Содержание
- Изготовление трубогиба своими руками: варианты конструкции и особенности готовых изделий
- Разновидности трубогибочных приспособлений и механизмов
- Простое приспособление для гибки металлических труб
- Изготовление электромеханического трубогиба
- Изготовление вальцов
- Конструкция рамы
- Прижимной механизм
- Электрический привод
- Технология гибки
- Дорновый трубогиб — гнем трубы без сплющивания
- 1 В чем особенность дорнового трубогиба?
- 2 Технические характеристики и принцип работы
- 3 Реально ли собрать такой трубогиб своими руками?
- Разбираем конструкцию дорнового трубогиба для гибки труб
- Принцип действия трубогиба
- Виды и отличия
- Предназначение дорнового трубогиба с ЧПУ
- Классификация
- Преимущества
- Содержание и стоимость
- Самые популярные модели
- Трубогиб своими руками
- Преимущества дорновых трубогибов
- Специфика дорновой гибки труб
- Достоинства и недостатки установок
- Устройство трубогиба
- Классификация трубогибов с дорном
- Как собрать трубогиб с дорном своими руками
Дорновый трубогиб своими руками
Изготовление трубогиба своими руками: варианты конструкции и особенности готовых изделий
Строительство теплиц и навесов, прокладка инженерных коммуникаций – все это требует наличия гнутого металлического профиля. Но покупать трубы, гнутые под заказ – дорого, приобретение готового трубогиба – тоже удовольствие не из дешевых. Вот и используют современные умельцы для создания металлических дуг требуемого радиуса приспособления и механизмы собственного изготовления.
В данной статье мы рассмотрим следующие вопросы:
- Разновидности самодельных трубогибов и их особенности.
- Конструкция простейшего приспособления для загибки труб квадратного сечения.
- Конструкция трехвалкового станка для загибки труб круглого и квадратного сечения.
- Технология загибки труб на трехвалковом самодельном трубогибе.
Разновидности трубогибочных приспособлений и механизмов
В наши дни можно встретить примеры трубогибочного оборудования, имеющего различное конструктивное исполнение: от сравнительно простых приспособлений для ручного гиба до самодельных станков с ручным или электрическим приводом.
По предназначению трубогибы делятся на два типа.
Первый тип – угловые (позволяют придать нужный радиус определенному участку заготовки).
Второй тип – трехвалковые трубогибы – станки и приспособления, которые позволяют формировать заданный радиус гиба по всей длине заготовки.
По способу регулировки радиуса трубогибы бывают механическими.
Привод опорных валов может быть как ручным, так и электрическим.
Простое приспособление для гибки металлических труб
Конструкция самодельного трубогиба зависит от объема и сложности работ, которые планируется выполнять с его помощью. Если устройство необходимо для одноразового использования (например, для строительства домашней теплицы), то нет необходимости в создании сложного трехвалкового механизма с гидравлической регулировкой радиуса загиба.
Срочно нужно ставить теплицу. Хочу арочную, но ни на базе металлов, ни у знакомых нет трубогиба. Строить трубогиб на валах и роликах? Для этого нет ни времени, ни надобности. Считаю, что на одно строительство подходит приспособление для ручной гибки.
Да, действительно, чем проще трубогиб, тем меньше мороки с его изготовлением. Главное – правильно определить размеры приспособления, которые напрямую будут зависеть от радиуса гиба.
Представляем вашему вниманию устройство, изготовленное пользователем moning. Оно предназначено для работы исключительно с тонкостенными трубами, ведь гибка труб вручную – это тяжелый физический труд.
Эту штукенцию я делал под квадратную трубу 30*30. Радиус, который удалось получить, был примерно 1метр. По бокам приспособления можно приварить что-то вроде распорок или лапок, чтобы не кидало из стороны в сторону, когда давишь на трубу. По поводу перемычек внизу трубогиба: вначале труба подкладывается под верхнюю перемычку (для первоначального загиба), потом труба перекладывается под следующую перемычку (для дальнейшего продвижения).
Последовательная гибка нужна для того, чтобы при резком перегибе труба не пошла на излом.
Рассчитать размеры приспособления очень просто: для этого достаточно знать радиус гиба, который требуется получить на готовой детали. Полоса (шириной 40 мм), которая служит оправкой для сгибаемой заготовки, изначально имеет кривизну, обеспечивающую заданный радиус гиба (R).
Как утверждает автор изобретения, радиус заготовки получается хоть и не значительно, но больше радиуса самой оправки.
Умея пользоваться сваркой, болгаркой и вспомогательными инструментами, данное приспособление можно изготовить менее чем за 1 день.
Представляем пример таблицы допустимых радиусов для труб круглого сечения.
Изготовление электромеханического трубогиба
В конструкции электромеханического трубогиба можно выделить три основных рабочих органа: один нажимной и два опорных (ведущих) вала. Отсюда и название станка – трехвалковый прокатный трубогиб.
Подобное устройство имеет довольно сложную конструкцию, поэтому, если вам не удалось раздобыть чертежи самодельного трубогиба, рекомендуем каждый его элемент вначале нарисовать на бумаге (хотя бы в виде эскиза). А о том, какими размерами и характеристиками должны обладать основные узлы будущего изделия, мы вам последовательно расскажем.
Итак, основная функция трубогиба состоит в том, чтобы сгибать детали под заданный радиус гиба. Радиус гиба зависит от расстояния между опорными катками (валами) и регулируется нажимным катком. Расстояние между опорными роликами – величина постоянная. Именно ее следует учитывать, приступая к проектированию станка.
Расстояние между нижними вальцами зависит от минимального радиуса гиба. Определяя его, учитывайте, что чем меньше расстояние между вальцами, тем тяжелее опускать прижимной ролик и тем тяжелее пропускать между валами заготовку. И наоборот: чем больше расстояние, тем легче крутить. У меня, если память не изменяет, расстояние около 35-40 см. Валы прокручиваются достаточно легко: я гнул минимальный радиус около 50 см, но можно и меньше.
Радиус гиба (радиус дуги) рассчитывается по простой геометрической формуле.
Руководствуясь ею применительно к своему оборудованию, можно быстро отрегулировать станок на заданные параметры.
Изготовление вальцов
Для изготовления вальцов следует поискать надежные материалы, которые уже успели пройти проверку на прочность. Кто-то использует роторы от электродвигателей старых стиральных машин или шкворни от автомобиля КамАЗ, кто-то – круги из углеродистой стали. На самом деле вариантов множество, главное – не забывать о том, что выбранный материал должен быть достаточно прочным. Пользователь Dva11, к примеру, использовал ступицы колес от старой поливальной установки.
Диаметр ступицы – 75 мм, длина – 110 мм, подшипники подбирал по ступице (подошли 205). Мне пришлось купить 5 подшипников и 1 шкив, остальные детали изготовил из металлолома.
Ровные цилиндрические валы – вариант универсальный. С их помощью гнут трубы различного сечения. Если профиль валов привести в соответствие с профилем сгибаемых труб, то качество гиба заметно улучшится.
Можно также использовать болванки, рассчитанные на разные профили сгибаемых заготовок.
В идеале на валы устанавливаются съемные насадки или кольцевые прижимы (ограничители), с помощью которых профиль вальцов регулируется по ширине трубы.
В конструкцию вальцов я внес некоторые усовершенствования: на крайние валы, там, где находятся ограничители, сделал насадки под трубу. Испытания проводились на трубе размером 1 дюйм. Насадки заменяются легко. Для этого одну сторону подшипников я сделал скользящей. Насадка сделана из стали 65Г (плюс закалка). Износа фактически нет, а твердость – напильник не берет.
Речь идет вот об этом размере.
Если прижимной ролик, предназначенный для гибки прямоугольных труб, будет иметь посередине небольшую выпуклость, это поможет сохранить геометрию сгибаемого профиля. Ролик будет вдавливать верхнюю стенку трубы вовнутрь, не давая заготовке раздаваться в стороны.
Конструкция рамы
Определившись с межосевым расстоянием и конструкцией вальцов, можно размечать заготовки деталей для рамы. Опираясь на опыт пользователей FORUMHOUSE, следует сделать вывод, что самые прочные рамы получаются из стального швеллера (шириной – не менее 80 мм). Этот материал легко достать, поэтому можно смело брать его себе на заметку.
На фото – станок на стадии изготовления. А вот чертеж, который взят за основу.
При выполнении работ в первоначальные чертежи были внесены некоторые изменения.
Представленный чертеж не является обязательным руководством к действию, но дает объективное понимание того, как устроен прокатный трубогибочный станок.
Прижимной механизм
Многие умельцы делают прижим из обычного автомобильного домкрата (механического или гидравлического). Тех усилий, которые он способен создать, вполне достаточно для того, чтобы придать металлической заготовке нужную конфигурацию.
В качестве прижимного винта использовал старый винтовой домкрат от газели. Гнет легко две трубки 20х20.
Если использовать гидравлический домкрат, то он должен быть рассчитан на 2 тонны или более. Основное достоинство гидравлического прижима состоит в том, что работать им можно, не прилагая особых усилий. Преимущества винтового домкрата: им проще выставить радиус гиба.
Вместо механического домкрата часто используются самодельные винтовые прижимы. Они также позволяют гнуть заготовки в точном соответствии с заданными параметрами.
А чем же винт хуже домкрата? Заказать у токаря винт с меньшим шагом резьбы, чтобы меньше усилия прикладывать при вращении. Это на порядок дешевле домкрата обойдётся.
Электрический привод
Чтобы пропустить заготовку через станок с помощью механической ручки, потребуется приложить немало усилий. Поэтому механизация ручного труда – цель вполне обоснованная.
Гнуть трубы «с чашкой кофе в руках» поможет подходящий электродвигатель и небольшой механический редуктор. Эти устройства устанавливаются на раму трубогибочного станка в соответствии с подготовленными чертежами. Ведущую звездочку, установленную на валу редуктора, можно соединить с опорными валами металлической цепью (например, от ГРМ легкового автомобиля).
Лет 15 валялась в гараже электроталь на 380В, все думал, куда ее приспособить. Весит 40 кг, а поднимает – до 500 кг. Давно уже купил маленькую таль, которая при весе 8 кг поднимает столько же. Так вот: разобрал, удалил все лишнее, после чего получился электродвигатель и редуктор в одном флаконе. Весит это хозяйство 6–7 кг.
Мы рассмотрели основные элементы трубогибочного станка, который при желании и определенной смекалке вполне можно изготовить самостоятельно. В заключение статьи поговорим о том, как правильно использовать это оборудование, чтобы не испортить заготовку.
Технология гибки
Гибка трубы на самодельном трубогибе должна быть последовательной. Это ключевое правило, которое необходимо соблюдать, независимо от размеров заготовки.
Последовательная гибка – это гибка в несколько проходов (с каждым проходом радиус гиба постепенно уменьшается).
Главное – не торопить события и не давить помногу. Как правило, готовые дуги выходят после четырёх прокаток. Небольшие отклонения в плюс или минус легко догибаются или разгибаются руками – проверено на практике.
Последовательная гибка позволяет значительно снизить нагрузку на рабочие оси гибочного оборудования и защищает профиль трубы от чрезмерных деформаций.
Если вы всерьез заинтересовались самостоятельным изготовлением трубогибочного станка, рекомендуем посетить раздел нашего портала, который посвящен данному вопросу. Там вы найдете не только ценные рекомендации, но и готовые чертежи, успешно применяемые на практике. Если изготовление трубогиба кажется вам занятием неоправданным, то познакомьтесь с информацией о том, как гнуть квадратные трубы простыми способами. О том, как устроены самодельные приспособления для загибки арматуры, вы узнаете из соответствующей статьи. А видеосюжет, посвященный строительству домашней теплицы, расскажет вам о том, как правильно использовать гнутые металлические конструкции по их прямому назначению.
Дорновый трубогиб — гнем трубы без сплющивания
Дорновый трубогиб выглядит весьма специфически, но пользуется огромной популярностью во многих отраслях, начиная от производства мебели и заканчивая автомобилестроением. Такие станки имеют ряд достоинств. Рассмотрим конструкцию, особенности эксплуатации и, самое главное, остановимся на том, можно ли собрать подобный инструмент своими руками?
1 В чем особенность дорнового трубогиба?
В жизни человека встречается множество конструкций из труб. Из этих полых заготовок делают турники, различные элементы декора, но они имеют и куда более серьезное значение. Именно трубы являются основной составляющей водо-, газо- и нефтепроводов. А что говорить об автомобилестроении, где множество деталей сделаны именно из подобных элементов, например, выхлопная система.
В ответственных конструкциях желательно, чтобы изделие было монолитным, без лишних стыков, швов и т. д. Ведь места соединений очень ненадежные, в них образуются течи, что иногда может быть жизненно опасным. Чтобы не создавать швы на углах, берут монолитные трубы большой длины и сгибают. Для этого как раз и используется инструмент с вполне бесхитростным названием – трубогиб. Его особенность в том, что закругление получается почти ровным.
Если пытаться сделать такую операцию вручную, через колено, например, то вы увидите сплющенное сечение, что сводит на нет дальнейшую возможность эксплуатации трубы.
Сегодня разнообразие трубогибов весьма велико. Можно найти роликовые, обкатные и арбалетные конструкции. Интересующие нас дорновые трубогибы используются для работы только с тонкостенными изделиями. Массивные трубы деформировать с его помощью не удастся. Они нашли свое предназначение в авиа- и кораблестроении, с их помощью сгибают различные декоративные элементы, части мебели. Также они являются незаменимыми инструментами при производстве транспортных средств, начиная от велосипедов и заканчивая автомобилями.
В чем особенность приспособления со столь странным названием? Для начала следует определиться с понятием «дорн». Это просто направляющая, ее вставляют внутрь трубы и место изгиба получается ровным без складок и иных дефектов. Так могут работать как ручные, так и полуавтоматические или автоматизированные трубогибы. В металлобработке есть процесс дорнования, созвучность обусловлена схожим принципом обращения с подопытными изделиями.
Естественно, автомат пользуется большим спросом, ведь в этом случае свести человеческие трудозатраты получается к минимуму, а производительность, наоборот, максимальная. Полуавтоматы могут выполнять те же задачи, только не с такой скоростью, но и их стоимость гораздо ниже автоматических машин. Конструкция и материал дорна для трубогиба определяется сферой использования инструмента и обрабатываемыми деталями. Например, гибка медных труб осуществляется посредством стальной, латунной либо пластиковой направляющей.
2 Технические характеристики и принцип работы
На производстве большим спросом пользуются машины с ЧПУ. К их преимуществам относится возможность получения загибов высокой точности. На механическом приборе добиться такого результата очень сложно. Автоматизированное оборудование оснащено компьютером, с помощью которого задаются нужные параметры: давление прижима, позиция дорна, с какой скоростью должен поворачиваться гибочный узел и т. д. Кроме того, современные машины с ЧПУ хранят в памяти необходимые данные: характеристики обрабатываемых изделий, параметры оснастки и пр.
Рама станка обычно делается из высокопрочной стали, а чугунная головка способна создать высокий гибочный момент. Очень часто положение головки отображается на экране. Некоторые модели таких трубогибов, например, ERCOLINA GIGABENDER GB90 и GB100, отличаются двумя методами зажима – пальцевый и верхний. В первом случае гибочный рычаг не испытывает нагрузок, а во втором появляется возможность линейного перемещения трубы за счет зазора между верхним зажимом и обрабатываемой поверхностью.
Для улучшения характеристик инструмент имеет гидравлический бустер. На протяжении всего рабочего цикла прижимная планка сопровождает обрабатываемый элемент, а потом возвращается в исходную позицию. При этом ее манипуляции происходят за счет гидроцилиндра и строго по заданной программе. Гидравлический патрон зажима, расположенный на линейных направляющих, имеет механические упоры. С помощью последних задается плоскость поворота трубы.
3 Реально ли собрать такой трубогиб своими руками?
Стоимость такого оборудования может достигать нескольких тысяч долларов, конечно, речь идет об автоматизированных машинах. Однако если трубогибочный станок нужен для домашнего пользования, то есть смысл сделать его своими руками. Для этого рассмотрим конструкцию и основные узлы простейшего трубогиба с дорном.
Устройство состоит из массивной рамы, на которой крепятся все детали. На валу корпуса фиксируются многоручьевые гибочные ролики, зажимные колодки и эксцентрики, с помощью которых крепятся в необходимом положении обрабатываемые трубы. Чтобы правильно изогнуть изделие, необходимо упорное приспособление, которое и будет задавать направление трубы. Оно состоит из упора с прижимными колодками, скобы и клина. А руководить этим направляющим узлом будем посредством винта со штурвалом.
Еще на раме крепится и натяжной кронштейн, в котором установлены дорновые оправки с тягами. Последние элементы необходимы для обеспечения максимально качественного изгиба. Оптимальный размер тяг составляет 0,4 длины обрабатываемого изделия. Именно такая пропорция позволяет делать несколько прогибов на середине трубы с последующим разворотом. В этом случае полый элемент опять надевают на оправки и осуществляют изгиб ее второй половины.
В рабочее состояние гибочный стан трубогиба, который мы делаем своими руками, приводится с помощью лебедки и пары полиспастов. Последние состоят из блоков и стальных канатов, концы которых прикреплены к гибочному сектору. Изменением направления лебедки обеспечивается рабочий ход гибочного ролика и его возвращение в исходное положение.
Конечно, собрать своими руками корпус дорнового трубогиба непросто, и без специального технического образования сделать это будет невозможно. Но если определенные навыки и желание есть, подобная задача становится посильной.
Разбираем конструкцию дорнового трубогиба для гибки труб
На заводах и больших предприятиях необходимо прокладывать без преувеличения километры трубопроводов. И трубы эти желательно монтировать как можно качественнее, сводя к минимуму вероятность появления прорывов, образования опасных участков и т.д.
Как известно, самый безопасный отрезок трубы – это отрезок, который не скрепляли фитингами. Монолитная труба хорошо держит давление и вряд ли прорвется даже при высочайших температурах, чего не скажешь про трубы соединенные фитингами, пусть и очень надежными.
Трубы, обработанные с помощью дорнового трубогиба
Но гнуть трубы руками – гиблое дело. Для этого давно уже придумали различную технику, работающую на электричестве. Об одном из эффективнейших образцов электрических трубогибов мы вам сейчас и расскажем.
Принцип действия трубогиба
Трубогиб – специальный инструмент для быстрого и эффективного формирования различных трубных заготовок. С его помощью можно загибать трубы на любой угол и радиус поворота. Как правило, ограничения касаются только радиусов загиба, что меньше 2 радиусов самой трубы. То есть по сути их можно гнуть практически под углом в 90 градусов.
Это ли не показатель полезности гибочных станков. Ведь в противном случае системы пришлось бы собирать из фитингов. А это лишняя морока и формирование потенциально опасного участка (если прямые муфтовые соединения хорошо сопротивляются нагрузками, то в угловых участках они серьезно возрастают)
Современные трубогибы собирают из самых разнообразных материалов.
- арбалетного типа;
- гидравлические;
- электрические;
- самодельные;
- ручные.
И это только группировка по типу. А ведь есть еще деление по способу приложенных усилий. Вариантов, как видите, масса.
Все они используют одну и ту же схему гибки изделий, внося мелкие коррективы. Труба всегда загибается посредством ее фиксации на станке, а затем давления на один из участков.
Некоторые модели трубогибов, например, арбалетные и гидравлические, имеют одну единственную насадку, что воздействует на трубу точечно. Другие же пользуются специальными роликами, наматывающими часть изделия на себя, тем самым загибая его на нужный радиус.
Трубогибочный станок с дорном относится к последним. Но он отличается от стандартных электрических станков, так как имеет, специальное приспособление – дорн.
О применении дорновых трубогибов
Прежде чем прояснить назначение дорна и его преимущества, разберемся в процессах, что происходят внутри трубы, в момент ее изгибания. Разобравшись, вам станет проще понять, зачем же дорн собственно нужен, и почему без него иногда просто не обойтись.
Стационарный дорновый трубогиб
Итак, любая труба, как мы уже говорили, загибается посредством приложения к одной из ее частей механических усилий. А если быть проще, то давления.
В этот момент на стенках изделия действуют прямо противоположные силы. Внутренняя стенка (та что располагается в месте загиба трубы) начинает сильно деформироваться на сжатие.
На профессиональном языке говорят, что «труба пускает гофру». То есть становится волнистой, как бы сморщенной. Такая реакция – следствие накопления большого количества металла в одной из сторон, ему попросту некуда деваться, а так как изнутри заготовку ничто не стабилизирует, то выливается это в подобных ситуациях.
На внешней стенке происходят процессы иного порядка. Здесь металл растягивается, становится тоньше, что приводит к другому проблемному моменту – ослаблению в конкретной точке. При гибке на большие радиусы не исключено ослабление стенки на 50%, а то и больше.
Как результат, труба деформируется без сохранения изначальной прочности. Не всегда так бывает, но это стоит учитывать. Особенно негативным деформациям подвержены трубы тонкостенные, из мягких металлов. Тут без внутренних стабилизаторов, коим дорн по сути и является, не обойтись.
Дорн – это и есть тот самый стабилизирующий элемент, применяемый на станках для гибки тонкостенных труб. Он являет собой металлическую пружину большой длины, иногда обработанную полиуретаном. Дорн просовывают внутрь заготовки, а затем уже загибают. Такое решение продиктовано особенностям деформирующих сил.
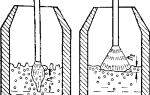
Сравнение труб обработанных дорновым (сверху) и бездорновым (снизу) трубогибами
Если внутри трубы имеется стабилизатор, то гнуться она будет плавнее. Нельзя сказать, что деформации удастся полностью избежать. Закон сохранения массы и энергии четко говорит, что если где-то убавилось, то где-то прибавилось. Но последствия будут практически незаметны.
В то же время бездорновый трубогиб гнет трубу так, как получится. И тут уже никто не гарантирует вам, что результат на выходе вас удовлетворит.
Бездорновый трубогиб справится со стальными толстостенными трубами, а вот тонкостенные модели может и повредить. Причем безвозвратно, починить такую трубу уже нельзя, можно только удалить деформированное место, а оставшиеся обрезки использовать по назначению.
Виды и отличия
В основном трубогибы делятся на дорновые и бездорновые. Дорновый трубогиб дороже, это всегда мощный стационарный станок. Бездорновый трубогиб может быть как мобильным, так и стационарным.
Этих моделей намного больше. Бездорновый трубогиб стоит дешевле дорнового, но только если речь идет о сравнении моделей из одной категории. Это надо четко понимать.
Дорн – всего лишь полезная надстройка над гибочным станком. Она отнюдь не играют решающей роли, хоть и действительно помогает людям справляться с задачами эффективнее и быстрее. Как дорновый так и бездорновый трубогиб стационарного типа работает на электричестве.
В этом плане их делят на:
Дорновый и бездорновый трубогиб автоматического образца – самый дорогой и продвинутый вариант. Работает такая техника за счет специально встроенного процессора или ЧПУ. Она нуждается в минимуме рабочего персонала и максимально эффективна.
Насадка с фиксатором дорнового трубогиба
Вам нужно всего лишь задать несколько рабочих параметров, таких как: класс трубы, тип материала, угол и радиус загиба, а затем запустить систему. Остальные операции станок проделает сам.
Полуавтоматические модели нуждаются в большем контроле. Здесь уже разброс по степени управления может быть очень большим.
От моделей, полностью зависящих от внешнего управления, до образцов с примитивным ЧПУ, успешно выполняющих деформирование простейших изделий, но все еще нуждающихся в контроле.
Автоматические трубогибы намного дороже полуавтоматических. Впрочем, это не значит, что они явно лучше. Хороший мастер, использующий полуавтоматический бездорновый трубогиб со своей работой может справиться и быстрее.
Не говоря уже о качестве работ. Автоматика, конечно, может идеально отработать по заданным параметрам, но что делать, если в параметрах ошибка, или же они не соответствуют действительности?
Например, производитель указал не тот класс качества материала, был использован более мягкий металл и т.д. Робот такие вещи не заметит, а вот человек – вполне.
Использование дорнового трубогиба (видео)
Использование дорновых станков
Рассмотрим процесс взаимодействия с полуавтоматическими дорновыми станками на примере стандартного оборудования, наматывающего трубу на круглый вал.
- Устанавливаем трубу в заготовку.
- Фиксируем ее зажимами.
- Просовываем внутрь дорн.
- Фиксируем дорн.
- Устанавливаем круглую насадку в рабочее положение.
- Крепим насадку к загибочному валу.
- Затягиваем фиксаторы до упора.
- Плавно загибаем трубу до нужного угла. Если пережали – ничего страшного, можете дать обратный ход. За счет действия дорна заготовка не разрушается, поэтому такие действия допустимы.
Вот и весь процесс. Ничего сложного, не так ли? Всего-то нужно правильно зафиксировать трубу (это делается сразу в нескольких местах, с помощью винтовых зажимов), просунуть внутрь дорн, установить насадку и выполнить работу.
Предназначение дорнового трубогиба с ЧПУ
Дорновый трубогиб с ЧПУ – оборудование для высокоточной и качественной обработки труб с целью получения изделий, имеющих различные формы и диаметр.
Дорновый трубогиб с ЧПУ – оборудование, предназначенное для обработки труб с сохранением пропускной способности. Агрегат рекомендуется применять по отношению к тонкостенным трубам. Он хорошо справляется с изделиями из меди, нержавеющей стали и алюминия.
Способность к высокоточной обработке обусловила популярность трубогибочных станков. Он используется как на промышленных предприятиях, так и в бытовых условиях.
Классификация
Дорновые трубогибы делятся на следующие виды:
Полуавтоматические приборы имеют высокую производительность и используются промышленными предприятиями. Они позволяют осуществлять большие объемы работы. Имеют высокую стоимость, поэтому для бытовых целей используются редко. Полуавтоматическим прибором гибка труб выполняется с высокой точностью. Остальная работа осуществляется сотрудниками завода (оператором, или помощником оператора), на котором применяется агрегат.
Автоматический аппарат обладает большей функциональностью, и осуществляет всю работу самостоятельно. Прибор формирует проект, создает программу его осуществления, после чего выполняет необходимые задачи. У ручных аппаратов отсутствует числовое программное управление, поэтому для этой цели они почти не используются. Принцип действия полуавтоматических и автоматических агрегатов схож, но функции различаются в зависимости от конструкции.
По конструкции устройства делятся на приборы, имеющие:
- арбалетную комплектацию;
- гидравлический привод;
- электрическую систему;
- ручную систему;
- комплектацию, изготовленную своими руками.
Аппарат имеет простой принцип работы: после фиксации заготовки обеспечивается нужный изгиб. Задача осуществляется под давлением. Схемы воздействия могут отличаться в зависимости от модели. Дорновым трубогибом задача выполняется благодаря наличию специального элемента. Этим элементом является дорн.
Преимущества
В сравнении со своими аналогами дорновые трубогибочные инструменты имеют ряд преимуществ, обеспечивших его востребованность:
- выполнение качественной и точной гибки на тонкостенных заготовках;
- низкий риск повреждения изделий из мягкого металла;
- наличие внутреннего стабилизатора, защищающего изделие от деформации.
В качестве стабилизатора используется прочная пружина. Покрытие из полиуретана усиливает прочность пружины, и улучшает ее функции. При использовании устройств другого типа образуется волнистость или гофра. Даже если автоматический дорновый инструмент создаст деформацию, она не станет причиной утолщения или сужения стенок. Высокая скорость работы, достигаемая трубогибами, позволяет его использоваться для серийной обработки заготовок.
Содержание и стоимость
Приборы, имеющие дорновую конструкцию, требуют осторожного обращения и периодической чистки. Основными элементами конструкции являются сложносопрягающие механизмы, которые нуждаются в обслуживании.
Станки каждой модели имеют ограничения по формату труб, для обработки которых они могут использоваться. Агрегат отличается большими габаритами, поэтому для него требуется просторное помещение.
Стоимость аппаратов достаточно высока. Это обусловлено тем, что их предполагается использовать для масштабных работ. Наиболее дешевые модели применяются для обработки мелкоформатных труб. Бюджетная группа приборов представлена полуавтоматическим оборудованием. Автоматическими станками обзавестись сложнее по причине более высокой стоимости. Они применяются в промышленных целях.
Самые популярные модели
Наиболее востребованными в силу своих технических характеристик являются модели компании:
- MASTER (СЕ-51);
- Cansa Makina (CNC76, CNC51, CNC38);
- ARCOR (DBM 25T–DBM 120T).
Компания MASTER занимается производством полуавтоматических дорновых трубогибов с числовым программным управлением. Они позволяют вращать в пространстве заготовку для обработки. Имеется возможность произвести зажим трубы при обработке. В процессе работы дорновый механизм автоматически смазывается.
Cansa Makina специализируется на изготовлении моделей, имеющий автоматический принцип работы. Приборы способны обрабатывать заготовки различного диаметра. Достоинством агрегатов является минимальный показатель погрешности в процессе работы.
Фирма ARCOR производит модели, которым свойственна высокая функциональность и эффективность. Аппараты способны заниматься гибкой труб, имеющих большой диаметр. Они позволяют создать изделия с разным направлением сгибания и несколькими ручьями.
Трубогиб своими руками
Трубогибочный станок с ЧПУ – дорогостоящее оборудование, доступное для крупных предприятий, располагающий достаточным бюджетом. Но для домашних целей такой прибор можно изготовить своими руками. Он будет обладать меньшей производительностью, чем профессиональный агрегат. Такое устройство сможет справиться с обработкой заготовок из мягких металлов небольшого диаметра.
Наиболее важным элементом комплектации является массивная рама, на котором будут располагаться остальные части агрегата. После изготовления массивной рамы конструкция дополняется:
- многоручьевыми гибочными роликами;
- эксцентриком;
- зажимными колодками.
Для создания нужного давления потребуется упорное приспособление. Управление элементом осуществляется благодаря штурвалу. В качестве основания могут использоваться трубки из стали. Лебедка выполняет функции привода аппарата.
Изготовить трубогиб дорновой конструкции самостоятельно можно при наличии специального образования. Если прибор планируется использовать для работы с трубами, имеющими большой диаметр, рекомендуется покупка заводского агрегата. Самодельное оборудование не способно справиться с такой задачей.
Преимущества дорновых трубогибов
Дорновый трубогиб позволяет получить сколь угодно сложный изгиб без применения физической силы. В чем преимущества работы с устройством рассмотрим далее.
Ручная гибка труб — редкое явление. Давно существуют электрические устройства, позволяющие получить сколь угодно сложный изгиб без применения физической силы. Одним из них выступает дорновый трубогиб. В чем преимущества работы с устройством? Каковы его достоинства и недостатки? Как работает инструмент? Ответы на эти и другие вопросы — далее.
Специфика дорновой гибки труб
Дорном называется стабилизирующий элемент, применяемый на станках для гибки тонкостенных труб. Его задача — сделать место изгиба лишенным каких-либо деформаций, складок, иных дефектов. В качестве дорна обычно применяется длинная металлическая пружина, что, в ряде случаев, покрывается полиуретаном с целью наилучшей стабилизации.
Эту пружину перед началом работы суют в заготовку, помещенную на дорновом трубогибе, после чего загибают под требуемым углом. Наличие стабилизатора — залог получения плавного места сгиба. Его сложно получить, если использовать любой бездорновый трубогиб. Он, конечно, способен ровно согнуть заготовку, но только толстостенную; трубы с тонкими стенками он неизбежно повредит.
Металлическая заготовка принимает криволинейную форму под действием давления. В этот момент на трубу действуют силы, посредством которых внутренняя стенка сжимается, а внешняя — растягивается. На первой образуется большое количество металла (которому попросту некуда деться), на второй же происходит ослабление прочности материала. При гибке на большие радиусы в промышленных условиях возможно ослабление стенки наполовину, то есть труба существенно ухудшает заложенную прочность. Это особо негативно сказывается на тонкостенных заготовках. Дорновая установка для гибки минимизирует потерю физических свойств, чем бездорновый трубогиб не может похвастаться.
Достоинства и недостатки установок
- если используется автоматический или полуавтоматический трубогиб с дорном, можно получать деформируемые трубы в режиме серийного производства;
- исключение появления волнистости («гофры»);
- деформация заготовки не сопровождается изменением толщины стенок.
Как любой иной промышленный агрегат, трубогибочный станок с дорном требует тщательного ухода. Эта необходимость считается главным недостатком машины. Другими минусами трубогибов являются:
- большинство установок ограничены в работе с трубами разных форматов;
- большой вес;
- устройство занимает много места на производственной площадке, не говоря о невозможности использования его дома;
- машины требуют регулярных вложений в запчасти и расходные элементы;
- при необходимости, монтаж и транспортировка обойдутся очень дорого.
Однако достоинства перекрывают недостатки. К тому же, любой бездорновый трубогиб имеет такие же минусы. Теперь — несколько слов о составных частях машины и принципе ее действия.
Устройство трубогиба
- матрица для фиксации заготовок;
- подвижный регулируемый прижим;
- образующая дорна;
- загибочный вал;
- станина.
Это — лишь основные элементы машины. Если на примере полуавтоматического дорнового трубогиба рассмотреть процесс работы, он, в общем случае, будет выглядеть так:
- Заготовка для гибки помещается в матричный профиль, размер которого равен диаметру изделия, после чего фиксируется двигающимся прижимом.
- Внутрь трубы вводится стержень из стали с жестко закрепленным дорном, после чего последний фиксируется.
- В исходное положение ставится насадка и крепится к загибающему валу.
- Фиксаторы на прижимах затягиваются до упора.
- Производится загиб трубы на нужный угол.
В случае пережима заготовки устройству дается обратный ход. Поскольку используется дорн, разрушение металлического изделия исключается, и действие допустимо. Приводится обзор известных устройств для дорновой гибки труб.
Классификация трубогибов с дорном
- ручные;
- полуавтоматические;
- автоматические.
Необходимость регулировки оператором каждого отдельного элемента вроде огибающего ролика, стержня — задача ручных трубогибов. Полуавтоматический дорновый трубогибочный станок позволяет программировать некоторые параметры, например, уровень выдвижения стержня. Самые «навороченные» модели способны постоянно смазывать движущийся элемент, пока он деформирует заготовку. Автоматические станки более известны как «станки с ЧПУ» обладают теми же функциями, что и предшественники, а также регулируют скорость вращения дорна. Модели с ЧПУ и п/а больше ручных компенсируют пружинные свойства заготовки. Этим же не может похвастаться бездорновый трубогиб.
Три рассмотренные группы — единственные, четко определяющие классификацию станков. Но есть и иные критерии, по которым они различаются, например:
- радиус гиба (чем больше роликов-матриц, тем выше функционал машины и шире диапазон допустимых радиусов);
- скорость вращения ролика и дорна;
- угол гиба заготовки.
Несмотря на практическую пользу трубогиба с дорном, позволить себе его может далеко не каждое предприятие. Поэтому настоящий умелец может самостоятельно собрать ручной дорновый трубогиб, который ничуть не уступит продаваемым аналогам.
Как собрать трубогиб с дорном своими руками
- массивная опорная рама;
- роликовая матрица с набором рабочих размеров;
- направляющая дорна, служащая опорой для заготовки;
- передний прижим, профиль которого повторяет гибочную матрицу;
- оправку для дорна и другие детали и узлы.
Желательно, чтобы данное устройство имело рычажный привод, однако с задачей вполне справится обычный гидроцилиндр. На строительных форумах имеются советы, как лучше собрать устройство для гибки трубы с дорном, и даже чертежи с подробными спецификациями.
Дорн — компенсирующее звено станка для сгибания металлических труб. Его наличие делает полученную конструкцию надежнее, прочнее и долговечнее, поскольку деформация трубы происходит без образования «гофры» с одной стороны и «растянутого металла» с другой. Этим не может похвастаться бездорновый трубогиб, более распространенный на производствах. Если вы находите представленный экскурс в теорию вопроса неполным, можете поделиться своими знаниями в комментариях к статье.