Содержание
- Обратноступенчатая сварка
- Обратноступенчатый способ сварки длинных швов
- § 32. Техника выполнения швов
- Сварочные работы: Практическое пособие для электрогазосварщика (24 стр.)
- 5. Особенности выполнения сварных швов в положениях, отличных от нижнего. Способы повышения производительности сварки
- Обратноступенчатый способ сварки длинных швов
- § 32. Техника выполнения швов
- Сварочные работы: Практическое пособие для электрогазосварщика (24 стр.)
- 5. Особенности выполнения сварных швов в положениях, отличных от нижнего. Способы повышения производительности сварки
Обратноступенчатый способ сварки длинных швов
Обратноступенчатая сварка
95. Обратноступенчатая сварка
Сварка, при которой сварной шов выполняется следующими один за другим участками в направлении, обратном общему приращению длины шва
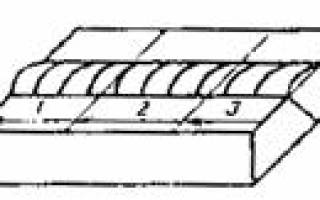
5.1.11 обратноступенчатая сварка: Сварка, при которой короткие участки шва выполняют в направлении, обратном общему приращению длины шва, итак, чтобы конец одного участка перекрывал начало предыдущего участка (см. рисунок 54).
1 — газовое пламя; 2 — заготовка; 3 — присадочный пруток;
Рисунок 54 — Обратноступенчатая сварка
Словарь-справочник терминов нормативно-технической документации . academic.ru . 2015 .
Смотреть что такое «Обратноступенчатая сварка» в других словарях:
обратноступенчатая сварка — Сварка, при которой сварной шов выполняется следующими один за другим участками в направлении, обратном общему приращению длины шва. [ГОСТ 2601 84] [Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)] Тематики сварка,… … Справочник технического переводчика
Сварка обратноступенчатая — – сварка, при которой сварной шов выполняется следующими один за другим участками в направлении, обратном общему приращению длины шва. [ГОСТ 2601 84] Рубрика термина: Сварка Рубрики энциклопедии: Абразивное оборудование, Абразивы,… … Энциклопедия терминов, определений и пояснений строительных материалов
Сварка — – получение неразъемных соединений посредством установления межатомных связей между соединяемыми частями при их нагревании и (или) пластическом деформировании. [ГОСТ 2601 84] Сварка – получение неразъемных соединений посредством… … Энциклопедия терминов, определений и пояснений строительных материалов
сварка блоками — Обратноступенчатая сварка, при которой многослойный шов выполняют отдельными участками с полным заполнением каждого из них [ГОСТ 2601 84] [Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)] Тематики сварка, резка,… … Справочник технического переводчика
СВАРКА БЛОКАМИ — обратноступенчатая сварка, при которой многослойный шов выполняют отдельными участками с полным заполнением каждого из них (Болгарский язык; Български) многослойно заваряване по отделни участъци (Чешский язык; Čeština) svařování po blocích… … Строительный словарь
Сварка — 1. Сварка Получение неразъемных соединений посредством установления межатомных связей между соединяемыми частями при их нагревании и (или) пластическом деформировании Источник: ГОСТ 2601 84: Сварка металлов. Термины и определения основных понятий … Словарь-справочник терминов нормативно-технической документации
Сварка блоками — 96. Сварка блоками Обратноступенчатая сварка, при которой многослойный шов выполняют отдельными участками с полным заполнением каждого из них Источник: ГОСТ 2601 84: Сварка металлов. Термины и определения основных понятий … Словарь-справочник терминов нормативно-технической документации
СВАРКА ОБРАТНОСТУПЕНЧАТАЯ — сварка, при которой сварной шов выполняется следующими один за другим участками в направлении, обратном общему приращению длины шва (Болгарский язык; Български) обратностьпаловидно заваряване (Чешский язык; Čeština) svařování vratným krokem… … Строительный словарь
ГОСТ Р ИСО 857-1-2009: Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и определения — Терминология ГОСТ Р ИСО 857 1 2009: Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и определения оригинал документа: 6.4 автоматическая сварка: Сварка, при которой все операции механизированы (см. таблицу 1).… … Словарь-справочник терминов нормативно-технической документации
ГОСТ 2601-84: Сварка металлов. Термины и определения основных понятий — Терминология ГОСТ 2601 84: Сварка металлов. Термины и определения основных понятий оригинал документа: 47. Cвapкa трением Сварка с применением давления, при которой нагрев осуществляется трением, вызванным относительным перемещением свариваемых… … Словарь-справочник терминов нормативно-технической документации
Обратноступенчатый способ сварки длинных швов
§ 32. Техника выполнения швов
Зажигание дуги. Существует два способа зажигания дуги покрытыми электродами — прямым отрывом и отрывом по кривой. Первый способ называют зажиганием впритык. Второй напоминает движение при зажигании спички и поэтому его называют чирканьем.
Сварщики успешно используют оба способа зажигания дуги, причем первый чаще применяется при сварке в узких и неудобных местах.
Длина дуги. Немедленно после зажигания дуги начинается плавление основного и электродного металлов. На изделии образуется ванна расплавленного металла. Сварщик должен поддерживать горение дуги так, чтобы ее длина была постоянной. От правильно выбранной длины дуги весьма сильно зависят производительность сварки и качество сварного шва.
Сварщик должен подавать электрод в дугу со скоростью, равной скорости плавления электрода. Умение поддерживать дугу постоянной длины характеризует квалификацию сварщика.
Нормальной считают длину дуги, равную 0,5 — 1,1 диаметра стержня электрода (в зависимости от типа и марки электрода и положения сварки в пространстве). Увеличение длины дуги снижает устойчивое ее горение, глубину проплавления основного металла, повышает потери на угар и разбрызгивание электрода, вызывает образование шва с неровной поверхностью и усиливает вредное воздействие окружающей атмосферы на расплавленный металл.
Положение электрода. Наклон электрода при сварке зависит от положения сварки в пространстве, толщины и состава свариваемого металла, диаметра электрода, вида и толщины покрытия.
Направление сварки может быть слева направо, справа налево, от себя и к себе (рис. 46, а).
Независимо от направления сварки положение электрода должно быть определенным: он должен быть наклонен к оси шва так, чтобы металл свариваемого изделия проплавлялся на наибольшую глубину. Для получения плотного и ровного шва при сварке в нижнем положении на горизонтальной плоскости угол наклона электрода должен быть 15° от вертикали в сторону ведения шва (рис. 46, б).
Рис. 46. Направления сварки (а) и наклон электрода (б)
Обычно дуга сохраняет направление оси электрода; указанным наклоном электрода сварщик добивается максимального проплавления металла изделия. При этом улучшается формирование шва, а также уменьшается скорость охлаждения металла сварочной ванны, что предотвращает образование горячих трещин в шве.
При шланговой полуавтоматической сварке положение электродной проволоки аналогично положению электрода при ручной сварке покрытыми электродами.
Угол наклона электрода при ручной сварке в нижнем, вертикальном, потолочном и горизонтальном положениях приведен на рис. 46, б, 53, а — в, 54, а — в.
Колебательные движения электрода. Для получения валика нужной ширины производят поперечные колебательные движения электрода. Если перемещать электрод только вдоль оси шва без поперечных колебательных движений, то ширина валика определяется лишь силой сварочного тока и скоростью сварки и составляет от 0,8 до 1,5 диаметра электрода. Такие узкие (ниточные) валики применяют при сварке тонких листов, при наложении первого (корневого) слоя многослойного шва, при сварке по способу опирания и в других случаях.
Чаще всего применяют швы шириной от 1,5 до 4 диаметров электрода, получаемые с помощью поперечных колебательных движений электрода.
Наиболее распространенные виды поперечных колебательных движений электрода при ручной сварке (рис. 47):
прямые по ломаной линии;
полумесяцем, обращенным концами к наплавленному шву;
полумесяцем, обращенным концами к направлению сварки;
петлеобразные с задержкой в определенных местах.
Рис. 47. Основные виды поперечных движений конца электрода: а, б, в, г — при обычных швах, д, е, ж — при швах с усиленным прогревом кромок
Поперечные движения по ломаной линии часто применяют для получения наплавочных валиков, при сварке листов встык без скоса кромок в нижнем положении и в тех случаях, когда нет возможности прожога свариваемой детали.
Движения полумесяцем, обращенным концами к наплавленному шву, применяют для стыковых швов со скосом кромок и для угловых швов с катетом менее 6 мм, выполняемых в любом положении электродами диаметрами до 4 мм.
Движения треугольником неизбежны при выполнении угловых швов с катетами шва более 6 мм и стыковых со скосом кромок в любом пространственном положении. В этом случае достигается хороший провар корня и удовлетворительное формирование шва.
Петлеобразные движения применяют в случаях, требующих большого прогрева металла по краям шва, главным образом при сварке листов из высоколегированных сталей. Эти стали обладают высокой текучестью и для удовлетворительного формирования шва приходится задерживать электрод на краях, с тем чтобы предотвратить прожог в центре шва и вытекание металла из сварочной ванны при вертикальной сварке. Петлеобразные движения можно с успехом заменить движениями полумесяцем с задержкой дуги по краям шва.
Способы заполнения шва по длине и сечению. Швы по длине выполняют напроход и обратно-ступенчатым способом. Сущность способа сварки напроход заключается в том, что шов выполняется от начала до конца в одном направлении.
Обратноступенчатый способ состоит в том, что длинный шов делят на сравнительно короткие участки.
По способу заполнения швов по сечению различают однослойные швы (рис. 48, а), многопроходные многослойные (рис. 48, б) и многослойные (рис. 48, в).
Рис. 48. Сварные швы: а — однослойный и однопроходной, б — многослойный и многопроходной, в — многослойный
Если число слоев равно числу проходов, то такой шов называют многослойным. Если некоторые из слоев выполняются за несколько проходов, то такой шов называют многопроходным.
Многослойные швы чаще применяют в стыковых соединениях, многопроходные — в угловых и тавровых.
Для более равномерного нагрева металла шва по всей его длине швы выполняются способами двойного слоя, секциями, каскадом и горкой, причем в основу всех этих способов положен принцип обратноступенчатой сварки (рис. 49).
Рис. 49. Схемы заполнения многослойного шва с малым интервалом времени: а — секциями, б — каскадом, в — горкой
Сущность способа двойного слоя заключается в том, что наложение второго слоя производится по неостывшему первому после удаления сварочного шлака. Сварка на длине 200 — 400 мм ведется в противоположных направлениях. Этим предотвращается появление горячих трещин в шве при сварке металла толщиной 15 — 20 мм, обладающего значительной жесткостью.
При толщине стальных листов 20 — 25 мм и более для предотвращения трещины применяют сварку каскадом или горкой. Заполнение многослойного шва для сварки секциями и каскадом производится, как видно из рис. 49, по всей свариваемой толщине на определенной длине ступени. Длина ступени подбирается такой, чтобы металл в корне шва имел температуру не менее 200°С в процессе выполнения шва по всей толщине. В этом случае металл обладает высокой пластичностью и трещин не образуется. Длина ступени при каскадной сварке равна 200 — 400 мм, а при сварке секциями — больше. Сварка горкой производится проходами по всей толщине металла. Способ сварки выбирается в зависимости от химического состава и толщины металла, числа слоев и жесткости свариваемого изделия.
Многослойная сварка имеет перед однослойной следующие преимущества:
1. Уменьшается объем сварочной ванны, в результате чего скорость остывания металла возрастает и размер зерен уменьшается.
2. Химический состав металла шва близок к химическому составу наплавленного металла, так как малая сила сварочного тока при многослойной сварке способствует расплавлению незначительного количества основного металла.
3. Каждый последующий слой шва термически обрабатывает металл предыдущего слоя и околошовный металл имеет мелкозернистую структуру с повышенной пластичностью и вязкостью.
Каждый слой шва должен иметь толщину 3 — 5 мм (при сварке низкоуглеродистой стали) в зависимости от силы сварочного тока.
При сварочном токе 100 А дуга расплавляет металл верхнего слоя на глубину около 1,5 мм, а металл нижнего слоя (глубина более 1,5 мм) нагревается от 1500 до 1100°С и при быстром охлаждении образует мелкозернистую литую структуру.
При сварочном токе 200 А толщина слоя может быть увеличена до 5 мм, а термическая обработка нижнего слоя произойдет на глубине около 2,5 мм.
Термическая обработка металла корневого шва с получением мелкозернистой структуры осуществляется нанесением подварочного валика, который выполняется электродом диаметром 3 мм при сварочном токе 100 А. Перед нанесением подварочного валика корень шва очищают термической резкой или резцом. Подварочный валик накладывается по длине напроход.
Термическая обработка металла верхнего слоя выполняется нанесением отжигающего (декоративного) слоя. Толщина отжигающего слоя должна быть минимальной (1 — 2 мм), обеспечивающей высокую скорость остывания и мелкозернистую структуру верхнего слоя. Отжигающий слой выполняется электродами диаметрами 5 — 6 мм при токе 200 — 300 А в зависимости от толщины листа.
Окончание шва. В конце шва нельзя сразу обрывать дугу и оставлять на поверхности металла кратер. Кратер может вызвать появление трещины в шве вследствие содержания в нем примесей, прежде всего серы и фосфора. При сварке низкоуглеродистой стали кратер заполняют электродным металлом или выводят его в сторону на основной металл. При сварке стали, «склонной к образованию закалочных микроструктур, вывод кратера в сторону недопустим ввиду возможности образования трещины. Не рекомендуется заваривать кратер за несколько обрывов и зажиганий дуги ввиду образования окисных загрязнений металла. Лучшим способом окончания шва будет заполнение кратера металлом за счет прекращения поступательного движения электрода вниз и медленного удлинения дуги до ее обрыва.
Сварочные работы: Практическое пособие для электрогазосварщика (24 стр.)
Рис. 66. Способы выполнения шва: а – сварка швов «на проход»; б – сварка швов средней длины; в – сварка швов обратноступенчатым способом; г, д – сварка длинных швов
Короткие швы по длине обычно сваривают «на проход» (рис. 66, а). Швы средней длины сваривают от середины к краям (рис. 66, б) либо обратноступенчатым способом (рис. 66, в). Длинные швы однопроходных стыковых соединений и первый проход многопроходных швов сваривают от середины к концам обратноступенчатым способом (рис. 66, г), а в соединениях с угловыми швами также от середины к концам обратноступенчатым способом (рис. 66, д).
Обратноступенчатая сварка является наиболее эффективным методом уменьшения остаточных напряжений и деформаций.
Предыдущий шов остывает до температуры 200-300 °С. При охлаждении одновременно с уменьшением ширины шва уменьшается и первоначально расширенный зазор, именно поэтому остаточные деформации становятся минимальными.
При сварке стыковых или угловых швов большого сечения шов выполняется несколькими слоями (рис. 67). При этом каждый слой средней и верхней части шва может выполняться как за один проход (рис. 67, а), так и за два и более проходов (рис. 67, б).
С точки зрения уменьшения остаточных деформаций сварка за один проход предпочтительнее. Если ширина шва достигает 14-16 мм, то чаще применяется многопроходный способ сварки швов.
При сварке металла большой толщины (> 15 мм) выполнение каждого слоя «на проход» является нежелательным. Такой способ приводит к значительным деформациям и образованию трещин в первых слоях, так как первый слой успевает остыть. Для предотвращения образования трещин заполнение разделки кромок при РДС следует производить каскадным методом или «горкой». В этом случае каждый последующий слой накладывается на еще не успевший остыть предыдущий слой, что позволяет снизить сварочные напряжения и деформации. Схемы заполнения разделки кромок каскадным методом и «горкой» приведены на рис. 68, а, б.
Рис. 67. Многослойные швы: а – сварной многослойный шов, выполненный за один проход; б – многослойный шов, выполненный за несколько проходов; I-IV – количество слоев сварных швов; 1-7 – количество проходов.
Рис. 68. Схема заполнения разделки кромок при
РДС металла большой толщины: а – каскадный метод; б – метод заполнения разделки «горкой»
При каскадном методе заполнения шва весь шов разбивается на короткие участки в 200 мм, и сварка каждого участка производится таким методом. По окончании сварки первого слоя первого участка, не останавливаясь, продолжают выполнение первого слоя на соседнем участке. При этом каждый последующий слой накладывается на неуспевший остыть металл предыдущего слоя.
Сварка «горкой» является разновидностью каскадного способа и ведется двумя сварщиками одновременно, от середины к краям. Эти оба метода выполнения шва представляют собой обратноступенчатую сварку не только по длине, но и по сечению шва.
Прежде чем приступить к сварке, необходимо ознакомиться с технической документацией. Процесс изготовления любой конструкции представлен в технологических картах. Кроме технологических карт к технологическому процессу прилагаются чертежи изделия: общий вид и деталировка с необходимыми пояснениями и техническими условиями. На общем виде указываются обозначения сварных швов. При РДС малоуглеродистых сталей в зависимости от прочностных показателей металла широко используют электроды с рутиловым покрытием типов Э42 и Э46, например, АНО-6, АНО-4 и др. Для сварки ответственных стальных конструкций применяют электроды с основным покрытием типов Э42А и Э46А, например: УОНИ-13/45, СМ-11, Э-138/45Н и др.
Контрольные вопросы:
1. Как различаются сварные швы по длине?
2. Что дает обратноступенчатая сварка?
3. Какие существуют методы наложения швов при сварке металла большой толщины?
4. Какие электроды применяются при РДС малоуглеродистых сталей?
5. Особенности выполнения сварных швов в положениях, отличных от нижнего. Способы повышения производительности сварки
Сварка швов в вертикальном положении затруднена, так как металл сварочной ванны под воздействием силы тяжести стекает вниз. Для уменьшения воздействия силы тяжести на металл сварочной ванны сокращают объем самой сварочной ванны путем снижения сварочного тока на 15-20 %. Диаметр электрода не должен превышать 4-5 мм.
Сварка вертикальных швов (рис. 69) выполняется снизу вверх (рис. 69, а) или сверху вниз (рис. 69, б). Наиболее удобной является сварка снизу вверх. При этом дуга возбуждается в самой нижней точке шва. Как только нижняя часть сварочной ванночки начинает кристаллизоваться, образуется площадка, на которой удерживаются капли металла; электрод отводится чуть вверх и располагается углом вперед.
При сварке сверху вниз в начальный момент электрод располагается перпендикулярно к поверхности, и дуга возбуждается в верхней точке шва, после образования капли жидкого металла на детали, электрод наклоняется под углом 10-15° так, чтобы дуга была направлена на расплавленный металл. При сварке сверху вниз глубина проплавления значительно меньше, поэтому она применяется, как правило, при сварке тонкого металла.
Рис. 69. Сварка вертикальных швов:
а – снизу вверх; б – сверху вниз; 1, 2 – положения электрода
Для улучшения формирования шва при сварке вертикальных швов должна поддерживаться короткая дуга. При сварке снизу вверх поперечные колебания не производятся или они должны быть очень незначительными.
Сварка горизонтальных швов сложнее, чем сварка вертикальных швов. Она выполняется сварщиками высокой квалификации.
Повышение производительности труда при ручной сварке может быть достигнуто за счет организационных и технических мероприятий.
При ручной сварке штучными электродами необходимо устройство пунктов питания сварочным током для быстрого переключения сварочных проводов. Не менее важным мероприятием является применение электрододержателей для быстрой смены электродов, а также приспособлений для ускоренного поворота деталей и т. д.
Разработка технических мероприятий связана с внедрением новейших способов сварки или усовершенствованием сварочного оборудования и технологии сварки. Вместо V-образной разделки кромок желательно применять Х-образную. Целесообразно применять электроды с большим коэффициентом наплавки, например, электрод МР-3 имеет коэффициент наплавки 8,5 г/(Ач), а электрод ИТС-1 – 12 г/(А-ч) при прочих равных характеристиках.
Для повышения производительности РДС можно повышать сварочный ток до верхнего предела, рекомендуемого для данного диаметра электрода, можно производить сварку опиранием на чехольчик, трехфазной дугой, наклонным или лежачим электродом. При сварке двухсторонних угловых швов на постоянном токе можно сваривать одновременно с двух сторон методом «дуга в дугу» и т. д. Некоторые способы сварки показаны на схематических рисунках (рис. 70, 71, 72).
Рис. 70. Сварка наклонным электродом с опиранием на чехольчик
Рис. 71. Сварка лежачим электродом: 1 – свариваемые детали; 2 – лежачий электрод; 3 – бумажная изоляция; 4 -медный брусок
Рис. 72. Схема сварки наклонным электродом:
1 – электрод; 2 – обойма; 3 – штатив; 4 – изолирующая подкладка
Контрольные вопросы:
1. Охарактеризуйте особенности сварки вертикальных швов.
2. Расскажите о способах повышения производительности труда сварщиков.
Обратноступенчатый способ сварки длинных швов
§ 32. Техника выполнения швов
Зажигание дуги. Существует два способа зажигания дуги покрытыми электродами — прямым отрывом и отрывом по кривой. Первый способ называют зажиганием впритык. Второй напоминает движение при зажигании спички и поэтому его называют чирканьем.
Сварщики успешно используют оба способа зажигания дуги, причем первый чаще применяется при сварке в узких и неудобных местах.
Длина дуги. Немедленно после зажигания дуги начинается плавление основного и электродного металлов. На изделии образуется ванна расплавленного металла. Сварщик должен поддерживать горение дуги так, чтобы ее длина была постоянной. От правильно выбранной длины дуги весьма сильно зависят производительность сварки и качество сварного шва.
Сварщик должен подавать электрод в дугу со скоростью, равной скорости плавления электрода. Умение поддерживать дугу постоянной длины характеризует квалификацию сварщика.
Нормальной считают длину дуги, равную 0,5 — 1,1 диаметра стержня электрода (в зависимости от типа и марки электрода и положения сварки в пространстве). Увеличение длины дуги снижает устойчивое ее горение, глубину проплавления основного металла, повышает потери на угар и разбрызгивание электрода, вызывает образование шва с неровной поверхностью и усиливает вредное воздействие окружающей атмосферы на расплавленный металл.
Положение электрода. Наклон электрода при сварке зависит от положения сварки в пространстве, толщины и состава свариваемого металла, диаметра электрода, вида и толщины покрытия.
Направление сварки может быть слева направо, справа налево, от себя и к себе (рис. 46, а).
Независимо от направления сварки положение электрода должно быть определенным: он должен быть наклонен к оси шва так, чтобы металл свариваемого изделия проплавлялся на наибольшую глубину. Для получения плотного и ровного шва при сварке в нижнем положении на горизонтальной плоскости угол наклона электрода должен быть 15° от вертикали в сторону ведения шва (рис. 46, б).
Рис. 46. Направления сварки (а) и наклон электрода (б)
Обычно дуга сохраняет направление оси электрода; указанным наклоном электрода сварщик добивается максимального проплавления металла изделия. При этом улучшается формирование шва, а также уменьшается скорость охлаждения металла сварочной ванны, что предотвращает образование горячих трещин в шве.
При шланговой полуавтоматической сварке положение электродной проволоки аналогично положению электрода при ручной сварке покрытыми электродами.
Угол наклона электрода при ручной сварке в нижнем, вертикальном, потолочном и горизонтальном положениях приведен на рис. 46, б, 53, а — в, 54, а — в.
Колебательные движения электрода. Для получения валика нужной ширины производят поперечные колебательные движения электрода. Если перемещать электрод только вдоль оси шва без поперечных колебательных движений, то ширина валика определяется лишь силой сварочного тока и скоростью сварки и составляет от 0,8 до 1,5 диаметра электрода. Такие узкие (ниточные) валики применяют при сварке тонких листов, при наложении первого (корневого) слоя многослойного шва, при сварке по способу опирания и в других случаях.
Чаще всего применяют швы шириной от 1,5 до 4 диаметров электрода, получаемые с помощью поперечных колебательных движений электрода.
Наиболее распространенные виды поперечных колебательных движений электрода при ручной сварке (рис. 47):
прямые по ломаной линии;
полумесяцем, обращенным концами к наплавленному шву;
полумесяцем, обращенным концами к направлению сварки;
петлеобразные с задержкой в определенных местах.
Рис. 47. Основные виды поперечных движений конца электрода: а, б, в, г — при обычных швах, д, е, ж — при швах с усиленным прогревом кромок
Поперечные движения по ломаной линии часто применяют для получения наплавочных валиков, при сварке листов встык без скоса кромок в нижнем положении и в тех случаях, когда нет возможности прожога свариваемой детали.
Движения полумесяцем, обращенным концами к наплавленному шву, применяют для стыковых швов со скосом кромок и для угловых швов с катетом менее 6 мм, выполняемых в любом положении электродами диаметрами до 4 мм.
Движения треугольником неизбежны при выполнении угловых швов с катетами шва более 6 мм и стыковых со скосом кромок в любом пространственном положении. В этом случае достигается хороший провар корня и удовлетворительное формирование шва.
Петлеобразные движения применяют в случаях, требующих большого прогрева металла по краям шва, главным образом при сварке листов из высоколегированных сталей. Эти стали обладают высокой текучестью и для удовлетворительного формирования шва приходится задерживать электрод на краях, с тем чтобы предотвратить прожог в центре шва и вытекание металла из сварочной ванны при вертикальной сварке. Петлеобразные движения можно с успехом заменить движениями полумесяцем с задержкой дуги по краям шва.
Способы заполнения шва по длине и сечению. Швы по длине выполняют напроход и обратно-ступенчатым способом. Сущность способа сварки напроход заключается в том, что шов выполняется от начала до конца в одном направлении.
Обратноступенчатый способ состоит в том, что длинный шов делят на сравнительно короткие участки.
По способу заполнения швов по сечению различают однослойные швы (рис. 48, а), многопроходные многослойные (рис. 48, б) и многослойные (рис. 48, в).
Рис. 48. Сварные швы: а — однослойный и однопроходной, б — многослойный и многопроходной, в — многослойный
Если число слоев равно числу проходов, то такой шов называют многослойным. Если некоторые из слоев выполняются за несколько проходов, то такой шов называют многопроходным.
Многослойные швы чаще применяют в стыковых соединениях, многопроходные — в угловых и тавровых.
Для более равномерного нагрева металла шва по всей его длине швы выполняются способами двойного слоя, секциями, каскадом и горкой, причем в основу всех этих способов положен принцип обратноступенчатой сварки (рис. 49).
Рис. 49. Схемы заполнения многослойного шва с малым интервалом времени: а — секциями, б — каскадом, в — горкой
Сущность способа двойного слоя заключается в том, что наложение второго слоя производится по неостывшему первому после удаления сварочного шлака. Сварка на длине 200 — 400 мм ведется в противоположных направлениях. Этим предотвращается появление горячих трещин в шве при сварке металла толщиной 15 — 20 мм, обладающего значительной жесткостью.
При толщине стальных листов 20 — 25 мм и более для предотвращения трещины применяют сварку каскадом или горкой. Заполнение многослойного шва для сварки секциями и каскадом производится, как видно из рис. 49, по всей свариваемой толщине на определенной длине ступени. Длина ступени подбирается такой, чтобы металл в корне шва имел температуру не менее 200°С в процессе выполнения шва по всей толщине. В этом случае металл обладает высокой пластичностью и трещин не образуется. Длина ступени при каскадной сварке равна 200 — 400 мм, а при сварке секциями — больше. Сварка горкой производится проходами по всей толщине металла. Способ сварки выбирается в зависимости от химического состава и толщины металла, числа слоев и жесткости свариваемого изделия.
Многослойная сварка имеет перед однослойной следующие преимущества:
1. Уменьшается объем сварочной ванны, в результате чего скорость остывания металла возрастает и размер зерен уменьшается.
2. Химический состав металла шва близок к химическому составу наплавленного металла, так как малая сила сварочного тока при многослойной сварке способствует расплавлению незначительного количества основного металла.
3. Каждый последующий слой шва термически обрабатывает металл предыдущего слоя и околошовный металл имеет мелкозернистую структуру с повышенной пластичностью и вязкостью.
Каждый слой шва должен иметь толщину 3 — 5 мм (при сварке низкоуглеродистой стали) в зависимости от силы сварочного тока.
При сварочном токе 100 А дуга расплавляет металл верхнего слоя на глубину около 1,5 мм, а металл нижнего слоя (глубина более 1,5 мм) нагревается от 1500 до 1100°С и при быстром охлаждении образует мелкозернистую литую структуру.
При сварочном токе 200 А толщина слоя может быть увеличена до 5 мм, а термическая обработка нижнего слоя произойдет на глубине около 2,5 мм.
Термическая обработка металла корневого шва с получением мелкозернистой структуры осуществляется нанесением подварочного валика, который выполняется электродом диаметром 3 мм при сварочном токе 100 А. Перед нанесением подварочного валика корень шва очищают термической резкой или резцом. Подварочный валик накладывается по длине напроход.
Термическая обработка металла верхнего слоя выполняется нанесением отжигающего (декоративного) слоя. Толщина отжигающего слоя должна быть минимальной (1 — 2 мм), обеспечивающей высокую скорость остывания и мелкозернистую структуру верхнего слоя. Отжигающий слой выполняется электродами диаметрами 5 — 6 мм при токе 200 — 300 А в зависимости от толщины листа.
Окончание шва. В конце шва нельзя сразу обрывать дугу и оставлять на поверхности металла кратер. Кратер может вызвать появление трещины в шве вследствие содержания в нем примесей, прежде всего серы и фосфора. При сварке низкоуглеродистой стали кратер заполняют электродным металлом или выводят его в сторону на основной металл. При сварке стали, «склонной к образованию закалочных микроструктур, вывод кратера в сторону недопустим ввиду возможности образования трещины. Не рекомендуется заваривать кратер за несколько обрывов и зажиганий дуги ввиду образования окисных загрязнений металла. Лучшим способом окончания шва будет заполнение кратера металлом за счет прекращения поступательного движения электрода вниз и медленного удлинения дуги до ее обрыва.
Сварочные работы: Практическое пособие для электрогазосварщика (24 стр.)
Рис. 66. Способы выполнения шва: а – сварка швов «на проход»; б – сварка швов средней длины; в – сварка швов обратноступенчатым способом; г, д – сварка длинных швов
Короткие швы по длине обычно сваривают «на проход» (рис. 66, а). Швы средней длины сваривают от середины к краям (рис. 66, б) либо обратноступенчатым способом (рис. 66, в). Длинные швы однопроходных стыковых соединений и первый проход многопроходных швов сваривают от середины к концам обратноступенчатым способом (рис. 66, г), а в соединениях с угловыми швами также от середины к концам обратноступенчатым способом (рис. 66, д).
Обратноступенчатая сварка является наиболее эффективным методом уменьшения остаточных напряжений и деформаций.
Предыдущий шов остывает до температуры 200-300 °С. При охлаждении одновременно с уменьшением ширины шва уменьшается и первоначально расширенный зазор, именно поэтому остаточные деформации становятся минимальными.
При сварке стыковых или угловых швов большого сечения шов выполняется несколькими слоями (рис. 67). При этом каждый слой средней и верхней части шва может выполняться как за один проход (рис. 67, а), так и за два и более проходов (рис. 67, б).
С точки зрения уменьшения остаточных деформаций сварка за один проход предпочтительнее. Если ширина шва достигает 14-16 мм, то чаще применяется многопроходный способ сварки швов.
При сварке металла большой толщины (> 15 мм) выполнение каждого слоя «на проход» является нежелательным. Такой способ приводит к значительным деформациям и образованию трещин в первых слоях, так как первый слой успевает остыть. Для предотвращения образования трещин заполнение разделки кромок при РДС следует производить каскадным методом или «горкой». В этом случае каждый последующий слой накладывается на еще не успевший остыть предыдущий слой, что позволяет снизить сварочные напряжения и деформации. Схемы заполнения разделки кромок каскадным методом и «горкой» приведены на рис. 68, а, б.
Рис. 67. Многослойные швы: а – сварной многослойный шов, выполненный за один проход; б – многослойный шов, выполненный за несколько проходов; I-IV – количество слоев сварных швов; 1-7 – количество проходов.
Рис. 68. Схема заполнения разделки кромок при
РДС металла большой толщины: а – каскадный метод; б – метод заполнения разделки «горкой»
При каскадном методе заполнения шва весь шов разбивается на короткие участки в 200 мм, и сварка каждого участка производится таким методом. По окончании сварки первого слоя первого участка, не останавливаясь, продолжают выполнение первого слоя на соседнем участке. При этом каждый последующий слой накладывается на неуспевший остыть металл предыдущего слоя.
Сварка «горкой» является разновидностью каскадного способа и ведется двумя сварщиками одновременно, от середины к краям. Эти оба метода выполнения шва представляют собой обратноступенчатую сварку не только по длине, но и по сечению шва.
Прежде чем приступить к сварке, необходимо ознакомиться с технической документацией. Процесс изготовления любой конструкции представлен в технологических картах. Кроме технологических карт к технологическому процессу прилагаются чертежи изделия: общий вид и деталировка с необходимыми пояснениями и техническими условиями. На общем виде указываются обозначения сварных швов. При РДС малоуглеродистых сталей в зависимости от прочностных показателей металла широко используют электроды с рутиловым покрытием типов Э42 и Э46, например, АНО-6, АНО-4 и др. Для сварки ответственных стальных конструкций применяют электроды с основным покрытием типов Э42А и Э46А, например: УОНИ-13/45, СМ-11, Э-138/45Н и др.
Контрольные вопросы:
1. Как различаются сварные швы по длине?
2. Что дает обратноступенчатая сварка?
3. Какие существуют методы наложения швов при сварке металла большой толщины?
4. Какие электроды применяются при РДС малоуглеродистых сталей?
5. Особенности выполнения сварных швов в положениях, отличных от нижнего. Способы повышения производительности сварки
Сварка швов в вертикальном положении затруднена, так как металл сварочной ванны под воздействием силы тяжести стекает вниз. Для уменьшения воздействия силы тяжести на металл сварочной ванны сокращают объем самой сварочной ванны путем снижения сварочного тока на 15-20 %. Диаметр электрода не должен превышать 4-5 мм.
Сварка вертикальных швов (рис. 69) выполняется снизу вверх (рис. 69, а) или сверху вниз (рис. 69, б). Наиболее удобной является сварка снизу вверх. При этом дуга возбуждается в самой нижней точке шва. Как только нижняя часть сварочной ванночки начинает кристаллизоваться, образуется площадка, на которой удерживаются капли металла; электрод отводится чуть вверх и располагается углом вперед.
При сварке сверху вниз в начальный момент электрод располагается перпендикулярно к поверхности, и дуга возбуждается в верхней точке шва, после образования капли жидкого металла на детали, электрод наклоняется под углом 10-15° так, чтобы дуга была направлена на расплавленный металл. При сварке сверху вниз глубина проплавления значительно меньше, поэтому она применяется, как правило, при сварке тонкого металла.
Рис. 69. Сварка вертикальных швов:
а – снизу вверх; б – сверху вниз; 1, 2 – положения электрода
Для улучшения формирования шва при сварке вертикальных швов должна поддерживаться короткая дуга. При сварке снизу вверх поперечные колебания не производятся или они должны быть очень незначительными.
Сварка горизонтальных швов сложнее, чем сварка вертикальных швов. Она выполняется сварщиками высокой квалификации.
Повышение производительности труда при ручной сварке может быть достигнуто за счет организационных и технических мероприятий.
При ручной сварке штучными электродами необходимо устройство пунктов питания сварочным током для быстрого переключения сварочных проводов. Не менее важным мероприятием является применение электрододержателей для быстрой смены электродов, а также приспособлений для ускоренного поворота деталей и т. д.
Разработка технических мероприятий связана с внедрением новейших способов сварки или усовершенствованием сварочного оборудования и технологии сварки. Вместо V-образной разделки кромок желательно применять Х-образную. Целесообразно применять электроды с большим коэффициентом наплавки, например, электрод МР-3 имеет коэффициент наплавки 8,5 г/(Ач), а электрод ИТС-1 – 12 г/(А-ч) при прочих равных характеристиках.
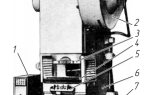
Для повышения производительности РДС можно повышать сварочный ток до верхнего предела, рекомендуемого для данного диаметра электрода, можно производить сварку опиранием на чехольчик, трехфазной дугой, наклонным или лежачим электродом. При сварке двухсторонних угловых швов на постоянном токе можно сваривать одновременно с двух сторон методом «дуга в дугу» и т. д. Некоторые способы сварки показаны на схематических рисунках (рис. 70, 71, 72).
Рис. 70. Сварка наклонным электродом с опиранием на чехольчик
Рис. 71. Сварка лежачим электродом: 1 – свариваемые детали; 2 – лежачий электрод; 3 – бумажная изоляция; 4 -медный брусок
Рис. 72. Схема сварки наклонным электродом:
1 – электрод; 2 – обойма; 3 – штатив; 4 – изолирующая подкладка
Контрольные вопросы:
1. Охарактеризуйте особенности сварки вертикальных швов.
2. Расскажите о способах повышения производительности труда сварщиков.