Содержание
- Сварка алюминия аргоном для начинающих: пошаговая инструкция
- Свойства алюминия
- Способы алюминиевой сварки
- Сварка алюминия аргоном для начинающих
- Плюсы и минусы аргоновой сварки
- Как варить алюминий аргоном
- Почему при сварке алюминия нужен аргон
- Технология аргонодуговой сварки алюминия
- Практика сварки алюминия аргоном
- Все о сварке алюминия аргоном
- Особенности
- Обзор видов сварки
- Оборудование и материалы
- Настройка аргонового аппарата
- Как варить алюминий в аргоновой среде
- Особенности сварки в аргоновой среде
- Преимущества и недостатки
- Необходимое оборудование
- Настройка аппарата
- Подготовка деталей к сварке
- Технология аргоновой сварки
- Процесс сварки пошагово
- Сварка алюминия аргоном для начинающих пошаговая инструкция
- Пособие по сварке алюминия аргоном для новичков
- Необходимое оборудование
- Как варить алюминий аргонодуговой сваркой
- Что необходимо учитывать при аргоновой сварке алюминия?
- Технология выполнения сварки для начинающих
- Настройка аппарата и режимы
Настройка аргонной сварки для алюминия
Сварка алюминия аргоном для начинающих: пошаговая инструкция
Чтобы надежно зафиксировать друг с другом два и больше элементов на основе алюминия, лучше всего применять аргонную сварку. Чтобы выполнять сварочные работы в среде любого инертного газа, потребуется специальное оборудование и оснастка.
А для начинающих в этой сфере очень важно подробно изучить, как варить алюминий аргоном, поскольку специальный аппарат для соединения таких деталей достаточно сложный по своей структуре.
Если соединять их с помощью полуавтомата, то нужно иметь специальную сварочную проволоку и баллон с аргоном. Сварщик должен знать основы работы с металлами и иметь квалификацию. Если вы только учитесь, то лучше посмотрите обучающее видео и изучите инструкцию.
Свойства алюминия
Любой начинающий сварщик должен знать не только об особенностях процесса аргоновой сварки алюминия, но и понимать, какими свойствами обладает данный материал.
Многие называют алюминий «крылатым» металлом из-за его малого удельного веса и прочности. При этом он имеет высокую химическую активность.
В числе особенностей металла:
- Имеет способность на открытом пространстве быстро вступать в кислородную реакцию и покрываться оксидной пленкой.
- Пленка имеет температуру плавления больше 2000 градусов, алюминий же — от 650 градусов соответственно.
- Во время сварки постоянным током окись способна погрузиться в металл сварного шва и нарушить его структуру.
- Алюминий при нагревании не меняет цвет, как и нержавейка или другие сорта стали.
- Алюминий обладает большим коэффициентом объемной усадки. Если такое свойство учтено не будет, то изнутри шва появится напряжение и произойдет деформация. Чтобы такого не произошло, следует повысить количество применяемой сварочной проволоки или же сделать модификацию шва.
Ключевые свойства металла таковы:
- низкая температура плавки;
- высокая химическая активность;
- крупный коэффициент объемной усадки.
Сварка алюминия посредством аргона наиболее частая, особенно с учетом перечисленных особенностей. Данный метод способен защитить сварочную зону от влияния активных газов, которые находятся в атмосфере.
При сварке полуавтоматом присадочная проволока выполняет функцию снижения внутренних шовных напряжений, потому что она компенсирует объемную усадку. Качественное сварное соединение обеспечивается и другими методами.
Способы алюминиевой сварки
Когда вы успешно освоили уроки по металловедению для новичков, можете выбирать тот или иной метод сварки алюминия в среде инертных газов.
Для сварочных работ используются такие виды аппаратов: электродуговой; аргоно-дуговой; газоплазменная установка.
При использовании такой установки применяется флюс, который делают на основе хлористых и фтористых солей. Когда места сварки нагреваются, оксидная пленка разрушается флюсом на поверхности материала, а соединение осуществляется при температуре, которая максимально приближена к температуре плавления.
Само сваривание происходит посредством алюминиевого прутка, при этом материала будет расходоваться минимум. Помните, что флюс поверхность металла разъедает, когда работы по сварке завершатся, его остатки потребуется удалить, а саму деталь промыть водой.
Сварка электродуговым аппаратом осуществляется посредством постоянного тока с обратной полярностью. Применяются при этом алюминиевые электроды либо присадочная проволока с флюсовой обмазкой.
Однако самый качественный шов при сварке алюминиевых деталей обеспечивается при использовании аргонно-дугового аппарата. Дугу создает вольфрамовый электрод. Он работает в течение длительного времени, тем самым сокращая стоимость соединительных работ. Дуга зажигается между деталью и вольфрамовым электродом.
В зону горения дуги будет подаваться алюминиевая проволока. В зоне горения оксидная пленка на поверхности металла может разрушиться на фоне высокой температуры. Сварку проводят при быстром движении электрода на узком участке. В данном режиме алюминий не успеет перейти в жидкое состояние и вытечь наружу.
Чтобы обеспечить высокое качество сварного шва, проволока должна обладать аналогичной со свариваемым материалом структурой. Данный сварочный способ выполняется с помощью полуавтомата.
В разных условиях производства сварка осуществляется импульсным или постоянным током. На предприятиях есть специальные сварочные установки, работающие с переменным током.
Сварка алюминия аргоном для начинающих
Опытные сварщики рассказывают, что соединение алюминиевых деталей посредством аргона состоит из ряда разноплановых действий. Качество соединения деталей зависит непосредственно от того, насколько согласованными они будут друг с другом.
Процедура сварки предусматривает применение ряда специальных материалов, приборов и узлов. Например, сварочный аппарат для сварки алюминия аргоном включает в себя несколько элементов, каждый из которых перед работой потребуется привести в работоспособное состояние.
Окончательная стоимость работы зависит от того, каким будет расход сопутствующих ресурсов. Постарайтесь экономно расходовать присадочную проволоку и аргон.
Материалы для работы
Аппарат для сварочных работ состоит из следующих частей: баллона с аргоном; источника электропитания; механизма подачи присадочной проволоки. Такая проволока бывает на катушках или бобинах.
На больших производственных предприятиях подобные аппараты подключают к централизованной магистрали, по ней идет инертный газ. Верстаки для монтажа свариваемых деталей делают на основе нержавеющей стали.
Подготовка деталей
Когда вы привели оборудование для сварки алюминия в рабочее состояние, потребуется подготовить детали для сваривания. Это делается так:
- С их поверхности удалите жир, грязь или машинное масло с помощью растворителя.
- Если толщина деталей составляет 4 мм и больше, нужно разделать кромки.
- Согласно техническим условиям и рекомендациям экспертов листовой алюминий с толщиной в 4 мм и больше нужно сваривать исключительно встык. Перед началом работы всегда нужно уточнять такие параметры, как толщина листа и ширина кромки в миллиметрах.
- Зачистите кромку на наждачном станке или с помощью напильника. Если деталь сложной формы, то место сваривания нужно зачистить мобильной шлифовальной машинкой. Так или иначе, оксидную пленку обязательно нужно убрать с поверхности.
Ключевое описание процесса сварки
Чтобы работа была выполнена качественно, нужно, как уже говорилось ранее, применять вольфрамовые электроды. Их диаметр при этом должен составлять 1,5−5,5 мм.
Во время процесса обязательно следите за ориентацией электрода относительно рабочей поверхности металла. Держите электрод под углом 80 градусов. А присадочную проволоку по отношению к электроду нужно держать под прямым углом.
Максимальная длина дуги составляет 3 мм. В данном положении расход материалов будет наиболее оптимальным. Во время работы присадочная проволока будет двигаться впереди горелки. Она и вольфрамовый электрод должны передвигаться исключительно вдоль сварочного шва. Нельзя допускать поперечных движений.
Если вы работаете с тонкими алюминиевыми листами, то для подкладки хорошо подойдет лист нержавейки. В этом положении выполняется интенсивный отвод тепла от рабочего места сквозь лист нержавейки, при этом риск прожога сократится. Также сократится и расход энергии, потому что работа будет выполняться оперативно.
Плюсы и минусы аргоновой сварки
Метод соединения алюминиевых деталей полуавтоматом в аргоновой среде по сравнению с другими имеет существенные преимущества.
Прежде всего стоит сказать о минимальной области нагрева обрабатываемой детали, что важно при сварке деталей, имеющих объемно-пространственную структуру.
Можно легко просчитать количество требуемого газа и выяснить, какая будет нужна проволока и в каком количестве. Но при этом сложно спрогнозировать внутреннюю деформацию изделия.
Соединение деталей в среде инертного газа позволит выполнить сварку без примесей, пор и прочих ненужных включений. Сварной шов обладает одинаковой глубиной проплавления по всей длине.
Недостатком данной сварки является то, что оборудование достаточно сложное. Во время работы нужно осуществить тонкую настройку всех составляющих аппарата, при этом важно, чтобы проволока в рабочую зону подавалась постепенно. С этой целью нужно настроить аппарат подачи правильным образом. Если подача будет неритмичной, то горение дуги будет прерываться. В таком случае расход аргона и электроэнергии повысится.
Соединение алюминиевых деталей аргоном — одна из распространенных методик. Однако, прежде чем приступать к работе, нужно тщательно изучить теорию и практику, а также посмотреть обучающее видео, которое можно без труда отыскать в Интернете.
Как варить алюминий аргоном
Трудности сварки алюминия, связанные с наличием на поверхности металла прочной и химически инертной окисной пленки, преодолеваются способом аргонной сварки.
Потребность получить неразъемные соединения из алюминия и его сплавов в домашних условиях возникает достаточно часто. Трудности, связанные с наличием на поверхности металла прочной и химически инертной окисной пленки, преодолеваются только одним способом — аргонодуговой сваркой. Сварка алюминия аргоном — технология, оборудование и последовательность проведения — рассматриваются далее.
Почему при сварке алюминия нужен аргон
Вообще, со сваркой алюминия может управляться и любой другой инертный газ. Например, гелий, который еще в 40-х годах прошлого века активно применялся в США для сварки алюминиевых сплавов. Однако себестоимость аргона в разы ниже, а результирующий эффект остается таким же. Важнее знать, почему именно наличие слоя инертного газа способствует качественному соединению алюминиевых изделий.
Если тщательно соскоблить поверхностный слой на любой алюминиевой детали, то можно заметить, что под поверхностью находится блестящий металл. Однако вскоре его цвет изменится на более тусклый и это верный признак того, что на поверхности уже образовался слой окиси алюминия Al2O3 — вещества, устойчиво предохраняющего металл от дальнейшего окисления. Если температура плавления чистого алюминия составляет 660 0 С, то окисной пленки — более 2000 0 С, что существенно ограничивает технологические возможности обычных видов сварки. Кроме того, Al2O3 — вещество химически инертное и весьма твердое. Таким образом, для сварки алюминия подойдет технология, при которой каким-либо образом удастся «содрать» эту пленку с поверхности металла и удалить ее за пределы зоны сварки. Таким источником тепла может быть только электрическая дуга. Причем дуга переменного тока, когда общее его направление будет меняться в соответствии с частотой тока в бытовой электросети, т.е. 50 Гц. Использование переменного тока для сварки алюминия решает две задачи:
- Позволяет использовать более компактные и удобные в эксплуатации сварочные инверторы (вместо громоздких сварочных преобразователей, которые требуют высокой квалификации работающего и специальной подготовки рабочего места);
- Обеспечивает надежное удаление поверхностной пленки оксида алюминия с поверхности алюминиевых заготовок, поскольку температура электрода при этом превышает граничную температуру термической стойкости Al2O3 .
Важно, что при этом обязательно необходимо соблюсти нужную полярность тока. При обратной полярности, когда анодом является электрод-инструмент, направление электронного потока направлено от электрода к заготовке. Поскольку температура в столбе дуги составляет 5000-6000 0 С (в приконтактных областях она, правда, ниже, но все равно существенно превышает температуру плавления окиси алюминия), то обладающие огромной энергией электроны разрушают окисную пленку, очищают исходную поверхность и обеспечивают ее устойчивое плавление.
Однако наличия обратной полярности для успешной сварки алюминия недостаточно. Необходима также наружная среда, индифферентная к воздействию повышенных температур, и активно противодействующая попыткам оксида алюминия вновь восстановиться на очищенной поверхности. Эту задачу и выполняет инертный газ.
Таким образом, сварка алюминия аргоном обеспечивает необходимые устойчивость и производительность процесса, при одновременном обеспечении нужного качества сварного шва.
Технология аргонодуговой сварки алюминия
- Ручная дуговая сварка MIG/MAG в струе инертного газа, положительными особенностями которой считается высокая производительность и возможность соединять смежные детали любой толщины.
- Сварка неплавящимся вольфрамовым электродом (процесс WIG/TIG) с использованием переменного тока, полярность которого не имеет существенного значения.
В бытовых условиях метод MIG/MAG особой распространенности не получил. Причина в том, что электрод получает большую температурную нагрузку и его стойкость (особенно при использовании больших токов) оказывается незначительной. Инверторы в этом плане имеют преимущество, поскольку по самому принципу действия аппарата в нем постоянно происходит инвертирование (преобразование) переменного тока в постоянный, и наоборот. В результате нагрев электрода существенно меньше.
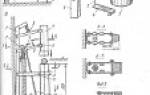
При использовании метода WIG/TIG для аргонодуговой сварки алюминия происходит следующее.
При расплавлении теплом дуги приконтактных слоев металла, в столб дуги вводится вольфрамовый электрод. Поскольку температура плавления вольфрама существенно выше, то поджиг дуги производится еще до контакта электрода с поверхностью. Сам электрод подается из корпуса сварочной горелки, внутри которой предусмотрено две коаксиально размещенные трубки. По внутренней производится перемещение электрода, а по внешней — инертного газа, который подается по шлангу от недалеко установленного баллона. Следует отметить, что аргон должен быть высшей степени чистоты, поскольку любые примеси снижают защитный эффект, и соединение окажется ненадежным.
- Оптимизирует время и качество поджига дуги, которое, как известно, должно соответствовать рекомендуемому для каждого конкретного типа инвертора параметру ПВ (продолжительности включения). Для большинства типов инверторов ПВ должно находиться в диапазоне значений 0,85-0,92;
- Способствует лучшей очистке поверхности алюминиевых деталей, поскольку обладает достаточно высокой плотностью;
- Обеспечивает стабильность горения дуги в канале разряда, что немаловажно именно для аппаратов импульсной сварки.
Процесс единичного акта сварки происходит в два этапа. Вначале первая (положительная) полуволна разрушает пленку двуокиси алюминия. Затем вторая, отрицательная полуволна, интенсивно нагревает поверхность, расплавляет ее и вводит внутрь соединения мощность, необходимую для образования прочного сварного шва.
Аргонная сварка алюминия может реализовываться и на прямой полярности, однако используемые при этом электроды должны иметь специальные обмазки, также успешно разрушающие оксидную пленку. Такими электродами возможна сварка алюминиевых изделий толщиной до 2-3 мм. Обмазку для электродов можно приготовить и в домашних условиях. Для этого на обычный электрод, пригодный для работ по алюминию, наносится тщательно подготовленная однородная смесь из молотого мела и силикатного клея. Поверхность электрода предварительно очищается от механических и химических загрязнений и высушивается.
В бытовых условиях ответ на вопрос — как варить алюминий аргоном — часто решается в пользу способа TIG, который реализуется при помощи сварочного инвертора.
Практика сварки алюминия аргоном
- Плотность аргона значительно выше плотности воздуха, поэтому вертикальное соединение таким способом алюминиевых конструкций невозможно. При крайней необходимости в баллон с аргоном добавляется некоторое количество гелия.
- Перемещение сварочной горелки должно производиться исключительно вдоль оси сварного шва и перпендикулярно ему.
- Поджиг и последующее горения сварочной дуги должны выполняться при минимальном напряжении, которое обеспечит стабильность процесса. Таким образом, расстояние от электрода до поверхности стыка выбирают наименьшим.
- Подачу вольфрамовой проволоки необходимо выполнять равномерно. При отсутствии необходимых навыков используются специальные устройства для автоматической подачи.
- Ток обработки устанавливают максимально возможным (не ниже 250 А), что обеспечивает надлежащую скорость сварки при удержании ПВ в допустимых для данной модели инвертора рамках.
Сваривать алюминиевые конструкции с использованием защитного газа рекомендуется в следующей последовательности. Вначале к аппарату подключают баллон с аргоном (или смеси аргона с гелием). Давление газа, устанавливаемое редуктором, зависит от того, где производится сварка (в помещении, либо на открытом воздухе), а также от толщины соединяемых заготовок. В помещении достаточно расхода газа в пределах 6-8 л/мин, для наружных работ расход придется увеличить до 8-12 л/мин.
Очистка алюминия ведется в водном растворе щелочи, состоящего из следующих компонентов (расчет составлен на литр очистного раствора):
- Сода кальцинированная, г — 50;
- Трилон Б (натриевая соль этилендиаминтетраускусной кислоты ЭДТА), г — 50;
- Жидкое стекло, г — 30.
Раствор нагревают до 65±5 0 С, и выдерживают в нем подготовленные кромки стыков алюминиевых деталей не менее 5 минут.
Выбор диаметра вольфрамовой проволоки определяется толщиной свариваемых изделий. Считается, что на 1 мм диаметра электрода допустимо вводить не более 35-40 А тока. Торец электрода остро затачивают, в процессе выполнения сварки он должен приобрести форму полусферы.
Вылет электрода из сопла сварочной горелки устанавливают минимальным — не более 1-2 мм. Стартовый ток для устойчивого горения дуги при сварке алюминия под аргоном обычно принимают в полтора-два раза больше, чем значения, рекомендуемые производителем сварочного инвертора, затем его можно снизить до установленных значений. Подачу вольфрамовой проволоки начинают только после того, как обеспечено устойчивое горение дуги. Длинные сварные швы получают с использованием четырехтактного режима обработки, причем ближе к концу шва ток постепенно уменьшают.
Использование аргонодуговой сварки алюминия требует определенных навыков, а также опыта эксплуатации сварочного инвертора.
Все о сварке алюминия аргоном
Хороший сварщик — тот, который владеет максимумом возможных вариантов в своем ремесле. Зная все о сварке алюминия аргоном, он только увеличит свои шансы на успешное трудоустройство или получение выгодных заказов. Стоит исследовать этот вид деятельности основательно, узнать побольше про настройку сварочного аппарата и нюансы технологического процесса.
Особенности
Для начала стоит сказать о базовых основах, а именно, почему сварка алюминия аргоном так привлекательна. Причина проста: алюминиевые поверхности в обычных условиях содержат всегда неустранимую пленку окислов. Их производит сам кислород, содержащийся в воздухе. Помимо простого засорения, оксидная пленка плоха очень высокой температурой плавления — 2000 градусов против 660 у самого «крылатого металла». Закономерно поэтому, что сварщикам гораздо легче будет работать в среде, которая позволит убрать вредные наслоения и исключить их появление вновь.
Кроме того, попытка что-то сделать на открытом воздухе приведет еще и к ухудшению качества швов.
Сварочная ванна из химически нейтрального вещества элегантно решает и эту проблему. Теоретически сварщики могут применять другие газы. Однако гелий слишком дорог, а углекислота не дает необходимого результата в полной мере. Аргонная или, как еще говорят, аргонодуговая сварка — хороша также:
эффективным вытеснением воздуха из емкостей (так как аргон тяжелее);
абсолютной инертностью вещества (газ не будет ни с чем взаимодействовать);
отсутствием огневого или токсического риска;
сравнительной простотой образования токопроводящей плазмы.
Принцип работы в инертной среде — применение специальной горелки. Ее середина содержит специальный электрод. Его изготавливают на вольфрамовой основе, выход за пределы конструкции составляет от 2 до 5 мм. Чтобы электрод стабильно оставался на месте, используется особый держатель. Выброс газа производится при помощи керамического сопла.
Температура, как и в других случаях, определяется характеристиками электрической дуги. Шов создают, используя тщательно подобранную проволоку. Удлинение дуги позволяет расширить шов, но это достигается ценой сокращения его глубины. Узкое углубленное сварное соединение формируется путем продольного перемещения электрода и горелки. Присадочную проволоку и электрод надо непрерывно держать в области, насыщенной защитным газом, и не выводить за ее пределы.
Обзор видов сварки
Аргонодуговая сварка может быть выполнена ручным способом. В таком варианте и движение рабочего элемента, и подачу проволоки берет на себя сварщик. В процессе работы применяют лишь неплавящийся тип электродов. Механизированный, он же полуавтоматический метод означает, что техническое приспособление будет подавать проволоку. Работать с горелкой по-прежнему будет сварщик.
В подобном варианте можно использовать уже и способные плавиться электроды. Эта технология разделяется на целый ряд частных направлений.
Самый сложный тип — автоматизированная технология. Оператор координирует действие дистанционно. Все большее распространение получают даже полностью автоматизированные системы, которые изначально настраивают и регулируют. Подобное решение очень привлекательно на промышленных объектах.
Оборудование и материалы
Необходимо учесть, что подходящее сварочное оборудование делится на 3 основных разновидности. Специализированные приспособления все время работают только с однотипными заготовками. Универсальные аппараты могут использоваться в различных режимах. Есть еще специальное оборудование — так называют промышленную технику, которая работает пусть и с разнородными деталями, но строго одинакового размерного ряда.
Необходимое качество обеспечивает только использование особой горелки с вольфрамовым расходным элементом. Все другие решения не позволяют достичь требуемых параметров.
Еще важную роль играет использование главного и вспомогательного трансформаторов. Основную роль играют дуговые аппараты со штатным напряжением 70 В. Вспомогательный трансформатор подключают, когда нужно обслужить коммутирующие устройства.
Кроме этого, потребуются:
контактор (он выдаст ток заданного напряжения);
электроды из вольфрама;
баллон, начиненный аргоном;
редуктор (монтируется на баллон);
выпрямители (дают стабильный постоянный ток автомобильного напряжения);
измеритель времени газового обдува;
специальный клапан и некоторые другие компоненты.
Необходима подача только газа с очень высокой чистотой, иначе высокие характеристики готовых изделий недостижимы. Не допускается наличие более 0,2-0,3% примесей (по отношению к общей массе). Запрещено присутствие в обнаружимых количествах:
углеводородов любого вида.
Отдельного разговора заслуживают используемые в аргонодуговой сварке алюминия присадки. Если варят сплавы с магнием и марганцем (не подвергавшиеся термическому усилению), то используют присадочный пруток TIG ER-5356.
Точным отечественным аналогом оказывается «Св-АМг5», выпущенный по ГОСТ 1975 года. В любом случае присадка должна быть как можно ближе к материалу обрабатываемого изделия.
Другое дело — литейные сплавы, которые легировали добавкой кремния либо комбинации кремния и марганца.
В этом случае нужна присадка TIG ER-4043, она же AlSi5 или «Св-АК5». Подобный компонент позволит успешно исправить дефекты автомобильных и авиационных деталей различных видов. В качестве припоя часто берут проволоку алюминиевую DEKA ER4043 0,8 мм. На 1 упаковку приходится 0,5 кг заготовок. Важно: расход газа определяется именно диаметром применяемой проволоки.
Настройка аргонового аппарата
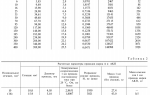
Первоначально настраивают расход газа по манометру, расположенному максимально близко к шлангу. Рекомендуемый разброс значений от 6 до 12 л за минуту. Важно: в помещении расход должен быть ниже на 50%, чем на открытом воздухе. Турбулентность, появляющаяся при большом давлении, позволяет надежно защитить зону сварки за счет перемешивания воздуха и газовых струй на границе. Алюминий толщиной 1 мм варят, подавая от 30 до 40 А, соответствующий ток поступает на электрод толщиной 0,16 см.
Другие варианты:
1,5 мм — до 60 А и до 0,23 см;
2 мм — до 80 А и до 0,23 см;
3 мм — от 90 до 120 А и 0,32 см.
Полярность при работе по алюминию составляет 50/50. Но для эффективных манипуляций с чистым металлом, чтобы шов был тоньше, а электрод разогревался меньше, регулятор надо сдвигать в сторону уменьшения. Для сплавов соответствующий показатель наращивают, хотя увлекаться этим точно не стоит.
Переменные разряды с большой положительной полуволной сказываются на заготовках очень плохо.
Дуга затухает во время заваривания кратеров за 2, 3 или 4 секунды. Точное время определяется толщиной заготовок. Когда сварка завершена, аргон надо будет подавать еще от 3 до 5 секунд. Такая среда позволит защитить шов в самый критичный момент его формирования. Дополнительно польза от нее будет связана с охлаждением направляющих частей электрода.
Как варить алюминий в аргоновой среде
Сварка алюминия аргоном — сложный процесс, имеющий как преимущества, так и недостатки. При работе нужно учитывать все свойства «капризного» металла. Однако только с помощью аргоновой сварки получаются эстетичные и прочные соединения, не требующие последующей обработки. Качество работы зависит от правильности выбора аппарата, электродов и соблюдения технологии.
Особенности сварки в аргоновой среде
При соединении алюминиевых деталей учитывают следующие моменты:
- Металл быстро вступает в химические реакции. Под воздействием воздуха поверхности заготовок покрываются оксидным налетом. Он расплавляется при температуре более +2000 ⁰C, основной металл — при +660 ⁰C. При попадании твердых частиц оксидной пленки в сварной шов характеристики соединения ухудшаются.
- Аргонодуговая сварка алюминия и его сплавов — трудно контролируемый процесс, т. к. цвет материала не меняется при расплавлении.
- Металл характеризуется гигроскопичностью. Он впитывает влагу, при нагреве она начинает испаряться с поверхности, прочность соединения снижается.
- Из-за увеличенного коэффициента расширения при охлаждении сварной шов может покрыться трещинами или искривиться. Для снижения усадки выполняют соединение с высоким расходом проволоки или подваривают готовый шов.
- При неправильной настройке подачи и давления аргона расплавленный металл вспенивается, формирование шва затрудняется.
Аргонодуговая сварка по принципу работы представляет собой сочетание газовой и электрической сварки. От первой она получила способ защиты соединяемых областей, от второй — формирование электрической дуги, передающей металлу тепловую энергию.
Преимущества и недостатки
Сварка алюминиевых изделий аргоном имеет следующие положительные качества:
- Более слабый, по сравнению с другими технологиями, нагрев металлических заготовок. Такое свойство помогает соединять элементы сложных конструкций.
- Шов, получаемый при сварке в среде аргона, характеризуется повышенной прочностью и однородностью. В нем нет шлаковых вкраплений, пустот и трещин.
- Получение равномерной глубины провара по всей протяженности соединения.
Технология имеет и недостатки, главный из которых — необходимость использования сложной аппаратуры, тонкой настройки режимов ее функционирования. Основные параметры — скорость формирования шва, равномерность распределения присадочного материала.
Если агрегат настроен некорректно, проволока в сварочную ванну поступает отдельными порциями, сварочная дуга становится нестабильной. Это повышает расход защитного газа и электрической энергии.
Необходимое оборудование
Для сварки алюминия потребуется агрегат, подающий переменный ток. Выполнить работы с помощью устройства с постоянным параметром не получится. Лучший вариант — инверторный сварочный аппарат с режимом ТИГ.
Он должен обладать следующими функциями:
- бесконтактное возбуждение электрической дуги;
- подваривание кратера на конце соединения;
- регулирование параметров тока;
- установка временного интервала, в течение которого газ подается при отключении дуги.
Для снижения расхода аргона потребуется горелка с газовой линзой, в полость которой помещена сетка. Проходя через ячейки, газ лучше защищает сварочную ванну, расходуется медленнее. Для установки линзы предусмотрены сопла разных размеров. Детали большего диаметра обеспечивают лучшую защиту.
Для сварки используют вольфрамовые электроды, предназначенные для работы с переменным током.
Стержни вставляют в сопло с выступом 3-5 мм. При сварке чистого алюминия используют проволоку №5356, сплавов — №4043. Для ТИГ-сварки требуется аргон высокой частоты (с долей аргона не менее 98%).
Настройка аппарата
При подготовке агрегата к работе задают следующие параметры:
- Расход газа (6-12 л). Показания считывают с манометра, расположенного ближе к шлангу. При работе в помещении выбирают величину, в 1,5 раза меньшую, чем при сварке на открытой площадке. При повышении расхода газ смешивается с воздухом, что ухудшает его защитные свойства.
- Сила. Настройку аппарата выполняют в соответствии с толщиной соединяемых деталей. Правильно выбрать величину помогают специальные таблицы.
- Время отключения дуги. В зависимости от толщины листового металла выбирают значения от 2 до 4 секунд.
- Длительность подачи газа после затухания дуги — 3-5 секунд.
- Полярность. Для алюминия выбирают значение 50/50. При работе с чистым материалом для снижения температуры нагрева регулятор тока смещают в отрицательную сторону. Для сплавов устанавливают положительные значения.
Подготовка деталей к сварке
Перед соединением заготовки очищают от пыли и грязи, обезжиривают растворителем. Оксидный налет снимают напильником или металлической щеткой. Использование шлифовальной машины нежелательно: остающиеся на поверхности частицы проникают в шов, снижая его прочность. С краев толстого листа срезают фаски под наклоном 45-60⁰.
Перед тем как варить алюминий аргоном, детали просушивают, прогревая до +150 ⁰C.
Для снижения вероятности прожога тонкого листа под заготовки подставляют стальную пластину — она обеспечивает отвод тепла, ускоряя сварку, снижая расход газа и энергии. Работу начинают сразу, не давая металлу окислиться.
Технология аргоновой сварки
Соединение алюминиевых деталей выполняют с учетом некоторых правил. Нарушение технологии способствует ухудшению эксплуатационных характеристик металлоконструкции.
Для начинающих сварщиков разработаны такие рекомендации:
- Для формирования однородного шва заготовки захватывают с двух сторон.
- Присадочный материал подают после образования сварочной ванны. Медлить нельзя, это приводит к появлению прожога.
- Длина дуги при аргоновой сварке составляет 3 мм.
- Электрод размещают под углом 80⁰. Проволоку выставляют перпендикулярно стержню. Плавная подача расходного материала снижает вероятность образования брызг.
- При сварке тонких листов стержень ведут вдоль стыка в продольном направлении. При работе с толстыми заготовками допускаются выполнение поперечных движений.
- Завершают работу, нажимая кнопку включения таймера затухания дуги.
- Горелку оставляют в неизменном положении до окончания подачи аргона.
Процесс сварки пошагово
Все действия по соединению металлических заготовок выполняют в строгой последовательности.
Пошаговая инструкция включает следующие этапы:
- Создание сварочной дуги. Правильно заточенный электрод облегчает выполнение этого действия. Прикасаться стержнем к проволоке или металлу нельзя. В противном случае потребуется повторная заточка или замена элемента. В левую руку берут присадку, в правую — горелку. Включают аппарат, после чего начинается подача тока и газа. Между металлической поверхностью и электродом появляется дуга. Она расплавляет присадочный материал и края заготовок, создавая сварное соединение.
- Формирование сварочной ванны. Не стоит начинать введение присадки в обрабатываемую область. Для начала создают сварочную ванну в месте нагрева деталей. Для этого требуется несколько секунд. При этом следят, чтобы металл не перегревался. Время образования ванны в секундах соответствует толщине алюминия в миллиметрах.
- Создание сварного соединения. После образования ванны начинают введение расходного материала. Горелку ровно ведут вдоль линии соединения. Резкая подача проволоки запрещена. На этом этапе электрод удерживают под наклоном 60-80°. Расходный материал подают под углом 10-20°. Качество получаемого шва зависит от скорости сварки, которая должна быть высокой. Наплавочные валики должны иметь одинаковые размеры.
- Завершение работы. Устранение кратера — важный этап сварки. Для удаления шлаковых включений снижают расход проволоки, начинают быстрее перемещать горелку. Работу продолжают до исчезновения сварочной ванны.
После завершения всех этапов осматривают соединение на наличие дефектов. Способ выявления недостатков подбирают в соответствии с назначением металлоконструкции.
При сварке декоративных изделий достаточно внешнего осмотра.
В остальных случаях применяют более точные методы, например цветную дефектоскопию. Изъяны чаще всего обнаруживаются при нарушении технологии. Их устраняют теми же методами, что и при сварке других металлов.
Сварка алюминия аргоном для начинающих пошаговая инструкция
Пособие по сварке алюминия аргоном для новичков
Желаете покорить алюминий — этот капризный, легкий материал с высокой электропроводностью? Друзья, это возможно!
Рассмотрим, как происходит сварка алюминия аргоном для начинающих, каждый новичок освоит пошаговую с фото и видео инструкцию.
Необходимое оборудование
Для сварки алюминия необходим источник (аппарат) выдающий переменный ток. На постоянном токе технология не получится.
На аппарате должны быть функции:
- бесконтактного поджига;
- заварки кратера;
- регулировки баланса тока.
Этих настроек (рассмотрены ниже) хватит для проведения качественной аргоновой сварки алюминия.
Газ аргон должен быть чистым, приобретайте баллоны без атмосферного воздуха. Если редуктор на баллоне с аргоном стоит российского производства, то рекомендуется поставить расход 12-15 л/мин. А если чешской марки, то достаточно 8 литров.
Выставляем правильный расход газа
Присадочный пруток . Материал бывает нескольких видов, широко востребованны два:
- для сварки чистого алюминия (№5356);
- прутки с кремнием для соединений с примесями (№4043).
Таблица с номерами прутков и их областей применения:
Вольфрамовые электроды можно применять — универсальные (AC/DC), окрас разный или только для сварки переменным током (AC), окрашены в зеленый цвет.
Минимальный диаметр электрода для аргонно дуговой сварки алюминия — 2,4 мм. Перед работой его затачивают, делая не острым, а с небольшим притуплением. Особо не старайтесь, во время сварки он примет свою правильную форму, похожую на капельку. Капелька должна быть размером по диаметру электрода, цвет блестящий с ровной сферой.
Электрод с блестящей капелькой
Если цвет матовый, значит поступает мало газа или он некачественный. Если электрод оплавляется, значит он неправильно выбран. Необходимо поставить электрод большего диаметра.
При сварке алюминия рекомендуется использовать газовую линзу (цангодержатель). Внутрь конструкции вставлена сеточка, проходя через которую газ создает лучшую защиту для вольфрамового электрода и сварочной ванны.
Цангодержатель устанавливается в горелку
Под линзу есть специальные сопла с разным диаметром. Чем больше диаметр сопла, тем лучше защита.
Выступать электрод из сопла должен на 3-5 мм. При большем выстреле, вольфрам сильнее греется и быстрее разрушается.
Видео: про оборудование.
Как настроить аппарат
Рассмотрим инструкцию для начинающих по шагам на примере сварочного инвертора Ironman 200 AC/DC.
1) Крайняя слева функция — это настройка баланса переменного тока (CLEAN WD.), имеющая 2 полярности — минус и плюс.
В технологии нашего соединения используется полярность 50/50, от вида задач полярность изменяется. Например, при сварке чистого алюминия, баланс настраивается в отрицательном диапазоне. Так металл, ванна, электрод будут меньше греться, а швы получаться тонкими и красивыми. Ввиду малого нагрева электрода, его можно затачивать более остро.
Для грязного алюминия лучше устанавливать положительный диапазон, так нагрев металла будет сильнее, а зачистка ванны лучше.
Соблюдайте меру: положительная полуволна губительно действует на вольфрамовый электрод.
Исходя от диаметра электрода, регулируется правильный баланс переменного тока.
2) Следующая функция (CURRENT) — это настройка сварочного тока. Для сварки алюминия, например, толщиной 2 мм, достаточно установить силу в 60-65 А.
3) Третий тумблер (DOWN SLOPE) — настройка заварки кратера (медленное затухание дуги). Установка продолжительности затухания дуги зависит от толщины металла. Для 2 мм достаточно поставить 3 секунды.
4) Заключительная функция (POST TIME), продувка газом, необходима для охлаждения ванны, электрода и горелки в конце сварки.
Видео: по настройке аппарата TIG.
Подготовка материала и технология процесса
Техника сваривания алюминия отличается от других видов соединений металла. Алюминий теплопроводный материал, имеющий малую температуру плавления.
Учтите: вначале проведения работы, заготовки необходимо хорошо прогреть (как бы не хватает тока), а в процессе сварки алюминий быстро перегревается (переизбыток тока) — учитывайте эти нюансы.
Чем зачищать заготовки? Можно использовать стальную щетку.
Итак, сварка дюралюминия аргоном для начинающих поэтапно. Берете кусок серебристо-белого материала потолще, тщательно его зачищаете и учитесь варить красивый шов.
В одну руку помещаете горелку, а в другую присадочный пруток. С помощью кнопки на горелке, зажигаете дугу, которая очистит металл и удалит оксид. Образуется ванна, не спешите добавлять присадочный материал слишком быстро. Внимательно смотрите на ванну и подавайте проволоку, когда это нужно (как правильно делать, смотрите на фото).
Подавайте пруток на кончик сварочной ванны
Горелку держите под углом 15 градусов. Учтите, при продолжительной работе, рука устает и угол наклона меняется.
Шов должен получится ребристый, от легких прикосновений присадочного материала.
Может случится, что вольфрам загрязнится и сварка пойдет с помехами (не будет получаться). В таком случае, необходимо очистить электрод.
Как набьете поэтапно руку на сплошном куске, можно перейти на соединение двух половинок алюминия. С помощью проб и ошибок, меняя регулировки своего аппарата, вы освоите эту непростую технологию.
Из начинающего робкого неумехи, вы превратитесь в опытного специалиста. Для которого аргоновая сварка алюминия, станет легко выполнимой.
Знайте, цена за 1 см такого соединения начинается от 45 рублей. Овладев техникой, вы сможете оказывать подобные услуги и зарабатывать дополнительные денежки.
Как варить алюминий аргонодуговой сваркой
Обеспечить качественное соединение деталей из алюминия можно только при сварке ТИГ. Обычным электродом можно заварить алюминиевый сплав для прочности, но он потребует более длительной последующей обработки. Сварка алюминия аргоном позволяет работать с материалом разной толщины, создавая аккуратные швы, обладающие при этом хорошими герметичными свойствами. Это особенно востребовано при ремонте автомобилей, катеров или различных емкостей. Но как варить этот специфичный материал впервые? Как настроить оборудование при сварке алюминия? Краткое руководство из статьи и видео урок помогут освоить это сложное дело.
Что необходимо учитывать при аргоновой сварке алюминия?
Сварка аргоном довольно универсальна, что позволяет соединять этим методом разные толщины материалов и работать со сплавами, считающимися трудносвариваемыми. Основой служит электрическая дуга, горящая между вольфрамовым электродом и изделием. Ее появление обеспечивается постоянным или переменным током, подающимся на горелку и массу, прикрепленную к свариваемым частям. Инертный газ выступает в качестве защиты сварочной ванны. Но алюминий и его сплавы имеют ряд специфичных особенностей, которые требуется знать и учитывать производя сварку.
Одной из трудностей служит оксидная пленка, образовывающаяся на поверхности материала. Она появляется при взаимодействии металла с кислородом. Плавится пленка при температуре 2000 градусов. Но сам алюминий начинает приобретать жидкую форму уже после 500 градусов. Поэтому выбрав слишком большую силу тока и расплавив оксид, невозможно вести шов. Установив малые параметры на аппарате не получается вообще начать процесс создания сварочной ванны. Поэтому аргонодуговая сварка алюминия подразумевает предварительную зачистку поверхности металла от оксида. Достигается это специальной щеткой или растворителем, после чего необходимо сразу начинать сварочный процесс.
Дополнительной сложностью является гигроскопичность материала. При высокой влажности окружающей среды алюминий впитывает часть воды из воздуха. Когда изделие начинает подвергаться нагреву от электрической дуги, то свариваемый материал выделяет влагу на поверхность. Это может отражаться на качестве формирования шва, плотности контакта с изделием, и пощипыванию малым напряжением сварщика, соприкасающегося с мокрыми участками. Хотя варить аргоном можно сразу, рекомендуется небольшой прогрев материала газовой горелкой при температуре 150 градусов. Это даст испариться лишней влаге и улучшит сварочный процесс.
Аргонная сварка алюминия требует и хорошей защиты расплавленного металла от внешнего воздуха. Для этого необходимо выставить правильный расход газа. Недостаточная подача последнего приведет к вспениванию металла и горению вольфрама. Чрезмерная продувка аргоном мешает формированию шва и сделает процесс более дорогим.
Еще одной сложностью для начинающих сварщиков является образование воронки в конце шва. Если дугу резко оборвать, то появляется кратер. Длительное удержание горелки на одном месте приводит к ненужному прогреву и расширению сварочной ванны. Поэтому аргоннодуговая сварка алюминиевых сплавов нуждается в дополнительных настройках режима затухания дуги, уменьшающего силу тока постепенно. Учитывая эти особенности материала, можно правильно выставить параметры напряжения и своими руками выполнить качественный шов.
Технология выполнения сварки для начинающих
Процесс аргоновой сварки алюминия выполняется не постоянным током, а переменным. Так можно добиться лучших результатов. Свой первый шов лучше начинать на тренировочной поверхности:
- Необходимо выставить пластины в удобное положение. Разделка кромок выполняется по тем же параметрам, что и остальные виды металлов.
- Желательно произвести прогрев материала до 150 градусов, чтобы удалить влагу.
- Щеткой снимается верхний тугоплавкий слой. В качестве альтернативы можно воспользоваться растворителем.
- Горелка подносится к изделию так, чтобы между электродом и поверхностью оставалось 3 мм. Нажимается кнопка и зажигается дуга. Текучесть алюминия зависит от примесей в составе.
- При возникновении небольшой лужицы расплавленного металла (сварочной ванны) можно подавать в зону сварки присадку.
- Горелку необходимо вести ровно, справа налево. Колебательные движения понадобятся в случае широкого шва. На переменном токе будет слышен характерный треск сварки.
- При завершении шва нажимается кнопка и дуга плавно затухает. Горелка удерживается над зоной сварки до полного прекращения продувки газом.
Настройка аппарата и режимы
TIG сварка алюминия возможна только там, где аппараты поддерживают работу не только постоянным током, но и переменным. Несмотря на частоту колебания напряжения, лучший шов получается при последнем варианте настройки. Полярность может быть как прямой, так и обратной. Параметры напряжения можно установить исходя из толщины материала: