработка. Простейшим способом обработки металлических материалов давлением является ковка, наиболее высокопроизводительным – прокатка.
Видео по теме: Прессование и волочение металлов
Обработка металлов давлением – ОМД: виды, способы и особенности технологии
Все знают, что алюминиевую ложку может согнуть даже ребенок, а из куска стали кузнец сделает меч, используя молот и раскаленную печь. Мо не все понимают, что эти процессы с точки зрения знаний об металлообработке – родственные. В статье расскажем про основы обработки металла давлением (ОМД): что это такое, сущность метода и его применение на практике с различными материалами.
Физические основы процесса
У железа, олова и прочих сплавов и пород есть предел упругости. Это максимальная нагрузка, после снятия которой не возникает остаточных (пластических) деформаций. Если на заготовку будет оказано воздействие, которое превышает этот показатель, то произойдут изменения на атомном уровне. Атомы выйдут из своих устойчивых соединений и свяжутся в другие, деформированные, образуя новую кристаллическую решетку. И теперь уже изделие останется в том состоянии, в котором оно находилось под механической нагрузкой.
Примером возьмем ту же алюминиевую ложку. У алюминия очень низкий предел упругости. Поэтому нужно приложение минимальной силы извне, чтобы столовый прибор согнулся. А свидетельством того, что пластическая деформация произошла является то, что предмет не возвращает былую форму. Подведем итог: обработка металлов давлением основана на механическом свойстве мельчайших атомных частиц занимать новое положение под воздействием нагрузки.
Существует горячая и холодная процедура
Какую из этих разновидностей применить, зависит от материала и их свойств пластичности. Ряд веществ (например, низкоуглеродистые, а также ферритные и аустенитные стали) обладают очень высокой гибкостью. У них показатель рекристаллизации очень невысокий. Это означает следующее: кристаллические зерна поликристалла растут на новом месте (где происходит деформация) за счет разрушения решетки в прежнем месте. Обычно этот процесс проходит намного быстрее, если повысить температуру.
Приведем пример, не связанный с металлообработкой. Если согнуть пополам холодный брусок пластилина, он сломается на две части, а если предварительно его разогреть в руках, то он расплавится – повысится его пластичность. Так работает второй способ – горячая технология обработки металлов давлением. Сопротивляемость при нагревании уменьшается, деталь поддается механическому воздействию. Но нужно быть осторожными, потому что если слишком прибавить жару, то можно просто сжечь сталь, то есть утратить все ее физические и химические свойства.
Холодная ОМД – менее вредная для атмосферы и экологии, но подходит не для всех материалов. При накаливани происходят окислительные процессы, на поверхности появляется оксидный слой, а сама металлическая деталь приобретает большую прочность. Без нагревания оксидов не выделится, что часто является более предпочтительным, а прочность можно обеспечить и другими методами, например, запрессовкой. В обоих случаях происходит упрочнение на молекулярном уровне.
Основные виды обработки металлов давлением
Всего их 6, но каждый из них может подразделяться на многие подвиды в зависимости от многих факторов. При выборе способа металлообработки следует ориентироваться на ряд следующих показателей:
- физические и химические характеристики заготовки;
- последующие цели при эксплуатации;
- дополнительные этапы воздействия – покрытие краской, пробивка током и пр.;
- возможности цеха.
У предложенных вариантов разная цена и множество различий, рассмотрим подробнее ниже. А если вы хотите приобрести качественное профессиональное оборудования для распиловки, ленточного пиления даже самых прочных металлических листов, мы рекомендуем вам компанию «Роста», которая сотрудничает как с частными лицами, так и с представителями производственных компаний, металлургических цехов.
Обработка металлов давлением: прокатка
Происходит следующим образом: есть станок, на него крепятся прокатные валки. Когда деталь проходит через них, то на нее оказывается повсеместное воздействие со сторон инструментов. Результат – уменьшение диаметра сечения и придание эксклюзивной формы. Есть три разновидности процесса:
- Продольный. Оси вращающихся валков и заготовки сонаправлены или располагаются под небольшим углом. При этом используется минимум два элемента вращения, и двигаются они в одну сторону, в то время как изделие – в противоположную. Обжимка происходит так эффективно, что в результате металлические детали приобретают радиус, равный промежутку между обрабатываемым телом и станком. Результат – вытянутые, длинные цилиндры.
- Поперечный. Сама заготовка не совершает поступательных движений, но валки работают на всю мощность, они обрабатывают тело вращения по диаметру, со всех сторон зажимая его на месте. Таким образом изготавливают шестеренки, шары и оси.
- Поперечно-винтовой, он же косой. Ось немного смещается, рабочие инструменты также продолжают быть сонаправлены заготовке, но уже не строго параллельно, а под небольшим углом. Этот наклон приводит к тому, что начинают активно действовать сразу два разнонаправленных вектора сил. Они способствуют тому, чтобы получить полую трубу.
Прокат имеет свои стандартизированные названия, все его элементы различаются по диаметру сечения и размеру. Совокупность всех сортов, типов и размерных преобразований называется сортамент. Но при его многообразии его все же можно разделить на четыре группы:
- Сортовой. В нем находятся простые и фасонные профили. Это швеллеры, шестигранники, уголки, а также прямолинейные детали, например, железнодорожные рельсы. Используется наиболее часто.
- Листовой. Представлен выполнением металлических листов различной толщины.
- Специальные виды – те, для которых нужны особенные условия, имеющие трудную конфигурацию.
- Трубы (разделяются бесшовные и сварные). Имеются ввиду все полости, которые созданы поперечно-винтовым способом, например, оружейные гильзы.
Видео: Листовая штамповка
Обработка металла давлением: ковка
Если предыдущий процесс мог происходить как при холодном материале, так и при горячем, то теперь мы имеем дело с высокотемпературной работой. Перед началом оказания на заготовку механического воздействия необходимо ее нагреть, причем температура должна соответствовать показателю, который превышает предел упругости, чтобы добиться пластических деформаций.
Раньше такую технологию применял кузнецы, это очень трудоемкое ремесло, требующее точной и кропотливой работы, а также большого объема знаний о физических характеристиках каждого сплава. Теперь также остается ниша ручной ковки, но происходит она более механизировано, например, не нужно раздувать меха для поддержания живого огня. Изделие, выполненное вручную, обычно считается высококачественным и дорогостоящим, так как оно эксклюзивное. Кроме такого старинного вида сейчас используют ковку:
- На пневматических, паровых или гидравлических молотах – все движения заранее заданы и предопределены программой.
- Все виды штамповки, а их много – от разновидностей резки, до способов изогнуть заготовку нужным образом.
Результат любого процесса – поковка. Если материал находится в штампе, то итоговая деталь повторит ее контур.
Обработка металлов давлением: процесс прессования
Позволяет сделать отверстия, а также нанести ребра жесткости на любую внутреннюю, внешнюю сторону. Полость буквально пробивается ножами на прессе. При этом можно выбрать как горячий вариант, так и холодный. Второй подойдет для достаточно пластичных материалов, а если это хрупкий сплав, в нем добавлен никель или титан, то его следует заблаговременно нагреть.
Матрицы (инструмент прессования) устроены так, что они имеют отверстия. Именно через них металлический слой буквально выдавливается – это результат, он идет на финишную металлообработку. А то, что непосредственно было спрессовано остается для повторного процесса. Опять можно привести пример с мягким пластилином крепко зажатым в кулак. Его часть просочиться между пальцами – также работает прессование.
Фильера, она же волока, – это основной инструмент для такого типа обработки. Она имеет отверстие и направляющие. Через это пространство следует пронести, или проволочь, заготовку. Она меняет форму и приобретает требуемое профильное сечение.
Таким образом делают проволоку и стальные жгуты, арматуры. Изначально отливается изделие более широкого диаметра, а затем, постепенно проходя через целый ряд станков с различными фильерами, то есть насадками, постепенно сужается до нужного размера.
Видео по теме: Прессование и волочение
Основным способом обработки металла под давлением является объемная штамповка
Штампование может быть также горячим или холодным. В первом случае требуется предварительно нагреть материал, особенно это актуально при особо прочных листах, а также при ширине в несколько миллиметров. Чем тоньше листовая заготовка, тем проще она изгибается. Пресс имеет матрицу в виде штампа. Когда он опускается, сжимается, то заготовка принимает аналогичную форму. Таким образом деформируется масса деталей. От небольших стрелок часов до крупных автомобильных запчастей, частей корпуса.
Только с появлением объемной выштамповки стали возможны пластичные формы – сферическая, изогнутая. Еще один плюс – это высокая скорость металлообработки. Если предварительный нагрев не требуется, то этапов становится совсем мало, нужно только поместить лист на станок и запустить его. При этом получаются прочные изделия.
Листовая штамповка
Разновидность предыдущего варианта. Особенность в том, что процесс происходит на плоскости, а не в трехмерном пространстве, поэтому и изменения будут связаны не с изгибами, а с пробивкой, разрезкой. Можно взять заготовку и обработать ее края, отрезать от нее часть, выбить в ней отверстия или даже узоры. Все это помогает добиться нужного результата, то есть металлической плоской детали.
В статье мы рассказали про обработку деталей давлением в холодном состоянии и в горячем виде. качестве заключения посмотрим несколько видеороликов, на которых подробно показано, как происходит этот процесс на заводах.
Видео: Техника на грани фантастики — Машинная ковка
Чтобы уточнить интересующую вас информацию, свяжитесь с нашими менеджерами по телефонам 8 (908) 135-59-82; (473) 239-65-79; 8 (800) 707-53-38. Они ответят на все ваши вопросы.
Основные виды обработки металлов давлением
составлено Волковой Еленой
Обработка металлов давлением.
Здесь рассмотрены методы холодной объёмной штамповки и листовой штамповки.
при составлении использованы:
учебник «Технология конструкционных материалов» под редакцией А. М. Дальского
рекомендуется использование поисковой системы www.yandex.ru , а также www.rambler.ru
Холодная объёмная штамповка:
Физические основы обработки металлов давлением.
Обработка металлов давлением основана на их способности при определенных условиях пластически деформироваться в результате воздействия на деформируемое тело (заготовку) внешних сил,
Если при упругих деформациях деформируемое тело полностью восстанавливает исходные форму и размеры после снятия внешних сил, то при пластических деформациях изменение формы и размеров, вызванное действием внешних сил, сохраняется и после прекращения действия этих сил. Упругая деформация характеризуется смещением атомов относительно друг друга на величину, меньшую межатомных расстояний, и после снятия внешних сил атомы возвращаются в исходное положение. При пластических деформациях атомы смещаются относительно друг друга на величины, большие межатомных расстояний, и после снятия внешних сил не возвращаются в свое исходное положение, а занимают новые положения равновесия.
Для начала перехода атомов в новые положения равновесия необходима определенная величина действующих напряжений, зависящая от межатомных сил и характера взаимного расположения атомов (типа кристаллической решетки, наличия и расположения примесей, формы и размеров зерен поликристалла и т. п.).
Так как сопротивление смещению атомов в новые положения изменяется не пропорционально смещению, то при пластических деформациях линейная связь между напряжениями и деформациями обычно отсутствует.
Напряжения, вызывающие смещение атомов в новые положения равновесия, могут уравновешиваться только силами межатомных взаимодействий. Поэтому под нагрузкой при пластическом деформировании деформация состоит из упругой и пластической составляющих, причем упругая составляющая исчезает при разгрузке (при снятии деформирующих сил), а пластическая составляющая приводит к остаточному изменению формы и размеров тела. В новые положения равновесия атомы могут переходить в результате смещения в определенных параллельных плоскостях, без существенного изменения расстояний между этими плоскостями. При этом атомы не выходят из зоны силового взаимодействия и деформация происходит без нарушения сплошности металла, плотность которого практически не изменяется. Скольжение одной части кристаллической решетки относительно другой происходит по плоскостям наиболее плотного размещения атомов (плоскостям скольжения). В реальных металлах кристаллическая решетка имеет линейные дефекты (дислокации), перемещение которых облегчает скольжение.
Величина пластической деформации не безгранична, при определенных ее значениях может начаться разрушение металла.
На величину пластической деформации, которую можно достичь без разрушения (предельная деформация), оказывают влияние многие факторы, основные из которых — механические свойства металла (сплава), температурно-скоростные условия деформирования и схема напряженного состояния. Последний фактор оказывает большое влияние на значение предельной деформации. Наибольшая предельная деформация достигается при отсутствии растягивающих напряжений и увеличении сжимающих. В этих условиях (схема неравномерного всестороннего сжатия) даже хрупкие материалы-типа мрамора могут получать пластические деформации. Схемы напряженного состояния в различных процессах и операциях обработки давлением различны, вследствие чего для каждой операции, металла и температурно-скоростных условий существуют свои определенные предельные деформации.
Существенные преимущества обработки металлов давлением по сравнению с обработкой резанием — возможность значительного уменьшения отхода металла, а также повышения производительности труда, поскольку в результате однократного приложения усилия можно значительно изменить форму и размеры деформируемой заготовки. Кроме того, пластическая деформация сопровождается изменением физико-механических свойств металла заготовки, что можно использовать для получения деталей с наилучшими эксплуатационными свойствами (прочностью, жесткостью, высокой износостойкостью и т. д.) при наименьшей их массе. Эти и другие преимущества обработки металлов давлением (отмеченные ниже) способствуют неуклонному росту ее удельного веса в металлообработке. Совершенствование технологических процессов обработки металлов давлением, а также применяемого оборудования позволяет расширять номенклатуру деталей, изготовляемых обработкой давлением, увеличивать диапазон деталей по массе и размерам, а также повышать точность размеров полуфабрикатов, получаемых обработкой металлов давлением.
Если обработка металлов давлением выполняется при температуре ниже температуры рекристаллизации, то такая обработка называется холодной.
Если обработка металлов давлением происходит при нагреве металлического тела выше температуры рекристаллизации, то она называется горячей.
Основными законами обработки металлов давлением являются:
З акон постоянства объемов — объем металла до деформации практически равен объему металла после деформации.
Закон наименьшего сопротивления — частицы деформируемого металла всегда перемещаются в направлении наименьшего сопротивления.
Ниже рассмотрены методы холодной обработки давлением, а также приведён пример .
Штамповка без предварительного нагрева заготовки – для металлов и сплавов такой процесс деформирования соответствует условиям холодной деформации. Отсутствие окисленного слоя на заготовках (окалины) при холодной штамповке обеспечивает хорошее качество поверхности детали и достаточно высокую точность размеров, это уменьшает объём обработки резанием или даже исключает её. Основные разновидности холодной объёмной штамповки – холодное выдавливание, холодная высадка, холодная штамповка в открытом штампе.
Заготовку помещают в полость, из которой металл выдавливают в отверстия, имеющиеся в рабочем инструменте. Выдавливание обычно выполняют на кривошипных или гидравлических прессах в штампах, рабочими частями которых являются пуансон и матрица.
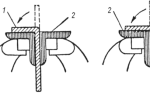
При прямом выдавливании ( см. схему выдавливания №4 ) металл вытекает в отверстие, расположенное в донной части матрицы в направлении, совпадающем с направлением движения пуансона относительно матрицы. Если на торце пуансона ( см. схему выдавливания №1 ) имеется стержень, перекрывающий отверстие матрицы до начала выдавливания, то металл выдавливается в кольцевую щель между стержнем и отверстием матрицы.
При обратном выдавливании направление направление течения металла противоположно направлению движения пуансона относительно матрицы. Наиболее часто встречающейся схемой обратного выдавливания является схема, при которой металл может выдавливаться в кольцевой зазор между пуансоном и матрицей ( см. схему выдавливания №2 ). Реже применяют схему обратного выдавливания, при которой металл выдавливается в отверстие в пуансоне, для получения деталей типа стержень с фланцем ( см. схему выдавливания №1 ).
При боковом выдавливании металл вытекает в отверстие в боковой части матрицы в направлении, не совпадающем с движением пуансона ( см. схему выдавливания №3 ).
Комбинированное выдавливание характеризуется одновременным течением металла по нескольким направлениям и может быть осуществленно по нескольким из рассмотренных ранее схем холодного выдавливания. Например, схема выдавливания №4 : схема комбинированного выдавливания для изготовления обратным выдавливанием полой, чашеобразной части детали, а прямым выдавливанием — стержня, отходящего от её донной части.
Основной положительной особенностью выдавливания является возможность получения без разрушения заготовки весьма больших степеней деформации, которые можно характеризовать показателем k=F0/F1 (F0 и F1 — площади поперечного сечения исходной заготовки и выдавленной части детали). Для весьма мягких, пластичных металлов k>100 ( алюминиевые трубы со стенкой толщиной 0,1-0,2 мм при диаметре трубы 20-40 мм). Пластическое деформирование при выдавливании происходит в условиях всестороннего неравномерного сжатия.
Всестороннее сжатие приводит и к отрицательным явлениям. Чем больше степень деформации, тем больше усилие деформирования, и удельные усилия могут достичь значений, превышающих в несколько раз предел текучести деформируемого металла и превышающих значения, допустимые для инструмента по условиям его прочности или стойкости. Высокие удельные усилия выдавливания изменяются в ходе деформирования и зависят от высоты подвергающейся деформированию части заготовки. При выдавливании пластическая деформация охватывает обычно не весь объём заготовки, а лишь часть его ( см. схемы выдавливания ). Для уменьшения удельных усилий выдавливания при проектировании штампуемой детали необходимо стремиться к такой её конфигурации, при которой отсутствовали бы застойные зоны под торцом пуансона ( см. схему выдавливания №2 ) или у рабочей поверхности матрицы. Основное технологическое мероприятие, направленное на снижение удельных усилий выдавливания, — применение различных смазывающих материалов или покрытий заготовок для уменьшения сил трения. В обычных условиях выдавливания силы трения препятствуют пластическому истечению металла и существенно увеличивают усилия деформирования.
Высадка – уменьшение длины части заготовки с получением местного увеличения поперечных размеров. Штамповкой на холодновысадочных автоматах обеспечиваются достаточно высокая точность размеров и хорошее качество поверхности, вследствие чего некоторые детали не требуют последующей обработки резанием. Штамповка на холодновысадочных автоматах высокопроизводительна: 20-400 деталей в минуту. Штамповка на холодновысадочных автоматах характеризуется высоким коэффициентом использования металла. Средний коэффициент использования металла 95% (только 5% идёт в отход).
На холодновысадочных автоматах штампуют заготовки диаметром 0,5 — 40 мм из чёрных и цветных металл ов, а также детали с местными утолщениями сплошные и с отверстиями.
Холодная штамповка в открытых штампах заключается в придании заготовке формы детали путём заполнения полости штампа металлом заготовки ( см. схему штамповки в открытых штампах ). Холодная объёмная штамповка требует значительных удельных усилий вследствие высокого сопротивления металла деформированию в условиях холодной деформации и упрочнения металла в процессе деформирования. Упрочнение сопровождается и уменьшением пластичности. Для уменьшения вредного влияния упрочнения и облегчения процесса деформирования при холодной штамповке оформление детали обычно расчленяют на переходы, между которыми заготовку подвергают рекристаллизационному отжигу. В закрытых штампах в условиях холодной деформации штампуют реже и главным образом из цветных металлов . Холодной штамповкой можно изготовлять пространственные детали сложных форм (сплошные и с отверстиями). Холодная объёмная штамповка обеспечивает получение деталей со сравнительно большой точностью размеров и качеством поверхности. Это уменьшает объём обработки резанием или даже исключает её. Однако, учитывая, что изготовление штампов трудоёмко и дороже изготовления инструмента, используемого при обработке резанием, холодную штамповку следует применять лишь при достаточно большой серийности производства.
Изготовление плоских и объёмных тонкостенных изделий из листов, полос или лент с помощью штампов. Исходные материалы: чёрные, цветные сплавы, а также неметаллические материалы . Наиболее высокие пластические свойства необходимы для глубокой вытяжки (сталь с содержанием углерода от 0,05% до 0,15%). Способность металла к вытяжке и другим операциям листовой штамповки определяется его механическими свойствами и технологической пробой. Свойства: относительное удлинение, поперечное сужение, предел прочности. Проба: шарик вдавливается до разрушения. Обычно толщина листа
ОБРАБОТКА МЕТАЛЛОВ ДАВЛЕНИЕМ
Обработка металлов давлением – технологический процесс получения заготовок необходимой формы и размеров путем пластической деформации. Обработка давлением применима к пластичным материалам (стали, медные, магниевые и алюминиевые сплавы и др.) и может производиться и в холодном и в нагретом состоянии.
При обработке металла в холодном состоянии зерна деформируются, сплющиваются и вытягиваются в направлении деформации. Прочность и твердость металла при обработке непрерывно увеличиваются, пластичность и вязкость – уменьшаются. Упрочнение металла при пластической деформации называется наклепом. Большая плотность дислокаций и высокая концентрация точечных дефектов в наклепанном слое препятствует свободному перемещению дислокаций и затрудняет дальнейшую пластическую деформацию.
При обработке металла в нагретом состоянии сопротивление деформации уменьшается за счет увеличения пластичности металла. Наклеп при деформировании уменьшается даже при небольшом нагреве, когда частично исчезают дефекты решетки. Деформированная форма зерен сохраняется. Это явление называется возвратом металла. При нагреве до более высокой температуры наклеп исчезает полностью. Процесс образования новых более совершенных зерен, за счет деформированных, называется первичной рекристаллизацией. При дальнейшем нагреве происходит вторичная рекристаллизация, сопровождающаяся ростом отдельных зерен за счет других.
Температура, при которой начинается рекристаллизация, называется температурным порогом рекристаллизации (Тр). Она связана с температурой плавления зависимостью А. Бочвара Тр = a × Тпл. Коэффициент a зависит от состава и структуры металла (для сплавов – 0,5-0,6, для технически чистых металлов – 0,3-0,4). Температуры плавления металла – в градусах Кельвина.
Если деформирование металла происходит при Т > Тр , то наклеп металла отсутствует: одновременно идут процессы упрочнения и разупрочнения – рекристаллизации. Такая деформация называется горячей. Если деформирование происходит при Т -3 .
Скорость движения подачи – скорость перемещения рассматриваемой точки режущей кромки в направлении движения подачи. Подача (S) – перемещение инструмента в направлении движения подачи за один оборот (мм/об).
Глубина резания (t) – расстояние между обрабатываемой и обработанной поверхностями, пройденное за один проход инструмента и измеренное перпендикулярно к последней (мм).
Выбор режима резания. Для каждого случая обработки существуют свои оптимальные режимы резания, которые зависят от материала обрабатываемой детали, материала инструмента и его геометрии, особенностей станка, требований к точности и качеству обработанной поверхности. В зависимости от материала детали выбирается и инструментальный материал. Существуют эмпирические формулы для расчета режимов резания. Практически режимы резания определяются по нормативным таблицам, приведенным в справочниках.
Образование нароста при резании. При резании пластичных металлов на передней поверхности инструмента скапливаются частицы обрабатываемого металла – образуется нарост. Металл прочно оседает на поверхности, когда силы трения между передней поверхностью инструмента и срезанным слоем металла становятся больше сил внутреннего сцепления материала стружки (рис. 11.5,а). Размеры и форма нароста постоянно меняются, нарост срывается и возникает вновь. Образование нароста полезно при черновой обработке, когда снимается большой слой металла и сила резания значительно возрастает. Нарост увеличивает угол заострения резца, при этом снижается сила резания и уменьшается износ инструмента. При чистовой обработке он вреден. Шероховатость обработанной поверхности увеличивается, точность обработки снижается, так как размеры нароста постоянно изменяются.
Упрочнение при резании. При обычных методах заточки режущая кромка имеет радиус закругления r » 0,02 мм (рис. 11.5,б). Инструмент срезает с заготовки стружку при условии, когда глубина резания больше или соизмерима с радиусом r. В стружку переходит слой металла, лежащий выше линии среза CD. Слой металла, лежащий между линиями AB и CD, будет упруго деформироваться. При работе режущая кромка затупляется и радиус возрастает. Расстояние между линиями AB и CD увеличивается, упругая деформация переходит в пластическую, на обработанной поверхности возникает наклеп. Упрочнение проявляется в повышении поверхностной твердости в 1,5-2 раза; глубина наклепанного слоя – 0,02-0,2 мм. Твердость, толщина упрочненного слоя зависят от способа обработки (максимальные – при сверлении), материала заготовки, геометрии инструмента, режима резания. При перемещении резца происходит упругое восстановление деформированного слоя на величину hу, в результате образуется контактная площадка шириной Н между обработанной поверхностью и задней поверхностью инструмента. Со стороны обработанной поверхности возникают силы нормального давления N и трения F. Чем больше упругая деформация, тем больше сила трения. Для уменьшения силы трения инструмента и предусматривается задний угол.
Износ и стойкость инструмента. Износ инструмента (рис. 11.6) происходит по передней поверхности (образуется лунка шириной b) или по главной задней поверхности (образуется ленточка износа шириной h). Образование ленточки износа уменьшает глубину резания, изменяет вылет резца – точность обработки снижается. Критерий износа – допустимая ширина ленточки износа h или лунки b. Для токарных резцов из быстрорежущей стали h, b = 1,5-2 мм, резцов с пластинами из твердого сплава h, b = 0,8-1,5 мм. Период стойкости инструмента (время работы между переточками) зависит от материала инструмента и заготовки, режима резания, геометрии инструмента, условий обработки. Нормативная стойкость токарных резцов – 30-90 мин., фрез – 6-8 час, абразивного инструмента – 1-80 мин. Износ инструмента вызывает рост силы резания, увеличивает деформацию заготовки и инструмента. Растет глубина наклепанного слоя на заготовке, увеличиваются силы трения и разогрев режущей кромки инструмента и обработанной поверхности.