Содержание
- Как выполнить сваривание изделий из алюминия и его сплавов при помощи инвертора
- Основные особенности сваривания алюминия
- Инструкции
- Сварочное оборудование
- Последовательность
- Заключение
- Особенности сварки алюминия инвертором в домашних условиях
- Особенности сварки алюминия с использованием инвертора
- Каким должен быть инвертор, используемый для сварки алюминия
- Правила подготовки к сварочным работам и их проведение
- Особенности инверторной сварки алюминия: каким должен быть инвертор? Выбор электродов, технология процесса
- Правила при сваривании алюминия инвертором
- Какие электроды лучше всего подходят для сварки алюминия
- Инвертор для сварки
- Какие параметры устанавливаются в зависимости от толщины свариваемого металла
- Технология сварки
- Сварка алюминия инвертором
- Преимущества
- Недостатки
- Правила сварки алюминия в домашних условиях инвертором
- Сложности при сварке изделий из алюминия
- Инструкция выполнения работы
Как варить алюминий инвертором
Как выполнить сваривание изделий из алюминия и его сплавов при помощи инвертора
Изделия из алюминия распространены достаточно широко, их можно встретить и на предприятиях, и в быту.
Это обусловлено его свойствами. Алюминий — легкий и пластичный металл, но не отличается прочностью, поэтому изделия из него ломаются достаточно часто.
Раньше нам надо было нести поломанную вещь в мастерскую, а сегодня мы можем сами выполнить ремонт на дому.
Для этого нам надо приобрести инвертор с необходимым инвентарем, изучить инструкции – и можно приступать к сварке алюминия.
Основные особенности сваривания алюминия
Мало кто из сварщиков скажет вам, что алюминий является его любимым материалом для сварки. Сварка алюминия инвертором требует большого опыта и соответствующих навыков. Главная сложность, с которой сталкиваются при сваривании этого металла и сплавов с его содержанием – образование на поверхности свариваемых деталей окисной пленки. Образуется она под воздействием кислорода, который содержится в воздухе.
Температура, при которой плавится алюминий – 600 градусов, тогда как оксидная пленка начинает плавиться при температуре в 2000 – 2500 градусов. Поэтому первое, что необходимо сделать – удалить эту пленку и избегать окисления в дальнейшем.
Делается это при помощи разных инструментов: металлических щеток, наждачной бумаги, шлифовальных машин и т.д. Для достижения максимального результата рекомендуется использовать последовательно несколько методов очистки. Как защитить поверхность от окисления при сваривании мы посоветуем ниже.
Неудобством при таких работах является то, что прочность алюминия заметно ухудшается при температурных скачках. При этом металл может расплавиться и вытечь из зоны сварки, поэтому нужен постоянный контроль температуры в зоне работ.
Еще одна сложность, с которой мы столкнемся при сварке инвертором – свойство этого металла сохранять неизменным свой цвет при любой температуре. В связи с этим сложно добиться равномерного шва по всей его протяженности.
Материал не обладает высокой упругостью, поэтому при остывании деталей после сварки возможно образование микротрещин.
Учитывая все эти нюансы, вы сможете добиться требуемого результата.
Инструкции
Вот основные правила, обязательные к исполнению при сварке инвертором алюминия:
- Необходимо защищать зону сварочного процесса от окисления поверхности свариваемых деталей. Эту защиту можно обеспечить, используя различные газы. Для такой защиты рекомендуется использовать инертные газы, хорошо подходит для этих целей аргон либо смесь аргона с гелием. Оптимальным выбором для таких задач является оборудование с функцией дуговой сварки;
- Сваривают алюминиевые детали используя электроды, не плавящимися при работе, как правило, вольфрамовыми. Во время сварки алюминия инвертором надо периодически очищать их поверхность от окислов, которые могут негативно повлиять на качество шва;
- Ток для этого типа сварки применяется переменный. При этом сила тока устанавливается выше, чем при работе с деталями из стали;
- Свариваемые поверхности необходимо предварительно прогреть. Так мы сможем избежать деформации сварного шва, возникающей из-за резкого скачка температуры;
- Также в предварительном прогреве нуждаются электроды. Делается это обычно в муфельной печи.
Сварочное оборудование
Используются для сварки алюминия инверторы различной производительности и уровня автоматизации. Если вы не можете использовать аппарат полуавтоматического типа, вам может пригодиться приставка к инверторному аппарату, позволяющая формировать переменный ток.
Если мы свариваем при помощи инверторного аппарата класса «TIG» — рекомендуется использовать электроды из вольфрама, не плавящиеся при использовании. Также при такой сварке допускается использование сварочной проволоки, содержащую высокий процент магния.
Рекомендованный диаметр – 2 -5 мм. Марки проволоки: АК, АД, АО. Электроды маркируются так: российского производства – ОЗА, ОЗАНА, ОЗР, импортного – ОК 96.20, ОК 96.40, Kobatech — 213.
Диаметр проволоки для инверторов полуавтоматического типа должен быть 0,8 – 1 мм. Она продается в катушках, расфасованная по 0,5 килограмм. Специалисты рекомендуют проволоку из сплава лития и кремния марок ER 4043 и ER 5356. Также хорошо подходит для такого типа сварки проволока из того же материала марок СВ – АК5 или СВ – АМГ5.
Если нам необходима более точная сварка инвертором с образованием тонкого шва – тогда лучше всего использовать сварку дугой. Для защиты сварочной области в этом случае используется аргон. Он поможет нам избежать образования грубых швов и пор.
Нам необходимо добиться высокой температуры для плавления окисной пленки, поэтому используем мы переменный ток, а газ защищает сварочную зону от повторного образования пленки.
С помощью этого метода можно производить ремонт тонкостенных алюминиевых изделий. Однако не надо забывать об очистке используемых электродов, при его применении они часто загрязняются.
Последовательность
При любых процессах важно строго соблюдать инструкции. Особенно это необходимо при сварке алюминия инвертором. Для начала настраиваем сварочное устройство. Переключаем регулятор тока на АС (переменный ток). Затем регулируем полярность.
Изначально ее баланс установлен 50/50. Если мы свариваем детали из алюминия без примесей – регулятор необходимо перемещать против часовой стрелки, если мы свариваем сплавы – по часовой стрелке.
Силу тока выставляем в зависимости от двух параметров – толщины свариваемых поверхностей и диаметра электрода. К примеру, если мы свариваем детали толщиной 2 мм, электродом с диаметром 3мм — сила тока должна составлять 60 А. От толщины детали зависит также выставляемое время затухания дуги. При толщине свариваемого листа 2 мм устанавливаем значение 3сек.
Последняя настройка инвертора, которую надо установить — сила продувки защитным газом сварочной зоны и ее время, это влияет на охлаждение шва.
После установки всех настроек аппарата необходимо подготовить свариваемый материал. Мы уже говорили о том, что для предотвращения образования окисной пленки, металл необходимо обработать при помощи наждачной бумаги, железной щетки и т.д. Однако кроме механического способа мы можем применить и химическую очистку. Для этого метода применяется раствор хлорида цинка на водной основе.
После того, как поверхность очищена, необходимо выполнить ее предварительный прогрев. Рекомендованная температура прогрева – 400 градусов. Выполнять прогревание свариваемых деталей необходимо не торопясь, равномерно прогревая поверхности. Теперь все готово к сварке.
Подавать электрод или проволоку надо под углом 15 градусов к поверхности, делая это легкими прикосновениями, от начала сварочной ванны. Надо сделать несколько проходов. При выполнении этих условий мы получим равномерный шов высокого качества.
Заключение
Мы видим, что, при наличии необходимого оборудования и соблюдении всех условий и правил, мы можем добиться хороших результатов.
Однако необходимо помнить, что сваривание деталей из алюминия инвертором – процесс сложный, и начинающим сварщикам не стоит сразу приступать к чистовому этапу.
Рекомендуется предварительно потренироваться, и делать это лучше под присмотром мастера, имеющего большой опыт сварки алюминия инвертором. Так вы быстрее приобретете необходимый опыт и навыки. Желаем успехов!
Особенности сварки алюминия инвертором в домашних условиях
Сварка алюминия инвертором, осуществляемая в производственных и в домашних условиях, – это очень распространенный технологический процесс, так как изделия из данного металла используются практически повсеместно. Широкая популярность, которой отличается данный металл, объясняется его уникальными свойствами: небольшим удельным весом, высокой тепло-, а также электропроводностью, способностью противостоять механическим нагрузкам. Выполнять соединение деталей из алюминия с применением инвертора в домашних условиях позволяет развитие сварочной техники.
Сварка алюминиевых деталей в домашних условиях
Особенности сварки алюминия с использованием инвертора
Применять сварочный инвертор в домашних условиях для выполнения сварки деталей, изготовленных из алюминия, допустимо, для этого достаточно придерживаться ряда несложных условий. Сам аппарат, используемый для выполнения работ с деталями из алюминия, может быть самым простым, основное внимание уделяется расходным материалам. Чтобы качественно варить в домашних условиях детали из алюминия, потребуется несколько составляющих.
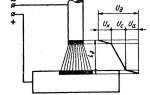
Схема аргонодуговой сварки алюминия
- Приобретите электроды, которые специально предназначены для сварки данного металла. Узнать такие электроды можно по их маркировке: ОЗА, ОЗА-1, ОЗР, ОЗР-2, ОЗАНА, ОЗАНА-1. Используя эти электроды, можно варить не только алюминий, но и другие металлы, отличающиеся высокой теплопроводностью.
- Кроме того, вам понадобится сварочный инвертор, в качестве которого подойдет оборудование даже с самыми скромными характеристиками.
- Для подготовки электродов к сварке алюминия потребуется печь: в ней они будут подвергаться предварительному прогреванию. Такая процедура, как предварительная прожарка электродов, является обязательной при сварке алюминия. От этого напрямую зависит качество и надежность формируемого сварного шва.
Самодельная печь для сушки и прогрева электродов
По технологии выполнения сварка алюминия с помощью инвертора незначительно отличается от технологии подобных работ, выполняемых с черными металлами. Именно поэтому, обладая опытом выполнения сварочных работ, можно с успехом применить свои навыки и при сварке данного металла.
Каким должен быть инвертор, используемый для сварки алюминия
Для сварки алюминия могут быть использованы инверторы различных модификаций, но, если вы только определяетесь с выбором такого оборудования, то оптимальным будет отдать предпочтение моделям, конструкция которых допускает возможность подключения специальной приставки для подачи защитного газа (аргона).
Аппарат для аргонодуговой сварки Кедр TIG-259P
Варить данный металл в домашних условиях можно и электродом, но, если к качеству формируемого соединения предъявляются высокие требования, лучше использовать полуавтоматическую сварку или выполнять сварочные работы при помощи неплавящегося электрода, который изготавливается из вольфрама, и присадочного прутка.
Выбрать подходящий полуавтомат поможет видеоролик, рассматривающий несколько бюджетных моделей.
Использование для соединения алюминиевых деталей инвертора, в отличие от применения сварочных аппаратов другого типа, предоставляет массу преимуществ, к основным из которых следует отнести:
- быстрое зажигание сварочной дуги, а также ее стабильное горение;
- получение качественного, красивого и надежного сварного шва;
- возможность выполнять сварку листового материала небольшой толщины;
- универсальность, дающую возможность применять инвертор для сварки с использованием как обычных, так и неплавящихся электродов.
В маркировке инверторов, которые могут совмещаться с приставкой для подачи защитного газа, присутствует обозначение TIG. От обычных моделей такие инверторы отличает наличие в их конструкции осциллятора, формирующего импульсы напряжения высокой частоты, что облегчает зажигание дуги. Кроме того, в конструкции таких устройств предусмотрено наличие вентиля, регулирующего поток защитного газа, подаваемого в зону сварки.
Правила подготовки к сварочным работам и их проведение
Если говорить о качестве сварки инвертором деталей, изготовленных из алюминия, а также сплавов данного металла, то лучшим оно получается, если она выполняется в среде защитного газа аргона и с применением неплавящегося электрода. Такую сварку вполне можно осуществлять в домашних условиях, используя для этого инвертор и соответствующие расходные материалы.
Вольфрамовые электроды для сварки в защитном газе
Естественно, что для такой сварки необходимо использовать дополнительное оборудование, которое обеспечивает подачу, а также регулировку потока защитного газа. Вам также понадобится баллон, в котором данный газ содержится.
Качество сварки напрямую зависит от того, насколько тщательно проведены подготовительные работы. Основная цель таких работ – разрушить тугоплавкую оксидную пленку, присутствующую на поверхности изделий из алюминия. Кроме того, если необходимо выполнить сварку деталей значительной толщины, область соединения желательно прогреть, используя для этого обычную газовую горелку.
Технология выполнения сварочных работ, осуществляемых с алюминием с помощью инвертора, выглядит следующим образом.
Подготовка свариваемых поверхностей механическим способом
Особенности инверторной сварки алюминия: каким должен быть инвертор? Выбор электродов, технология процесса
Особенности алюминия состоят в следующем:
Правила при сваривании алюминия инвертором
Существует ряд правил для получения качественного результата при сварке алюминия инвертором:
- Для оптимального процесса рекомендуется использовать электроды из вольфрама. При этом особое внимание стоит уделить размеру наконечника и составу электрода, так как эти факторы влияют на качество выполняемых соединений.
- Предварительный прогрев алюминиевых деталей позволит сократить последствия деформаций в районе сварного шва от воздействия высоких температур. При этом температура подогрева прямо пропорциональна размерам свариваемых деталей. Если конструкция большая, то может быть нагрет только локальный участок сварки.
- Сваривать алюминиевые элементы необходимо под защитой инертных газов (аргон, аргон+гелий);
- Сварочные манипуляции при работе с алюминием проводятся только с использованием тока обратной полярности. Такой выбор обусловлен возможностью разрушения образующейся оксидной пленки катодным распылением.
Какие электроды лучше всего подходят для сварки алюминия
Чем больше толщина деталей, тем больше диаметр электрода. Неверно выбранный размер приведет к тому, что либо соединение будет непрочным, либо будут дефекты при выполнении.
Инвертор для сварки
Инверторы, применяемые для сварки деталей из алюминия, могут между собой отличаться по конструкции и модификации. Наиболее распространены полуавтоматические аппараты, а также электродуговые установки.
Выбираемый для сварки алюминиевых деталей аппарат должен иметь следующие возможности:
- должен быть установлен осциллятор для обеспечения возможности увеличения стартового тока;
- настройка основного тока с высокой точностью в соответствии с толщиной детали;
- регулятор подачи инертного газа при сварочных работах.
Примерная стоимость инверторов для сварки на Яндекс.маркет
Какие параметры устанавливаются в зависимости от толщины свариваемого металла
Настраивая аппарат для сварки, необходимо произвести следующие манипуляции:
- отрегулировать баланс переменного тока (плюс или минус). Обычно при сварке алюминия используют обратную полярность, то есть “-“;
- настроить сварочный ток в зависимости от толщины соединяемых элементов. Ток импульса увеличивается при увеличении толщины свариваемых деталей. Так, для алюминия толщиной 1 мм используется ток от 23 до 27 Ампер, а для сварки алюминия толщиной 5 мм – 150-180 Ампер;
- отрегулировать затухание дуги, также зависящее от толщины деталей: чем толще, тем дольше. Например, для соединения алюминия толщиной 2 мм достаточно выставить этот параметр на 3 секунды;
- настроить продувку газом для охлаждения (при наличии такой функции).
Технология сварки
Любые сварочные работы, помимо непосредственно самого процесса, имеют определенные этапы подготовки:
- очистка свариваемых поверхностей и их обезжиривание. Для обеспечения качественного соединения элементы очищают от жиров, масел, пыли и грязи. После этого элементы обезжиривают ацетоном или иным подходящим растворителем;
- при необходимости производится разделка кромок свариваемых деталей. Если же элементы соединения имеют толщину до 4 мм, то разделка не производится. При соединении деталей покрытыми электродами разделку допускается выполнять только при толщине деталей свыше 20 мм. Для тонких деталей наиболее распространена отбортовка;
- обязательно следует удалить пленку из оксида алюминия каким-либо абразивом либо металлической щеткой;
- настроить оборудование под конкретное изделие исходя из его состава, размеров и толщины (установить стартовый и сварочный токи, время затухания дуги, отрегулировать баланс переменного тока, настроить продувку газом).
Произвести необходимые манипуляции в соответствии с заданными параметрами и соблюдением всех нормативов:
Все работы выполняются аккуратно и без спешки, с тщательным проплавлением металла и соблюдением техники безопасности.
В завершении процесса охладить изделие и инструмент, оценить качество выполненных работ.
Сварка алюминия инвертором
Алюминий относится к тем металлам, которые сложно поддаются свариванию. Во время этого процесса возникает множество проблем, которые мешают создать качественный шов, поэтому, необходимо использовать различные дополнительные средства, которые должны помочь решить данные проблемы. Сварка алюминия инвертором решает лишь часть данных проблем, так как здесь требуется еще обеспечивать дополнительную защиту сварочной ванны, которая подвергается ряду негативных факторов, ухудшающих качество шва.
Сварочный шов по алюминию
При сваривании алюминий образует не вязкую ванну расплавленного металла, а слишком текучую, словно она наполнена водой. Это требует опыта работы с такими вещами у мастера. Помимо этого возникают еще сложности с оксидной пленкой, усадкой металла, деформациями и трещинами. Сварка нержавейки во многом схожа с алюминием, поэтому для них применяются практически одни и те же инструменты. Благодаря частому использованию алюминия в промышленности, сварщикам нередко приходится иметь с ним дело, несмотря на плохую свариваемость. Таким образом, сварка алюминия инвертором входит в общую инфраструктуру работы с данным металлом.
Преимущества
- Данный тип сварки имеет относительно небольшую себестоимость, в сравнение с другими, так как тут не используется газ;
- Инвертор является универсальным средством, которое может пригодиться и для других процедур по сварке;
- Простота использования такого способа;
- Доступность электродов и прочих дополнительных приспособлений;
- Для работы с инвертором не требуется большой опыт, так что с такими процедурами могут справиться даже новички;
- Операции по подготовке, а также последующей уборке рабочего места проходят достаточно быстро, так как не используется большое количество оборудования.
Недостатки
- Сварка алюминия инвертором является одним из самых ненадежных способов, поэтому, качество соединения может пострадать;
- В данном случае обязательно использовать дополнительный флюс, который бы обеспечивал защиту сварочной ванны от негативных факторов;
- Могут возникнуть трудности с подбором электродов, если неизвестен состав сплава, а также с их просушкой, так как во влажной обмазке скапливается жидкость, что приводит к попаданию водорода в алюминий;
- Сложность формирования шва благодаря высокой скорости электрической сварки.
Что представляет собой инвертор?
Перед тем, как варить алюминий инверторной сваркой, следует разобраться с самим устройством аппарата. Инвертор является современной разновидностью сварочного трансформатора, который используется для понижения напряжения, его преобразования под нужные рабочие параметры и передачи на рабочие элементы. Он является основным источником тока при сварке, а также может регулировать режимы проведения работ. В наше время существует масса разновидностей, как относительно слабых и компактных, так и весьма массивных, которые могут справиться с заготовками большой толщины.
Подбор инвертора
Сварка алюминия электродом инвертором требует точного соблюдения параметров, так как любое отклонение может привести к ухудшению состояния шва. Таким образом, при выборе агрегата для сварки следует обращать внимание на рабочий диапазон. При работе с тонкими листами алюминия нужно придерживаться пониженных деликатных режимов, так что инвертор должен мочь работать как на пониженных режимах, так и на высоких показателях тока. Электроды, с которым должен взаимодействовать инвертор должны быть диаметром, минимум, от 1,6 до 5 мм. В промышленных условиях этот показатель может быть шире.
Контактная сварка алюминия инвертором
Также стоит отметить, что на аппарате желательно иметь систему принудительного охлаждения, которая убережет технику от перегрева и быстрого износа. Для домашнего использования лучше всего подходит компактная техника, которая весит не более 4 кг.
Очень полезной функцией является автоматическое отключение, когда техника работает в тех режимах, которые ее могут испортить.»
Режимы работы
Влияние режима сварки на качество шва
Сварка алюминия инвертором предполагает точное передерживание заданных режимов, так как в ином случае возникает большая вероятность, что шов получится некачественным или испортится заготовка. Если сила тока будет ниже требуемой, то электрод может постоянно прилипать или же не будет достаточной толщины приваривания. Благодаря этому ничего держаться крепко не будет и при механическом воздействии заготовка может повредиться в зане сваривания.
Шов сварки алюминия инвертором в домашних условиях
Если сила тока окажется выше, то появляется высокий риск пропалить дыру в свариваемых материалах. Это может полностью испортить деталь или же потребуется ремонт путем заваривания, что очень сложно, особенно, при работе с алюминием. Таким образом, даже когда происходит сварка алюминия в домашних условиях инвертором, следует четко придерживаться заданных параметров.
Необходимые материалы и инструменты
Возможна сварка алюминия с аргоном и без него, так что список используемых вещей может отличаться. В основном применяются такие виды техники и инструментов:
- Инвертор – как основной источник питания, создающий электрическую дугу. Модель аппарата зависит от требуемых работ, так как приходится сталкиваться с различными вариантами деталей.
- Электроды – могут быть стандартные плавкие с обмазкой или неплавкие. Сварка алюминия инвертором без аргона проводится плавкими, так как обмазка создает защитную среду, которая ограждает сварочную ванну от негативных факторов. При аргонодуговой сварке используется неплавкий вольфрамовый или угольный электрод.
- Баллон с аргоном и шланги – дополнительные средства, которые помогают создать высокий уровень защиты за счет горения газа. Горелка может применяться как подогревающий инструмент для металла.
Подготовка алюминия к сварке
Перед тем, как будет происходить сварка алюминия инвертором постоянного тока, металл следует подготовить к применению. В первую очередь нужно зачистить место будущего соединения. При большой толщине заготовки можно применять щетку по металлу, в ином случае пойдет и наждачная бумага. После зачистки требуется обработка растворителем, которая поможет снять налет, обезжирить и растворить оксидную пленку, с которой нельзя бороться температурным воздействием. При большой толщине деталей, более 4 мм, необходима дополнительная разделка кромок, угол которых определяется все той же толщиной деталей.
Зачистка алюминия для сварки инвертором
Инструкция
Если вам требуется сварка алюминиевого профиля, или других деталей, то следует придерживаться следующих шагов для соблюдения правильной технологии:
- Предварительная подготовка металла;
- Обработка краев флюсом;
- Настройка оборудования на нужный режим согласно толщине детали;
- Сам процесс сваривания, во время которого нужно быть предельно осторожным, чтобы сформировать валик шва, который слабо держится, из-за особенностей свойств материала;
- Дать остыть металлу и проверить качество сварки различными методами.
Из-за повышенной жидкотекучести следует проводить все операции только в нижнем положении.»
Техника безопасности
Когда проходит контактная сварка алюминия, или любая другая ее разновидность, то очень важно соблюдать условия, которые гарантируют безопасность. В первую очередь нужно позаботиться о наличии сварочной маски и огнеупорной одежды. Далее убедиться в исправности заземления и корректной работоспособности самого оборудования. При работе с газом баллоны необходимо помещать на максимально удаленное расстояние от источника огня, которое должно составлять от 5 метров и выше.
Правила сварки алюминия в домашних условиях инвертором
Алюминиевые и изготовленные из сплавов этого металла изделия широко применяются как на производственных предприятиях, так и в быту. Их популярность обусловлена достоинствами металла, в том числе легкостью и пластичностью. При этом алюминий – материал не самый прочный, из-за чего изделия часто ломаются. И если ранее их починка осуществлялась только в производственных условиях, то сейчас возможна сварка алюминия в домашних условиях инвертором – для этого нужно изучить свойства материала, приобрести необходимый инвентарь и выполнить работу согласно инструкции.
Сложности при сварке изделий из алюминия
Выполненные из алюминия детали покрыты оксидной пленкой, которая обладает высокой температурой плавления – 2000 градусов Цельсия. В то время как сам металл плавится уже при 600 градусах. Поэтому перед началом работ пленку нужно удалить: химическим или механическим путем. Стоит помнить, что сваривать алюминий следует начинать сразу после удаления тугоплавкой пленки, чтобы избежать повторного окисления поверхности – это происходит при контакте металла с содержащимся в воздухе кислородом.
Необходимо учитывать, что прочность изделий снижается при резких перепадах температур. А из-за того, что электродуга нагревается до высокой температуры, алюминий плавится и начинает вытекать из зоны сварки.
Дополнительные сложности создает тот факт, что при нагревании цвет металла не меняется. Поэтому сложно контролировать, чтобы сварной шов был одного размера на всем участке. Свариваемая конструкция может изменить форму из-за низкого значения модуля упругости. По этой же причине при остывании изделия в районе сварочной ванны могут образовываться микротрещины.
Зная об этих сложностях, можно самостоятельно сварить алюминий инвертором, не прибегая к помощи специалистов.
Требования к сварке
Сваривать алюминий необходимо строго следуя следующим правилам:
- Сварка производится только под защитой, которую обеспечивают инертные газы. Как правило, используется аргона и его смесь с гелием. Соответственно, инверторный аппарат необходимо оснастить оборудованием аргонодуговой сварки.
- Использовать лучше вольфрамовые электроды для алюминия – они не плавятся. В процессе работы нужно периодически счищать с них окислы, иначе качество шва ухудшится.
- Работы производятся при помощи переменного электрического тока, силу которого устанавливают больше, чем при работе со стальными изделиями.
- Чтобы сварной шов не деформировался из-за перепада температур, необходимо прогреть рабочую поверхность перед сваркой.
- Присадочные электроды для алюминия предварительно прогревают, помещая их в муфельную печь.
Оборудование для работы
Для сварки алюминиевых или изготовленных из сплавов алюминия заготовок могут использоваться аппараты инверторного типа, отличающиеся по производительности и степени автоматизации процессов работы. Если нет возможности приобрести полуавтомат, можно установить приставку к инвертору, которая будет генерировать переменный ток. Это позволит эффективно работать.
В случае, когда производится сварка алюминия инвертором типа «TIG», используются неплавящиеся вольфрамовые электроды и присадочная проволока диаметром 2-5 мм нескольких маркировок: АО, АД и АК. В ней содержится большое количество присадок сплавов магния.
Также в работе можно использовать следующие электроды для сварки алюминия инвертором: российские марок ОЗА, ОЗР ОЗАНА; либо импортные образцы марок ОК 96.20, ОК 96.40, Kobatek-213.
Проволока для полуавтоматических сварочных инверторов для алюминия обладает диаметром 0,8-1 мм. Она выпускается в катушках, вес которых составляет полкилограмма. Оптимально использовать проволоку, изготовленную из литий-кремниевого сплава двух марок – ER 4043 и ER 5356. Либо марки проволоки из сплава магния с алюминием – Св-АК 5 или Св-АМг 5.
Аргонодуговой метод (AC TIG) сваривания алюминиевых деталей в основном используется при тщательной сварке. В результате не образуется пор и грубых швов. Переменный ток позволяет расплавить тугоплавкий оксидный слой на поверхности материала и создать сварочную ванну, которая необходима для соединения элементов конструкции. При использовании аппарата такого типа можно ремонтировать тонкостенные изделия из чистого металла и его сплавов. Однако, он довольно чувствителен к загрязнению используемых электродов – по этой причине их очистку нужно производить своевременно.
Инструкция выполнения работы
Сварка алюминия инвертором производится по строгому алгоритму. В первую очередь настраивается аппарат для инверторной сварки. Тумблер переводится в режим переменного тока, соответствующее значению АС. Следующим этапом производится установка баланса полярности на значение – при работе с изделиями из чистого алюминия его необходимо смещать из исходного положения (50/50) в отрицательную сторону, а при сварке сплавов – в положительную.
Значение величины сварочного тока устанавливается в зависимости от таких параметров, как толщина листа и диаметр электрода. Например, при толщине листа в 2 мм и диаметре присадочной проволоки в 3 мм она устанавливается на значение 60 Ампер.
От толщины изделия также зависит замедление процесса затухания электродуги для заварки кратера окончания сварочной ванны. Так, при работе с 2-милиммитровым листом это значение устанавливается на 3 секунды.
Заканчиваются настройки сварочного инвертора для сварки алюминия установкой времени и интенсивности продувки шва инертным газом (без аргона работать нельзя), которое требуется для того, чтобы охлаждать сварочный шов.
После настроек оборудования необходимо подготовить саму заготовку – очистить ее от пленки, повышающей термостойкость материала. Применяется как механическая очистка (железной щеткой, наждачной бумагой), так и химический способ. В последнем случае используется водный раствор хлорида цинка или иной растворитель. Затем изделие необходимо предварительно прогреть до 400 градусов. Только после этого можно переходить к чистовым сварочным работам. Действовать следует неторопливо, чтобы свариваемые элементы прогревались с одинаковой интенсивностью.
Чтобы в результате сварочный шов был равномерным с характерной ребристостью, присадочная проволока либо электроды по алюминию для сварки должны подаваться легкими прикосновениями под определенным углом – 15 градусов, начиная с начала сварочной ванны. При этом по шву выполняется несколько проходов.
Таким образом, при наличии необходимого оборудования, в домашних условиях можно сварить изделия из алюминия на совесть, используя инвертор. При этом важно учитывать, что новичкам не следует сразу выполнять чистовые работы. Сначала лучше потренироваться под надзором специалиста, чтобы приобрести необходимые навыки и опыт выполнения подобных операций.
С процессом сварки алюминия можно ознакомиться на видео: