Содержание
- Правила пайки медных проводов
- Суть процесса
- Паяльник и припой
- Применение флюса
- Как правильно паять
- Соединение меди и алюминия
- Правила пайки алюминиевых и медных проводов
- Какие инструменты и материалы понадобятся?
- Давайте паять!
- Некоторые особенности процесса
- Как сварить медные провода в домашних условиях
- Особенности сварки медных проводов
- Пайка или сварка медных проводов – что лучше?
- Аппарат для сварки
- Технология сварки скруток медных проводов
- Выбор электродов
- Как сварить медные провода в домашних условиях
- Особенности сварки медных проводов
- Пайка или сварка медных проводов – что лучше?
- Аппарат для сварки
- Технология сварки скруток медных проводов
- Выбор электродов
- Пайка проводов в распределительной коробке (паяльником, горелкой)
- Преимущество пайки перед остальными способами соединений
- Пайка проводов
- Выбор мощности паяльника
- Тип припоя паяльника
- Защита места пайки от окисления. Флюс
- Технология пайки и лужения
- Пайка с помощью тигля и горелки
- Меры предосторожности во время пайки
Пайка медных проводов в распределительной коробке
Правила пайки медных проводов
Одним из лучших способов соединения медных проводов является пайка. Она обеспечивает высокую прочность и электропроводность. При этом пайку легче проводить, чем сварку, и она надежнее простой скрутки. Хотя в распределительных коробках провода часто соединяют с помощью самозажимных клемм типа WAGO, приемы пайки не помешает знать любому электрику.
Научиться паять медные провода можно за несколько минут, имея все необходимые материалы и приборы.
Суть процесса
Суть процесса пайки состоит в том, что металлы соединяются между собой при помощи сплава, имеющего температуру плавления ниже температуры плавления соединяемых веществ.
Во время пайки материалы подвергаются нагреванию до температуры плавления припоя. При этом обеспечивается очень сильная адгезия (прилипание) – свойство материалов сцепляться друг с другом на молекулярном уровне.
Однако не происходит плавление основных деталей и перемешивания их с материалом припоя, как происходит при сварке с использованием присадочного материала.
Паяльник и припой
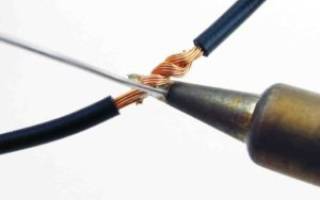
Для пайки медных проводов традиционно используются паяльники. Существует несколько их видов, в том числе электрические и газовые. Пайка медных проводов осуществляется при помощи электрического паяльника с медным жалом. Этот инструмент представляет собой медный стержень, иногда с никелевым покрытием, который установлен в корпусе нагревательного элемента.
Нагревательный элемент работает от постоянного или переменного тока. Напряжение питания может варьироваться от 12 до 220 В. Для пайки медных проводов электропроводки в доме подходит самый обычный паяльник мощностью 60 Вт. Если надо спаять тонкие проводки электроприбора, то подойдет и менее мощный инструмент. Важно, чтобы он хорошо прогревал медный материал и расплавлял припой.
Чтобы обеспечить высокое качество пайки и прочность соединения, необходима неподвижность во время остывания расплавленного припоя. Провода можно держать руками, но удобнее использовать пинцет или зажимы.
Для пайки медных проводов применяют оловянно-свинцовый припой. Чаще всего это ПОС-61, но можно взять и ПОС-40. Маркировка указывает на состав – припой оловянно-свинцовый с содержанием олова 61%.
Припой обычно производится в прутках диаметром около 8 мм или в виде паяльной проволоки диаметром 2 мм. Нередко используют универсальный припой для пайки медных проводов, который выглядит как полая трубка из оловянно-свинцового сплава. Внутри такой трубки находится порошок из флюса.
Применение флюса
Чтобы припой и материал проводов вступили во взаимодействие друг с другом, и соединение получилось качественным, провода необходимо очистить от оксидной пленки и только после этого паять их. Для очистки можно использовать наждачную бумагу, а для последующей обработки взять специальное вещество – флюс.
Флюс не только очистит медные провода, но и создаст тонкую защитную пленку, препятствующую окислению материала.
Допускается применять как твердый флюс – сосновую канифоль, так и жидкий – различные виды паяльных кислот или самодельный состав.
Иногда, чтобы правильно и крепко припаять медные провода друг к другу или к какому-либо металлическому предмету, пользуются только жидким флюсом. Приготовить его можно, растворив обычную сосновую канифоль в этиловом спирте. Паяльную кислоту готовят самостоятельно, растворив гранулы цинка в соляной кислоте в пропорции 412 грамм цинка на 1 литр кислоты. Но лучше все-таки купить готовый флюс, соответствующий всем стандартам качества, поскольку принесение кислотных составов для медных проводов нежелательно.
Как правильно паять
Чтобы надежно спаять провода из меди, нужно подготовить паяльник. Если перед работой не облудить жало, то припой будет не прилипать, а скатываться шариками со стержня. Так происходит, потому что жало покрыто слоем оксида меди и нагара, образовавшегося во время предыдущей пайки.
Подготовка паяльника
Некоторые специалисты для удобства работы точат жало плоским напильником, чтобы придать ему форму лопатки или плоской отвертки. Угол заточки должен быть 45-60 градусов.
Необгораемое жало (вечное) ни в коем случае точить нельзя, для него используют специальные губки.
Очищенное механическим способом жало нужно нагреть, а потом залудить. Для этого его покрывают флюсом.
Если флюс твердый (канифоль), достаточно просто погрузить в него наконечник. Канифоль расплавится и покроет разогретую поверхность. После этого паяльником нужно прикоснуться к прутку припоя и разогреть его. Расплавленный припой покроет жало, защитив его от дальнейшего окисления.
Процедуру лужения паяльника необходимо повторять по мере образования нагара на нем. Происходит это потому, что температура жала намного выше температуры плавления припоя, и со временем он начинает подгорать. Чтобы уменьшить вероятность возникновения такого явления, рекомендуется применять паяльник с регулировкой температуры.
Подготовка проводов
Соединяемые медные провода также нужно подготовить к пайке. Вначале снимают с концов изоляцию на расстоянии примерно 4 см, зачищают, скручивают между собой и проводят лужение. Медны провода можно залудить следующим образом:
- нагреть скрутку паяльником;
- покрыть флюсом;
- нанести небольшое количество припоя, распределяя его по поверхности провода.
Действия аналогичны тем, какие совершаются при лужении жала паяльника. Если предстоит пайка многожильных медных проводов, то необходимо обязательно запастись именно жидким флюсом, так как покрыть всю поверхность медных «волосков» расплавленной твердой канифолью будет очень трудно. Чтобы получить качественное соединение, нужно нагреть многожильный провод и затем опустить его в жидкий флюс, который смочит всю поверхность, предназначенную для пайки.
Далее пайка многожильных и одножильных медных проводов осуществляется одинаково. Два или более соединяемых проводника нагреваются вместе, и на них наносится припой. После нанесения его необходимо на время остывания обеспечить неподвижность соединения. Не допускается ускорять остывание путем его смачивания или обдува воздухом.
Соединение меди и алюминия
При соединении пайкой медных и алюминиевых проводов можно столкнуться со множеством трудностей, преодолеть которые возможно будет, только применив альтернативные методы соединений.
Дело в том, что как алюминий, так и медь покрываются на воздухе оксидной пленкой. И если сами по себе эти пленки никак не влияют на состояние проводника и даже обеспечивают довольно неплохую проводимость, то соединяясь вместе, они способствуют возникновению мощной химической реакции. Под действием влаги, содержащейся в воздухе, в месте контакта оксидов алюминия и меди начинается процесс электролиза, то есть образуется электрический ток из-за того, что ионы обоих материалов обладают разными электрическими потенциалами.
Электрический ток является движением заряженных частиц – ионов и при их движении металлы в месте контакта разрушаются. При этом сильнее разрушается алюминий. Разрушение вызывает ухудшение контакта, а впоследствии увеличивается электрическое сопротивление соединения и оно нагревается. При сильной коррозии, когда непосредственный контакт между двумя материалами уже утрачен, возникает электрическая дуга, которая и довершает разрушение.
Соединять медь с алюминием рекомендуется только через третий, нейтральный материал. Чаще всего, для этого применяют стальные клеммники или зажимы.
Правила пайки алюминиевых и медных проводов
Какие инструменты и материалы понадобятся?
Выбор инструментов и материалов, которые нам понадобятся, будет обусловлен нашими конкретными целями, а также применяемыми способами пайки. Основной инструмент, который применяется – это либо электрический паяльник, либо газовая горелка. Ну а дальше будет, в общем, стандартный набор для пайки. Нам понадобится:
- Нож для разделки изоляции провода – не забудьте подточить или воспользуйтесь канцелярским ножом. Также можете сделать нож электрика своими руками.
- Пассатижи, для скрутки проводников.
- Припой и флюс. Флюс – это вещество, с помощью которого мы удаляем окисления с поверхности, которую паяем. Припой – это то, чем непосредственно спаиваются жилы.
- Напильник – подойдет мелкий напильник.
При пайке проводов паяльником или газовой горелкой могут быть применены разные припои и флюсы. Так, для медных жил нужен припой на основе смеси олова и свинца – это припои марок ПОС-40, ПОС-50, ПОС-60. Для пайки алюминиевых проводов подойдут такие марки – П-250А (цинк и олово), ЦО-12 (цинк и олово), ЦА-15 (цинк и алюминий), А (цинк, олово, медь). В качестве флюса используется канифоль — органический материал, содержащий в себе смесь смоляных кислот хвойных деревьев. Канифоль является самым распространенным и недорогим вариантом. Также существуют способы пайки с кислотой в качестве флюса, но не рекомендуется их применять из-за их вредности. К тому же кислота дает со временем коррозию на скрутке.
Давайте паять!
Когда готовы все нужные инструменты и материалы подготовлены, беремся за работу. Рассмотрим технологию пайки медных проводов в распределительной коробке. В домашних условиях самый распространенный способ соединения – пайка скруток одножильных проводников. Зачищаем их от изоляции – снимем по 4-5 см с каждого конца. Для хорошего качества скруток следует плотно скрутить и обжать концы пассатижами. О том, как сделать хорошую скрутку, мы рассказывали в отдельной статье. Только не переусердствуйте, иначе можете обломать токоведущую жилу. Берем в руки паяльник, который должен быть достаточно прогрет, и начинаем пропитывать нашу скрутку канифолью так, чтобы она как можно лучше проникала между проводами. Затем на жало паяльника наносится припой, состоящий из олова и свинца, и, постепенно прогревая место соединения, добиваемся равномерного нанесения припоя. Он должен хорошо проникнуть между проводами. Когда они «окрасятся» в серебряный цвет, можно считать их залуженными. Узнать более подробно о том, как лудить провода, вы можете в нашей соответствующей статье.
Чтобы залудить многожильный медный проводник необходимо хорошо скрутить все мелкие жилки в одну жилу и подтянуть пассатижами. Затем нанести паяльником сначала канифоль, а потом уже нужный припой.
Отличительной особенностью пайки алюминиевых проводов является высокая степень окисления алюминия на воздухе. А если жилы окислятся, то нанести на них припой при электромонтаже уже будет проблематично. Поэтому придётся постоянно механически очищать поверхность от окисления и одновременно выполнять лужение. Для нагрева используется газовая горелка, флюс же подбирается исходя из способа пайки и сечения провода.
Ножом аккуратно срезаем изоляцию с жил примерно по 5 см. Очищаем поверхность до появления характерного блеска с помощью того же ножа либо воспользуемся наждачной бумагой. Далее, нужно соединить жилы в виде желобка, который образуется в результате соединения жил внахлест, методом двойной скрутки. Берем горелку и начинаем греть скрутку примерно до температуры плавления припоя. Продолжаем нагревать соединение и натираем специальной палочкой припоя место пайки. Желобок заполнится припоем. Таким же образом обрабатывается вся поверхность, пока она не покроется полностью оловом.
Кстати, плюсы и минусы существующих способов соединения проводов в распределительной коробке мы рассмотрели в соответствующей статье, с которой настоятельно рекомендуем ознакомиться!
Некоторые особенности процесса
Рекомендуем также обратить внимание на несколько правил, которые помогут сделать качественную пайку проводов своими руками.
Проверьте жало паяльника перед началом работы. Оно должно быть чистым. Если же на нем присутствуют неровности, раковины, черный нагар, то такое жало нужно очистить, иначе оно не сможет нормально брать припой. Возьмите мелкий напильник, приставьте жало к нему под наклоном и зачистите, чтоб был виден блеск меди. Потом заново залудите его конец. В процессе работы иногда обращайте внимание на его состояние и старайтесь держать его в чистоте. Можно также пользоваться для очистки жала паяльника мелкой наждачной бумагой.
Начинаем паять всегда с дальней от изоляции стороны жилы, так как она может оплавиться, нарушатся ее свойства, что недопустимо. Аккуратно скручивайте соединения пассатижами, без лишних усилий, так чтобы не обломать жилы, особенно это относится к алюминиевой электропроводке, которая особенно ломкая.
Перед нанесением припоя, даже на соединение медных проводов, попробуйте очистить поверхность жилы ножом до блеска, увидите, что припой наносится гораздо проще. Это касается как медных, одножильных и многожильных, так и алюминиевых проводников.
Не забывайте в конце работы тщательно изолировать места соединения. Следует использовать для этих целей хлопчатобумажную либо поливинилхлоридную изоляцию. Обмотайте ими места скруток таким образом, чтобы изоляция заходила на несколько сантиметров от оголенного места. Подробнее о том, как изолировать провода правильно, вы можете узнать в нашей статье.
Не смотря на то, что пайка не является супер быстрым способом, она обеспечивает хорошее качество соединения. А все что описано, в комплексе, поможет вам повысить безопасность выполнения работы, а также увеличит срок службы и надежность электрической проводки.
Напоследок рекомендуем вам просмотреть видео, в которых подробно рассмотрены технологии пайки электропроводки в распредкоробках:
Вот мы и рассмотрели, как производится пайка проводов в распределительной коробке. Надеемся, предоставленная инструкция была для вас полезной и понятной!
Не пропустите:
Как сварить медные провода в домашних условиях
Медные провода практичнее алюминиевых, их часто используют для проводки в частных домах, прокладывают при ремонте квартир. Допускается несколько способов оформления стыков кабеля: их крепят клеммами, пайкой. Разрешается опрессовка или сжим скрутки, но самое надежное соединение образуется при расплаве меди. Для сварки медных проводов на линии или в распределительной коробке используют точечную технологию. Необходимо расплавить скрутку до однородной структуры, чтобы не повышалось сопротивление в цепи. Делается это для пожаробезопасности.
Особенности сварки медных проводов
Медь хорошо плавится и быстро насыщается водородом, окисляется в расплавленном состоянии. Температура плавления медных сплавов не более 1000°С. Для защиты металла при сварке медных деталей используют аргон или углекислый газ, но провода варить в защитной атмосфере экономически нецелесообразно. Для сварки медного кабеля используют обычные аппараты, генерирующие постоянный или высокочастотный переменный ток и напряжение от 15 до 30 В.
Желательно, чтобы рабочий ток регулировался, для скрутки одной жилы сечением 1,5 мм 2 нужен ток 70 А, для соединения трех проводов потребуется увеличить ампераж до 90–100 А. Для монтажа медной проводки в доме с подключением мощного электрооборудования необходимо выбирать сварочные аппараты до 120 А. Если нет оптимального тока, дуга будет прерываться, электрод начнет залипать.
Пайка или сварка медных проводов – что лучше?
Самый простой и эффективный способ пайки – погрузить место контакта в расплав припоя. Для небольших схем такой метод годится. Но при монтаже линий из медных проводов не подходит. Пайка оловянными припоями на весу требует навыков, новички с такой работой не справятся, велик риск травмирования. Соединение проводов своими руками контактной сваркой намного безопаснее.
Еще одно преимущество сварки – не изменяется химический состав проводов, в сплав не попадают частички припоя. Электропроводность медного кабеля в месте скрутки не меняется. Сварка проводится быстрее пайки, не нужно предварительно лудить контакты, подбирать паяльник по мощности под размер кабеля. Есть многожильные шнуры, которые пропаять невозможно.
У сварки есть единственный недостаток: если нет навыков, можно повредить целостность изоляции медного провода.
Аппарат для сварки
Для сварки для медных проводов используют любой генератор тока: трансформатор, выпрямитель, инвертор. Клещи для контактной сварки подключают к автомобильным аккумуляторам, соединяют два последовательно, выводят контакты к электродам. Мощности хватает для соединения кабеля с жилой 5 мм. Большой объем с аккумуляторами не сделаешь, необходим сварочный аппарат.
Преимущества современных инверторных аппаратов очевидны:
- ими можно сварить провода любого сечения;
- они не боятся «провисания» напряжения в сети, снижают риск залипания электрода, пережога медных скруток;
- есть облегченные модели, выдающие ток до 150–200 А;
- работают от стандартной сети, не нужно подключаться к трехфазному току.
Работать с инвертором проще, чем с трансформатором. Для сварки постоянным током прямой полярности плюс подключают к держателю электрода, минус – к свариваемому медному проводу.
Трансформатор
Громоздкие аппараты старого типа сложно перетаскивать с места на место, зато трансформаторы способны генерировать ток в пределах 400 А. Трансформатор подходит для работы с постоянным током прямой или обратной полярности. Им проводят сварку медных шин в распределительных щитках, соединение скрученных проводников большого сечения. Подключают трансформатор также, как инвертор: «+» на электрод, «-» на скрутку. У трансформантов хорошая производительность, но в процессе работы они сильно гудят, греются, их периодически отключают, дают остыть. При включении они «просаживают» сеть, но затем напряжение стабилизируется. При работе с трансформатором следует это учитывать.
На базе понижающего трансформатора мощностью до 150 А напряжением от 12 до 38 В из бытовой техники можно сделать сварочный аппарат самостоятельно: намотать на него необходимо число витков кабеля. Рассчитать их количество можно по таблицам. Если включить в электросхему диодный мост, он будет стабилизировать дугу. Держатель приобретают в магазине или используют вместо него зажим троллейбусного контактора. Зажимные токопроводящие клещи делают из пассатижей – к одной ручке прикручивают контактную клемму. Обязательно делают заземление самодельного аппарата.
Технология сварки скруток медных проводов
Соединение заключается в расплавлении свариваемых проводников дугой при пропускании тока, зажимное устройство уплотняет структуру диффузного слоя. Стоит рассмотреть процесс сварки скруток медных проводников подробнее. Пошаговая инструкция:
- Концы соединяемого кабеля зачищают, снимают изоляцию на расстоянии до 7 см, чтобы проводка не пострадала в процессе работы.
- Жилы или нити складывают параллельно, их необходимо плотно скрутить между собой, тип скрутки значения не имеет, но при осевой стыковке по направлению проводников друг к другу сваривать скрутку сложнее.
- Длина скрутки должна достигать 5 см, излишки волокон обрезают. Провода помещают между контактами или в самодельное прижимное устройство на расстоянии 2–3 см от края.
- После касания проводников электродом возникает электродуга, ее удерживают не более 2–3 секунд в зависимости от толщины проводников.
- Медь расплавляется в зажимном устройстве, образуется прочное соединение.
- Остывшие соединенные проводники обматывают изоляционной лентой или надевают на нее термоусадочную пленку.
Рекомендованные режимы тока:
- для соединения проводников сечением 1,5 мм 2 :
— скрутка из двух проводов – 70 А;
— скрутка из трех проводов – от 90 до 100 А;
— из 4-х – от 100 до 120 А;
- для соединения 5 мм сердечников максимальный ток – не более 150 А.
Перед монтажными работами желательно потренироваться на обрезках кабеля. Понять, что медь расплавилась, можно по рыжему валику на конце проводника.
Выбор электродов
Дугу разжигают угольным стержнем или графитовым электродом с омеднением, его еще называют «графитовый карандаш». Дуга у черного угольного стержня выше, чем у серого «графитового карандаша», расход электродов небольшой.
Если нет угольных электродов, мастера используют графитовые сердечники пальчиковых батареек.
При сварке стыков кабеля необходимо позаботиться об индивидуальной защите от поражения током, не стоит пренебрегать заземлением. Огнетушитель лучше держать под рукой.
Как сварить медные провода в домашних условиях
Медные провода практичнее алюминиевых, их часто используют для проводки в частных домах, прокладывают при ремонте квартир. Допускается несколько способов оформления стыков кабеля: их крепят клеммами, пайкой. Разрешается опрессовка или сжим скрутки, но самое надежное соединение образуется при расплаве меди. Для сварки медных проводов на линии или в распределительной коробке используют точечную технологию. Необходимо расплавить скрутку до однородной структуры, чтобы не повышалось сопротивление в цепи. Делается это для пожаробезопасности.
Особенности сварки медных проводов
Медь хорошо плавится и быстро насыщается водородом, окисляется в расплавленном состоянии. Температура плавления медных сплавов не более 1000°С. Для защиты металла при сварке медных деталей используют аргон или углекислый газ, но провода варить в защитной атмосфере экономически нецелесообразно. Для сварки медного кабеля используют обычные аппараты, генерирующие постоянный или высокочастотный переменный ток и напряжение от 15 до 30 В.
Желательно, чтобы рабочий ток регулировался, для скрутки одной жилы сечением 1,5 мм 2 нужен ток 70 А, для соединения трех проводов потребуется увеличить ампераж до 90–100 А. Для монтажа медной проводки в доме с подключением мощного электрооборудования необходимо выбирать сварочные аппараты до 120 А. Если нет оптимального тока, дуга будет прерываться, электрод начнет залипать.
Пайка или сварка медных проводов – что лучше?
Самый простой и эффективный способ пайки – погрузить место контакта в расплав припоя. Для небольших схем такой метод годится. Но при монтаже линий из медных проводов не подходит. Пайка оловянными припоями на весу требует навыков, новички с такой работой не справятся, велик риск травмирования. Соединение проводов своими руками контактной сваркой намного безопаснее.
Еще одно преимущество сварки – не изменяется химический состав проводов, в сплав не попадают частички припоя. Электропроводность медного кабеля в месте скрутки не меняется. Сварка проводится быстрее пайки, не нужно предварительно лудить контакты, подбирать паяльник по мощности под размер кабеля. Есть многожильные шнуры, которые пропаять невозможно.
У сварки есть единственный недостаток: если нет навыков, можно повредить целостность изоляции медного провода.
Аппарат для сварки
Для сварки для медных проводов используют любой генератор тока: трансформатор, выпрямитель, инвертор. Клещи для контактной сварки подключают к автомобильным аккумуляторам, соединяют два последовательно, выводят контакты к электродам. Мощности хватает для соединения кабеля с жилой 5 мм. Большой объем с аккумуляторами не сделаешь, необходим сварочный аппарат.
Преимущества современных инверторных аппаратов очевидны:
- ими можно сварить провода любого сечения;
- они не боятся «провисания» напряжения в сети, снижают риск залипания электрода, пережога медных скруток;
- есть облегченные модели, выдающие ток до 150–200 А;
- работают от стандартной сети, не нужно подключаться к трехфазному току.
Работать с инвертором проще, чем с трансформатором. Для сварки постоянным током прямой полярности плюс подключают к держателю электрода, минус – к свариваемому медному проводу.
Трансформатор
Громоздкие аппараты старого типа сложно перетаскивать с места на место, зато трансформаторы способны генерировать ток в пределах 400 А. Трансформатор подходит для работы с постоянным током прямой или обратной полярности. Им проводят сварку медных шин в распределительных щитках, соединение скрученных проводников большого сечения. Подключают трансформатор также, как инвертор: «+» на электрод, «-» на скрутку. У трансформантов хорошая производительность, но в процессе работы они сильно гудят, греются, их периодически отключают, дают остыть. При включении они «просаживают» сеть, но затем напряжение стабилизируется. При работе с трансформатором следует это учитывать.
На базе понижающего трансформатора мощностью до 150 А напряжением от 12 до 38 В из бытовой техники можно сделать сварочный аппарат самостоятельно: намотать на него необходимо число витков кабеля. Рассчитать их количество можно по таблицам. Если включить в электросхему диодный мост, он будет стабилизировать дугу. Держатель приобретают в магазине или используют вместо него зажим троллейбусного контактора. Зажимные токопроводящие клещи делают из пассатижей – к одной ручке прикручивают контактную клемму. Обязательно делают заземление самодельного аппарата.
Технология сварки скруток медных проводов
Соединение заключается в расплавлении свариваемых проводников дугой при пропускании тока, зажимное устройство уплотняет структуру диффузного слоя. Стоит рассмотреть процесс сварки скруток медных проводников подробнее. Пошаговая инструкция:
- Концы соединяемого кабеля зачищают, снимают изоляцию на расстоянии до 7 см, чтобы проводка не пострадала в процессе работы.
- Жилы или нити складывают параллельно, их необходимо плотно скрутить между собой, тип скрутки значения не имеет, но при осевой стыковке по направлению проводников друг к другу сваривать скрутку сложнее.
- Длина скрутки должна достигать 5 см, излишки волокон обрезают. Провода помещают между контактами или в самодельное прижимное устройство на расстоянии 2–3 см от края.
- После касания проводников электродом возникает электродуга, ее удерживают не более 2–3 секунд в зависимости от толщины проводников.
- Медь расплавляется в зажимном устройстве, образуется прочное соединение.
- Остывшие соединенные проводники обматывают изоляционной лентой или надевают на нее термоусадочную пленку.
Рекомендованные режимы тока:
- для соединения проводников сечением 1,5 мм 2 :
— скрутка из двух проводов – 70 А;
— скрутка из трех проводов – от 90 до 100 А;
— из 4-х – от 100 до 120 А;
- для соединения 5 мм сердечников максимальный ток – не более 150 А.
Перед монтажными работами желательно потренироваться на обрезках кабеля. Понять, что медь расплавилась, можно по рыжему валику на конце проводника.
Выбор электродов
Дугу разжигают угольным стержнем или графитовым электродом с омеднением, его еще называют «графитовый карандаш». Дуга у черного угольного стержня выше, чем у серого «графитового карандаша», расход электродов небольшой.
Если нет угольных электродов, мастера используют графитовые сердечники пальчиковых батареек.
При сварке стыков кабеля необходимо позаботиться об индивидуальной защите от поражения током, не стоит пренебрегать заземлением. Огнетушитель лучше держать под рукой.
Пайка проводов в распределительной коробке (паяльником, горелкой)
В статье мы рассмотрим как осуществляется пайка проводов в распределительной коробке: паяльником,своими руками, горелкой, пошаговая инструкция.
Преимущество пайки перед остальными способами соединений
Соединение проводников в распределительной коробке можно выполнять несколькими способами, однако только пайка и сварка дают монолитное соединение с минимальным переходным сопротивлением в месте контакта. Поскольку сварку проводов в домашних условиях без специальной аппаратуры выполнить затруднительно, то спаять провода может практически каждый желающий.
Чтобы правильно и аккуратно спаять провода, нужен примерно такой перечень инструментов:
- Нож для зачистки изоляции;
- Бокорезы;
- Пассатижи или плоскогубцы;
- Наждачная бумага;
- Паяльник;
- Припой;
- Флюс.
Пайка проводов
Порядок работы при пайке проводников такой:
- Снятие изоляции;
- Зачистка проводов;
- Облуживание;
- Скрутка;
- Пайка;
- Изолирование.
Перед тем, как приступить к соединению проводов, нужно определиться с их длиной. Провода обрезаются таким образом, чтобы при пайке они находились снаружи распределительной коробки, а потом могли быть уложены желаемым образом. Нельзя укладывать провода в натяг. Лишний запас также неуместен в ограниченном пространстве.
Для снятия изоляции используется остро заточенный нож или специальный инструмент (Рисунок 1).
Рисунок 1. Инструмент для снятия изоляции с проводов – стриппер.
При работе ножом процесс снятия изоляции должен напоминать движения ножа при остругивании карандаша. Нельзя делать круговой надрез изоляции или подрезать ее бокорезами или пассатижами. Поперечная риска или царапина на проводе может послужить причиной обрыва. В крайнем случае, такая методика допускается только на многожильных проводах. Длина оголенного проводника для пайки должна составлять 1.5 – 3 см. Чем толще проводник, тем длиннее должна быть зачищенная часть. Ориентиром может служить количество витков при скручивании проводов. Их должно быть не менее 2-х.
Перед облуживанием поверхность жил нужно зачистить при помощи ножа или мелкозернистой наждачной бумаги от следов окисла. Зачистив провода, желательно сразу же их облудить, чтобы не образовалась пленка окисла на поверхности. На поверхности припоя окисел образуется рыхлый и не будет мешать последующей пайке, поэтому перерыв в работе после этапа облуживания не имеет ограничений по времени.
Облуженные проводники скручиваются вместе при помощи пассатижей или плоскогубцев. Скрутка должна состоять не меньше, чем из 2-х оборотов. Скрутка должна быть плотной, но не перетянутой, чтобы не отломались зачищенные концы. Идеальный вариант скрутки, когда в нее попадает часть провода с изоляцией. Торец скрутки должен быть ровный. При работе с толстыми проводами они часто на конце скрутки направлены в стороны, поэтому выступающие концы нужно обрезать. На рисунке ниже показаны различные способы скрутки проводов под пайку (Рисунок 2).
Скрученные провода спаивают при помощи паяльника таким образом, чтобы скрутка была равномерно со всех сторон покрыта слоем припоя без пропусков и наплывов. Качество спайки напрямую зависит от того, насколько хорошо были облужены зачищенные концы.
После того, как место спайки остынет, можно приступать к ее изоляции. Для этих целей применяется тканевая изоляция или специальные термостойкие пластиковые наконечники. Их длина должна быть такой, чтобы они частично заходили на изолированные участки проводов (Рисунок 3).
Рисунок 3. Изоляция спаек при помощи пластмассовых колпачков
Нельзя применять для изоляции обыкновенную ПВХ изоленту, поскольку при нагревании проводов, например, при превышении нагрузки, ПВХ легко плавится и это может привести к короткому замыканию внутри распределительной коробки.
Выбор мощности паяльника
Для качественной пайки нужен достаточно мощный паяльник, не менее 65 Вт. Медь является очень хорошим проводником тепла, поэтому эффективно отводит тепло от области пайки. Маломощный паяльник не успеет нагреть место скрутки до того, как начнет плавиться изоляция проводов, а недостаточный прогрев может привести к так называемой «холодной пайке». Слабо разогретый припой имеет низкую текучесть и не способен равномерно покрыть всю спаиваемую область. При застывании он будет иметь матовую, зернистую поверхность, низкую прочность. Спаянные таким образом проводники будут иметь высокое переходное сопротивление и, со временем, потеряют контакт между собой. Паяльник должен прогреть место спайки за время не более 1 минуты. Поверхность припоя после застывания должна быть гладкой и иметь равномерный блеск.
Тип припоя паяльника
Среди всего множества типов припоя, для пайки медных проводов можно использовать только некоторые. Таблица характеристик наиболее распространенных марок припоев
Марка припоя
Область применения
Первые три марки припоя имеют очень низкую температуру плавления и невысокую прочность. Для пайки сильноточных цепей они не пригодны. Наоборот, последняя марка припоя слишком тугоплавка. Пайка таким припоем приведет к перегреву и плавлению изоляции. Наиболее часто применяются припои марок ПОС-40 и ПОС-61. Они стоят недорого и широко доступны. Большинство радиолюбителей используют в своей работе припой марки ПОС-61.
Защита места пайки от окисления. Флюс
Флюс служит для защиты места пайки от окисления кислородом воздуха и растворения тончайших пленок окислов на поверхности материала. Для пайки меди наиболее часто используются такие флюсы:
Таблица характеристик наиболее распространенных флюсов для пайки меди и ее сплавов
Марка флюса
Состав
Самый простой и дешевый и беспроигрышный вариант – обыкновенная канифоль. Единственное затруднение при ее использовании, то, что она находится в твердом состоянии и требует навыков при нанесении на спаиваемые детали.
Гораздо удобнее в использовании спиртоканифоль. Она представляет собой раствор канифоли в этиловом спирте. И имеет вид густой желтоватой жидкости со своеобразным запахом. Удобство использования заключается в том, что на место пайки ее можно нанести кисточкой или обмакнуть в баночку с флюсом скрученные проводники.
Более широкие возможности имеет активированный флюс ЛТИ-120. При его применении нет необходимости в зачистке новых проводников. Зачищать нужно только такие, которые имеют темный цвет из-за окисления поверхности. Поскольку имеются определенные трудности в зачистке многожильных проводов, то применение активированного флюса приветствуется.
Все перечисленные флюсы не требуют смывки после окончания пайки, поскольку абсолютно нейтральны по отношению к материалу проводника.
Совет #1: Спиртоканифоль легко приготовить самостоятельно, растворив порошок канифоли в 96% этиловом спирте. Если канифоль сыпать в спирт равномерно тонкой струей при помешивании, то процесс растворения займет всего несколько минут. При отсутствии спирта в крайнем случае можно воспользоваться ацетоном. Пропорции для приготовления те же самые. Следует учитывать, что ацетон более летуч, поэтому испаряется значительно быстрее. К тому же он ядовит.
Технология пайки и лужения
Для того, чтобы спаять или облудить провода, их нужно расположить так, чтобы они располагались по возможности горизонтально и был доступ со всех сторон для жала паяльника. Вопреки многим рекомендациям, нельзя ставить скрутку вертикально, поскольку при пайке капли расплавленного припоя могут скатиться со скрутки и нарушить изоляцию в нижележащих проводниках.
Если вовремя не обнаружить и не удалить такую каплю, то она впоследствии, может вызвать короткое замыкание. Для лучшего контакта жала паяльника с проводом, конец жала должен быть плоским и хорошо облуженным. Окисленное жало имеет темный цвет, не держит припой и для пайки не годится. Зачистить жало можно с помощью мелкозернистого напильника. Зачищенный конец немедленно окунают во флюс и облуживают путем растирания капли припоя на поверхности деревянного брусочка (Рисунок 4).
Рисунок 4. Облуживание жала паяльника
Совет #2: Удобно совместить зачистку и облуживание на кусочке наждачной бумаги, заранее присыпав его порошком канифоли и небольшими кусочками припоя.
Хорошо залуженное жало должно быть блестящим, не иметь раковин. При плавке припоя он должен оставаться на конце жала в виде небольшой выпуклости (Рисунок 5).
Рисунок 5. Правильно облуженное жало паяльника.
Для облуживания провод нагревают паяльником и, одновременно, прикасаются к месту нагрева кусочком канифоли до ее плавления. Жидкий флюс наносят заблаговременно, до начала нагрева. Проводя жалом паяльника вдоль провода, равномерно покрывают его слоем припоя. Многожильные провода до скрутки не облуживают, поскольку потом скрутить их будет невозможно.
Облуженные провода скручивают между собой. Для пайки технология несколько отличается, поскольку тут требуется большее количество припоя. После нанесения флюса паяльником прогревают одновременно скрутку кончик прутка припоя. Расплавленную каплю равномерно распределяют по всей поверхности, следя, чтобы она была полностью покрыта слоем припоя. При необходимости процедуру повторяют. Здесь главное — не перегреть провода, чтобы не расплавилась изоляция. При спайке тонких проводов припой переносится на кончике жала. Многожильные провода требуют большого количество флюса, чтобы он мог заполнить все свободное пространство между жилами.
Пайка с помощью тигля и горелки
При больших объемах работ имеет смысл выполнять их при помощи тигля, который представляет собой полый металлический цилиндр с ручкой, заполненный расплавленным припоем. Тигель может выполняться как насадка на мощный паяльник или нагреваться при помощи газовой горелки (Рисунок 6).
Рисунок 6. Электрический и газовый тигли для пайки проводов
Большой объем металла в тигле не позволяет ему быстро остывать, поэтому нагретым тиглем можно спаять последовательно несколько скруток. Основное достоинство такого способа пайки в том, что облуживание и спайка скрутки происходит практически мгновенно, когда покрытые флюсом проводники опускаются полностью в ванну с припоем.
Меры предосторожности во время пайки
При пайке, особенно при помощи тигля, нужно работать очень аккуратно, чтобы не получить ожог расплавленным припоем. Пары свинца ядовиты, поэтому при больших объемах работы нужно пользоваться респиратором.
Чего категорические нельзя делать!
Недопустимо для пайки проводов использовать кислотосодержащие активные флюсы, поскольку они требуют полного удаления после окончания работы. Остатки флюса агрессивно воздействуют на материал проводников и в самом скором времени провода будут окислены вплоть до полного разрушения. Особенно разрушительны для меди хлористый цинк или паяльная кислота.