Содержание
- Обзор вальцовочных станков
- Основные виды вальцов и их назначение
- Конструкция механизма и принцип действия
- Разновидности машин для вальцевания
- Основные принципы работы вальцов
- Применение валькового оборудования в производстве
- Несложный вариант самостоятельного изготовления вальцов
- Известные марки вальцовочных устройств
- Вальцовка листового металла: особенности процесса
- Область применения
- Характеристика процесса вальцевания
- Типы вальцовочных станков
- Составные части вальцов
- Изготовление листогибочного оборудования собственноручно
- Вальцы: виды, применение и изготовление своими руками
- Что это такое?
- Устройство и назначение
- Обзор современных моделей станков
Вальцовка листового металла своими руками
Обзор вальцовочных станков
Терминами «вальцовочный станок», «валковая машина» или же «вальцы» обозначается механизм, с помощью которого специалисты совершают нужную им деформацию необходимых заготовок из листового металла для выполнения разнообразных ремонтных работ или для строительства.
Главной особенностью данного устройства является ее высокая универсальность и эффективность в работе. Эти качества дают возможность использовать этот станок в различных видах производства.
Основные виды вальцов и их назначение
Вальцовочные станки в современном мире очень часто встречаются на многих предприятиях по производству металлоизделий. Такое устройство без проблем можно смастерить в домашних условиях своими руками. Используя данный механизм, специалисту под силу изготовить из металлического листа детали различных форм – цилиндрической, овальной или конической.
Вальцовочные устройства, которые сейчас выпускают в промышленных масштабах, способны обрабатывать листы из различных видов стали, а также меди, алюминия, латуни, чугуна.
Существует три категории вальцовочных устройств:
- Ручной станок для вальцовки листового металла. Устройство данного типа изготовляется в двух вариантах: напольный (когда развальцовочный станок устанавливается на стойке), и настольный (когда агрегат монтируется на верстаке). Для работы на данном типе вальцовочного ручного станка придется приложить немало физических усилий, хотя несомненным плюсом является легкость в эксплуатации и очень простая конструкция, позволяющая сберечь надежность устройства на длительный период времени.
- Станок вальцовочный электромеханический. Устройство данного типа имеет в своих составляющих редуктор. Он позволяет заметно повысить эффективность такого агрегата. Электромеханический станок используется в промышленном производстве для обрабатывания металлических листов и для того, чтобы немного изменить конфигурацию трубного проката.
- Вальцевой станок с гидравлическим приводом. Данный тип машины относится к наиболее мощным и очень часто эксплуатируется на предприятиях различных направлений. По сравнению с ручным и электромеханическим станками он имеет в своей конструкции в разы больше рабочих механизмов. Эти приспособления и делают устройство более мощным. На данном типе оборудования без проблем гнутся даже самые толстые металлические листы (до 8мм).
Преимущества ручных вальцов:
- компактность устройства;
- невысокая масса;
- хорошая мобильность;
- электроэкономичность;
- сравнительно небольшая стоимость.
Конструкция механизма и принцип действия
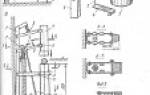
Основной деталью как заводских, так и собственноручно изготовленных вальцовых станков считается тяжелая станина, выполняющая роль основания. Обычно ее изготавливают из чугуна или листа стали большой толщины. На эту мощную станину и прикрепляется орган станка, включающий в себя от двух до девяти валков.
Эти вальцы также в некоторых устройствах оснащены специальной канавкой, позволяющей гнуть не только металлические листы, но и использовать для вальцовки труб и прутов.
- Металлические полированные.
- Обрезиненные.
Технологические возможности работы вальцового станка определяются его конструктивными особенностями, в частности:
- ширина металлолиста;
- поперечники вальцов, от которых напрямую зависит радиус изготовляемой детали;
- толщина самого металла;
- расстояние между валами (вымеряется максимальное);
- изготовление элементов конусовидной формы.
Кроме вышеперечисленных, есть еще множество факторов, от которых зависит производительность машин для вальцевания и удобство в их использовании.
Трубы на валковой машине изготовляются достаточно просто:
- Первым делом подготовленный металлический лист зажимается специальной рукояткой между валами (средним и крайним);
- После этого с помощью третьего валка к нему прижимается заготовка;
- Затем специалист запускает электрический двигатель, или же собственноручно вращает валки.
Весь процесс работы состоит в том, что металлический лист, проходя с обозначенной скоростью через валы, сгибается под необходимыми валами.
Разновидности машин для вальцевания
Крупногабаритные вальцовые станки часто используют в промышленном производстве. Небольшие мастерские вполне довольствуются устройствами для ручной работы.
Станки вальцовые разделяют:
- Механические. Являются очень простыми в использовании, а также отличаются невысокой стоимостью. Данный механизм имеет в составе три вальца, которые необходимо вращать вручную. Шестеренки передают движение от рукоятки на исполнительный механизм. Механический вальцовый станок не может изгибать детали формы конуса. Наиболее часто их используют в небольших цехах и приватных мастерских, чтобы изготовлять детали из очень тонких металлических листов.
- Электромеханические. Данный тип вальцовочной машины является производительней из-за дополнительного наличия электропривода, который приводит во вращение исполнительный механизм. Наличие данного элемента позволяет обрабатывать металлический лист с большей толщиной и существенно сократить время выполнения работы. Для валкового устройства с электромотором обязательно наличие тормоза.
Основные принципы работы вальцов
Данный элемент конструкции вальцовочного станка – очень важное и значимое приспособление в производстве металлургической продукции. Они служат для сгибания металлических листов, труб и других деталей любой формы.
Цилиндр, который находится в постоянном вращении, является главным рабочим механизмом приспособления. Именно через данный механизм проходят и сгибаются нагретые металлические листы. Работая с железом, станок нуждается в постоянном нагревании.
Главные функции вальцовочных устройств:
- Сгибание труб на 160 градусов.
- Обработка металлических труб.
- Возможность деформирования труб вне зависимости от их размера и диаметра.
Применение валькового оборудования в производстве
Станок вальцовочный незаменим при производстве таких вещей:
- дымоходные трубы;
- воздуховодные трубы;
- трубы различных видов и размеров;
- системы вентиляции;
- водосточные трубы.
Несложный вариант самостоятельного изготовления вальцов
Анализируя простоту конструкции и работы валковой машины, многие ошибочно полагают, что собрать данное устройство собственноручно не представляется чем-то сложным. Это не совсем так. Все это потому что большую часть необходимых составляющих частей необходимо будет вытачивать самостоятельно. Если мастер имеет начальные навыки в токарном деле, можно смело пробовать собрать станок вальцовочный на ручной тяге в домашних условиях.
Для этой цели понадобиться:
- Штыри из металла разного диаметра.
- Швеллер.
- Подшипники.
- Болгарка.
- Сварочный агрегат.
- Валы.
- Токарное устройство.
Далее последует непосредственно сам процесс сборки валковой машины:
- Швеллер нужен для того, чтобы сварить из него станину – платформу для будущего вальцовочного станка.
- Рама для валкового устройства изготавливается в форме буквы «П» и тоже из швеллера. Далее к ней привариваются арматурные ограничители, отвечающие за стойку прижимного вала.
- После этого необходимо изготовить три вала, смонтировать их на подшипники и закрепить на уголки, вставлены в основание.
- Расположение вала будет изменяться с помощью штыря с резьбой, закрепленным снизу шайбой.
- Вал, что сверху должен свободно оборачиваться на подшипниках.
От длины станковых валов будут зависеть параметры детали, которую необходимо обработать. Размеры расстояния между валами, что снизу регулируется вручную.
Рекомендации при сборке вальцов для станка собственноручно:
- Нельзя допускать, чтобы появлялись трещины и царапины на металлическом профиле;
- Не следует растягивать и сжимать платформу в точке, где идет наибольшее напряжение на конструктивную составляющую;
- Не деформировать элементы перед началом работы.
На данном ручном вальцовочном устройстве, кроме металлических листов, дополнительно можно гнуть еще и трубы.
Видео: станок вальцовочный ручной настольный.
Известные марки вальцовочных устройств
На современном рынке каждый мастер может найти подходящий для себя станок за нормальную стоимость. Не представляется сложным отыскать как бюджетную ручную валковую машину для изгибания металлических листов и труб, так и полноценное устройство цеха или большой мастерской.
Популярные торговые марки, выпускающие вальцовые станки для ручной работы:
- Stalex – данная торговая марка специализируется на производстве очень надежных и эффективных в работе устройств. Их основное назначение – развальцевание металлических листов, разных за шириной и высотой.
- Metalmaster – эта производственная компания занимается изготовлением и продажей надежного и очень функционального вальцовочного оборудования. Также его просто и удобно использовать при работе с металлопродукцией. Большинство моделей данной торговой марки оснащены специальными канавками на валках. Поэтому на данной валковой машине можно без проблем гнуть пруты и трубы.
- Энкор-Корвет – данная отечественная марка, страной-производителем которой является Китай, выпускает сравнительно дешевый, но надежный станок для развальцовки трубок и сгибания металлических листов, толщиной до 1,5мм.
- Вальцовочные машины с электромеханическим приводом:
- ВЭМ – данная валковая машина редко требует дорогостоящего ремонта ввиду своей надежности. Устройство дополнительно оснащено конструктивными деталями, что дает возможность существенно расширять специфику работы этой марки.
Как показывает количество марок, выпускающих разного рода вальцовочные станки, выбор товаров в наше время огромный. Не прилагая много усилий можно приобрести как дорогостоящее оборудование для производственных предприятий, так и небольшие станки для ручной работы.
Вальцовка листового металла: особенности процесса
Вальцовка — процесс гибки металла под давлением, в результате которого изделие приобретает цилиндрическую форму. Эту технологию используют на протяжении многих столетий, и за время своего существования она значительно усовершенствовалась. Появились новые инструменты, облегчающие процесс деформации твёрдых материалов.
Область применения
Процесс вальцевания листового металла представляет собой способ деформации, который производят непрофилированным вращающимся инструментом. Это операция холодной штамповки, при которой металл обретает форму конуса. После обработки таким способом структура заготовки становится плотнее, улучшаются ее основные свойства.
Деформацию металла применяют во многих случаях и для разных материалов. Например, вальцевание является подготовительным этапом для штамповки готового изделия. Эта же технология используется для первичной переработки заготовок.
Такой процедуре может подвергаться не только листовой металл, но и трубы, прутки и другие профили, изделия из резиновых смесей и пластмасс. Важно, чтобы материал был в необходимой мере пластичным.
Вальцовку металла часто применяют для уплотнения, сдавливания и плющения заготовок, для придания им равномерного лоска и толщины. Процесс может протекать и в холодном состоянии, и в нагретом. Возможно нагревание валков и изменение скорости прохождения заготовки.
Сегодня вальцовкой металла занимаются не только на производстве, но и в домашних условиях, для чего используют специальный одноименный инструмент. На предприятиях это большие станки с электро- и гидроприводами. Для ремонтных мастерских более подходят простые конструкции, часто изготовленные своими руками.
Технологический процесс деформации металла данным способом состоит из нескольких этапов:
- Подготовка оборудования — вальцов.
- Прокатка бруска или листа.
- Промежуточный отжиг.
- Обработка заусениц и трещин.
- Завершающий отжиг и прокатка.
Отсутствие заусениц и трещин — одно из главных условий качественного вальцевания. Такие дефекты могут появиться в случае чрезмерно сильного обжима валками бруска либо от неравномерного напряжения и отжига. Выявляют дефекты и устраняют их на четвертом этапе работы после промежуточного отжига. Если этого не сделать и продолжить прокатку, то трещины будут увеличиваться.
Устраняют брак затиранием трещин надфилем и отпиливанием, откусыванием заусениц. Затем, чтобы снять с металла напряжение, заготовку отжигают и продолжают прокатку металла. Образовавшиеся углубления выравниваются.
Характеристика процесса вальцевания
Принципиальная особенность вальцовки листового металла состоит в том, что процесс деформирования происходит по всей контактной поверхности. Это немного снижает производительность, но повышает стойкость прокатных рабочих валиков. К преимуществам вальцовки металла можно отнести:
- Снижение эксплуатационных расходов на оснастку и оборудование.
- Увеличение эксплуатационного срока инструментов и станков.
- Эффективное использование в условиях единичного и мелкосерийного производства.
- Снижение потерь от брака.
- Низкую стоимость вальцовочной машины в сравнении с гидравлическим или механическим прессом. Затраты на ее приобретение окупаются в течение полугода активного использования.
В процессе выполнения вальцовки оператор может изменять скорость деформирования металла. При других формовочных операциях штамповки это не всегда возможно.
Вальцовку листа металла можно выполнять в нескольких вариантах:
- в поперечном направлении подачи заготовки;
- в продольном направлении;
- при винтовой подаче.
Первый вариант используется для получения коротких труб, второй — длинных.
Процесс листовой вальцовки характеризуется следующими особенностями:
- Деформирование производится крутящим моментом, а не усилием. Значение крутящего момента зависит от условий контактного трения, диаметра рабочих валиков и физико-математических характеристик материала.
- При выполнении операции скорость вальцовки не влияет на энергетические затраты, напротив, при увеличении показателя рабочее усилие процесса снижается.
- Трение между валками напрямую зависит от поверхности. Снижение шероховатости приводит к снижению трения. Поэтому при постоянной эксплуатации вальцовочных машин необходимо периодически шлифовать поверхность оснастки.
При вальцовке стального изделия до 6 мм толщиной исходный металл обрабатывается в холодном состоянии. Если работают с деталями из толстолистового материала, применяют предварительный подогрев. Вальцовочную машину в таких случаях устанавливают возле печей с безокислительной нагревательной системой. Благодаря этому процесс образования поверхностной окалины снижается.
Если производят деформацию горячекатаного листового проката, перед вальцеванием правят лист. Это оговаривается техническими требованиями ГОСТа.
Типы вальцовочных станков
Используемое при вальцевании оборудование отличается простотой и универсальностью, поэтому для домашнего использования его можно изготовить собственноручно. Производственные цеха оснащают серийными моделями вальцов, которые сегодня на рынке представлены в большом ассортименте.
Все станки в зависимости от количества валков делят на четырех-, трех- и двухвалковые. Трехвалковые бывают симметричными и асимметричными. У четырехвалковых станков имеется дополнительный вал, что упрощает процесс вальцевания. Все элементы надежно сцеплены между собой, что сводит к минимуму вероятность выскальзывания листового материала и увеличивает скорость обработки.
По типу используемого привода вальцы бывают:
Вальцы с ручным приводом очень простые по конструкции. Такое устройство не требует дополнительного питания для работы и имеет такие преимущества:
- надежность;
- компактность и мобильность;
- невысокая стоимость;
- простота обслуживания и эксплуатации.
К минусам оборудования этого типа можно отнести:
- невозможность использования при вальцевании изделия из металла более 2 мм толщиной;
- невысокая производительность;
- для гибки листовой заготовки понадобится приложить значительные физические усилия.
Станки, оснащенные электрическим приводом, более эффективны. На них можно обрабатывать листовые металлические изделия значительной толщины.
Вальцы, работающие от гидравлического привода, самые мощные. Устройство такого типа отличается большими габаритами. Как правило, такое оборудование устанавливают на промышленных предприятиях.
Составные части вальцов
Вальцовочное оборудование бывает двух типов:
- станки с нажимным валиком, чаще всего расположенным посередине;
- установки с инструментом, размещенным эксцентрично.
Первый тип применяют для вальцовки толстого металла. Второй вариант используется при деформировании заготовок не более 2,5 мм.
В рассматриваемом оборудовании существенным различием является взаимное расположение валков: симметричное либо асимметричное. Более универсальными являются асимметричные машины. Они используются не только для свертки цилиндров, но и для разнообразного оформления кромки.
На практике чаще применяется схема с тремя симметрично расположенными валками, так как при обслуживании она более технологична. Такого типа вальцовочный станок с внешним приводом имеет следующие узлы:
- электродвигатель;
- клиномерную передачу или редуктор;
- вал с размещенным на нем основным валком;
- боковые стойки с узлами из подшипников: в быстроходных вальцах используют подшипники качения, а для мощности оборудования — скольжения;
- два приводных нижних валка;
- станина с двумя опорными стойками;
- защитный кожух для приемки полуфабриката при работе станка;
- система управления вальцами.
Регулируются технологические параметры оборудования изменением величины зазора между валками. В ручных моделях это выполняется с помощью винтового или храпового механизма, в автоматических станках — программно.
Изготовление листогибочного оборудования собственноручно
Чтобы собрать станок для обработки листового металла, необходимо наличие определенных навыков, расходный материал и инструменты.
Первое, что понадобится — составить самостоятельно или найти в интернете чертеж. Далее можно приступить к подготовке материалов и к сборке конструктивных узлов, к которым относятся:
- рама вальцов;
- боковые стойки;
- стальные валки (их диаметр и количество зависит от того, какой мощности будет устройство);
- рукоятка, приводящая нижние валки в движение;
- приводной узел (зубчатый или цепной), который обеспечивает синхронное вращение нижних валков;
- нажимной узел пружинного типа.
Начинают сборку вальцов с изготовления рамы. Ее можно сварить из толстых стальных заготовок согласно размерам, указанным в чертежах. Для боковых стоек подойдут мощные швеллеры из низкоуглеродистой стали, которые крепятся к раме при помощи сварки.
На одной из стоек фиксируются элементы приводного узла, для чего предусмотрены специальные отверстия. После монтирования боковых стоек в подшипниковые узлы устанавливаются валки. Их необходимо параллельно выставить и окончательно зафиксировать остальные узлы.
Вальцевание широко востребовано благодаря своим неоспоримым преимуществам. Так как это метод холодной деформации, в процессе обработки материал не подвержен действию высокой температуры. Такая особенность оставляет без изменений свойства материалов. Операция вальцевания дает возможность получить точную заготовку, полноценную деталь или декоративный элемент.
Вальцы: виды, применение и изготовление своими руками
При работе с металлопрокатом необходим вальцовочный станок. С его помощью из заготовок изготавливают широкий ассортимент продукции. Она, в свою очередь, используется строительной, химической и других отраслях промышленности.
Вальцы позволяют деформировать заготовку в горизонтальной или вертикальной плоскости. Они способны обработать любое изделие с плоской поверхностью.
Что это такое?
Вальцы используются в конструкции дробильных машин и даже оборудования для кузнечного дела. Они представляют собой два валка. Первый крутится в одном направлении, второй – в противоположном ему. Таким образом обеспечиваются должный захват и обработка материала.
Если говорить об особенностях конструкции различных вальцов, то в дробильных станках они имеют рифленую поверхность. Если это ковочный агрегат, то в вальцах есть ручей, габариты которого соответствуют размерам и форме обрабатываемой детали.
В зависимости от того, в какой сфере используется вальцовочный станок, он может обрабатывать заготовки с широким диапазоном толщины. Вот почему на рынке можно встретить как простые ручные листогибы, так и крупногабаритные прокатные машины. Последние оснащаются ЧПУ и имеют в конструкции до 9 валов. Они рассчитаны на большой объем работы, поэтому используются в промышленных масштабах.
Вальцы необходимы в том случае, когда профилю необходимо придать желаемую форму. Она может быть овальной, круглой или даже цилиндрической. Есть станки, которые могут сделать из заготовки изделие с полицентрической или конической формой.
При работе с оцинкованной жестью не нужен большой станок. Даже малогабаритный агрегат способен произвести большое количество изделий, к примеру:
- водостоки;
- дымоходы;
- элементы вентиляционной системы.
Ограничения в работе с таким станком касаются только лишь технических параметров, которыми он обладает. Нужно понимать, что основной и вспомогательный вал обладают разным диаметром. Соотношение между этими показателями влияет на такие параметры, как минимальный и максимальный радиус сгиба.
Максимальная ширина обрабатываемой заготовки определяется длиной вала. От типа привода зависит толщина изделия на выходе.
Сложные формы, такие как коническая и полицентрическая, возможны лишь на тех станках, в конструкции которых предусмотрена возможность смены положения валов.
Устройство и назначение
Вальцы можно использовать не только в промышленности, но и в быту. Некоторые умельцы создают своими руками станки для профильной трубы или гофрированной заготовки из любого металла.
В конструкции такого оборудования цилиндры изготавливаются полыми. Очень важно, чтобы оставалась возможность как нагреть элемент, так и охладить его. При наличии хорошего станка даже в домашних условиях можно поставить на поток производство таких незаменимых изделий, как медные водостоки.
Несмотря на простоту подобных агрегатов, в результате получаются изделия высочайшего качества.
Ручные вальцы требуют вложения собственной силы, но они обходятся дешевле, поэтому их предпочитают домашние мастера.
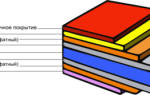
Если хочется наладить продажу подобной продукции на рынке, стоит обратить внимание на электромеханические и гидравлические модели. Именно такое оборудование позволяет расширить собственное производство. Стоит отметить, что современные станки очень аккуратно захватывают металл. В момент деформации декоративное покрытие не страдает. Полимер сохраняет свою привлекательность, не трескается и не меняет окраски.
Профессиональный станок можно регулировать. Даже начинающий пользователь с подробной инструкцией легко адаптирует агрегат под желаемую форму в зависимости от того, какое изделие предполагается производить.
Такой станок станет незаменимым помощником в домашнем хозяйстве, когда необходимо изготовить трубы, дымоход или элементы водосточной системы.
Вальцы можно использовать непосредственно на строительной площадке.
Нет необходимости располагать станок в цеху.
Существует несколько классификаций такого оборудования. Если рассматривать по типу привода, тогда они могут быть:
- ручными;
- электромеханическими;
- электрогидравлическими.
Существует классификация по количеству валков:
Двухвалковые
Вальцы этого типа используются при изготовлении простых цилиндрических элементов. Есть настольные модели и напольные.
В основе таких моделей лежит прочный каркас. По названию не сложно понять, сколько рабочих валов предусмотрено производителем. Располагаются они над друг другом параллельно. Верхний вал изготавливается из стали. Он меньшего диаметра.
Нижний почти всегда в два раза больше. В его конструкции имеется сердечник. Стальной элемент покрыт мягкой резиной или полиуретаном.
Ручные модели более дешевые. Гидравлические полноприводные с ЧПУ стоят дорого, но они гарантируют высокое качество.
Принцип работы такого вальцовочного станка прост. Вал, расположенный снизу, может перемещаться в вертикальной плоскости. В этот самый момент он захватывает и прижимает заготовку к верхнему валу. Небольшое усилие, и металлический лист прокручивается, приобретая желаемую форму.
Диаметр верхнего вала определяет минимальный радиус гиба, а максимальный зависит от усилия прижима нижнего элемента. Чтобы отрегулировать должным образом агрегат, необходимо настроить силу, с которой вальцы будут прижиматься друг к другу.
Нельзя не отметить преимущества такого рода станков:
- простота;
- безопасность для декоративного покрытия заготовки;
- отсутствие ненужной деформации;
- можно обрабатывать листы, изготовленные из различных металлов;
- отсутствие брака в виде незагнутого участка с краю.
Из недостатков – ограничения по техническим параметрам.
Трехвалковые
Эти станки, будь это ковочное или дробильное оборудование, широко представлены на современном рынке.
Их можно классифицировать на две большие группы:
Ручные модели обладают простой конструкцией, поэтому ими так легко пользоваться. Симметричные агрегаты используют для производства водостоков или элементов вентиляции. При всем при этом оборудование устанавливается непосредственно на месте проведения строительных работ.
Принцип работы прост и построен вокруг обкатки заготовки по верхнему вальцу. Это главный рабочий элемент. Радиус вала определяет минимально допустимый радиус гиба. Если требуется отрегулировать этот показатель, тогда меняется высота верхнего вала. Нижние два вальца установлены симметрично на одном расстоянии относительно главного элемента.
Электромеханические модели этого типа работают по тому же принципу, с единственной разницей лишь в том, что станок способен обработать заготовку с показателем прочности 50 кг/мм2.
Ручные агрегаты можно использовать для обработки алюминиевых и медных заготовок.
Несмотря на большое количество достоинств, такие станки обладают одним, но вполне существенным недостатком – края остаются прямыми. При использовании небольшого станка этот недостаток устраняют простой прокладкой дополнительной полоски жести. В промышленных масштабах требуется прокатка металла.
По этой причине и для того, чтобы можно было расширить ассортимент изготавливаемой продукции, стали применять асимметричные вальцы. В простом варианте такой станок имеет только один регулируемый нижний вал. В более сложных конструкциях подвижны оба вала снизу.
Смещение в желаемой плоскости одного из элементов позволяет отрегулировать положение заготовки, благодаря чему получается изделие желаемой формы без недостатков и необходимости доработать его.
Четырехвалковые
Отличается конструкция такого агрегата наличием дополнительного элемента снизу. Именно он позволил значительно расширить ассортимент производимой продукции на одном агрегате. Более того, благодаря ему удалось упростить гибочный процесс.
Есть такие станки резинообрабатывающие, гидравлические. Они способны деформировать заготовки с толщиной 1.5-7.5 см. В данном случае при изготовлении изделий цилиндрической или полицентрической формы толщина роли не играет.
Все современные модели этого типа имеют ЧПУ, вот почему весь процесс автоматизирован.
Такое оборудование незаменимо в промышленных масштабах благодаря отсутствию недостатков у готовых изделий.
Обзор современных моделей станков
На рынке существует несколько признанных лидеров, которые способны предложить пользователю совершенную машину по гибке металлопрофиля. Такие вальцеватели изготавливает концерн DEGstm, ставший прекрасным тандемом немецких и итальянских изобретателей.
На территории нашей страны работает DEG Composite. Компания предлагает широкий спектр станков различного уровня.
Среди наиболее востребованных моделей можно выделить двухвалковый гибочный станок вальцеватель из серии MG F. Он может работать с металлом, рабочая длина которого до 20,5 см. При этом максимальная толщина листа составляет 4 мм, а минимальный радиус гиба – 40 мм.
Из той же серии обязательно стоит уделить внимание трехвалковому станку с гидравлическим приводом. Преимущество рассматриваемого агрегата – в его возможностях. Длина листа может достигать 3100 мм при максимальной толщине в 13 см. Максимальный диаметр гиба в этом случае составляет 94 см.
Есть в той же серии и четырехвалковое оборудование. Максимальная длина детали здесь – как и в предыдущем случае, но толщина заготовки до 7,5 см, а гибочный максимальный диаметр – 68 см.
На российском рынке свой ассортимент предлагает воронежская фирма «Энкор». Из наиболее востребованных моделей – трехвалковые станки с электромеханическим и ручным приводом.