Содержание
- Особенности продольной резки рулонного метала
- Предпосылки для масштабного применения
- Технология процесса
- Особенности процесса работы
- Виды резки и для чего они нужны
- Рентабельность
- Поперечные резки Рулонной стали во Владимире
- Поперечная резка рулонной стали
- Продольно-поперечная резка рулонной стали
- Предпосылки к применению
- Оборудование для поперечной резки
- Рабочий цикл процесса резки
- Технология автоматизированных линии
- Продольно поперечная резка металла
- Продольно поперечная резка рулонов металла
- Продольная резка металла — станки, линии, агрегаты
- Технология процесса
- Оборудование для продольной резки
- ВСЕВОЗМОЖНОСТИ МЕТАЛЛА
- ПРОДОЛЬНО-ПОПЕРЕЧНАЯ РЕЗКА
Поперечная резка рулонной стали
Особенности продольной резки рулонного метала
Линия продольной резки рулонного метала – современный подход к производству штрипсов. На сегодня различные отрасли промышленности не смогли бы обойтись без применения листового металлопроката. Благодаря технологиям такие линии выполняют высокие требования стандартов, а при упаковке и транспортировке сохраняются эксплуатационные качества металла.
Качество резки рулонного металла достигло высокого уровня. Особенно в производствах, где эксплуатируются режущие станки для резки рулонной стали. На выходе получается соответствующая стандарту продукция, на которой нет необходимости проводить дополнительные работы.
С точки зрения экономической эффективности, именно поперечная и продольная резка металла позволяет достичь снижения себестоимости продукции и увеличить эффект от производства.
Предпосылки для масштабного применения
Популярность линии резки рулонного металлопроката вызвана большим ассортиментом товаров, которые выпускает линия продольной резки металла. Из готовой продукции изготовляют прямошовные трубы, слоеные стройматериалы.
Линия поперечной резки рулонного металла позволяет организовать штамповочное производство различных товаров, без нее не обходится ни один элемент литейно-прокатных комплексов.
При разрезе металл классифицируется на три вида жести:
- толщиной до 2 мм;
- имеющую диапазон толщины от 2 до 4 мм;
- толщиной свыше 4 мм.
Первые два вида металлов предполагают применение холодной прокатки, в то время как при разрезе 4 мм жести применятся горячий вид обработки.
Наибольшее распространение в производстве нашли рулоны, произведенные путем холодной прокатки. Выполняется этот процесс из металлических рулонов следующих размеров:
- толщина в диапазоне 0,25–4 мм;
- ширина – 12,30 см,
- длина до 30,00 см.
При этом вес таких рулонов достигает 15 тонн.
При резке таких металлических рулонов, учитываются технические характеристики этого материала, поэтому в этом процессе мастера применяют особые станки и специальное оборудование.
Технология процесса
В начале технологического процесса необходима предварительная нарезка полос до требуемой длины. Далее, к этим полосам подсоединяется электричество.
Мощность электрического тока обеспечивает точечный нагрев полосы. За счет этого обеспечивается температурный раздел и плавление металла. При определении величины тока учитывается толщина полосы, частота подводимого электрического тока и физико-химические свойства металла.
Продольная резка металла обязательным образом сопровождается локальным нагревом полосы для снижения сопротивления при резке. Это объясняется тем фактом, что нагревание до высоких температур сопровождается снижением механических свойств металла. Линия продольной резки материала способствует образованию более закругленных полос меньшей ширины, не имеющих заусенец.
За счет этого обеспечивается соответствие всем требованиям стандартов, предъявляемым к процессу изготовления гнутых профилей сварных прямошовных труб.
Вдобавок к этому, при таком методе разрезании полос не появляется необходимость дополнительной обработки и прочих операций. Это означает, что линия продольной резки рулонного металла является экономически очень эффективной.
Линия продольной резки листового металла
Особенности процесса работы
Линия поперечной резки металла вместе с продольной имеет похожий принцип функционирования. Материал удерживается особыми дисковыми ножницами, а далее после фиксации между верхним и нижним валами происходит резка.
Разделение происходит под влиянием напряжения, прижимающегося к верхнему валу. За все время процесса верхние и нижние валы постоянно сохраняют движение для непрерывной подачи листов.
Поскольку под действием высокой температуры жесткость металла ослабевает, в процессе резки диски зачастую заменяются углеродистыми стальными вальцами, заблаговременно нагрев металл с помощью электричества. При замене дисков вальцами мастера обеспечивают высокое качество резки.
Виды резки и для чего они нужны
Узкие металлические полосы востребованы как в массовом, так и в мелкосерийном производстве.
В первом случае изготовляемая продукция предназначена для применения в вентиляционных системах и кровельных работах, при установке рекламных сооружений.
А в мелкосерийном производстве, что на практике подразумевает более тонкую работу, выполняется разрезание металла ювелирного качества.
В таком типе производства различают следующую классификацию видов резки:
- резка фигурная – процесс, когда заранее обозначается фигура, по которой движется лазер и вырезает установленный программой элемент. При резке декоративных изделий такой метод позволяет избежать повреждений;
- резка металла по контуру – процесс, после которого материал не подвергается дальнейшей полировке или какой-либо обработке. При резке сложных фигур этот метод резки подходит незаменимо. Диаметр режущего луча не превышает 0,4 мм;
- резка лазером – более модернизированная технология, которая позволяет значительно сократить процесс обработки, при этом не влияет на качество. При этом такая технология весьма недорогая, ведь отсутствует процесс рубки и фрезеровки.
Точная форма конечной продукции обеспечивается за счет технологии, устраняющей динамическое воздействие на продукцию. Именно резка лазером применяется при изготовлении мебельных гарнитуров, разного оборудования, а также машин.
После резки лазером поверхность материала становится идеальной гладкой и отполированной. А также осуществляется регулировка глубины лазера, что очень существенно при резке сложных фигур.
Поперечная резка металла – сложный процесс, требующий от мастеров настоящего профессионализма и щепетильного выполнения правил.
На каждом этапе технология имеет контрольные точки, это помогает проверить правильность выполнения работы, а также состояние изделия.
Поэтому применение линии продольно-поперечной резки металла способствует ускорению процесса изготовления деталей и изделий. Состоит линия резки из нескольких комбинированных частей, это позволяет разбить технологию на небольшие логические циклы. За счет этого процесс резания существенно ускоряется.
Рентабельность
Эффективность такого предприятия на современном рынке высока, но основные факторы могут существенно влиять на ежегодную прибыль. Если производство расположено в отдаленном городе, сбыт и фасовка готовых изделий происходит нерегулярно. В таком случае падает спрос, а также основной процент денежных вливаний.
Располагать предприятие такого профиля необходимо в черте промышленного региона, где потребность в производимой продукции будет высока.
Видео: Линия продольной резки металлопроката
Поперечные резки Рулонной стали во Владимире
Инвертор для плазменной резки Rilon CUT 60 ПРОФИ
Аппарат плазменной резки AURORA AIRHOLD 42
Артикул 220637, Hypertherm HyPerfomance HPR130XD/260XD/.
Инвертор для плазменной резки БАРС Profi CUT 47 D
Инвертор для плазменной резки Flama Cut 40PA
Инвертор для плазменной резки Flama Cut 65 CNC
Инвертор для плазменной резки Fubag Plasma 25 AIR
Инвертор для плазменной резки РУСЭЛКОМ CUT160 Мастер (S.
Аппарат для воздушно-плазменной резки (CUT) Aurora PRO.
Аппарат плазменной резки AURORA AIRFORCE 60
Инвертор для плазменной резки ТСС TOP CUT-80
Аппарат плазменной резки AURORA AIRFORCE 80
Инвертор для плазменной резки Aurora AIRFORCE 100
Инвертор для плазменной резки Aurora AIRFORCE 60
Инвертор для плазменной резки Сварог REAL CUT 70 (L204)
Инвертор для плазменной резки РУСЭЛКОМ CUT 80 Мастер (К.
Инвертор для плазменной резки BLUEWELD Prestige Plasma.
Инвертор для плазменной резки Сварог REAL CUT 45 (L207)
Инвертор для плазменной резки Сварог CUT 70 (R33)
Аппарат плазменной резки AURORA AIRFORCE 100 EURO CONNE.
Инвертор для плазменной резки РЕСАНТА ИПР-40К
Инвертор для плазменной резки Fubag Plasma 30 Lv
Артикул 220741, Hypertherm HPR260XD/400XD/800XD Расходн.
Инвертор для плазменной резки Aurora AIRHOLD 42
Инвертор для плазменной резки Telwin TECHNOLOGY PLASMA.
Артикул 220606, Hypertherm HyPerfomance HPR130XD/HPR260.
Инвертор для плазменной резки РЕСАНТА ИПР-25
Аппарат воздушно-плазменной резки кедр CUT-40N
Инвертор для плазменной резки BRIMA CUT-40
Артикул 220658, Hypertherm HPR260XD/400XD/800XD Расходн.
Инвертор для плазменной резки Fubag PLASMA 65 T
Инвертор для плазменной резки Helvi PC 43
Инвертор для плазменной резки РУСЭЛКОМ CUT 40 (КR)
Инвертор для плазменной резки BRIMA CUT-60
Инвертор для плазменной резки WIEDERKRAFT WDK-CUT 40II
Аппарат для воздушно-плазменной резки (CUT) Aurora PRO.
Инвертор для плазменной резки Fubag PLASMA 40
Артикул 220742, Hypertherm HyPerfomance HPR130XD/260XD/.
Аппарат для воздушно-плазменной резки (CUT) Aurora PRO.
Инвертор для плазменной резки Aurora AIRFORCE 80
Инвертор для плазменной резки ТСС TOP CUT-40
Инвертор для плазменной резки FoxWeld Plasma 43
Инвертор для плазменной резки ТСС PRO CUT-40
Инвертор для плазменной резки BLUEWELD Prestige Plasma.
Инвертор для плазменной резки ТСС TOP CUT-50К
Инвертор для плазменной резки Rilon CUT 40
Аппарат для воздушно-плазменной резки (CUT) Aurora AIRF.
Инвертор для плазменной резки Telwin SUPERPLASMA 130 HF
Аппарат плазменной резки AURORA AIRHOLD 42
Инвертор для плазменной резки РЕСАНТА ИПР-40
Инвертор для плазменной резки FoxWeld VARTEG PLASMA 40
Режущий ролик «Gross» трубореза (арт. 78703.
Установка плазменной резки Cutmaster 60 резак SL60 6м 4.
Аппарат плазменной резки BLUEWELD Precise Plasma 160 HF
Инвертор для плазменной резки ТСС PRO CT-416
Инвертор для плазменной резки БАРС Profi CUT 77 D
Ролик режущий трубореза «Gross», для резки тр.
Инвертор для плазменной резки ТСС PRO CUT-60
Инвертор для плазменной резки БАРС Profi CUT 107 D
Режущий ролик трубореза для артиколов 78703, 78704, 6,2.
Инвертор для плазменной резки Telwin TECHNOLOGY PLASMA.
Инвертор для плазменной резки ТСС PRO CT-312
Инвертор для плазменной резки ТСС PRO CUT-80
Инвертор для плазменной резки BRIMA CUT-60-1
Инвертор для плазменной резки Fubag PLASMA 40
Инвертор для плазменной резки РЕСАНТА ИПР-40К
Инвертор для плазменной резки Сварог REAL CUT 45 (L207)
Инвертор для плазменной резки Aurora AIRFORCE 60M
Инвертор для плазменной резки РЕСАНТА ИПР-25
Инвертор для плазменной резки Aurora AIRHOLD 42
Инвертор для плазменной резки FoxWeld Plasma 43
Инвертор для плазменной резки РЕСАНТА ИПР-40
Инвертор для плазменной резки ТСС PRO CUT-40
Инвертор для плазменной резки FoxWeld VARTEG PLASMA 40
Инвертор для плазменной резки Fubag Plasma 30 Lv
Поперечная резка рулонной стали
Продольно-поперечная резка рулонной стали
Широкое применение листовой металлопрокат получил в различных отраслях промышленности, в том числе за высокие технологические характеристики, а именно возможность его упаковки в рулоны для дальнейшей транспортировки без потери эксплуатационных качеств. Для работы с таким видом упаковки у конечного потребителя на производстве используется продольная и поперечная резка рулонной стали, что позволяет без лишних затрат получать различные готовые изделия.
Предпосылки к применению
Популярность рулонного металлопроката обусловлена разнообразием выпускаемой из него продукции и изделий. С его помощью делают различные кровельные покрытия, используют в изготовлении слоеных стройматериалов и как заготовки для штамповочного производства разнообразной продукции.
Изготавливают листовой прокат на литейно-прокатных комплексах. В зависимости от толщины листа весь металлопрокат подразделяют на три вида:
- жесть с толщиной до 2 мм,
- тонколистовой прокат от 2 до 4 мм,
- толстолистовой свыше 4 мм.
Толстолистовой прокат производят по горячей технологии, а более тонкие виды листового материала путем холодной прокатки.
В основном в производстве используют стандартные холоднокатаные рулоны из металлопроката с размерами:
- по толщине от 0.25 мм до 4 мм;
- по ширине 1250 мм,
- по длине до 3000 м (в зависимости от толщины листа).
При этом в среднем такой рулон весит от 6 до 15 тонн. Для работы с такими техническими данными листового материала, который упакован в рулоны и требуется специальное оборудование и станки.
Оборудование для поперечной резки
Рулонный металлопрокат является исходным материалом для последующего производства различных металлоизделий. На производстве в зависимости от вида выпускаемой конечной продукции применяют технологическое оборудование трех типов. Так, для выпуска:
- штрипса или продольных полос устанавливается линия продольной резки рулонного металла,
- листовых профильных материалов применяется линия поперечной резки рулонного металла,
- заготовок под штамповку нужна продольно-поперечная резка рулонной стали, которую можно выполнить на комбинированном оборудовании.
Также разделяют выпускаемое оборудование на:
- станки с ручным приводом,
- полуавтоматические линии с электромеханическими приводами,
- полностью автоматизированные многопрофильные линии.
Устройство станков
Любой станок продольной резки металла, так же как и промышленная линия продольно-поперечной резки металла обязательно состоит из:
- разматывателя,
- лентопротяжного механизма,
- роликовых ножей продольной резки,
- роликовых ножей поперечной резки или гильотины;
- рольнанга или роликового стола,
- наматывателя для продольных заготовок,
- приемного модуля для складирования листового материала,
- блока управления.
Большой промышленный агрегат продольной резки металла (АПР) может включать в себя ряд дополнительных приспособлений таких как:
- загрузочная тележка,
- лентоправильный механизм,
- кромконаматыватель,
- разгрузочная тележка,
- штабелёр.
В производстве кровельных материалов, таких как металлочерепица и профнастил в состав комбинированных АПР могут включать штамповочные модули и оборудование для нанесения на готовые изделия защитной полимерной пленкой.
Рабочий цикл процесса резки
Ручной станок продольно-поперечной резки металла используется, как правило, для мягких материалов, таких как медный лист, оцинкованная жесть, алюминиевая лента, а также различных бумажных, картонных, полимерных и других рулонных материалов.
Процесс нарезки листа на заготовки начинается, с необходимости закрепления рулона в разматывателе — это является самым трудоемким процессом. Для этого удобней использовать самоподъёмный механизм размотки, который не будет требовать привлечения других грузоподъёмных машин и не займет много времени.
Разматыватель должен быть заранее выставлен соосно со станком, а также при необходимости закреплен специальными связями или прикреплен в полу анкерными болтами. Перед началом, лист разматывают вручную и закрепляют на направляющих валиках лентопротяжного механизма. Продольная резка металла начинается сразу же при подаче листа лентопротяжным механизмом на роликовых ножах, которые заранее выставлены на нужный размер, в регулируемых направляющих роликового стола.
Ручной режущий привод дискового ножа для поперечной резки или рычаг гильотины приводятся в действие непосредственно рабочим, по заданному размеру в соответствии с технологической картой.
Далее, изделие или заготовка, складывается в приемный модуль или сразу на транспортную тележку для дальнейшей переработки или складирования.
Такой рабочий цикл, не требует практически никаких энергетических затрат и хорошо подходит для небольших производств и малого бизнеса.
Технология автоматизированных линии
Для производства больших объемов продукции применяется линия продольной резки рулонного металла, в которой все процессы работы автоматизированы и управляются одним оператором. Задачей рабочих остается только подать рулон металлопроката в механизированное разматывающее устройство линии и периодически выгружать готовую продукцию из приемного модуля.
Продольная резка рулонной стали по технологии процесса несколько другая. В состав линии входит роликовый вал с ножами. В процессе подачи рулонного металла по конвейерной ленте через роликовые ножи, заготовка распускается на ленту. Работу линии, где применена такая технология обработки рулонного металлопроката можно увидеть на видео.
Линия продольной резки металла благодаря применению этой технологии позволяет получать более ровные полоски, не имеющие закруглений и заусенцев по краям. Полученные полосы не требуют дополнительной обработки, что в достаточной мере сокращает расходы и увеличивает качество конечной продукции.
Продольно поперечная резка металла
Оставить заявку на продольно-поперечную резку рулонов металла Вы можете прямо сейчас, заполнив краткую форму заявки, и Вы узнаете точную СТОИМОСТЬ ПРОДОЛЬНО ПОПЕРЕЧНОЙ РЕЗКИ МЕТАЛЛА В ТЕЧЕНИИ МИНУТЫ!
А также заказать продольно-поперечную резку рулонов металла непосредственно по адресу:
125424, Москва г, Сходненский тупик., дом № 4, офис 422.
Телефон для консультаций и получения более подробной информации: 8 (495 ) 772-45-79
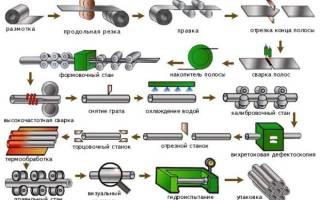
Продольно поперечная резка рулонов металла в нашей компании производится на линии поперечно продольной резки. В процессе производственного цикла, дополнительно выполняется размотка рулонов, правка, продольно поперечная резка рулонов металла на мерную длину и укладка далее в пакеты. Продольно поперечная резка рулонов металла 1.
Продольно поперечная резка рулонов металла
Оборудование в комплексе состоит из разматывателя, правильного устройства, измерителя, ножниц, конвейера, укладчика, гидросистемы, пневмосистемы и электросистемы. На нашей линии производится максимально точная подача и продольно поперечная резка рулонов металла. С помощью данного оборудования, обработке подвергается любой рулон или лист: оцинкованная полоса, рулоны углеродистой стали, холодного или горячего проката, жесть, нержавеющая сталь и много других видов полосимеющих защитное покрытие.
Продольно поперечная резка рулонов металла 2.
Продольно поперечная резка рулонов металла для бизнеса.
Продольно поперечная резка рулонов – это необходимость для множества крупных и средних организаций занятых в серийном производстве, где металл в рулонах подвергается поперечной резке в больших объемах. Для более мелких предприятий и небольшому количеству частных лиц, которые выпускают ограниченные партии изделий из металла, оборудование продольно поперечной резки предмет роскоши.
Продольно поперечная резка рулонов металла на заказ.
Продольно поперечная резка рулонов металла 3.
Мы всегда готовы пойти навстречу таким клиентам, так как наряду с основным ви дом деятельности, поставкой металлопроката, у нас имеется такое оборудование и за умеренную стоимость, предоставим услугу продольно поперечной рубки рулонов и листового проката. К Вашим услугам: рубка холоднокатанной и горячекатанной стали в рулонах и листах, рубка оцинкованной стали, а так же резка рулонов металла с полимерным покрытием.
Продольно поперечная резка металла и рулонов по выгодной стоимости.
Продольно поперечная резка рулонов металла 4.
Продольно поперечная резка рулонов металла выполняется из нашего материала.
Листовой и рулонный прокат имеет при выпуске с завода стандартные размеры, обусловленные возможностями оборудования для их производства. Однако при изготовлении металлоконструкций для нужд строительства и других отраслей промышленности, требуются металлические заготовки определённый габаритов, к тому же, имеющие ровные края и срезы.
Для этого специализированные организации оказывают услуги рубки и продольно-поперечной резки рулонов металла и рулонного металлопроката. Учитывая то, что для различных целей оказывается необходимой различная точность размеров продольно поперечной резки рулонов металла и характеристика срезов, возможны следующие варианты операций:
- рубка гильотиной;
- поперечная резка металла до требуемой длины заготовки;
- продольная и продольно-поперечная резка рулонов металла.
Для сортового металлопроката может быть использована также:
- резка при помощи угловой шлифовальной машины;
- ручная газовая резка;
- резка с использованием ленточной пилы.
Продольно поперечная резка рулонов металла с помощью гильотины.
Принцип работы этого оборудования аналогичен принципу работы ножниц — тяжёлый нож режет лист, упираясь в его рабочую поверхность. Гильотина производит продольную или поперечную резку металла, рубит плоский металлопрокат в карточки нужного размера, затрачивая на один рез менее одной секунды.
Преимущества продольно поперечной резки рулонов металла на гильотине:
- экономичность выполнения операции продольно поперечной резки рулона металла: после реза листу не требуется дополнительная обработка, полностью отсутствуют отходы;
- готовое изделие сохраняет высокое качество: ровный край, отсутствие окалины или обгорелых срезов.
Стандартный металлический лист или штрипсы можно нарезать на прямоугольные карточки требуемого размера. Разные модели гильотинных ножниц позволяют резать металл различной толщины, начиная от 0,3 мм до 20 мм в зависимости от марки стали. Особенностью рубки металла гильотинными ножницами является приложение усилия под прямым углом к плоскости подачи листа.
Поперечная резка рулонов металла в Москве на автоматизированной линии.
Таким способом осуществляется размотка рулонной оцинкованной и холоднокатаной стали, толщиной до 2,9 мм ширина листов при этом остаётся стандартной, а длина варьируется в зависимости от требований заказчика. Если длина заготовки выбрана верно, это позволяет свести к минимуму возможное количество отходов при продольно поперечной резке рулонов металла, что оказывается экономически выгодно. Автоматизированная линия продольно поперечной резки рулонов металла работает с высокой производительностью и позволяет получить ровную поверхность листа, это полностью сохраняет качество заготовки, не препятствуя её дальнейшему использованию.
Продольно поперчная резка рулонов металла любых размеров.
Для того чтобы разрезать рулонный металл на изделия требуемых габаритов требуется оборудование для продольно-поперечной резки рулонов. Такая операция необходима для дальнейшего изготовления следующих видов стальных изделий:
- штамповочных;
- элементов кровельных конструкций;
- заготовок для рекламной промышленности;
- конструкций воздуховодов.
Высокотехнологичные автоматизированные линии продольно поперечной реки рулонов металла позволяют резать в продольном и поперечном направлении оцинкованную и холоднокатаную сталь, в том числе с дополнительными покрытиями:
Листы и рулоны горячекатаной стали можно резать в продольно. При выполнении операций на станках высокой точности можно получить изделия:
- с геометрически точными размерами. Отклонения при поперечной резке не превышают 0,25 мм на один метр по длине, а при продольной раскрой составляют менее 0,1 мм;
- с получением изделий требуемых размеров при продольно поперечной резке рулонов металла, что исключает появление незапланированных отходов;
- с высоким качеством среза без смятия и фасок.
Быстрый переход с одних параметров раскроя на другие. При этом обеспечивается высокая скорость продольно поперечной резки рулонов металла и минимальные сроки исполнения заказа вне зависимости от объёма партии.
П родольно поперечная резка металла угловой машинкой в Москве.
Если площадь поперечного сечения заготовки не слишком велика, можно выполнять продольно поперечную резку металла с использованием УШМ, или «болгарки ». В некоторых случаях такой рез предпочтительней кислородной резки, так как материал не имеет оплавленной кромки. Особенностью такой резки металла является наличие фаски небольшого размера, погрешность при работе УШМ не превышает 2 мм. Болгаркой удобно разрезать профильные и круглые трубы, пруток и арматуру.
Мы является партнером многих металлургических комбинатов официальным дилером крупных производственных компаний и поэтому наши предоставляемые услуги имеют низкую стоимость.
Продольная резка металла — станки, линии, агрегаты
Продольная резка металла предполагает резку стали на штрипсы, полосы и ленты.
Роспуск рулонов на штрипсы осуществляется при помощи современной автоматической линии и высококвалифицированного персонала.
Благодаря этому продольная резка осуществляется по всем требованиям и стандартам.
Технология процесса
Начало технологического процесса заключается в том, что предварительно нужно нарезать полосу на определенную длину. Затем, к надрезанным участкам подсоединяют ток.
Величина силы тока должна обеспечить локальный нагрев полосы в месте, где происходит раздел температуры плавления металла.
Величина тока зависит от толщины полосы, физико-химических свойств металла и частоты подводимого электрического тока.
Благодаря локальному нагреву полосы в месте распределения до температуры плавления металла — наблюдается снижение усилия при резке.
Это связано с тем, что механические свойства металла начинают понижаться в месте разделения до температуры плавления.
Благодаря этому ножи можно заменить парой разделительных роликов, изготовленных из углеродистой стали.
Продольно поперечная резка металла предполагает образование новых, более узких полос, которые не имеют заусенцев и получаются закругленными.
Благодаря этому, обеспечиваются все требования, которые предъявляют к заготовкам, для изготовления гнутых профилей сварных прямошовных труб.
Представленная технология процесса способствует получению высокого качества продольной резки полос при использовании одного и того же инструмента.
Кроме этого, такие полосы не нуждаются в дополнительных операциях и оборудовании, что значительно сокращает затраты.
Оборудование для продольной резки
Для осуществления процесса резки листового металла применяется различное оборудование. При выборе оборудования необходимо учитывать поставленные цели и задачи.
Таким оборудованием может быть: простейшая машина для резки металла, станок для продольной резки металла, линия продольной резки или линия поперечной резки.
Механический станок продольной резки металла используют для осуществления резки таких листовых материалов, как медь, оцинкованная сталь, алюминий, бумага, картон, ПВХ и многое другое.
Для листореза характерно наличие двух пар синхронизированных валов.
В состав первой пары входят обрезиненные валы, благодаря которым обеспечивается подача материала в режущие дисковые ножи, а также скидывание ленты с рулоноразматывателя.
Для второй пары валов, на которых установлены роликовые дисковые ножи, характерно осуществление продольного реза.
Станок продольной резки металла обладает столом, на котором имеются регулируемые направляющие, для осуществления правильной подачи материала под различную ширину ленты или листа.
Механические станки продольной резки могут быть дополнительно оснащены устройством для нанесения защитной пленки.
Станок продольно поперечной резки металла механического или электромеханического типа также может быть оснащен поперечным роликовым ножом, который осуществляет поперечную резку листа в размер по длине.
Фиксация дисковых ножей, обладающих двухсторонней заточкой, осуществляется на валу при помощи упорного винта.
Линия продольно поперечной резки металла очень активно применяется, как в мелком производстве, так и в промышленных масштабах.
Преимущество представленного оборудования заключается в том, что оно универсально.
Такая линия может обрабатывать листы сразу в нескольких направлениях. Благодаря чему увеличиваются возможности данного станка.
Суть работы данного оборудования заключается в том, что дисковые ножницы начинают свободно перемещаться вдоль вала.
Благодаря чему — можно осуществить настройку и выбрать абсолютно любую ширину будущей заготовки.
Благодаря сенсорному монитору, путем ввода параметров по длине, прочности рабочего корпуса и высокой точности реза, можно достичь высокой производительности и качества работы.
Особенности линии продольной резки металла:
- В состав представленной линии входят размыватель, система подачи, блок разрезания и прочие составляющие. Данная линия продольной резки рулонного металла необходима для обработки и нарезания широкого рулона на полоски определенной ширины и длины. Разрезание листов является подготовительной процедурой перед прокаткой, сваркой, штамповкой и профилировкой. Обработка нецветных металлов может осуществляться при помощи режущих лезвий;
- Основная функция линии заключается в раскрое рулонного материла, обладающего различной толщиной по заданным размерам;
- После осуществления разрезания, ленты необходимо обработать на специальном оборудовании;
- Представленная линия продольной резки рулонного материала обладает приводом постоянного тока. Оборудование представляет собой единую производственную линию;
- С целью высокоскоростной обработки или для тонкого листа, линия укомплектуется системой контроля натяжения с канавкой;
- Данное оборудование может осуществлять работы с различными видами стали.
Агрегат продольной резки металла осуществляет свою работу в автоматическом режиме.
Суть его работы состоит в следующем. На тележку загрузочного устройства устанавливают рулон металла.
Тележка с рулоном начинает двигаться по рельсам и размещает рулон на барабан разматывателя.
После этого лента направляется к ножницам поперечной резки, где подрезаются кромки и вырезаются дефектные участки.
После этого — лента обрабатывается на дисковых ножницах, где осуществляется продольная резка ленты на штрипсы.
После прохождения петлевого компенсатора и натяжного устройства, штрипсы начинают наматываться на барабан наматывателя.
Штрипсы затем снимаются с барабана наматывателя при помощи разгрузочного устройства.
Пульт управления относится к рабочему месту оператора.
При помощи клавиатуры пульта устанавливается режим работы агрегата, а также контролируются работ оборудования (скорость разрезания, состояние узлов оборудование).
Продольная резка металла на сегодняшний день занимает лидирующие позиции. Существует множество компаний, которые предлагают свои услуги по осуществлению данной работы.
Цены такой услуги зависят от того, какое оборудование используется, вид и размеры подаваемого материала и квалификация рабочего персонала.
ВСЕВОЗМОЖНОСТИ МЕТАЛЛА
Москва +7 (495) 580-70-70
Обратный звонок
Мы в Instagram
+7 (495) 580-70-70
+7 (495) 514-15-93
© 2017 АО «Мастер Металл». Сайт создан в md-pg.ru
ПРОДОЛЬНО-ПОПЕРЕЧНАЯ РЕЗКА
Размотка рулонной стали
Поставки штрипса/лент, листов/карточек заданного размера позволят существенно оптимизировать Ваш производственный цикл и минимизировать отходы.
«Мастер металл» оказывает услуги по размотке металла в рулонах
Размотка – одна из важных операций технологического процесса производства готовых изделий.
Поставка плоского проката в формате рулона позволяет предупредить деформацию поверхности металла при транспортировке. Но дальнейшая работа с ними невозможна без специальных линий для размотки, требующих наличия технически подготовленных площадей, оснащенных компенсационной ямой (не менее 5-7 метров), грузоподъемными механизмами, высококвалифицированными специалистами и пр. Собственный участок размотки у производителя конечной продукции, как правило, не имеет полной загрузки, высоко затратен и сложно окупаем. Поэтому использование сторонних специализированных компаний в качестве заготовительного производства – это разумный, экономически обоснованный выбор.
«Мастер металл» предлагает поставки рулонов индивидуального размера/веса, что позволит значительно оптимизировать производственный цикл, минимизировать отходы и, как следствие, стоимость продукции. Во избежание повреждения размотанный на готовые изделия рулон упаковывают в противокоррозионную бумагу, стягивают упаковочной лентой и укладывают на поддоны.
Противокоррозионная бумага защищает рулон от осадков, влажности, грязи, а упаковочная лента и специальный поддон позволяют сберечь продукцию от механических повреждений.
Преимущества «Мастер металл»
собственное высококачественное оборудование. Обрабатывается холоднокатаный, оцинкованный, нержавеющий, алюминиевый прокат, прокат с лакокрасочным и полимерным покрытием. Резка горячекатаного проката выполняется только продольно;
постоянное наличие металла требуемой толщины. Возможность заказа рулонов нестандартной ширины для оптимизации отходов под индивидуальные требования (марка стали, вес, промасливание и пр.). Гарантированное наличие заказанных товаров в рамках действующего договора;
компенсационная яма глубиной 7м и 13-валковая правильная машина обеспечивают показатели плоскопараллельности готовых изделий строго в рамках ГОСТ 19904-90;
каждая линия по размотке INSUNG TECH Co позволяет обрабатывать до 65000 тонн металла в год;
изготовление любого заказа в срок до 3-х дней;
возможность размотки металла заказчика;
возможность оптимизации раскроя и минимизации отходов путем совмещения разных заказов разных покупателей;
возможность перемотки и изготовления лент с внутренним диаметром рулонов 508 или 610 мм;
все заказы маркируются и упаковываются по ГОСТ 7566-94. Стандартная упаковка готовых изделий обеспечивает сохранность при транспортировке. Возможны дополнительные способы упаковки.
согласование долгосрочных спецификаций, ориентированных на график потребностей покупателя;
доставка «точно в срок» силами собственного специализированного автопарка;
комплекс сопутствующих финансовых услуг;
доукомплектация заказа ассортиментом металлопроката с металлобазы « Брок-Инвест-Сервис ».
Подробно о технических возможностях линии ППР
резка рулонной стали осуществляется на автоматических линиях продольной и поперечной резки, представляющих собой наиболее современные и технологичные решения на российском рынке;
основными преимуществами этих линий являются высокая точность резки, качество получаемых изделий, возможность быстрого перехода с одной карты раскроя на другую;
линии работают с холоднокатаным, оцинкованным, нержавеющим, алюминиевым прокатом, прокатом с лакокрасочным и полимерным покрытием. Резка горячекатаного проката выполняется только продольно;
на линии продольной резки рулонов осуществляется роспуск рулонной стали толщиной от 0,4 мм до 3,0 мм на ленту /штрипс;
на линии поперечной резки осуществляется резка ленты/рулонной стали толщиной 0,45 мм до 3 мм на карточки/листы заданной длины;
упаковка ленты и карточек осуществляется по ГОСТ 7566-94.
ленты в рулонах и прочно обвязаны в продольном и поперечном направлениях. В местах огибания обвязками обрезных кромок листов и полос укладывают прокладки;
поставка ленты заказчику осуществляется в виде рулонов. Ленты увязываются в рулоны, в рулоне содержится не более одного вида ленты. Рулоны формируются в вертикальном или горизонтальном положении в соответствии с требованиями заказчика;
карточки поставляются заказчику увязанными в пачки. Каждая пачка состоит из проката одной партии. Тонкие и габаритные листы укладываются на поддоны повышенной прочности.
Получить информацию о размотке рулонного проката можно по телефону +7 (495) 580-70-70