Содержание
- Усадка литейных сплавов | 03.04.2012
- Литейные алюминиевые сплавы
- Общая характеристика и свойства
- Виды литейных алюминиевых сплавов
- Применение
- Нужен совет, плавка алюминия, литьё.
- Отливки из цветных сплавов. Технология литья в кокиль
- Отливки из алюминиевых сплавов
- Отливки из магниевых сплавов
- Отливки из медных сплавов
- Дефекты отливок из цветных сплавов и методы их предупреждения
Усадка алюминия при литье
Усадка литейных сплавов | 03.04.2012
Уменьшение линейных размеров и объема при охлаждении в результате сближения атомов металла называется усадкой. Различают объемную и линейную усадку в определенном интервале температур, выражаемую в %. Обычно объемную усадку связывают с уменьшением объемов при охлаждении и затвердевании жидкого металла, а линейную – при уменьшении линейных размеров слитков, отливок и изделий.
Рисунок 1 – Усадочные дефекты в слитке
При определении величины усадки важно правильно выбрать начальный объем жидкого металла . За время наполнения жидким металлом тела отливки часть его успевает закристаллизоваться и остыть. В результате наружная корка отливки уменьшит свои размеры и к моменту окончания отливки начальный объем жидкого металла будет меньше объема полости формы. Величина этого изменения объема зависит от линейной усадки затвердевшей корки и сил противодействующих ей. К ним относятся гидравлическое давление столба жидкого металла, термическое и механическое торможение усадки.
Линейная усадка определяется температурой начала ее проявления и коэффициентом линейного расширения. Экспериментально установлено, что линейная усадка начинается при образовании достаточно прочного скелета полузатвердевших кристаллов. Температуры, при которых это достигается, образуют на диаграмме состояния линию эффективного интервала кристаллизации. Указанный скелет полузатвердевших кристаллов образуется при 50-75 % твердой фазы в зависимости от состава стали.
Различают свободную и заторможенную усадку. Основным показателем сокращения размеров слитков и отливок в реальных условиях их затвердевания является литейная усадка, которая учитывает все виды торможения усадки. Различают термическое и механическое торможение усадки. Термическое торможение усадки вызвано различной скоростью охлаждения отдельных частей затвердевшего слоя металла. К примеру, при низком содержании углерода в стали торможение усадки достигает 25 %, снижаясь до 8 % при содержании 0,7 % углерода.
Результирующая усадка во многом определяется предусадочным расширением. К причинам предусадочного расширения относят:
- сцепление едва затвердевшей корки с поверхностью формы и ее первоначальное расширение под действием силы сцепления;
- скопление газов в междендритном пространстве в результате ликвации, которое может создавать давление, способствующее раздвижению кристаллов;
- скопление неметаллических включений и газов на границе кристаллизации, увеличивающее кристаллизационное давление и способствующее увеличению периметра корки;
- превышение сил капиллярного давления над силами сцепления между дендритами;
- разогрев и расширение наружной корки слитка в момент образования зазора.
Учитывая предусадочное расширение при расчете полной свободной линейной усадки, удается объяснить расхождения экспериментальных данных при ее определении. С этой целью рекомендуется следующее выражение для ее расчета:
При увеличении предусадочного расширения компенсируется часть термических напряжений, что сокращает трещинообразование. Предусадочное расширение тем больше, чем шире интервал температур затвердевания. Снижение объема усадочных дефектов при этом достигается в результате выделения большого количества растворенных в стали газов в период образования значительной доли твердой фазы.
Линейная усадка взаимосвязана с интенсивностью теплообмена между формой и отливкой. С увеличением усадки образующийся зазор между отливкой и формой приводит к повышению теплового сопротивления и соответствующему снижению теплоотвода. В свою очередь уменьшение интенсивности теплообмена снижает градиент температур в затвердевшем металле, уменьшая скорость усадки и разность ее величины. При этом уменьшаются термические напряжения и связанные с ними процессы пластической деформации в затвердевшей корке.
Усадка обуславливает образование усадочных раковин, подусадочной и структурной рыхлости, различных трещин, зональной ликвации и других дефектов. Учет закономерностей, свойственных усадочным явлениям, позволяет разрабатывать соответствующие мероприятия по повышению качества отливок. Уплотнение структуры обеспечивается центробежным литьем.
Рисунок 2 – Процесс центробежного литья
Усадка при затвердевании зависит от изменения объема при переходе расплава из жидкого состояния в твердое и увеличивается с ростом интервала температур кристаллизации при охлаждении. Поэтому все элементы, расширяющие этот интервал, увеличивают усадку при затвердевании. По разным оценкам значения укладываются в интервал 0,020-0,053.
Значение коэффициента усадки играет важное практическое значение, так как определяет конкретные размеры стержневых ящиков и моделей, а также, в известной мере, величину припусков на механическую обработку и связанный с этим расход металла на изготовление отливки.
Важно отметить, что показатели линейной усадки наиболее рационально определять по замерам участков форм и отливок, расположенных горизонтально в период заливки и кристаллизации сплава. Протяженность таких участков начинает изменяться только после окончания процесса кристаллизации.
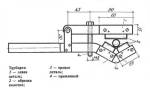
Из всего используемого при выполнении задания оборудования следует изучить прибор для измерения величины линейной усадки отливки. Конструкция прибора представлена на рисунке 1. В жесткой металлической раме 1 расположено тело песчаноглинистой формы 2 с рабочей полостью 3, включающей полости двух захватов — неподвижного 4, жестко связанного с рамой прибора, и подвижного 5. В передаточную планку 6, закрепленную на подвижном захвате, упирается ножка индикатора часового типа 7, фиксирующего перемещения захвата под действием усаживающегося образца.
Рисунок 1 — Конструкция прибора для измерения величины линейной усадки прямолинейней отливки
Усадка сплавов изменяется в зависимости от их химического состава. Так, усадка серых чугунов уменьшается с увеличением содержания кремния и углерода, а также при снижении содержания серы и марганца.
В алюминиевых сплавах увеличенное содержание кремния снижает усадку. Наличие магния и меди, наоборот, повышает усадку таких сплавов.
Увеличение содержания цинка и алюминия в магниевых сплавах снижает их усадку.
При получении отливок уменьшение их линейных размеров происходит при затрудненной усадке, которая вызвана выступающими частями формы, стержнями и т.д. Потому в ряде случаев действительная усадка меньше свободной. Такая усадка носит название литейной и выражается в %. Значение литейной усадки всегда меньше свободной. При этом разница тем больше, чем сложнее и крупнее отливка. В таблице 1 приведены значения усадки сплавов.
Таблица 1 — Примерные значения усадки сплавов
В зависимости от условий охлаждения сплава и его физических свойств объемная усадка при затвердевании может проявляться следующим образом:
а) как сосредоточенные внутренние полости (закрытые или выходящие на поверхность — открытые), расположенные в тех местах отливки, которые затвердевают в последнюю очередь (усадочные раковины);
б) только равномерным изменением внешних размеров;
в) образованием мелких полостей, которые рассеяны по толщине отливок возле отдельных зерен сплава; такие полости носят название усадочной пористости или рыхлоты.
При получении отливок из сплавов, которые имеют повышенную объемную усадку и образуют усадочные раковины (высокопрочные чугуны, стали), на массивных и верхних частях отливок предусматривают прибыли — полости жидкого сплава, которые питают отливку при ее затвердевании и восполняют сокращение ее объема. Расположение и размеры прибылей должны быть выбраны так, чтобы они затвердели в последнюю очередь и именно в них локализовались усадочные раковины.
Рисунок 4 – Схема установки прибылей на отливках
Литейные алюминиевые сплавы
В последнее время достаточно большое распространение получили алюминиевые сплавы. Это связано с тем, что они обладают исключительными эксплуатационными качествами. Существует просто огромное количество различных видов алюминия, классификация зависит от химического состава и многих других показателей. Довольно большое распространение получили литейные алюминиевые сплавы. Они могут применяться для изготовления самых различных деталей, в большинстве случаев, корпусов. Рассмотрим особенности литейных алюминиевых сплавов подробнее.
Общая характеристика и свойства
Существует довольно большое количество разновидностей литейных алюминиевых сплавов, каждый из которых обладает своими особенностями. Алюминиевый литейный сплав характеризуется следующими эксплуатационными качествами:
- Высокие литейные качества. Подобный металл довольно часто применяется для литья по форме. Высокие литейные качества позволяют создавать детали сложной формы.
- Плотность. Химический состав алюминиевых литейных сплавов определяет то, что их плотность относительно невелика. За счет этого вес получаемой конструкции относительно небольшой.
- Коррозионная стойкость также высокая. Она может снижаться за счет добавления различных легирующих элементов.
- Рассматривая свойства сплавов следует отметить и повышенную прочность, а также твердость. Эти качества достигаются путем добавления самых различных веществ.
- Высокая степень обрабатываемости. Путем литья достаточно часто получают заготовки, которые в дальнейшем доводят до готового состояния путем механической обработки на фрезерном или другом оборудовании.
Подобные материалы обладают хорошими литейными свойствами, что позволяет получать детали со сложными поверхностями. Сплавы с высоким содержанием магния или других легирующих элементов могут подвергаться дополнительной термообработке.
В большинстве случаев к данному материалу предъявляют следующие требования:
- Хорошие литейные свойства. Именно они считаются наиболее важными при рассмотрении алюминиевых сплавов данной группы. Чем менее выражены литейные качества, тем хуже раствор заполняет созданную форму. Литейные свойства могут определяться самыми различными методами.
- Небольшая усадка. Процесс усадки практически неизбежен при литье по форме. Однако некоторые составы более склонны к образованию раковин и других дефектов при литье, другие меньше. Чем меньше усадка, тем более качественным получается изделие.
- Высокая жидкотекучесть. Если созданная форма для литья имеет большое количество сложных поверхностей, то для их заполнения состав должен обладать повышенным показателем жидкотекучести.
- Малая склонность к образованию горячих трещин. При выполнении литейных операций возникает вероятность появления трещин, которые снижают прочность структуры и эксплуатационные качества материала.
- Низкая склонность к пористости. Пористая структура обладает менее привлекательными эксплуатационными качествами, так как она имеет меньшею прочность, впитывает влагу и может быть подвержена воздействию коррозии.
- Оптимальные механические и химические свойства. Современные методы легирования позволяют сделать легкий материал более прочным. Для этого проводится добавление самых различных компонентов. Оптимальные механические свойства представлены сочетанием легкости и прочности, а также другими качествами.
- Мелкозернистая однородная структура. При рассмотрении особенностей структуры получаемых изделий следует отметить, что однородная лучше воспринимает оказываемые нагрузки и вероятность появления дефектов существенно снижается. Неоднородную структуру можно охарактеризовать тем, что изделие может иметь разный показатель твердости поверхности, на одной части может появляться коррозия, другая может оказаться быть более устойчивой к подобному воздействию.
Исключить вероятность образования многих дефектов можно путем соблюдения технологии отливки и обработки полученного сплава. Кроме этого, используемый состав также в той или иной степени определяет вероятность образования дефектов.
Литейные алюминиевые сплавы в чушках
Наиболее важным качеством можно назвать жидкотекучесть. Она определяет способность заполнения литейной формы. Кроме этого уделяют внимание тому, какова склонность состава к образованию газовых и усадочных пустот. Измеряется показатель жидкотекучести тем, какая емкость и за какое время может заполниться. Стоит учитывать, что повышенное содержание оксидов становится причиной снижения показателя жидкотекучести.
Процесс литья также определяет высокую вероятность образования усадочных раковин. При охлаждении расплав уменьшается в объеме. Выделяют два основных типа образующейся раковины:
Для определения степени усадки используются различные методы.
При литье также часто встречается деформация, которая становится причиной образования трещин. Она связана с процессом, который определяется сжимающим напряжением между уже затвердевшим и кашеобразным составом.
Различают несколько разновидностей алюминиевых литейных сплавов, о которых далее поговорим подробнее.
Виды литейных алюминиевых сплавов
Все литейные сплавы алюминия можно условно разделить на несколько основных групп:
- Высокопрочные и жаропрочные сплавы. Наиболее распространенным материалом из этой группы можно назвать алюминиевый сплав АЛ19. Его легируют путем добавления титана, за счет чего придаются более высокие механические свойства. Добавление легирующих элементов может проводится при низких или комнатных температурах. Жаропрочность определяет то, что механические свойства и линейные размеры остаются неизменными даже при нагреве состава до температуры 350 градусов Цельсия. Сплавы этой группы хорошо свариваются, а также обладают высокой обрабатываемостью. Стоит учитывать, что за счет легирования коррозионная стойкость относительно невысокая. Существенно повысить прочность можно путем закалки или старения. Подобные марки литейных алюминиевых сплавов широко используются при литье крупногабаритных отливок по песчаной форме.
- Конструкционные герметичные алюминиевый сплав обладают более высокими литейными свойствами. Распространенные марки: АЛ4 и АЛ9. Также следует отметить достаточно высокую коррозионную стойкость. Стоит учитывать тот момент, что термическая обработка в этом случае не проводится. При закалке или старении эксплуатационные качества не улучшаются. Хороший комплекс технологических свойств определяет популярность алюминиевого сплава.
- Коррозионностойкие металлы. К данной группе относится маркировка АЛ27 и АЛ8. Следует учитывать, что подобный тип металла обладает высокой стойкостью к воздействию повышенной влажности. Высокая коррозионная стойкость во многих агрессивных средствах существенно расширяет область применения металла. Кроме этого, структура определяет хорошую свариваемость и обрабатываемость резанием. Однако отметим, что металл обладает низкой жаропрочностью – структура не может выдержать воздействие температуры выше 80 градусов Цельсия. За счет легирования снижаются и литейные свойства. Исключением можно назвать сплав АЛ24, основные свойства которого сохраняются при температуре до 150 градусов Цельсия.
Последняя группа сплавов получила достаточно широкое распространение при изготовлении корпусов и деталей, на которые оказывается воздействие морской воды. Из-за высокой концентрации соли на поверхности довольно часто образуется коррозия.
К литейным сплавам принято относить составы, в которых есть от 10 до 13% кремния. Довольно часто в состав добавляются магний, медь и другие присадки, способные существенно повысить прочность. Также в состав добавляют титан и цирконий. В свою очередь, марганец может существенно повысить антикоррозионные свойства.
Несмотря на то, что в большинстве случаев железо и никель считаются вредными примесями, в данном случае они добавляются для существенного повышения жаропрочности.
Рассматривая маркировку отметим, что для этого применяется обозначение от АЛ2 до АЛ20. Эти материалы сегодня еще называют силуминами. Их химический состав, от которого зависят механические качества, может существенно отличаться. Именно поэтому следует подробно рассматривать состав каждой марки.
Применение
Алюминиевый литейный сплав сегодня применяется при производстве фасонных отливок. Отметим, что разделают как чистый алюминий, так и полученный после вторичной переработки. В химической и пищевой промышленности может использоваться чистый алюминий. Этот материал применим и в электротехнике. Важным моментом является то, что на алюминий приходится более 20% литейных сплавов.
Детали из литейных алюминиевых сплавов
Рассматривая особенности производства отметим, что первичный металл производится в чушках на специализированных алюминиевых заводах. Есть и вторичная цветная металлургия, которая предусматривает применение вторичного лома или отходов. За счет применения менее дорого сырья существенно снижается стоимость материалов.
В России только 50% заводов проводит использование лома в качестве основы. В более развитых странах мира, к примеру, США, Японии, Германии сегодня при производстве алюминиевых сплавов вторичное сырье применяется не менее чем в 90%. За счет этого существенно снижается стоимость различных изделий, а также повышается экологическая чистота.
Применение литейного алюминия весьма обширно:
- Изготовление корпусных деталей. Именно при производстве корпусных деталей чаще всего применяют литейные алюминиевые сплавы. Это связано с тем, что подобным образом существенно снижается их стоимость. Для получения сложных изделий из стандартной заготовки применяют современное фрезерное оборудование, которое стоит дорого и требует соответствующей оснастки.
- Получение различных заготовок в сфере кораблестроения и авиастроения. На протяжение нескольких столетий алюминий используется для изготовления деталей, которые применяются при сборе самолетов и различных летательных аппаратов.
- Изготовление деталей сложной формы и различных размеров. Детали, представленные телами вращения и плоскими поверхностями сложны в изготовлении при применении оборудования по механической обработке.
- Получение элементов, которые применяются для осуществления подачи электричества. При добавлении легирующих элементов получаются сплавы, обладающие хорошими токопроводящими способностями.
Очень большое количество деталей в моторостроении получается также путем литья. Данный метод изготовления позволяет получить детали с высокоточными размерами и качественной поверхностью.
В заключение отметим, что сегодня данный тип металла получил широкое применение в самых различных областях промышленности. Это также можно связать с тем, что стоимость производства подобного металла относительно невысока. Сочетание высоких эксплуатационных качеств с низкой стоимостью и определяют широкое распространение металла в самых различных отраслях промышленности.
Нужен совет, плавка алюминия, литьё.
Проффэсор написал :
Имею Энное количество алюминия ( корпуса от HDD) Хочу переплавить, сделать заготовки. Нужен совет.
Если полазить по сайту » > , то много интересного можно обнаружить.
Дядечка буквально из ничего, из придорожного хлама делает и печи, и горны, и станки.
Давно дело было, понадобился кусочек алюминия размером со спичечный коробок, а нигде найти не могли. Дык просто взяли провода, какие-то кусочки алюминиевых (или сплавов) деталей и в обычную консервную банку. Как раз баню топить начали, ну и банку в печь поставили. Формой послужил глинозём, набрали его в коробочку, спичечным коробком сформировали углубление. Расплавилось довольно быстро, банку зацепил плоскогубцами и потихоньку залил. Остыло, лишнее отпилили, небольшую воронку сточили и получили требуемую заготовку.
Небольшая заметка про метод SMAILа, с картинками
» >
Босые ноги,- обязательное условие!
плавлю вторичный алюминий(поршни, картера, вобщем моторку) и отливаю в песок(кварц. песок, стекло , углекислота). в отливке получаются поры.Пробовал флюс покровно рафинирующий, таблетки дегазирующие, вводил таблетки модификаторы, даже рафенировал аргоном ни чего не помагло.Также делал двойную переплавку, тоже не помогло.подскажите что делать?
Литье под давлением с предварительной вакуумизацией (дегазацией) расплава.
PS пишут » > что фильтрация помогла убрать раковины от шлака. Вообще: » >
Илья вас написал :
отливаю в песок(кварц. песок, стекло , углекислота). в отливке получаются поры.
В железный чистый кокиль лили тоже с порами?
В детстве плавили в костре в консервной банке электрический провод .Отливали в гипсовые формы кукиши -дули . Типа брелки на ключи .Где то до сих пор валяется один .
Илья вас написал :
плавлю вторичный алюминий(поршни, картера, вобщем моторку) и отливаю в песок(кварц. песок, стекло , углекислота). в отливке получаются поры.Пробовал флюс покровно рафинирующий, таблетки дегазирующие, вводил таблетки модификаторы, даже рафенировал аргоном ни чего не помагло.Также делал двойную переплавку, тоже не помогло.подскажите что делать?
Какой обьем планируете переплавлять? Если много, тогда о печке позаботьтесь. Если разово и немного (пару-тройку килограммов) то возьмите толстостенный чугунный котелок (продаются на базарах, где мангалы, жаровни и прочее для дачных дел) они как правило, продаются с крышкой, набросайте туда обломки, и поставьте в тот-же шашлычный мангал на угли, с боков тоже обвалите углями. Поддувайте в угли воздух, чтоб угли светились красным светом — это примерно 800 градусов по цельсию. Примерно через сорок минут снимите крышку — все расплавится.
ИМЕЙТЕ В ВИДУ — АЛЮМИНИЙ НЕ МЕНЯЕТ ЦВЕТ ПРИ ВЫСОКОЙ ТЕМПЕРАТУРЕ — куча народу «потрогала» пальцем чистенькое белое железо — и визжала от ожога до кости.
Перед разливкой окисную пленку с поверхности просто снимите стальной кочергой, аккуратно, не замешивая ее в расплав.
Выливайте в форму с запасом — литейная усадка у него приличная, причем разная для разных сплавов.
К сожалению, при литье в землю от пористости вы не избавитесь никак. В самом лучшем случае не будет крупных раковин, но в обьеме все равно останутся мелкие поры — до 1 мм.
В железный чистый кокиль лили тоже с порами? == Да, там всегда поры имеются. Но в кокиль гарантированно получается ровная плотная поверхность, что связано с высокой скоростью охлаждения. растворенные газы просто не успевают выделиться при затвердевании, остаются растворенными.
На машинах непрерывного литься расплав алюминия просто льется в кристаллизатор, поливается там водой, и выходит столб алюминия — нету ни пор, ни усадки. Но эти столбы далее идут на экструзию профиля — там под давлением в наряженном состоянии растворенные газы не имеют никакого значения.
Корпуса винчестеров льются под давлением, потому они такие плотные. В вашем случае вам машину для литья под давлением не достать. А если достанете — то изготовление разьемной формы будет стоить очень много денег — самому не осилить.
Не зная диаметра нужного слитка, трудно советовать. но попробуйте лить в стальную форму. Типа высверленной в чугунине глухой дырки. За счет высокой скорости охлаждения поверхность точно будет идеальной.
Отливки из цветных сплавов. Технология литья в кокиль
Отливки из алюминиевых сплавов
Согласно ГОСТ 1583 – 73 литейные алюминиевые сплавы разделены на пять групп (I – V). Наилучшими литейными свойствами обладают сплавы группы I – силумины. Для них характерны хорошая жидкотекучесть, небольшая линейная усадка (0,9 – I %), стойкость к образованию трещин, достаточная герметичность. Силумины марок АЛ2, АЛ4, АЛ9, АК7, АК9, АК12 широко используют в производстве, однако они склонны к образованию грубой крупнозернистой эвтектики в структуре отливки и растворению газов.
Сплавы группы II (так называемые «медистые силумины») также нередко отливают в кокиль. Эти сплавы, обладающие хорошими литейными свойствами и большей прочностью, чем силумины группы I, менее склонны к образованию газовой пористости в отливках.
Сплавы групп III – V имеют более низкие литейные свойства по сравнению со сплавами групп I и II – пониженную жидкотекучесть, повышенную усадку (до 13%), склонны к образованию трещин, рыхлот и пористости в отливках. Получение отливок из сплавов III—V групп сопряжено со строгим соблюдением технологических режимов для обеспечения хорошего заполнения формы и питания отливок при затвердевании.
Все литейные алюминиевые сплавы в жидком состоянии интенсивно растворяют газы и окисляются. При их затвердевании газы выделяются из раствора и образуют газовую и газоусадочную пористость, которая снижает механические свойства и герметичность отливок. Образующаяся на поверхности расплава пленка оксидов при заполнении формы может разрушаться и попадать в тело отливки, снижая ее механические свойства и герметичность. При высоких скоростях движения расплава в литниковой системе пленка оксидов, перемешиваясь с воздухом, образует пену, которая попадает в полость формы, приводя к образованию дефектов в теле отливки.
Температуру заливки расплава в кокиль назначают в зависимости от химического состава и свойств сплава, толщины стенки отливки и ее размеров. Для силуминов типа АЛ2, AJI4, АЛ9 ее принимают о пределах 700 – 750 о С, для сплавов с широким интервалом затвердевания, в частности для сплавов типа АЛ19, обладающих пониженной жидкотекучестью, – в пределах 720 – 770 о С.
Продолжительность выдержки отливки в кокиле назначают с учетом ее размеров и массы. Обычно отливки охлаждают в форме до температуры около 400 о С.
Отливки из магниевых сплавов
Магниевые литейные сплавы по сравнению с алюминиевыми обладают худшими литейными свойствами. Они обладают пониженной жидкотекучестью, большой усадкой (3,2 – 1,5%), склонностью к образованию горячих трещин, пониженной герметичностью, высокой склонностью к окислению в жидком и твердом состояниях, способностью воспламеняться в жидком состоянии. Магниевые сплавы имеют большой интервал кристаллизации, склонны к растворению газов и поэтому в отливках часто образуются микрорыхлоты. Отливки из магниевых сплавов склонны к короблению при затвердевании и термической обработке.
Наибольшее применение для литья в кокиль нашли сплавы марок МЛ5 и МЛ6 (системы Mg – Al – Zn), сплав МЛ12 (системы Mg – Zn – Zr) и МЛ10 (системы Mg – Nd – Zr).
Температура заливки магниевых сплавов зависит от их химического состава и обычно на 100 – 150 о С превышает температуру ликвидуса, что вызвано пониженной жидкотекучестью этих сплавов. Обычно температура заливки составляет 700 – 750 о С для тонкостенных отливок и 650 – 700 о С для массивных и толстостенных отливок.
Отливки из медных сплавов
Литьем в кокиль изготовляют отливки из латуней, бронз, а также из чистой меди. Латуни обычно имеют небольшой интервал кристаллизации, хорошую жидкотекучесть, но большую усадку (1,5 – 2,5%). Латуни мало склонны к образованию усадочной пористости, но интенсивно растворяют водород. Эта особенность всех медных сплавов наиболее сильно проявляется у кремнистых латуней, отливки из которых часто поражаются газовой пористостью.
Бронзы оловянные имеют хорошую жидкотекучесть, повышенную усадку (1,4 – 1,6%), большой интервал кристаллизации, а потому и повышенную склонность к образованию усадочной пористости в отливках. Алюминиевые бронзы имеют небольшой интервал кристаллизации, большую усадку (1,7 – 2,5 %). Отливки из них получаются плотными, но эти сплавы склонны к образованию оксидных плен из-за повышенной окисляемости содержащегося в них алюминия. Плены, попадающие в тело отливки, снижают механические свойства и герметичность изделий из алюминиевых бронз. Кремнистые бронзы, аналогично кремнистым латуням, склонны к образованию газовой пористости. Свинцовые бронзы склонны к ликвации, ухудшающей свойства отливок.
Отливки из медных сплавов при литье в кокиль часто поражены трещи-нами. Это затрудняет получение в кокилях сложных тонкостенных отливок. Главный способ предупреждения этих дефектов – хорошее раскисление и ра-финирование сплавов от шлаковых включений, увеличивающих склонность сплавов к образованию трещин.
Температура заливки медных сплавов выбирается в зависимости от их химического состава и конфигурации отливки. Для отдельных сплавов температура заливки составляет, о С: оловянные бронзы – 1150 – 1200; алюминиевые бронзы – 1100 – 1150; кремнистые латуни – 1000 – 1050; свинцовые латуни – 1000 – 1100. При этом массивные отливки заливают при температурах близких к нижнему пределу, а тонкостенные – к верхнему.
Дефекты отливок из цветных сплавов и методы их предупреждения
Общими характерными дефектами отливок при литье в кокиль являются:
- недоливы и неслитины при низкой температуре расплава и кокиля перед заливкой, недостаточной скорости заливки, большой газотворности стержней и красок, плохой вентиляции кокиля;
- усадочные дефекты (раковины, утяжины, пористость, трещины) из-за недостаточного питания массивных узлов отливки, чрезмерно высокой температуры расплава и кокиля, местного перегрева кокиля, нерациональной конструкции литниковой системы;
- трещины вследствие несвоевременного подрыва металлического стержня или вставки, высокой температуры заливки, нетехнологичной конст-рукции отливки;
- шлаковые включения при использовании загрязненных шихтовых материалов, недостаточном рафинировании сплава перед заливкой, неправильной работе литниковой системы;
- газовая пористость при нарушении хода плавки (использовании загрязненных влагой и маслом шихт, чрезмерно высокого перегрева, недостаточного рафинирования или раскисления сплава).
Специфические дефекты отливок из магниевых сплавов – это дефекты усадочного происхождения (пористость, трещины, рыхлоты), обусловленные широким температурным интервалом их затвердевания. Для устранения этих дефектов требуется доводка и точное соблюдение технологических режимов – температуры расплава и кокиля, применение краски и др. Часто отливки из магниевых сплавов из-за плохой работы литниковой системы поражены шлаковыми включениями, что приводит к коррозии отливки при ее эксплуатации и хранении. Такие дефекты устраняют тщательной доводкой литниковой системы.
Специфическими дефектами отливок из медных сплавов являются: газовая пористость при плохом рафинировании и очистке сплава от шлаковых частиц, вторичные оксидные плены при литье алюминиевых бронз вследствие разделения потока расплава на струи и окисления его в форме, трещины из-за плохого раскисления сплавов при плавке.
Алюминиевое литье — процесс получения алюминиевых изделий способом заливки (литья) расплавленного металла в специальную форму. Такая форма получила название «литейной формы». Рабочая часть литейной формы представляет собой полость, в которой жидкий металл охлаждается и затвердевает, получая вид конечного изделия. Алюминий обладает важным для литья свойством — жидкотекучестью, то есть способностью принять конфигурацию литейной формы. Жидкотекучесть зависит от свойств металла: химического состава и структуры. Известно, что хорошими литейными свойствами обладает не чистый металл, а его сплавы.
Известно множество видов литья алюминиевых сплавов, наиболее широкое применение получили:
- литье в землю;
- литье в формы ХТС (литье в песок);
- литье в свободную металлическую форму (кокиль);
- литье под давлением;
- центробежное литье.
Литье в формы ХТС (формы на основе холодно твердеющей смеси) — относительно простой и технологичный способ изготовления отливок. Он позволяет изготавливать отливки со сложной плоскостью разъема формы и поднутрениями на поверхности. Поверхность получается с хорошим качеством, практически не требует дальнейшей обработки. Высокая точность позволяет давать минимальные припуски на механическую обработку, а многие поверхности получать сразу без обработки.
Литье в землю и литье ХТС
Ближайшая альтернатива литья в песчаные формы — литье алюминия в землю с очень низкой ценой за килограмм отливки. Многие заводы успешно применяют эту технологию. Она подходит для грубых заготовок, которые затем полностью обрабатываются (или когда качество не имеет значения). Обработка при литье в землю стоит дорого: припуски даются не менее 5мм (бывает до 40мм), обрабатываются практически все поверхности детали. Внедренная в металл смесь портит инструмент, в ходе обработки часто вскрываются поры и раковины. Иногда наполовину обработанную деталь приходится заваривать прямо на станке или отправлять в брак из-за вскрывшихся дефектов.
Литье в формы на основе ХТС позволяет получать точные и качественные поверхности. Часть поверхностей можно оставлять без обработки (если точности ЛТ4 и шероховатости от Rz80 достаточно). Там, где обработка необходима, припуски могут достигать 1-3 мм. Чем меньше в отливке «лишнего» металла, тем более технологичной она оказывается. Более легкая и тонкая отливка получается плотнее, поэтому вероятность вскрытия раковин и пор в ходе обработки ниже на порядок. Меньшая масса отливки позволяет устанавливать стоимость отливки близкой к стоимости литья в землю, хотя стоимость за килограмм литья будет разной.
Итоговая стоимость литой детали оказывается сопоставима, несмотря на то, что цена за кг при литье в формы ХТС выше, чем при литье в землю. А если учесть существенное снижение количества брака, сокращение часов на обработку детали и увеличение ресурса инструмента, для многих литых деталей этот вид литья оказывается выгоднее.
Отличия литья в формы на основе ХТС от литья в землю:
- нет наплывов и отклонений от линейных размеров;
- можно получить чистовые поверхности без обработки (гидродинамические, рабочие поверхности пресс-форм, лопасти и т.д.);
- на обрабатываемые поверхности даются минимальные припуски (2-5 мм);
- литейные поры и раковины практически отсутствуют;
- масса отливки ниже за счет меньших припусков и лучшего качества поверхности.
Оснастка для литья ХТС
Для литья в формы ХТС применяется опочная литейная оснастка из МДФ, модельных пластиков или композитных материалов. Для крупных серий используется оснастка из алюминия или других металлов. Модельная оснастка повторяет форму отливки с учетом литейной усадки. Ее изготовление на станках с ЧПУ и подбор технологии формовки позволяют получать криволинейные поверхности, не требующие дополнительной обработки. В результате получаются отливки с классом точности ЛТ3-ЛТ4, что соответствует погрешности в 0,2-0,5 мм. После пропитки упрочняющим составом модельная оснастка выдерживает несколько тысяч съемов. Простые формы состоят из двух полуформ. Для оформления внутренних полостей изготавливаются стержневые ящики.
Проектирование отливок и модельной оснастки должно выполняться опытными инженерами. Качественная оснастка позволяет избежать многих проблем в литье — начиная от пор и раковин, и заканчивая смещениями и другими дефектами формы.
Мы даем минимальные припуски на механообработку, тем самым снижая общий вес отливки. Для небольших деталей мы используем многоместную оснастку, это позволяет существенно сократить сроки и стоимость выпуска партии. При серийном выпуске мы изготавливаем дополнительные комплекты тиражной оснастки, чтобы максимально быстро и эффективно поставлять отливки.
Особенности литья ХТС
Литье в формы ХТС предполагает использование одноразовых форм из смеси песка, смолы и отвердителя. Кварцевый песок просеивается и прокаливается при температуре 1000С, что обеспечивает отсутствие посторонних включений и влаги.
Перед формовкой оснастка покрывается разделительным составом. Он обеспечивает легкое отделение оснастки от ХТС с сохранением формы детали. Все компоненты, входящие в состав формовочной смеси, перемешиваются в смесителе, затем смесь засыпается в опоки. В верхней полуформе устанавливаются прибыли и стояк для заливки металла. Смесь в опоках уплотняется на вибростоле и выдерживается в течение определенного времени.
После того, как смесь затвердеет, форму извлекают из опоки. Затвердевшая поверхность песка определяет форму отливки. Затвердевшие половинки форм собираются вместе. После сборки форма готова к заливке.
Как правило, заливается сразу несколько форм с одной плавки металла. Залитую форму выдерживают до тех пор, пока не завершится процесс кристаллизации металла. Затем форму вскрывают и выбивают готовую алюминиевую отливку.
Посмотрите отливки из алюминиевых сплавов, которые мы выпускаем.
Чтобы узнать больше, звоните +7 (495) 215-07-22