Содержание
- 65. Виды фрез, их назначение.
- Классификация
- Типы, конструкция и особенности фрез по металлу
- Назначение фрез по металлу
- Конструкция и принцип работы
- Классификация
- Нюансы выбора
- Назначение и типы фрез
- Фрезы по металлу: основные виды и их предназначение
- Классификация фрез по металлу
- Заключение
- Фрезы по металлу для фрезерного станка — виды и назначение
- Классификация фрез
- Основные виды фрез
- Прочие виды фрез
Виды фрез по металлу и их назначения
65. Виды фрез, их назначение.
Фреза — лезвийный инструмент для обработки с вращательным главным движением резания инструмента без возможности изменения радиуса траектории этого движения и хотя бы с одним движением подачи, направление которого не совпадают с осью вращения (ГОСТ 25751-83). Фрезы представляют собой тела вращения с формой производящей поверхности, зависящей от формы обрабатываемой поверхности и расположения оси фрезы относительно детали. При работе производящая поверхность фрезы с образованными на ней зубьями касается обрабатываемой поверхности.
Кинематика процесса фрезерования характеризуется вращением фрезы вокруг своей оси и движением подачи заготовки или фрезы, которое может быть прямолинейным (поступательным), вращательным или винтовым. При прямолинейном движении подачи обрабатывают плоскости, уступы, пазы, детали с фасонной образующей и прямолинейной направляющей. При вращательном движении подачи обрабатывают поверхности вращения, а при винтовом движении подачи — винтовые поверхности.
Фрезерование является одним из наиболее распространенных методов обработки. Из общего парка металлообрабатывающего оборудования в машиностроении удельный вес фрезерных станков составляет около 20 %, а в отдельных отраслях машиностроения — до 60 %. По уровню производительности фрезерование уступает только наружному протягиванию.
Отклонения размеров деталей после обработки фрезерованием могут находиться в пределах 7-9-го квалитетов (ГОСТ 25347-82) при параметрах шероховатости до Rа=1,25 мкм (ГОСТ 2789-73).
Фрезы отличаются большим разнообразием типов, форм и назначения как стандартизованных (рис. 2.35), используемых на универсальных фрезерных станках, так и специальных, проектируемых для обработки конкретных изделий.
Классификацию фрез проводят по следующим показателям.
По расположению зубьев относительно оси различают: фрезы цилиндрические с зубьями, расположенными на поверхности цилиндра (рис. 2.35, а); фрезы торцовые с зубьями, расположенными на торце цилиндра (рис. 2.35, б); фрезы угловые с зубьями, расположенными на конусе (рис. 2.35, в); фрезы фасонные с зубьями, расположенными на поверхности с фасонной образующей (рис. 2.35, г) (с выпуклым и вогнутым профилем). Некоторые типы фрез имеют зубья как на цилиндрической, так и на торцовой поверхности, например дисковые двух- и трехсторонние (рис. 2.35, д), концевые (рис. 2.35, е), шпоночные (рис. 2.35, ж, з).
По направлению зубьев фрезы могут быть: прямозубыми (рис. 2.35,д), в которых направляющая линия передней поверхности лезвия прямолинейна и перпендикулярна направлению скорости главного движения резания (под направляющей линией передней поверхности понимают линию, по которой движется точка прямой, описывающей эту поверхность); косозубые (рис. 2.35, г), у которых направляющая линия передней поверхности лезвия прямолинейна и наклонена под углом к направлению скорости главного движения резания; с винтовым зубом (рис. 2.35,а), в которых направляющая линия передней поверхности является винтовой.
По конструкции фрезы могут быть: цельными; составными, например с припаянными или приклеенными режущими элементами; сборными, например оснащенными многогранными пластинами из твердого сплава; наборными, состоящими из нескольких отдельных стандартных или специальных фрез и предназначенные для одновременной обработки нескольких поверхностей.
По конструкции зубьев фрезы могут быть с острозаточенными (рис. 2.35,и) и; затылованными (рис. 2.35,к) зубьями. Затылование — процесс образования задней поверхности инструмента по некоторой кривой (обычно спираль Архимеда) для получения задних углов. У острозаточенных фрез задние углы получают заточкой. Фрезы работают с малыми подачами на зуб, поэтому их изнашивание происходит по задней поверхности, и затачивать их целесообразно по задней поверхности. По задней поверхности затачивают острозаточенные фрезы. Однако такую заточку не всегда возможно и не всегда целесообразно выполнять. Форма производящей поверхности может быть сложной, исключающей возможность заточки задней поверхности зуба шлифовальным кругом. Нелесообразно производить заточку задней поверхности у фрез с точным профилем, например у червячных зуборезных и шлицевых, потому что в этом случае нужно вновь обеспечить требуемую точность профиля и шага зубьев. Для приведенных случаев целесообразнее применять затылованные зубья, заточка кото рых производится по передней поверхности, что обеспечивает ее простоту. По способу крепления на станке различают фрезы насадные с отверстием под оправку и концевые с коническим или цилиндрическим хвостовиком.
Рис. 2.35. Типы фрез и обрабатываемых поверхностей
Существуют различные виды механической деревообработки, среди которых особое место занимает фрезерование.
Фреза по дереву – это многолезвийный инструмент широкой номенклатуры, позволяющий добиться высокого качества работ при декорировании и кромочной обработке изделий из дерева, а также врезке в них петель и различной фурнитуры.
Классификация
В соответствии с общепринятой классификацией для обработки дерева применяют фрезы форм, отраженных в таблице.
Типы, конструкция и особенности фрез по металлу
Фрезы по металлу – инструмент с универсальными характеристиками. В статье вы найдете их назначение, конструкцию, классификацию, нюансы выбора, особенности.
Основной инструментальной единицей, используемой на современных металлообрабатывающих станках, считается фреза, обладающая расширенными возможностями по обработке заготовок произвольной формы. Благодаря этому универсальному инструменту удается получить рез любой степени сложности, подготовленный в соответствии с требованиями технического задания. На российском рынке представлено множество фрез по металлам, что позволяет без труда подобрать оптимальный вариант.
Назначение фрез по металлу
Назначение большинства образцов фрезерного инструмента определяется их типом. Так, торцевые фрезы, в частности, применяются в следующих производственных областях:
- В автомобилестроении (при обработке картеров коробок передач, например).
- При изготовлении оборудования, эксплуатируемого в нефтегазовой отрасли, а также арматуры для трубопроводов и других типов магистральных коммуникаций.
- При производстве специального инструмента, оснастки и других конструктивных форм.
Они востребованы и при производстве заготовок, входящих в состав сложного оборудования таких отраслей как общее машиностроение, энергетика и строительство.
Без фрезерных операций трудно обойтись и в таких важных отраслях, как судостроение и изготовление медицинских приборов.
Конструкция и принцип работы
Основные требования, предъявляемые к инструменту этого класса – строгое соблюдение параметров, заявленных в технических условиях или ТУ. Для этого потребуется высокоточная обработка элементов фрезы, которую удается реализовать лишь с помощью торцевого инструмента с большим набором зубьев. Высокая чистота выборки (до микрона) обеспечивается за счет специальных регулируемых резцовых вставок.
К особенностям их конструкции следует отнести наличие рабочих граней, представляющих собой отдельный твердосплавный резец.
Важно! При изготовлении вставок применяются такие сверхпрочные материалы, как алмазы, керамика, а также специальная кардная проволока и подобные им.
Большой ассортимент фрезерного инструмента, отличающегося конструктивными деталями, позволяет выбрать образец, подходящий для тех или иных условий обработки. Добавим, что по конструкции его принято делить на цельный и разборный.
Принцип работы состоит в точной выборке металла на наиболее сложных участках обрабатываемой заготовки, что позволяет придать ей нужную форму. После этого исходная болванка превращается в изделие или деталь, пригодную для дальнейшей обработки.
Классификация
Классифицировать известные типы фрезерной оснастки можно по следующим характерным признакам:
- Порядок расположения отдельных зубцов (резцов).
- Тип исполнения, определяемый ее конструкцией.
- Метод крепления режущих насадок, а также материал, используемый при их изготовлении.
По всей совокупности рассмотренных признаков инструменты данного класса делятся на червячные, цилиндрические и торцевые. Кроме того, они могут быть как отрезными, так и дисковыми; причем этим перечислением набор возможных типов не исчерпывается.
Рассмотрим каждую из указанных разновидностей более подробно.
Цилиндрические
Указанные в названии раздела изделия относятся к основным видам оснастки, востребованным при обработке особо сложных деталей и заготовок. Они предполагают два исполнения, отличающихся формой своих зубьев (последние бывают либо прямыми, либо винтообразными). Каждую из этих модификаций также следует рассмотреть отдельно.
С прямыми зубьями
Инструмент, в качестве режущих частей которого используются прямые зубья, востребован при обработке хорошо доступных участков в пределах заготовки, располагающейся параллельно линии размещения оснастки. Этот тип встречается крайне редко. Чаще всего предпочтение отдается образцам с винтовыми зубьями, отличающимся большей функциональностью.
С винтовыми зубьями
Зубья у оснастки этого типа располагаются по винтовой линии, имеющей заданный угол наклона. Указанный инструмент подходит больше для выборки материала на узких участках исходных заготовок.
Для уменьшения величины осевых нагрузок подходят фрезы, зубья которых выбраны под различными углами наклона рабочих граней.
Торцевые инструменты широко распространены наряду с цилиндрическими модификациями. Их характерный признак – вертикально ориентированная ось вращения, что определяет область их применения. Такая оснастка в основном востребована при обработке протяженных плоских поверхностей, с которых удаляется слой материала заданной толщины.
Одна из типичных представителей этого типа – так называемая «кукуруза», внешне очень напоминающая одноименный южный овощ.
При использовании этого инструмента для нарезки зубчатых колес обработка осуществляется методом обката и точечного касания фрезеруемых плоскостей. Червячные фрезы делятся:
- на цельные и сборные;
- много- или однозаходные;
- с нешлифованными или специальными шлифованными зубьями.
Рассмотрим каждую из представленных разновидностей подробнее.
Одно- и многозаходные
По сравнению с образцами, посредством которых делается только один заход, многозаходные инструменты отличаются большей производительностью. С другой стороны при увеличении числа заходов снижается точность, что вынуждает применять эту разновидность лишь для черновой обработки.
Такие фрезы обеспечивают высокую точность шага нарезания, поскольку по одному и тому же месту делается несколько проходов.
Шлифовальные и нешлифовальные зубья
Изделия с высоким классом обработки (как одно-, так и многозаходные) применяются для шлифовки нарезаемых поверхностей. Все остальные виды инструмента, не обладающие нужной точностью, можно отнести ко второй разновидности.
Цельные и сборные фрезы
Первая из этих модификаций представлена в виде цельной заготовки из монолита инструментального материала. В то время как составная фрезерная оснастка делается из двух частей. Одна из них – режущая (из сверхпрочного материала), к которой приварен хвостовик, сделанный из конструкционной стали.
Данный вид инструмента используется с целью фрезерования небольших канавок и пазов. По своей конструкции фрезерная оснастка этого типа делится на пазовые образцы, а также на двусторонние и трехсторонние разновидности.
Двухсторонние
Особенностью двусторонней дисковой модификации является двойное размещение рядов зубьев. Помимо режущих элементов, располагающихся на торцевой части, она имеет резцы, размещенные непосредственно на поверхности.
Трехсторонние
У трехстороннего инструмента (в отличие от двухстороннего исполнения) режущие зубцы находятся сразу в трех местах. Они размещаются на каждом из торцов, а также на поверхности инструментального основания.
У этой разновидности инструмента зубья располагаются лишь на рабочей поверхности. Они в основном применяются при выборке не очень глубоких пазов. Одна из модификаций этого инструмента называется ласточкин хвост.
Данный тип фрезерных насадок выполняется в виде отрезного диска различного диаметра и толщины. Зубья дисков изготавливаются из твердосплавных материалов. Основная область их применения – работа в составе автоматов ЧПУ.
Концевые и угловые
Фрезы под названием «концевые» востребованы при необходимости фрезерования заготовок не только на станочном оборудовании, но и с применением ручного инструмента. Особенность концевых модификаций заключается в следующем:
- Они выполняются заодно с поводком в виде хвостовика выбранной формы.
- Для них не требуется дополнительная оснастка.
По своей конструкции они могут быть цельнометаллическими и с режущими вставками.
Отличительная черта угловых фрез состоит в том, что кромки резания на торце у них выполняются с наклоном. Они очень удобны для снятия прямоугольных фасок, а также для работы с наклонными поверхностями и угловыми пазами.
Монолитные
Цельнометаллические концевые фрезерные оснастки изготавливаются обычно из конструкционной стали. Они оснащены отводящими материал кольцевыми канавками, навитыми по спирали в ту или иную сторону.
С напаянными коронками
Фрезы с напаянными вставками подразделяются в свою очередь по типу наконечника из твердосплавных зубьев, который может иметь множество различных исполнений. Одно из самых распространенных – корончатый наконечник.
Для предварительной обработки
Отдельно выделяются концевые и угловые инструменты, востребованные при предварительном фрезеровании материала. Они, как правило, не отличаются точностью обработки, которая реализуется чистовыми фрезами.
Для финишной обработки
Для окончательной «зачистки» отдельной заготовки используется особый тип инструмента. Одна из известных разновидностей такой оснастки носит название «радиусные» фрезы.
С хвостовиком цилиндрического типа
Фрезерная оснастка этого типа востребована при обработке простых плоских поверхностей. Область ее применения крайне ограничена.
С хвостовиком конического типа
Указанная модификация более распространена в производстве, чем ее аналог с хвостовиком в форме цилиндра. Все его отличие от рассмотренного выше многообразия типов фрез состоит в форме рабочей части (хвостовика).
Фреза под Т-образные выемки
Инструмент для выемки материала указанной в названии формы – оптимальный вариант для обустройства специальных шлицев. Он присутствует в инструментальном комплекте большинства специалистов, которые на специальном жаргоне называют его фрезой грибкового типа.
Данная разновидность оснастки по своему внешнему виду напоминает типовой стальной стержень с витковыми рабочими кромками на концевой части, которые делаются под небольшим углом к оси. Также на ней расположены неглубокие выемки, обеспечивающие формирование режущих кромок и позволяющие отводить стружки при фрезеровании. Его рабочая часть, углубляющаяся в обрабатываемый материал, может иметь различную длину.
Из названия этого инструмента следует, что он подойдет для обработки так называемых «фасонных» заготовок. Он также подходит для формирования фасочных кромок непропорциональных изделий, изготавливаемых методом протягивания.
Острая заточка
В соответствие с формой рабочей зоны фасонные фрезы бывают не только остроконечными, но и затылованными. Первые из них отличаются острой заточкой своих зубьев и легко поддаются корректировке.
Затылованные фрезы
В отличие от рассмотренных образцов такой инструмент востребован при обработке внутренних (скрытых) кромок. Его особенность – в том, что он с трудом поддается заточке и коррекции.
Сборные фрезы
Данный вид фрезерной оснастки состоит из частей, объединенных в единый инструментальный комплект. При необходимости ее рабочая часть заменяется новой вставкой или режущим наконечником.
Конические фрезы
Инструмент этого типа (его еще называют конусным) характеризуется наличием рабочей головки конической формы. Он встречается в исполнениях, отличающихся формой насадки. Многим специалистам хорошо знакома разновидность, известная под названием пальчиковая.
Сферические фрезы
Это тип фрез выполняется из монолита твердосплавного материала круглой формы. Их основное назначение – однопроходная обработка. Высокого качества фрезерования в этом случае удается достичь за счет специально обустроенных режущих кромок, находящихся на рабочей части и по бокам. Применение такой конструкции обеспечивает получение контурных выемок особой формы, достаточно глубоких пазов, а также фигурных уступов.
Нюансы выбора
Каждый тип рассмотренной в предыдущих разделах оснастки подходит для конкретных работ, так что его применение связано с определенным видом металлообработки. Так, в определенных ситуациях востребован монолитный фрезерный комплект, а иногда необходим инструмент со сменными пластинами.
При выборе подходящего для заданных условий типа оснастки рекомендуется учитывать следующие факторы:
- Объем фрезеровальных работ и их ассортимент.
- Качество обработки, в которой нуждается выбранная заготовка (первичная или вторичная).
- Тип и характеристики обрабатываемого металла.
- Конфигурация выборок, подготавливаемых при фрезеровании заготовок (обычная обработка, формирование пазов или отверстий и т. п.)
При выборе подходящего инструмента учитывается заданная точность обработки, позволяющая выдержать требуемые размеры.
Важно! Если потребуется выполнять однотипные операции, связанные с формованием контуров или фасонных выборок, внимание обращается на универсальные наборы фрезерного инструмента.
В заключительной части обзора отметим, что грамотный и взвешенный подход к выбору нужного комплекта оснасток позволит сэкономить не только на стоимости самого инструмента, но на расходе металла, выбираемого при обработке.
Назначение и типы фрез
Фрезерование является одним из наиболее распространенных методов обработки. По уровню производительности фрезерование превосходит строгание и в условиях крупносерийного производства уступает лишь наружному протягиванию. Кинематика процесса фрезерования характеризуется быстрым вращением инструмента вокруг его оси и медленным движением подачи. Движение подачи при фрезеровании может быть прямолинейно-поступательным, вращательным, либо винтовым. При прямолинейном движении подачи фрезами производится обработка всевозможных цилиндрических поверхностей: плоскостей, всевозможных пазов и канавок, фасонных цилиндрических поверхностей (рис. 84).
Рис. 84. Схемы фрезирования
При вращательном движении подачи фрезерованием обрабатываются поверхности вращения, а при винтовом движении подачи — всевозможные винтовые поверхности, например, стружечные канавки инструментов, впадины косозубых колес и т. п.
Фреза представляет собой исходное тело вращения, которое в процессе обработки касается поверхности детали, и на поверхности которого образованы режущие зубья. Форма исходного тела вращения зависит от формы обработанной поверхности и расположения оси фрезы относительно детали. Меняя положение оси инструмента относительно обработанной поверхности, можно спроектировать различные типы фрез, предназначенных для изготовления заданной детали.
Основные части фрез и элементы их режущей части показаны на рис. 85.
Рис. 85. Элементы фрез
Многообразие операций, выполняемых на фрезерных станках, обусловило разнообразность типов, форм и размеров фрез.
Цилиндрические фрезы
Цилиндрические фрезы применяются на горизонтально-фрезерных станках при обработке плоскостей. Эти фрезы могут быть с прямыми и винтовыми зубьями. Фрезы с винтовыми зубьями работают плавно; они широко применяются на производстве. Фрезы с прямыми зубьями используются лишь для обработки узких плоскостей, где преимущества фрез с винтовым зубом не оказывают большого влияния на процесс резания. При работе цилиндрических фрез с винтовыми зубьями возникают осевые усилия, которые при угле наклона зуба ОМЕГА = 30 -:- 45* достигают значительной величины. Поэтому применяют цилиндрические сдвоенные фрезы (рис. 86), у которых винтовые режущие зубья имеют разное направление наклона. Это позволяет уравновесить осевые усилия, действующие на фрезы, в процессе резания. В месте стыка фрез предусматривается перекрытие режущих кромок одной фрезы режущими кромками другой. Цилиндрические фрезы изготовляются из быстрорежущей стали, а также оснащаются твердосплавными пластинками, плоскими и винтовыми.
Рис. 86. Цилиндрические сдвоенные фрезы
Торцовые фрезы
Торцовые фрезы широко применяются при обработке плоскостей на вертикально-фрезерных станках. Ось их устанавливается перпендикулярно обработанной плоскости детали. В отличие от цилиндрических фрез, где все точки режущих кромок являются профилирующими и формируют обработанную поверхность, у торцовых фрез только вершины режущих кромок зубьев являются профилирующими. Торцовые режущие кромки являются вспомогательными. Главную работу резания выполняют боковые режущие кромки, расположенные на наружной поверхности.
Так как на каждом зубе только вершинные зоны режущих кромок являются профилирующими, формы режущих кромок торцовой фрезы, предназначенной для обработки плоской поверхности, могут быть самыми разнообразными. В практике находят применение торцовые фрезы с режущими кромками в форме ломаной линии либо окружности. Причем углы в плане Ф на торцовых фрезах могут меняться в широких пределах. Наиболее часто угол в плане Ф на торцовых фрезах принимается равным 90° или 45—60°. С точки зрения стойкости фрезы его целесообразно выбирать наименьшей величины, обеспечивающей достаточную виброустойчивость процесса резания и заданную точность обработки детали.
Торцовые фрезы обеспечивают плавную работу даже при небольшой величине припуска, так как угол контакта с заготовкой у торцовых фрез не зависит от величины припуска и определяется шириной фрезерования и диаметром фрезы. Торцовая фреза может быть более массивной и жесткой, по сравнению с цилиндрическими фрезами, что дает возможность удобно размещать и надежно закреплять режущие элементы и оснащать их твердыми сплавами. Торцовое фрезерование обеспечивает обычно большую производительность, чем цилиндрическое. Поэтому в настоящее время большинство работ по фрезерованию плоскостей выполняется торцовыми фрезами.
Дисковые фрезы
Дисковые фрезы пазовые, двух- и трехсторонние (рис. 87) используются при фрезеровании лазов и канавок. Пазовые дисковые фрезы имеют зубья только на цилиндрической поверхности ‘и предназначены для обработки относительно неглубоких пазов (рис. 87, а). Для уменьшения трения по торцам на пазовых фрезах предусматривается вспомогательный угол в плане ф1, порядка 30’, т. е. толщина фрезы делается на периферии больше, чем в центральной части у ступицы. Важным элементом пазовой фрезы является ее толщина, которая выполняется с допуском 0,04—0,05 мм. По мере стачивания зубьев, в результате поднутрения, толщина фрезы уменьшается. Однако это не имеет практического значения, так как величина уменьшения невелика.
Рис. 87. Дисковые фрезы для обработки пазов
Дисковые двухсторонние (рис. 87, б) 0 трехсторонние (рис. 87, в) фрезы имеют зубья, расположенные не только на цилиндрической поверхности, но и на одном или обоих торцах. Главные режущие кромки располагаются на цилиндре. Боковые режущие кромки, расположенные на торцах, принимают незначительное участие в резании и являются вспомогательными. Дисковые фрезы имеют прямые или наклонные зубья. У фрез с прямыми зубьями на торцовых кромках передние углы равны нулю, что ухудшает условия их работы. Чтобы получить у двухсторонних фрез на боковых кромках положительные передние углы, применяются фрезы с наклонными зубьями. С этой же целью трехсторонние фрезы выполняются с разнонаправленными зубьями (рис, 87, г). Они работают всеми зубьями, расположенными на цилиндре. На торцах же половина зубьев, имеющих отрицательные передние углы, срезана.
Однако эти фрезы обладают высокой производительностью, несмотря на частично срезанные зубья.
Для прорезания узких пазов и шлицев на деталях, а также разрезания материалов применяются топкие дисковые фрезы, которые называют пилами. У таких фрез поочередно то с одного, то с другого торца затачиваются фаски под углом 45*. Фаска срезает обычно 1/5—1/3 длины режущей кромки. Поэтому каждый зуб срезает стружку, ширина которой меньше ширины прорезаемого паза. Это позволяет более свободно размещаться стружке во впадине зуба и улучшает ее отвод. При ширине среза, равной ширине паза, торцы стружки соприкасаются с боковыми сторонами прорезаемого паза, что затрудняет свободное завивание и размещение стружки во впадине зуба и может привести к заклиниванию зубъев и поломке фрезы.
Угловые фрезы
Рис. 88. Угловые фрезы
Угловые фрезы (рис. 88) используются при фрезеровании угловых пазов и наклонных плоскостей. Одноугловые фрезы (рис. 88, а) имеют режущие кромки, расположенные на конической поверхности и торце. Двухугловые фрезы (рис.88, б) имеют режущие кромки, расположенные на двух смежных конических поверхностях. Угловые фрезы находят широкое применение в инструментальном производстве для фрезерования стружечных канавок различных инструментов. В процессе работы одноугловыми фрезами возникают осевые усилия резания, так как срезание металла заготовки производится в основном режущими кромками, расположенными на конической поверхности. У двухугловых же фрез осевые усилия, возникающие при работе двух смежных угловых кромок зуба, несколько компенсируют друг друга, а при работе симметричных двухугловых фрез (рис. 88, в) они взаимно уравновешиваются. Поэтому двухугловые фрезы работают более плавно. Угловые фрезы малых размеров изготовляются концевыми (рис. 89) с цилиндрическим или коническим хвостовиком.
Рис. 89. Концевая угловая фреза
Толщина среза угловых фрез изменяется по длине кромки. Она имеет максимальное значение на вершине зуба и уменьшается при удалении от нее, вдоль режущей кромки, т. е. при уменьшении радиуса рассматриваемой точки кромки. Это может привести к тому, что участками кромок, расположенными у малых торцов, могут срезаться незначительные толщины среза, соизмеримые с радиусом округления режущей кромки. Это неблагоприятно отражается на характере протекания процесса резания, так как при значительных отрицательных передних углах на радиусе округления в зоне контакта наблюдаются значительный нагрев, большие усилия и быстрый износ инструмента. Чтобы на этих участках обеспечить нормальные условия работы, целесообразно уменьшить число работающи х зубьев вдвое, срезая их через один зуб. Необходимость уменьшения числа зубьев на малых диаметрах иногда вызывается тем, что при проектировании угловых фрез возникают затруднения в выборе числа зубьев, В зоне, расположенной ближе к центру трудно бывает разместить число зубьев, равное числу зубьев на вершине фрезы. Это объясняется большой разницей в окружных шагах зубъев на наибольшем и наименьшем диаметрах фрезы. Зубья, расположенные на меньшем диаметре, получаются небольшими по высоте, что может привести к забиванию канавок стружкой. Вершину угловой фрезы необходимо закруглять во избежание быстрого износа.
Концевая фреза
Рис. 90. Концевая фреза
Концевые фрезы (рис. 90) применяются для обработки глубоких пазов в корпусных деталях контурных выемок, уступов, взаимно перпендикулярных плоскостей. Концевые фрезы в шпинделе станка крепятся коническим или цилиндрическим хвостовиком. У этих фрез основную работу резания выполняют главные режущие кромки, расположенные на цилиндрической поверхности, а вспомогательные торцовые режущие кромки только зачищают дно канавки. Такие фрезы, как правило, изготовляются с винтовыми или наклонными зубьями. Угол наклона зубьев доходит до 30—45*. Диаметр концевых фрез выбирают меньшим (до 0,1 мм) ширины канавки, так как при фрезеровании наблюдается разбивание канавки.
Шпоночные фрезы
Разновидностью концевых фрез являются шпоночные двухзубые фрезы (рис. 91). Рассматриваемые шпоночные фрезы, подобно сверлу, могут углубляться в материал заготовки при осевом движении подачи и высверливать отверстие, а затем двигаться вдоль канавки. В момент осевой подачи основную работу резания выполняют торцовые кромки. Одна из них должна доходить до оси фрезы, чтобы обеспечить сверление отверстия.
Рис. 91.Шпоночные фрезы
Переточка таких фрез производится по задним поверхностям торцовых кромок, поэтому при переточках их диаметр сохраняется неизменным.
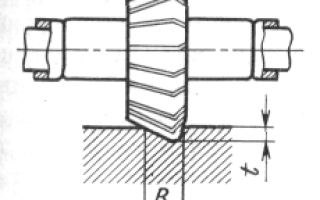
Фрезы для обработки Т-образных пазов
Для обработки Т-образных пазов, часто встречающихся в станкостроении, применяют Т-образные фрезы (рис. 92).
Рис. 92. Фреза для обработки Т-образных пазов
Они работают в тяжелых условиях и часто ломаются, что объясняется затрудненным отводом стружки. Каждый зуб работает два раза за один оборот фрезы. Такие фрезы делаются с разнонаправленными зубьями и имеют поднутрения с углом Ф1 = 1°30′-:- 2* на обоих торцах. С целью улучшения условий размещения стружки производят заточку фасок на зубьях то с одного, то с другого торца под углом 30° и шириной 0,5 мм.
Фасонные фрезы
Фасонные фрезы получили значительное распространение при обработке разнообразных фасонных поверхностей. Преимущества применения фасонных фрез особенно сильно проявляются при обработке заготовок с большим отношением длины к ширине фрезеруемых поверхностей. Короткие фасонные поверхности в условиях крупносерийного производства лучше обрабатывать протягиванием.
Фасонные фрезы по конструкции зубьев разделяются на фрезы с затылованнымп зубьями и фрезы с остроконечными (острозаточенными) зубьями.
Рас. 93. Фасонная затылованная фреза
Фасонные затылованые фрезы (рис. 93) имеют плоскую переднюю поверхность, по которой перетачиваются в процессе эксплуатации. Новой и переточенной фрезой можно обрабатывать одни и те же детали, если форма фасонной режущей кромки при переточках не изменяется. Это обеспечивается за счет выбора соответствующей формы задней поверхности зуба фрезы.
Задняя поверхность зуба затылованной фрезы с передним углом V = 0 — это совокупность фасонных режущих кромок, постоянных по форме и размещенных в радиальных плоскостях Р на различных расстояниях от оси фрезы. При переходе от передней плоскости новой фрезы к спинке зуба расстояние от оси до режущей кромки уменьшают, чтобы обеспечить получение положительных задних углов на режущей части. Фасонные фрезы с остроконечными зубьями (рис. 94), в отличие от затылованных фрез, затачивают по задним поверхностям зубьев. Остроконечные фасонные фрезы дают более чистую поверхность, имеют повышенную стойкость по сравнению с затылованными фасонными фрезами. Однако изготовление и переточка этих фрез требуют специальных приспособлений и копировальных устройств, обеспечивающих получение точного контура фасонных режущих кромок как при их изготовлении, так и при их перетачивании. Поэтому фасонные фрезы с остроконечными зубьями применяются в условиях крупносерийного и массового производства.
Рис. 94. Фасонная фреза с остроконечными зубьями
Находят применение также сборные фасонные фрезы, у которых требуемый фасонный профиль создается как огибающая кривая к совокупности простых по форме кромок отдельных ее режущих элементов. Так на рис. 95 приведена конструкция сборной фасонной фрезы с круглыми пластинками твердого сплава для обработки профиля железнодорожных колес. Фреза состоит из корпуса, в пазах которого крепятся рейки 2 с закрепленными на них круглыми твердосплавными пластинами диаметром 12—16 мм. Для получения необходимой чистоты обработанной поверхности гнезда под пластинки на смежных рейках смещены относительно друг друга на 1,5—2,0 мм.
Рис. 95.Сборная фасонная фреза
Фрезы по металлу: основные виды и их предназначение
Фреза по металлу представляет собой инструмент, предназначенный для резки заготовок из металла. Работа его осуществляется при помощи поступательно-вращательных движений. Непосредственно сама фреза является исходной частью вращения, которое соприкасается с поверхностью заготовки в процессе обработки. Для этого инструмента характерно наличие большого количества разновидностей рабочей поверхности. Самыми распространенными считаются торцевые, отрезные, шпоночные, дисковые, пазовые, концевые и угловые фрезы.
Классификация фрез по металлу
Этот инструмент различают:
- по месту нахождения режущих частей;
- по направлению (винтовые, наклонные и т. д.);
- по креплению режущих элементов;
- по их заточке;
- по конструкции инструмента (сборный, монолитный, составной);
- по их материалу.
Цилиндрические фрезы
Такой тип используется для горизонтально-фрезерных станков, предназначенных для обработки плоскостей. Цилиндрические фрезы могут быть:
- с винтовыми зубьями;
- с прямыми зубьями.
Инструмент с винтовыми зубьями работает довольно плавно и его широко используют на предприятиях. Фрезы, имеющих прямые зубья, применяют только для обработки узких плоскостей, где достоинство инструмента с винтовыми зубьями не оказывает на процесс резания большого влияния. Изготавливается такой вид из быстрорежущей стали и оборудован в основном винтовыми, твердосплавными или плоскими пластинками.
Торцовые фрезы
Этот вид применяется чаще всего для обработки плоскостей на вертикально-фрезерных устройствах. В отличие от цилиндрического типа, где фреза является профилирующей и образует поверхности детали, у торцевого вида рабочими остаются вершины острых кромок зубьев.
Сами торцевые кромки являются дополнительными, а основная работа осуществляется боковыми заостренными кромками, которые находятся снаружи этой детали. Даже имея небольшую величину припуска, такой инструмент обеспечивает довольно ровную работу. Это происходит из-за того, что угол соприкосновения у торцевых фрез с обрабатываемой деталью зависит не от показателя припуска, а от диаметра режущего инструмента и ширины процесса фрезерования.
По сравнению с цилиндрическим типом, торцовая фреза является более жесткой и массивной. Это обеспечивает удобство размещения и надежность закрепления режущих элементов и оснащение их твердыми сплавами. Торцовое фрезерование характеризуется гораздо большей производительностью. Именно поэтому на сегодняшний день работы по фрезерованию плоскостей осуществляются торцовыми видами инструмента.
Дисковые фрезы
Этот вид представляет собой необходимое и современное оборудование, которое используется при фрезеровании канавок и пазов. Дисковый инструмент бывает трех видов:
У пазовых дисковых фрез зубья располагаются только на цилиндрической поверхности и используют их для обработки неглубоких пазов. Двусторонние дисковые фрезы, кроме зубьев, расположенных на торце, имеют зубья, находящиеся на поверхности. Особенностью трехсторонних дисковых инструментов является то, что зубья находятся не только на обоих торцах, но и на поверхности.
Дисковые фрезы имеют высокую производительность, несмотря на то, что у них часто срезаны зубья.
Чтобы прорезать на деталях шлицы и узкие пазы, используют топкие дисковые фрезы, называемые пилами. У такого оборудования то с одного, то с другого торца начинают затачивать фаски. Обычно фаска срезает половину длины режущей кромки. Именно из-за этого каждый зуб срезает стружку такой ширины, которая будет меньше ширины прорезаемого паза. Благодаря этому стружка более свободно начинает размещаться во впадине зуба и улучшается ее отвод. Если ширина среза будет соответствовать ширине паза, то в этом случае торцы стружки будут соприкасаться с боковыми сторонами прорезаемого паза. Это будет затруднять свободу размещения стружки во впадине зуба, в результате чего дисковая фреза может сломаться.
Угловые и концевые фрезы
Угловое оборудование применяют при фрезеровании наклонных плоскостей и угловых пазов. Одноугловые виды обладают режущими кромками, расположенными на торце и конической поверхности. Двухугловые виды имеют режущие кромки, которые располагаются на двух конических поверхностях.
Концевые фрезы используются для обработки глубоких пазов в корпусных деталях уступов, контурных выемок, а в шпинделе станка крепятся цилиндрическим или коническим хвостовиком. У такого оборудования основную работу, связанную с резанием, осуществляют главные режущие кромки, которые располагаются на цилиндрической поверхности. А вот вспомогательные режущие кромки производят зачистку дна канавки. У таких фрез зубья обычно винтовые или наклонные.
Шпоночные фрезы
Они являются разновидностью концевых фрез и представляют собой шпоночный двузубый инструмент. Такой шпоночный инструмент наподобие сверла способен углубляться в материал заготовки во время осевой подачи и сверлить отверстие, а затем дальше продвигаться вдоль канавки. Во время осевой подачи основная работа резания осуществляется торцовыми кромками. Одна из них обязательно должна доходить до оси фрезы для обеспечения сверления отверстия.
Заключение
Фреза по праву считается самым популярным приспособлением, которое используется для обработки металла. Она может иметь одновременно несколько вариантов лезвий, зубьев и режущих кромок. Отличительной чертой этого инструмента считается широкое разнообразие размеров, профилей, типов, форм и сфер применения.
Фрезы по металлу для фрезерного станка — виды и назначение
Содержание: Скрыть Открыть
Фреза – это рабочий металлорежущий инструмент фрезерного станка, основной элемент его оснастки, вид которой определяет возможность выборки металла на том или ином участке, придание детали требуемой формы. Благодаря большому разнообразию видов инструмента можно производить металлорежущие операции на различных участках заготовки. Для этого в арсенале фрезеровщика должны быть основные и дополнительные виды фрез по металлу, особенности и классификацию которых мы рассмотрим ниже.
Классификация фрез
Фреза является металлорежущим инструментом, предназначенным для обработки заготовок путем поступательно-вращательного движения. Обработка осуществляется благодаря контакту с рабочими кромками-резцами, изготовленными из особо твердых марок стали и других материалов – керамика, алмаз и т. д.
Классификация фрез по металлу осуществляется по следующим основным характеристикам:
- Месторасположение режущих частей
- Направление режущих частей – винтовое, наклонное и т. д.
- Крепление режущих частей.
- Конструкция фрезы – сборная, монолитная или составная.
- Заточка фрезы.
- Материал режущей части.
Основные виды фрез
Рассмотрим основные виды фрез по металлу, назначение и способ применения. Одними из наиболее распространенных являются цилиндрические фрезы, которые выпускаются с винтовыми или прямыми зубьями. Фреза с винтовыми зубьями характеризуется плавной работой и широко используется в промышленном производстве. Цилиндрические фрезы с прямыми зубьями оптимально подходят для обработки узких поверхностей.
Торцовые фрезы применяются на вертикально-фрезерных станках. Рабочей частью являются вершины кромок зубьев, сами же кромки являются дополнительными режущими поверхностями. Угол обработки между фрезой и обрабатываемой поверхностью зависит от диаметра инструмента, а не от припуска, что обеспечивает стабильную работу. Благодаря жесткости и массивности инструмента обеспечивается удобство расположения и надежность крепления режущих элементов, высокая производительность и точность обработки.
Следующий широко используемый вид – это дисковые фрезы, широко используемые для нарезки канавок и пазов. Данный тип фрез подразделяется на три вида:
- Пазовые – зубья расположены на цилиндрической поверхности, что позволяет производить нарезку неглубоких пазов.
- Двусторонние – зубья расположены на торце и поверхности фрезы.
- Трехсторонние – зубья расположены на обеих торцах и поверхности.
Дисковые фрезы характеризуются высокой производительностью и широко применяются для обрезки заготовок, прорезания пазов, снятия фасок, выборки металла и других операций.
Угловые фрезы применяются для съёма металла на наклонных поверхностях и в угловых пазах с конической поверхностью. Подразделяются на одно- и двухугловые, различающиеся расположением режущих элементов, соответственно на одной или двух смежных конических поверхностях. Такая конструкция позволяет нарезать стружечные канавки в инструментах различной формы.
Ещё один распространенный вид фрез – концевые. Основное назначение – нарезка пазов, контурных уступов, выемок, съём металла на поверхностях расположенных под прямым углом относительно друг друга. Концевые фрезы производятся монолитными или с припаянным режущими частями, цилиндрическими или коническими хвостовиками, для грубой или чистовой обработки (в зависимости от размера зуба).
Прочие виды фрез
Также применяются следующие виды фрез по металлу:
- Шпоночные – разновидность концевых фрез выполненные в форме двузубого инструмента. Способны углубляться в поверхность при осевой подаче (наподобие сверла) и далее производить нарезку вдоль канавки.
- Фасонные – предназначены для обработки фасонных поверхностей, деталей с большим соотношением длины к ширине. Подразделяются на фрезы с остроконечными и затылованными зубьями.
- Червячные – производят обработку поверхности обкатом путем точечного касания. Подразделяются на правые и левые, цельные и сборные, одно- и многозаходные, а также со шлифованными и нешлифованными зубьями.
- Кольцевые фрезы также называются корончатыми сверлами. Применяются для нарезания отверстий, примерно в 4 раза более производительные, чем спиральные сверла.
Как для профессионального, так и для бытового применения оптимально приобретать фрезы комплектом, в котором подготовлены наиболее необходимые виды инструмента. Все виды и размеры фрез продаются и отдельно, что позволяет максимально укомплектовать станок необходимой оснасткой для решения стоящих перед вами задач.