Содержание
- Литье свинца
- Технологический процесс литья из свинца
- Формы для выплавки свинца
- Литье свинца под давлением
- Область применения литья из свинца
- Грузики для рыбалки своими руками — варианты изготовления
- Форма для грузил из герметика
- Изготовление формы для литья грузиков
- Как покрасить свинец
- Алюминиевые формы для литья грузиков
- Как сделать грузило из свинца
- Изготовление формы для литья свинцовых грузил
- Отливка грузила из свинца в самодельную гипсовую форму
- Как сделать рыболовные грузила своими руками? Отливка грузила
- Пошаговая инструкция изготовления формы для отливки
- Пошаговая инструкция отливки грузила
- Форма для литья «ушастых» грузил (чебурашек)
Изготовление форм для литья грузил из свинца
Литье свинца
Свинец и его сплавы широко используют для изготовления шрифтов, подшипников скольжения и множества небольших деталей. Кроме того, свинец является основным компонентом аккумуляторных батарей разной емкости.
В быту свинец используют для получения рыболовных снастей, грузов для балансировки колес и пр.
Большая часть деталей машин и узлов, изготавливаемых с использованием свинца, производят, применяя литейные технологии.
Технологический процесс литья из свинца
Свинцовые сплавы — это многокомпонентные составы, которые могут содержать в своем составе до 10% меди. Ее наличие существенно повышает температуру плавления. Второй по значимости компонент – сурьма. Основное достоинство свинцовых сплавов является то, что для работы с ними можно использовать формы практически любой конфигурации, при довольно небольших давлениях. Температура плавления свинца довольно небольшая – 325-350 градусов и это позволяет отливать свинцовые детали в домашних условиях.
Для литья свинца применяют технологию литья под давлением. В качестве печей для расплава применяют оборудование, работающее на различных видах топлива – газа, мазута, кокса и электрической энергии. Это оборудование должно обеспечивать выполнение следующих требований:
1. Минимальное время, затрачиваемое на плавку.
2. Минимальные потери материала.
3. Минимальный расход топлива.
4. Безопасную и комфортную работу.
Для получения расплава свинца и его сплава температуры обеспечиваемой в печах достаточно для плавления свинца.
Обработку свинца производят в тигельных печах. Главное отличие этого класса оборудования заключается в том, что расплав не входит в контакт с продуктами сгорания топлива. Свинец и его сплава плавят в печах с металлическими или графитовыми тиглями, которые могут работать на нескольких видах топлива.
Тигельные печи выпускают в двух исполнениях:
• стационарное;
• поворотное.
Печи с графитовыми тиглями для литья позволяют выполнять плавку различных металлов – и свинец, и олово, и алюминий. Причем переход с одного металла на другой происходит с минимальными затратами. Но тигли, выполненные из графита, обладают невысокой стойкостью и поэтому чаще применяют тигли, выполненные из чугуна.
Процесс литья свинца
Процедура получения свинцовых деталей выглядит следующим образом. Свинцовые чушки или лом погружают, где и происходит переход свинца из твердого состояния в жидкое. После этого жидкий материал разливают по подготовленным моделям.
Принцип отливок в промышленности и домашнем хозяйстве одинаков, ключевые различия заключаются только в масштабах.
Формы для выплавки свинца
Как уже отмечалось ранее, свинец для получения деталей отливают в формы. Формы для литья изготавливают из разных материалов – в промышленности используют сталь, чугун, графит, алюминиевые сплавы. В домашних условиях используют песок, гипс, силикон и другие материалы.
Форма свинцовой отливки может быть изготовлена руками, но чаще всего применяют механизированное оборудование. Тем более что во многих домашних мастерских можно встретить хоббийное механическое оборудование.
Конструктивно форма для отливки свинцовых изделий состоит из нескольких частей:
1. Собственно форма, как правило, включающая в свой состав две части.
2. Плавкие или неплавкие стержни, направляющие и замки.
Для изготовления гипсовой формы необходимо подготовить две коробки, выполненные из дерева. Затем, гипс, разведенный до сметанообразного состояния гипс, заливают в деревянную коробку. После того как через некоторое время гипс начнет застывать, в это время можно в него установить будущее изделие. При этом оно, должно быть, погружено в гипс наполовину. Так будет сформирована первая половина формы. Аналогичную операцию необходимо выполнить для получения второй формы. После того как гипс высохнет форма будет готова. Для того, что бы можно было заливать расплавленный свинец во время изготовления формы необходимо сформировать литьевое отверстие.
Формы для литья цинковых изделий
Перед тем как залить в форму ее рабочую поверхность необходимо смазать маслом. Это облегчит в дальнейшем разборку формы. После того как заготовка готова ее достают из формы и подвергают механической обработке.
Детали можно получать, применяя различные виды материалов для изготовления форм. Например, литье в металлические формы, это самый распространенный вид, применяемый на производстве. Для изготовления форм применяют чугун, сталь и алюминий. В промышленных масштабах изготовление литейных форм из металла не составляет особого труда. Вся документация, необходимая для изготовления форм, разрабатывается в конструкторском бюро и передается в производство, где и происходит ее изготовление.
Силиконовая форма для литья свинца
Один из способов получения свинцовых отливок — это литье свинца в силиконовую форму. Изготовление литьевой формы из силикона, пожалуй, самое длительное по времени. Дел в том, что практически все операции по созданию формы производят вручную, нанося силикон на макет слоями и тщательно его, выравнивая руками. Кроме того, надо учитывать, что нанесенный слой должен просохнуть, а это 10 – 15 минут. Но в этом случае результат оправдывает ожидания и на выходе будет получена многооборотная форма.
Литье свинца под давлением
Технологию литья под давлением применяют в том случае, если стоит задача производства небольших отливок с тонкими стенками.
Эта технология имеет определенные преимущества:
1. Высокая точность отливок.
2. Высокое качество поверхности.
3. Отсутствие необходимости проведения дальнейшей механический обработки отлитых изделий.
4. Возможность изготовления заготовок со сложной конфигурацией.
5. Высокая производительность комплекса литья под давлением.
6. Низкое количество некондиционных изделий.
7. Экономия средств и ресурсов при изготовлении крупных партий отливок.
Область применения литья из свинца
Свинец входит в первую пятерку используемых в быту и промышленности цветных металлов. Он уступает только алюминию, меди и цинку.
Свойства свинца и определили сферу его применения. Основной потребитель этого металла предприятия по производству аккумуляторных батарей. Это вызвано тем, что свинец обладает высокой стойкостью к воздействию щелочей. Для установки в аккумуляторы используют решетки, выполненные из сплава свинца и сурьмы.
Определенные объемы свинца применяют для нужд электротехники, его используют для производства кабельно-проводниковой промышленности. Производство топлива также не обходится без свинца. Из него производят тетраэтилсвинц, используемый для повышения эксплуатационных характеристик топлива.
Область применения литья из свинца
Использование ядерной энергии породило множество технических проблем и одна из них – защита от радиации. Свинец поглощает гамма-лучи именно это свойство, позволило использовать свинец для защиты от радиации.
Лакокрасочная промышленность потребляет большое количество свинца, из его оксида производят сурик.
Литье из свинца в домашних условиях
Литье свинца в домашних условиях вполне осуществимо. Для получения расплава свинца достаточно обеспечить его разогрев до температуры 327 градусов. Для этого можно использовать газовую плиту, горелку. Некоторые умельцы умудряются использовать промышленные фены, способные разогреть воздух до 500 градусов.
Область применения свинца в домашних условиях
Как правило, литье в домашних условиях производят с целью получений рыболовной оснастки – грузил, блесен. Кроме того, из свинца отливают фигурки солдатиков, части ювелирных изделий и пр.
Грузики для рыбалки своими руками — варианты изготовления
Как и разнотипные приманки, грузила определенного веса и формы также можно изготовить в домашних условиях. Конечно же, далеко не все рыбаки являются слесарями или фрезеровщиками, и не у всех есть возможность изготовить металлические формы , поэтому в качестве материала форм можно использовать гипс или герметик . Или же обратиться к знакомому мастеру на местном заводе за металлической формой.
При успешной сделке уже через день-второй вы получите нужные формы для литья. Но предварительно нужно позаботиться об определении точного диаметра будущих шарообразных грузил и сообщить его мастеру, чтобы в итоге получить грузики нужного веса.
Если вы не сильны в математических вычислениях, можно найти в сети таблицы с указанием соответствий между диаметром и весом свинцового шарика. Также стоит помнить, что шарики из свинца и, к примеру, сплава Вуда при одинаковых размерах будут иметь разные показатели веса, так как свинец имеет большую плотность.
Как сделать форму для литья грузил из гипса (видео)
Форма для грузил из герметика
Форму для изготовления грузил или спиннинговых приманок без особых трудностей можно сделать и самостоятельно, используя гипс или силиконовый герметик , а также готовый образец. К примеру, легко и к тому же весьма необычно изготавливается форма из герметика по типу «Гермесила» и ему подобных. Главный фактор при выборе герметика – это его способность не менять физические свойства при воздействии высоких температур.
Предельные верхние показатели допустимой температуры для большинства распространенных герметиков составляют от 150 до 180°С.
В связи с этим использование чистого свинца для литья грузил не слишком уместно, так как его температура плавления достигает 350°С. Но можно взять некоторые сплавы, а именно типографский сплав, сплавы Вуда или Розе. Их температура плавления колеблется в диапазоне 60-110°, а потому при использовании таких сплавов силиконовая форма прослужит вам долгое время и отливки грузил будут качественными.
Если же за материал для грузил будет взят свинец, изготовленная форма для литья выдержит примерно 8-10 отливок . Также стоит отметить, что с каждым разом свинцовое грузило будет всё больше отдаляться от изначального идеала по причине постепенного выгорания формы з герметика.
Силиконовый герметик можно купить в специализированных магазинах со строительными материалами или же в авто-магазинах.
Хотя такая форма для литья на первый взгляд может показаться совсем ненадёжной, на деле она выдерживает довольно высокую температуру, и благодаря своим свойствам позволит сделать грузило или приманку практически любой формы.
Изготовление формы для литья грузиков
Изготовить форму не так сложно. Сначала берём небольшую коробку и полностью заполняем её качественным герметиком . При заполнении следите за тем, чтобы не образовывались пузырьки.
Далее оригинальный грузик нужно смазать раствором воска или парафина в бензине. После высыхания грузило на тонкой проволоке полностью опускается в герметик, но при этом оно не должно касаться стенок самой коробочки.
В таком положении образец грузика должен пребывать до затвердевания герметика. Из-за особенностей герметика этот процесс может длиться как пару дней, так и затянуться на 5-6 суток. До полной полимеризации грузик не вынимаем .
После затвердевания вещества вырезаем маленькое отверстие, через которое извлекаем образец грузила. Эластичная форма готова, а значит можно попробовать сделать свой собственный грузик из свинца или его сплава.
Заливка металла осуществляется через то самое отверстие, которое вы сделали ранее для извлечения оригинального грузика-образца. Благодаря своим уникальным физическим свойствам силиконовая форма позволяет легко доставать самодельные грузила или приманки, после чего она принимает свой начальный вид и снова готова к использованию.
Как покрасить свинец
Алюминиевые формы для литья грузиков
Алюминиевая Форма для литья грузиков (видео)
Как сделать грузило из свинца
В сегодняшних сложных экономических условиях стоит задуматься о самостоятельном изготовлении снастей и их приспособлений в домашних условиях. Тем более, что некоторые необходимые приспособления для рыбалки сделать очень просто. Рассмотрим процесс изготовления рыболовных грузил.
Для подготовки изготовления грузил из свинца нам понадобятся :
- гипс;
- свинец;
- стальное приспособление для плавки и заливки свинца;
- пластиковые стаканчики (2 шт.);
- нож или скальпель;
- сеточка для заделки швов между гипсокартоновыми плитами;
- жидкое мыло;
- оригинал грузила;
- горелка или газовая плита (костер и т. д.).
Для начала нам придется изготовить форму для литья свинцовых грузил.
Изготовление формы для литья свинцовых грузил
Ничего сложного в изготовлении формы для литья грузил нет и сделать ее сможет даже ребенок. Теперь подробно и поочередно о том как изготовить форму для заливки грузил.
1. Берем первый пластиковый стаканчик и обрезаем его как показано на фото.
2. Обрезаем второй стаканчик.
3. Вырезаем донышко нагретым ножом или скальпелем.
4. Обрезанная часть второго стаканчика с вырезанным донышком должен входить в первый стаканчик как на фото.
5. Вот так будет укладываться грузило для переднеогруженных блесен.
6. Для укладки грузила нам придется сделать прорезь стенки стаканчика с зазором под толщину проволочного поводка грузила.
7. Вот так должно это выглядеть.
8. Берем гипсовый порошок и разводим его водой. Заливаем первый стаканчик до половины раствором гипса. Делать все операции с гипсом следует быстро. В отличии от цемента он быстро схватывается.
9. Для придания жесткости конструкции укладываем сеточку для заделки швов между гипсокартоновыми плитами.
10. Заливаем гипсом сеточку по обрез стаканчика.
11. Ждем пока раствор начнет схватываться и затем укладывает по центру грузило, так чтобы оно погрузилось в раствор гипса на половину своей толщины.
12. Ждем полного высыхания, на это требуется примерно 30 минут.
13. Ножом или скальпелем делаем лунки по периметру для правильного совмещения готовых половинок формы (можно воспользоваться дрелью и сверлом).
14. Берем жидкое мыло и наносим на первую часть формы. Это необходимо делать для предотвращения склеивания частей формы. Жидкое мыло можно саменить любой смазкой.
15. Вставляем обрезанный стаканчик с прорезью для поводка таким образом как на фото.
16. Закрепляем его скотчем или изолентой.
17. Заливаем до половины высоты раствором гипса.
18. Не забываем укладывать сеточку для жесткости.
19. Заливаем до конца.
20. Ждем полного высыхания второй половины формы в течении 30 мин и разъединяем обе части.
21. Выглядеть это будет вот так.
22. Обрезаем и снимаем стаканчики с гипсовых частей формы для отливки грузил.
23. Аккуратно скальпелем или ножом поддеваем грузило и вытаскиваем его.
24. Должна получиться вот такая точная форма первой половины грузила.
25. Вот так выглядят обе части формы для грузила. Но готовыми их считать еще рано. В нашей форме еще не хватает канала для заливки свинца и канала для выхода воздуха (для связи с атмосферой), он нужен для предотвращения образования пор и раковин. Последний канал должен быть очень малого диаметра иначе он будет заполняться большим количеством свинца. Для того, чтобы сделать эти два канала спешить не надо. Лучше их сделать через сутки, гипс через это время будет еще прочнее.
26. На другой форме вы можете увидеть эти каналы.
27. Вот так должно выглядеть заливное отверстие снаружи при совмещении обоих частей формы.
28. Каналы легко можно сделать скальпелем или просверлить дрелью.
29. Дорабатываем первую части формы под укладку поводка с ушком.
30. Проверяем плотность прилегания частей.
31. На торцах делаем насечки для крепления частей резинкой. Это облегчит процесс отливки грузила.
32. Теперь наша форма готова и можно переходить к отливке грузил.
Отливка грузила из свинца в самодельную гипсовую форму
Отливать грузила в гипсовую форму очень просто и быстро.
1. Берем форму в которой находится поводок из проволоки с ушком и заливаем расплавленный свинец. На фото форма находится в руках, этого делать не стоит.
2. Свинец заливается до тех пор пока не заполнит всю полость.
3. После охлаждения разбираем форму.
4. Вытаскиваем грузило.
5. Обрабатываем грузило бокорезами и надфилем (напильником). Процесс изготовления грузила закончен.
За один час вы можете изготовить большое количество грузил различных форм и разного веса. Все зависит от того сколько у вас изготовлено форм и имеется свинца. Это сэкономит ваши расходы связанные с рыбалкой. Свинец для изготовления грузил вы можете взять со старых аккумуляторных батарей или с оболочки старых электрических кабелей.
Как сделать рыболовные грузила своими руками? Отливка грузила
-
Поделиться
Грузило одна из важных составляющих вашей оснастки, без него не обходится практически никакая снасть. И ко всему этому грузила часто срываются и теряются, а значит его можно отнести к расходникам, которые живут не очень долго.
Если вы любитель все делать своими руками, то эта статья точно для вас. Поскольку, в отливки грузил саморучно есть парочка преимуществ
Во-первых, это универсальность, вы всегда сможете сделать себе необходимое грузило любой формы и веса.
Во-вторых, это небольшая экономия. Свинец очень доступный материал и его можно достать где — угодно, например, я беру его в ближайшем автосервисе, у шиномонтажников. Вам только необходимо купить гипс, который стоит в районе 80 руб. за 5 кг.
Пошаговая инструкция изготовления формы для отливки
Изготовление грузил не долгий и не сложный процесс, но вы наверное знаете, что в каждом деле есть свои хитрости и ньюансы. Поехали!
Для начала нам нужно подготовить все необходимое:
- Контейнер;
- Гипс строительный или алебастр;
- Образец грузила или образец из любого другого материала;
- Смазка (мыльный раствор и т.п.);
- Свинец (в моём случае это грузики для балансировки колес);
Начинаем наш с процесс с подготовки грузила и контейнера к заливке гипсом. Сначало берем грузило и делаем 2 отверстия на одной линии вдоль длины грузила и вставляем туда 2 металлических прутика. Они нам необходимы, чтобы зафиксировать грузило внутри контейнера. Грузило нужно зафиксировать параллельно дну контейнера, или по уровню, чтобы гипс застыл ровно, без больших углов и перепадов.
Грузило зафиксировали, теперь замешиваем гипс. Я много экспериментировал, делал 1 к 1, мешал с пва клеем и т.п. Кстати, фотографии разные и все почти неудачные формочки. Так вот, в итоге получилась идеальная форма, которая не сыпется и без использования пва клея. Я просто хорошо размешал гипс в соотношении 2:1 с водой, не надо лишних телодвижений и гипс достаточно жидкий, чтобы отливать даже маленькие фигурки со сложной формой.
Так же желательно заармировать форму строительной серпянкой, чтобы она прослужила дольше.
После того, как форма схватилась и немного просушилась (примерно минут 30), можно сделать замки для соединения двух половин. Я делал при помощи обыкновенного ножа. Делают также при помощи сверел и других предметов, инструментов, ногтей, мышей, короче что только под руки попадется. Почему лучше нож? Потому что замки будут в форме конуса, который на мой взгляд удобнее из-за того, что можно без проблем демонтировать 2 половинку сразу после того как она схватилась, чего не получится сделать, если замок будет в форме цилиндра (после сверла).
Замки готовы? Теперь делаем смазываем форму и замки мыльным раствором в два раза. Намазали один раз, через пару минут еще раз. Тщательно смазывайте замки.
Лично я делал при помощи самодельной смазки из масла растительного и свечи. Получилось гораздо эффективнее. Для изготовления я масло и растертую свечу поставил микроволновку в пластиковом контейнере и подождал пока она полностью расплавится. Далее перемешал хорошенько и намазал в один слой на форму.
Теперь подождите пока разделитель-смазка застынет и заливайте вторую половинку, таким же раствором. Я добавил зеленый колер, чтобы они визуально отличались.
Аналогично подождите минут 30 и аккуратно отгибая стенки контейнера извлекайте формочки. Формочки довольно хрупкие будут, если хотите можете подождать побольше, чтобы они подсохли.
Далее делаем парочку небольших каналов для отвода воздуха и основной канал для заливки свинца. Также если вы хотите сделать скользящее грузило сделайте сквозной канал для гвоздя, например. А если вам нужно залить с вертлюжком просто сделайте небольшую ямку у места соединения.
Главной задачей после того как вы их вытащите и сделайте все необходимые каналы, будет их сушка. Уделите ей особое внимание, поскольку заливать свинец и плохо просушенную форму очень опасно, она может просто выплевывать свинец обратно. И не дай бог он попадет он вам на руки, или что хуже, в глаза. И обязательно соблюдайте ТБ.
Сушить формы в домашних условиях можно в духовке в несколько этапов. 1 этап сушка при температуре 15-25 градусов около 20 минут. 2 этап сушка при температуре около 40 градусов 10 минут. И заключительный этап — это сушка при температуре до 70 градусов около 10 минут. Не сушите при очень большой температуре, гипс может потерять структуру и станет рассыпчатым как песок. Если вы чувствуете что форма все еще сырая поставьте его сушить минут на 15 при температуре в 50-60 градусов.
Пошаговая инструкция отливки грузила
Форма готова. Осталось подготовить свинец и залить его. Я взял грузики для балансировки колес и разрезал их на мелкие куски, чтобы расплавилось побыстрее. Этого конечно можно не делать, поскольку проблем даже с довольно большими грузилами никогда не было.
Расплавить свинец можно на газовой плите в обычной консервной банке, либо при помощи газовой горелки. Расплавленный свинец заливаем в основной канал. Обязательно в перчатках и при помощи плоскогубцев!
Всё почти готово. Ждем минут 10 снимаем фиксаторы, в моем случае это обычные резинки и видим кракозябру, согласен моя экспериментальная формочка получилась не очень. Но если вы будете делать все как написано, у вас получится хорошая форма.
Осталось только обработать грузило. Обрезаем все лишнее и обрабатываем крупной наждачкой. Всё готово! Ничего сложного вовсе и нету.
Форма для литья «ушастых» грузил (чебурашек)
По просьбам ребят из Питерского Фишинга я занялся изготовлениемформ для литья «ушастых» грузил (чебурашек), т.к. у нас в магазинах их можно купить только одного-двух видов, да и их наличие сводит стоимость такой приманки как поролоновая рыбка к стоимости используемого крючка. Непосредственно изготовление форм для чебурашек велось на заводе, но при определённом навыке их можно сделать и дома своими руками.
После небольших консультаций и при помощи спецов мы пришли к выводу, что для ловли в наших условиях и нашими спиннингами с тестом 15-40 гр. достаточно ряда грузов 8-12-16-20-24-28 гр. После пересчета веса в диаметр я получил размер сверла с точностью до 0,1 мм, но округлять не стал, что бы не сбить ряд. Тем более, что сверло любого диаметра сейчас можно купить в магазине.
Каждая форма для чебурашек изготавливалась отдельно, т.к. уже на первом этапе стало ясно что сдваивание только усложнит задачу из-за необходимости подгонки половинок и направляющих пальцев. При необходимости их проще зажимать по несколько штук в тисках. Материал форм — алюминий или его любые модификации. Заготовки — 2 пластины размером 12х35х35 мм. Для более точного прилегания можно пластину толщиной 25 мм просто распилить пополам.
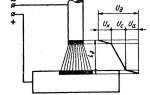
Рис.1 Форма для грузил (чебурашек)
На рис.1 дана конструкция первой половинки формы. Отличие второй описано ниже.
Для того, что бы получить вышеуказанный ряд весов необходимо взять свёрла следующих диаметров (на чертеже ф А). Для грузка в 8 гр. — 11,2 мм; 12 гр. — 12,4 мм; 16 гр.- 14,2 мм, 20 гр.-14,8 мм, 24 гр. — 15,4 мм, 28 гр. — 16,2 мм. Перо сверла необходимо переточить (лучше поручить специалисту, обратившись в заточную мастерскую) из углового под радиусное, т.к. груз шарообразный. Литниковое отверстие меньше ф5, а для выпуска воздуха меньше ф3, делать нецелесообразно, т.к. меньший диаметр затрудняет процесс заливки. Проверено, хотя Тагир предупреждал.
Угол между ушками грузила 90 град. Изготовление этого узла производится в следующем порядке:
В первой половинке от центра формы делается разметка под 45 град. вправо и влево, затем по получившимся осям откладываются расстояния равные половине фА + 2,5 мм. Эти точки кернятся и затем обычным сверлом ф3 на глубину 5-6 мм сверлятся отверстие под пальцы. Эти пальцы нужны для надевания на них заготовка ушек и фиксации второй половинки формы.
Во второй половинке все то же самое, эти отверстия делаются сквозными и ф3,2 мм, т.к. пальцы должны выступать на 5-7 мм, что позволяет использовать эти выступы как шаблон для навивки ушек. Соответственно длина пальца — около 25 мм.
Затем в обеих половинках, в этих же точках, сверлятся отверстия ф5 мм на глубину 0,6-0,7 мм. При использовании проволоки для ушек диаметром более 1 мм диаметр сверла и глубину сверления так же необходимо увеличить.
Если после сверления фА и ф5(под ушки) осталась перемычка, то её надо удалить.
В глухие отверстия первой половинки запресовываются пальцы. Вторая половинка надевается сверху.
Надеюсь, что из рис.2 понятно как навить заготовку для ушек. После того, как проволоку накрутили на пальцы, надо потянуть за кончики пассатижами. Тогда проволока примет правильную форму и легко ляжет в паз. А проволоки надетой на пальцы и уложенной в пазы усики надо разогнуть от центра шара, что бы они не мешали проливаться свинцу.
Рис.2 Ушки грузила (чебурашки)
При заливке не стоит использовать в качестве тигля консервную банку. Это опасно (может расплавиться пайка), вредно (покрытие горит и дымит). Если вдруг при заливке получился недолив, не переживайте — это исправимо. Доливайте по новой, но только если форма заполнилась не более чем на половину и усики торчат.
С уважением, Сом из Питера.
Несколько полезных комментариев:
1. Технологичнее делать отверстия под пальцы сквозными. Сначала в одной половинке формы, а потом во второй используя первую половинку с отверстиями в качестве кондуктора. Направляющие пальцы запресовываются в одну половинку, а отверстия под них в другой половинке проходятся разверткой. Можно пальцы и не запресовывать, а использовать в качестве пальцев два гвоздя подходящего диаметра. (я люблю гвозди диаметром 2,4 мм ;)))
2. Для форм под указанные веса вполне достаточно иметь диаметр отверстия выпора в 2,5 мм. Практика показала, что можно лить грузы весом до 35 г в алюминиевую форму вообще без отверстия выпора — для выхода воздуха вполне хватает щели между половинками формы.
3. Увеличивать диаметр канала литника более 4 мм нецелесообразно, т.к. это сказывается на «качестве» окончательной отливки, а вот для нормального заполнения фомы входной конус желательно засверлить поглубже. (чтобы длина канала литника от конуса до формы была около 3 мм.
4. И еще. Лучше всего лить из чистого свинца. Если использовать сплавы свинца, то во первых за счет других удельных весов может получиться груз (чебурашка) меньшего веса, а во вторых из-за других механических свойств этих сплавов (текучесть, коэфф. объемного расширения, температура плавления и кристализации, теплоемкость) возможно прийдется немного поэкспериментировать с предварительным подогревом формы. (я перед литьем иногда прогреваю форму поставив ее на алюминиевую пластинку, которую снизу подогреваю на кухонной плите ;-).
5. В качестве тигля для плавки свинца удобно использовать обыкновенный половник из нержавейки небольшого размера. Предварительно у него изгибается ручка и в половнике формуется небольшой клювик для литья (формовку можно сделать при помощи зубила. ).