Содержание
- Устройство станка гидроабразивной резки
- Гидроабразивный станок – принцип работы
- Гидроабразивный станок для резки — устройство
- Как сделать свой станок
- Гидроабразивная резка – любой материал поддастся!
- 1 Суть и технология гидроабразивной резки
- 2 Особенности резки изделий водой с абразивами
- 3 Гидроабразивная резка металла и других материалов – плюсы и минусы технологии
- Обзор станков для гидроабразивной резки металла
- Особенности гидроабразивной резки
- Классификация устройств
- Область применения и особенности функционирования
- Эксплуатация станка и его конструктивные особенности
- Гидроабразивная резка плитки
- В каких случаях применима гидроабразивная резка плитки?
- Достоинства и недостатки гидрорезки
- Принцип фигурной резки
- Как работает агрегат?
- Лазерная резка керамогранита и ее особенности
- Интерьеры с кафелем фигурной резки
- Видео обзор
- Резка металла водой
- Преимущества гидроабразивной струи
- Применение станков гидроабразивной резки
Гидрорезка своими руками
Устройство станка гидроабразивной резки
Станок гидроабразивной резки используются в тех случаях, когда штамповкой или отливкой детали сделать невозможно или не выгодно. Он позволяет резать материалы без применения механического режущего инструмента. Материал разрезается при помощи струи воды с абразивными добавками, которая подается через форсунку под большим давлением. Преимущества такого метода в том, что можно производить резку под любым углом, стоит лишь только настроить угол форсунки.
Вода с абразивом подается под огромным давлением от 200 до 600 атмосфер и способна разрезать материалы любой прочности:
- черные и цветные металлы, их сплавы;
- камень (мрамор, гранит);
- легированные, жаропрочные, нержавеющие стали;
- стекло, обычное и композитное, бронестекло;
- керамику (плитку, керамический гранит);
- композитные материалы.
Для резки твердых материалов, таких как металл, камень, стекло используется вода с добавлением специального песка. Мягкие материалы – резина, пластмасса, картон режут только водой без каких либо добавок. Преимущество перед другими способами резки в том, что кромка при этом получается исключительно ровная и не требует дальнейшей обработки.
Гидроабразивный станок – принцип работы
Насос высокого давления с помощью бустера нагнетает давление от 300 до 600 атмосфер. При этом все колебания, которые создаются насосом, гасятся в аккумуляторе давления большой емкости, что гарантирует свободную от пульсации струю воды. После этого воду для генерации струи можно подавать в любую произвольную точку по гибким трубам высокого давления.
Вода проходя через отверстие в головке диаметром четверть миллиметра (давление при это еще больше возрастает), попадает в камеру для смешивания. Там она соединяется с абразивом (мелкодисперсным песком) и попадает в формирующую струю сопло. В зависимости от толщины и материала детали оно может иметь диаметр от 0,6-1,2 мм. В режущей головке энергия давления воды преобразуется в кинетическую энергию водной струи. Вода проходя через сопло, всего в десятые доли миллиметра, выполненное из сверхтвердых материалов, ускоряется с образованием тонкой сфокусированной струи, служащей в качестве инструмента для резки.
Мягкие материалы, такие как резина, пластмасса режутся чистой струей воды. За счет добавления в струю песка, для усиления режущих способностей, можно производить обработку материалов любой твердости, таких как металлы, камень, стекло, композиты. Для твердых материалов предварительно выполняют черновое сверление. Для некоторых материалов предварительная центровка не нужна, так как при центровке материала уже первая капля воды смешивается с абразивом. Сегодня гидроабразивная резка позволяет с легкостью резать материалы толщиной до 150 мм.
Такой способ позволяет резать материалы без выделения тепловой энергии, так как она сразу поглощается водой. Кроме этого не требуется сложные и тяжелые приспособления для фиксации заготовки. Струя воды не оказывает такого сильного воздействия на заготовку как механические инструменты (резец, фреза или пила).
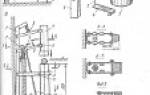
Гидроабразивный станок для резки — устройство
Станки данного типа имеют такие элементы:
- резервуар для воды (от 2 кубов);
- насос высокого давления;
- емкость с абразивом для смешивания с водой;
- трубки высокого давления;
- резак со сменными головками (форсунками);
- ванна с рабочим столом для закрепления заготовки, гашения струи и сбора воды (абразива);
- в промышленных станках – блок ЧПУ;
- в ручных станках – система управления резаком.
Гидроабразивная резка металла незаменима при обработке толстостенных заготовок. Получить действительно качественную линию среза возможно только таким методом. Применение гидравлической резки актуально при обработке камня и других материалов повышенной твердости. После резки, на всей линии, какой бы длинной она не была, не останется ни окалин, ни заусенец, сколов и никакой дополнительной обработки не требуется.
Не нужно следить за тем, насколько режущий инструмент острый, периодически заменять его и покупать дополнительное оборудование для заточки. Скорость резки не изменяется даже при обработке толстостенных заготовок.
Быстро оценив открывающиеся возможности в получении изделий различной геометрической формы, гидроабразивные станки снабдили ЧПУ. Ручные станки намного дешевле и позволяют сделать большинство простых деталей и заготовок несложной геометрической формы.
Как сделать свой станок
Изготавливать детали на гидроабразивном станке очень выгодно, так как не требуется дополнительная чистовая обработка, но новый станок стоит достаточно дорого. Его стоит приобретать только в том случае, если он будет постоянно загружен. Можно приобрести б/у, который обойдется намного дешевле или изготовить гидроабразивный станок самостоятельно. Главная трудность будет заключаться в покупке агрегатов для создания высокого давления и режущей струи. Кроме этого станок будет потреблять большое количество электроэнергии и воды.
Если же вы решили сделать станок своими руками, то вам понадобятся некоторые специфические детали, которые сделать невозможно самостоятельно. Станок с ручным управлением сделать намного проще, чем с ЧПУ, но возможности и функции будут ограничены.
Для создания станка понадобятся такие узлы и агрегаты:
- насос высокого давления;
- трубопроводы высокого давления;
- режущая головка;
- координатный стол с ванной;
- приводы перемещения режущей головки и система управления;
- механизм подачи абразива;
- бак-отстойник;
- насос низкого давления;
- система фильтрации.
Так как работать станок будет в условиях повышенной влажности все компоненты нужно изготавливать и подбирать с высокими противокоррозионными свойствами (нержавейка, алюминий, пластик).
Для самодельного станка лучше использовать насос прямого действия, который стоит дешевле и намного проще в ремонте. Насос и режущая головка соединяются между собой при помощи трубок высокого давления, их можно купить в любом автомагазине. Режущую головку покупать нужно сразу со сменными штуцерами для резки различных типов материалов. Между насосом и режущей головкой обязательно устанавливается ресивер, чтобы нивелировать импульсы и получить устойчивую струю воды.
Координатный стол с ванной можно изготовить самостоятельно из нержавеющей стали. Основной проблемой является сама струя воды, которая способна разрезать не только заготовку, но и станину. Единственное, что ее может остановить – это сама вода, а точнее водяная ванна. Водяной слой толщиной 1 метр способен погасить струю до 600 атм. Рабочий стол делают в виде сот или ребер и устанавливают в ванну. Он обязательно должен быть съемный, так как со временем вода его разрежет. Ребра можно изготовить из металла или пластика.
В данном типе станка станина остается неподвижной, а перемешается сама режущая головка по отношению к заготовке. Для этого нужно изготовить платформу, которая будет перемещаться в продольной и поперечной плоскости. Дополнительно можно установить поворотный механизм для изменения угла режущей головки и понадобится устройство для изменения высоты режущей головки для резки деталей различной толщины.
Механизм подачи абразива лучше купить, так как он выполнен из специальных материалов и имеет регулятор подачи песка. Бак для воды (около 2 кубов) можно сделать самому или купить любую пластиковую емкость. Он является основной емкостью для сбора и хранения воды, из которого вода с помощью насоса низкого давления будет подаваться на насос высокого давления. Перед баком обязательно устанавливается устройство для отделения песка от воды (сепаратор) и система фильтрации.
Гидроабразивная резка – любой материал поддастся!
Гидроабразивная резка металла и алюминия представляет собой такой способ их обработки, при котором рабочим инструментом является смесь абразива и воды, подаваемая под высоким давлением с высокой скоростью.
1 Суть и технология гидроабразивной резки
Базируется данная технология на принципе влияния эрозионного плана абразивных твердых элементов и водяного направленного высокоскоростного потока на материал, подвергаемый резке. С точки зрения физики процесс обработки заключается в отрыве частиц материала из полости реза скоростной струей частиц, находящихся в твердой фазе.
Эффективность данной операции, а также стабильность ее протекания зависят от грамотного подобранных значений:
- размера и расхода абразивных элементов;
- расхода и давления воды.
При сжатии обычной воды под нагрузкой примерно 4 тысячи атмосфер и последующем ее пропускании через малое по сечению сопло (до 1 миллиметра), ее скорость в 3–4 раза превысит скорость звука. Если направить такой поток сжатой воды на какую-либо поверхность, он будет представлять собой мощнейшее режущее приспособление. А если еще дополнительно добавить в поток специально подобранные абразивы, он сможет без труда разрезать изделия из прочного металла толщиной от 10 и выше сантиметров.
Гидроабразивная резка своими руками ничем не отличается от процесса, предлагаемого в наши дни многими фирмами и предприятиями. Для обработки материала нужно приобрести специальное оборудование, которое функционирует по следующему принципу:
- в режущую головку агрегата при помощи нагнетательного механизма подается вода под давлением от 1000 до 1600 атмосфер;
- через дюзу малого сечения (от 0,08 до 0,5 мм) вода на сверхзвуковой либо близкой к ней скорости (около 1200 м/с) идет в устройство, где происходит ее смешивание с карбидами кремния, частицами электрокорунда или песка, иного материала с высокой твердостью;
- из смесительного отсека, который имеет диаметр (внутренний) сопла, полученная смесь подается на материал и разрезает его.
Остаточная энергия режущего потока гасится 70–100-сантиметровым слоем воды. Стоит отметить, что в некоторых агрегатах для резки абразивный материал смешивается с водой не в отдельной камере, а непосредственно в трубке, откуда он поступает на обрабатываемое изделие. При обычной гидрорезке абразивных частичек нет, и вода сразу направляется на поверхность, которую планируется разрезать.
2 Особенности резки изделий водой с абразивами
Струя при описываемой технологии обретает свой разрушительный потенциал в основном за счет абразивных составляющих потока. А уже сугубо транспортная функция ложится на воду. Частицы абразива при этом по размеру подбираются таким образом, чтобы быть не более 10–30 процентов от показателя сечения струи. Именно при таких условиях гарантируется стабильный поток и высокий эффект обработки.
В тех случаях, когда требуется получить малую шероховатость поверхности реза, используют частицы размером от 75 до 100 мкм, в остальных – от 150 до 250 мкм. В целом же, «идеальный» показатель абразива высчитывают как разницу между внутренними сечениями трубки для смешивания агрегата и водяного сопла, разделенную на два.
Выбор твердости абразивных элементов производят с учетом твердости детали, которая подвергается обработке, и вида материала, из которого она сделана. Не рекомендуется применять абразивы твердостью менее 6,5 единиц по шкале Мооса. При этом следует помнить, что режущая головка и ее отдельные компоненты изнашиваются намного быстрее, если используется очень твердый абразив.
Интересующий нас вид резки дает возможность обрабатывать:
- гранит, прочный камень, мрамор и аналогичные материалы;
- металлические, стальные, алюминиевые листы;
- армированные пластики;
- используемые в космической и авиационной сфере титановые, композитные и алюминиевые сплавы, пластмассы с особо толстыми стенками;
- деревянные изделия;
- керамические конструкции;
- любые стройматериалы, включая высокотвердую дорожную брусчатку, железобетон и бетон, блоки из гипсовых композиций;
- изделия со специальными покрытиями;
- бронированное и обычное стекло;
- шестерни и аналогичные детали из металла.
Как правило, разные материалы режутся струей, содержащей определенные виды абразива:
- армированный углеродными либо стеклянными волокнами пластик обрабатывают потоком с силикатным шлаком;
- гранит, железобетон, стальные поверхности и прочие высокотвердые материалы – черным либо зеленым кремниевым карбидом, а также частицами электрокорунда;
- сплавы на основе титана и высоколегированные стали – гранатовым песком.
Большую часть трубок для смешения воды и абразива выпускают из специальных сплавов, которые характеризуются высоким уровнем прочности. Эксплуатироваться без замены они могут до 200 часов непрерывной работы. А сопла производят, как правило, из драгоценных камней – рубина, сапфира, алмаза. Алмазные конструкции без проблем выдерживают до 1,5–2 тысяч часов использования, остальные рассчитаны на 150–200 часов.
3 Гидроабразивная резка металла и других материалов – плюсы и минусы технологии
К самым важным достоинствам процесса резки с применением струи воды и абразива относят:
- отличное качество реза, обеспечивающее показатель 1,6 Ra (средняя величина шероховатости обработанной кромки материала);
- абсолютная взрыво- и пожаробезопасность операции;
- малые потери материалов при обработке;
- отсутствие в легированных и высоколегированных сталях и сплавах на их основе явления выгорания легирующих добавок;
- отсутствие выделений газов при резке, как следствие, экологическая «безупречность» процесса;
- в зоне обработки нет термовоздействия (материал в данной области нагревается максимум до 90 градусов по Цельсию);
- большой спектр толщин материалов, которые можно разрезать (до 30 сантиметров включительно);
- высокая производительность (допускается упаковывать материалы небольшой толщины в общую связку и производить их разрезание за один проход потока);
- нет пригорания и плавления металлов в прилегающей к зоне реза областях, как, впрочем, и непосредственно в месте обработки;
- режущая головка делает минимум холостых ходов, что увеличивает общую эффективность применения технологии.
Описываемая резка признается оптимальной для изделий из меди, алюминия, латунных сплавов, которые имеют высокую теплопроводность. При других вариантах их обработки необходимо применять мощные нагревающие источники, что влечет за собой повышение стоимости работ. Даже лазерная резка медных и алюминиевых конструкций не так эффективна, как гидроабразивная.
Кроме того, такая обработка подходит для:
- выполнения скосов на обрабатываемых изделиях;
- резки объемных конструкций и высокоточного разрезания деталей по сложному контуру.
К недостаткам использования гидроабразивного оборудования относят:
- обусловленный огромной скоростью высокий уровень шума во время работы агрегата;
- малая (по сравнению с лазерной и плазменной технологиями) скорость резки тонколистовой стали;
- недолговечность головки для резания и иных компонентов оборудования;
- высокие затраты на эксплуатацию установки.
Обзор станков для гидроабразивной резки металла
Гидроабразивная резка металла – один из ключевых способов разделки металла, без которого не может обойтись металлообрабатывающая промышленность. Существуют самые различные станки для гидроабразивной резки, которые часто превосходят по качеству обработки аппараты плазменной резки.
Стоит отметить, что гидроабразивная резка пользуется спросом не только в сфере машиностроения. Впервые такой способ обработки металла был использован американской авиастроительной компанией и с того времени широко используется во всем мире.
Особенности гидроабразивной резки
Технология гидроабразивной резки играет значительную роль в ходе обработки толстостенных заготовок из различных типов металла. Специалисты отмечают особую роль установок для гидроабразивной резки при создании труб разных диаметров и видов. Технология позволяет обрабатывать металл таким образом, чтобы на заготовках не оставалось окалин и других последствий резки.
Несмотря на относительно высокую стоимость аппаратов данного типа, они довольно просты в применении и не требуют дополнительных узлов для крепления обрабатываемых заготовок. К тому же при работе с гидроабразивными станками не создаются тучи пыли из отходов производства. Поскольку режущий инструмент фактически отсутствует, то не надо заниматься его заменой или следить за его остротой.
Абразивная резка металла осуществляется струей воды и абразивными элементами. Это позволяет не замедлять скорость обработки материалов, даже если они обладают очень заметными габаритами.
Классификация устройств
Гидроабразивные станки часто делят на ручные аппараты и устройства с числовым программным обеспечением (ЧПУ).
Конструкция абразивных станков для резки металла заметно сказывается на их технических характеристиках и производственной мощности.
Устройства с ручным управлением
Станки без ЧПУ полностью управляются оператором, который выставляет все параметры будущей обработки деталей. Кроме того, определенные этапы работы с заготовками оператору придется осуществлять самостоятельно. Но такие устройства имеют и целый ряд преимуществ:
- Относительно низкая цена.
- Одинаковое качество гидроабразивной резки титана, алюминия и других материалов.
- Простата в уходе и управлении, которая не требует от оператора больших знаний и опыта работы в области металлообработки.
- Достаточное количество функций, которые позволяют создавать простые детали с правильными геометрическими формами.
Аппараты с ЧПУ
Числовое программное обеспечение, установленное на гидроабразивных станках, значительно повышает их функциональность и производственную эффективность. Станки с ЧПУ позволяют качественно обрабатывать все виды металлических заготовок и делать это с высокой точностью. Автоматизированные аппараты обладают следующими преимуществами:
- Программное обеспечение позволяет создавать в заготовках отверстия необходимого диаметра.
- После завершения всех установленных операций, деталь не нуждается в дополнительной обработке.
- Программное обеспечение позволяет выбрать индивидуальный режим обработки для каждой заготовки. Аппарат сам подберет необходимые показатели струи и другие параметры.
- Аппараты с ЧПУ могут контролировать качество среза и самостоятельно менять его в соответствии с установленной программой и последовательностью действий станка.
Область применения и особенности функционирования
Гидроабразивные станки считают наиболее подходящим средством для раскройки металлопроката, но их широко используют и в других целях. Вот наиболее распространенные методы применения данных устройств:
- Станки с ЧПУ позволяют создавать довольно сложные геометрические формы без постоянного контроля и участия со стороны оператора. Кроме того, программа, установленная на таком станке, значительно улучшает точность его работы.
- Готовые заготовки не требуют дополнительной шлифовки и других видов финишной обработки. Работу можно делать под необходимым углом наклона и это не скажется на качестве.
- Технология абразивной резки позволяет работать с деталями большой толщины. Для разных металлов показатели будут разными. Например, для титана – 1,5-2 см, а для меди – 5 мм.
- При помощи абразивных станков создают предметы дизайна и различные украшения, но для этого используют специальные модификации гидроабразивных устройств.
Принцип работы данных аппаратов базируется на подаче воды под высоким давлением. Кроме воды, для гидроабразивной резки используют гранатовый песок. Вода и добавочные компоненты хранятся в отдельных емкостях и только в процессе резки смешиваются в единую струю. Качество обработки деталей таким устройством очень похоже на разрезание металла лазером. Регулировка параметров струи позволяет обрабатывать заготовки под необходимыми углами.
Видео: резка водой с точностью скальпеля – гидроабразивная резка металла.
Эксплуатация станка и его конструктивные особенности
Строение данного аппарата таково, что сделать его своими руками и в домашних условиях практически невозможно. Более того, даже станки от непроверенных производителей могут быть опасными в использовании или просто низкого качества. Это будет сказываться на обработке заготовок и на сроках эксплуатации изделия.
Но даже качественные гидроабразивные станки требуют качественного ухода за собой. В первую очередь следует обратить внимание на изношенные элементы конструкции и расходные материалы.
Особое внимание рекомендуют обращать на качество воды, которое используется во время работы с устройством. Перед применением жидкость проходит специальную фильтрацию и только после этого ее задействуют в процессе обработки деталей. Использование некачественной воды отрицательно сказывается на резке заготовок и на длительности эксплуатации самого станка.
Чаще всего в аппаратах данного типа ломается механизм подачи абразива и направляющие трубы. Важным элементом данного устройства является насос, без которого не удастся сохранить нормальное давление внутри станка, что крайне отрицательно повлияет на качество обработки.
Гидроабразивная резка плитки
Нестандартные дизайнерские решения в плане обустройства современных интерьеров в ряде случаев требуют тонкого фигурного раскроя керамической плитки. С такими задачами под силу справиться только гидроабразивным станкам — сложному специализированному оборудованию по обработке твердых материалов.
В каких случаях применима гидроабразивная резка плитки?
Оборудование способно выполнять резы под любым углом — для этого используются форсунки разнообразных модификаций. С их помощью можно добиться самых затейливых конфигураций — таких, которые не сможет предложить производитель керамики в рамках массового производства.
У владельцев городского жилья технология практически не востребована. В малогабаритных квартирах хозяева предпочитают использовать плитку стандартных размеров. С ее помощью можно добиться оригинальных эффектов, но возможности плитки, обработанной гидроабразивом, еще шире.
Она позволяет создавать эффектные панно и орнаменты для облицовки стен и пола:
- ночных клубов;
- торгово-развлекательных центров;
- театров и кинотеатров;
- гостиничных комплексов;
- кафе и ресторанов;
- элитных коттеджей.
Высокотехнологичная резка плитки будет востребована везде, где нужен шик, эксклюзивность и неординарность в интерьере. Обработку керамики на таких станках можно смело назвать высокохудожественной, ведь ей под силу выкраивать абсолютно любые, невероятные по конфигурации детали для составления оригинальных панно и картин.
Достоинства и недостатки гидрорезки
Уникальная методика резки остается одной из самых высокотехнологичных и востребованных благодаря целому ряду преимуществ:
- заготовка не нагревается, обработанные края лишены деформаций, пригораний и оплавлений;
- рез получается ровным и качественным с шероховатостью кромки не более Ra 1,6;
- удается добиться высокой точности геометрии реза, погрешности обработки составляют около 0,5 мм;
- есть возможность обрабатывать керамогранит, толщина которого доходит до 300 мм;
- позволяет сформировать контур заготовки любой сложности, с изгибами и отверстиями;
- в процессе резки плитка не испытывает существенного механического воздействия, сводится к минимуму вероятность раскола и деформации;
- ход работ отличается высокой взрыво- и пожаробезопасностью;
- нет необходимости восстанавливать режущую кромку инструмента, достаточно пополнить абразив и закачать в резервуар воду.
Но методику нельзя назвать идеальной из-за некоторых существенных минусов:
- высокая стоимость резки, обусловленная дорогостоящим оборудованием — заказ услуги будет оправдан тогда, когда необходимо резать керамику в больших количествах;
- ряд комплектующих устройства имеет ограниченный срок службы;
- при обработке тонкостенных материалов снижается скорость работы оборудования.
Принцип фигурной резки
Технология гидроабразивной резки основана на естественном физическом процессе разрушения и вымывания горных пород, получивших название водной эрозии. Режущим инструментом в устройствах такого типа выступает струя воды, которая подается под большим давлением и на высокой скорости.
Разгоняемая агрегатом струя доставляется к участку реза и вымывает частицы керамики. Одновременно происходит охлаждение зоны реза, что позволяет избежать оплавления и деформации кромки.
Для обработки сверхпрочных материалов к струе воды добавляют молекулы абразива — песка или искусственного алмаза. Оба компонента соединяются в смесительной камере, куда под большим давлением нагнетается жидкость и алмазная пыль.
Необходимая конфигурации керамики достигается благодаря программному обеспечению, куда закладывается графическая информация о конечном результате обработки. Ширина прорези в пласте кафеля не превышает четверти миллиметра, поэтому подгонка отдельных составляющих будущего панно осуществляется с высокой точностью.
Край обрезанной плитки получается идеально ровным, без сколов и зазубрин.
Как работает агрегат?
В корпус типового гидроабразивного станка заключены такие элементы:
- резервуар для жидкости объемом от 2 м3 — здесь хранится вода;
- емкость для смешивания — здесь вода соединяется с абразивными частицами;
- мощный насос — под высоким давлением он подает водяную струю из резервуара к линии реза;
- штуцер с форсункой — своеобразный «режущий» элемент, регулирующий направление подачи жидкости и пропускную способность канала;
- рабочий верстак с ванной — здесь размещается и крепится заготовка, предназначенная для обработки.
В станках ручного типа предусмотрена система управления резаком. В промышленных масштабах работа оборудования регулируется автоматически. Числовое командное управление контролирует перемещение резака и рабочего стола, задает параметры реза и контролирует сам процесс.
Раскраиваемый материал помещают во вместительную ванну для резки. Емкость заполняют солевым раствором так, чтобы участок раскроя был погружен в жидкость. Сам процесс выглядит так:
- Вода под давлением попадает в камеру для смешивания.
- Струя воды соединяется с мелкодисперсным абразивом (для работы с твердыми материалами).
- Полученная смесь поступает в сопло, формирующее конечную абразивную струю.
- В головке резака вода набирает максимальную скорость и ударяется о поверхность заготовки.
- Из полости обрабатываемого участка отрываются и вымываются молекулы, создавая рез заданной геометрии.
Лазерная резка керамогранита и ее особенности
Раскрой керамики лазером выступает альтернативой гидроабразивному методу. Технология предполагает задействование лазерного ножа, который производит резку узким пучком интенсивного света. В процессе лазерной резки используются вспомогательные технологические газы. Они повышают качество работы и предотвращают появление на участках раскроя сколов и трещин.
Элементы керамики, из которых создается панно, должны быть подогнаны практически бесшовно. Из-за высокого нагрева плитки лазером повышается вероятность появления неровностей и оплавлений, что создает трудности в процессе стыковки готовых изделий.
На этом фоне гидроабразивное режущее оборудование смотрится наиболее выигрышно, ведь с его помощью орнаменты получаются идеальными.
Интерьеры с кафелем фигурной резки
Фигурная резка находит применение прежде всего при создании высокохудожественных панно. Она предоставляет неограниченные возможности для выражения дизайнерской фантазии, позволяя добиваться уникального оформления стен и пола.
Интерьер с эксклюзивными керамическими панно и картинами смотрится очень богато и роскошно, приобретает статусность и подчеркивает хороший вкус владельца.
При качественно произведенной резке поверхности с орнаментом смотрятся очень естественно. Невооруженным глазом практически невозможно обнаружить в облицовке швы — настолько точно подогнаны элементы друг к другу.
Отделка такого типа будет уместна в больших помещениях — крупногабаритных гостиных, залах, холлах, на открытых площадках. Но при грамотно подобранном орнаменте керамическим панно можно украсить и небольшие интерьеры или сделать несколько единичных вставок на стандартной кафельной облицовке.
Высокая стоимость гидроабразивной резки плитки вполне оправдана. Методика демонстрирует потрясающие результаты раскроя и не портит материал, а безупречное качество работы не разочарует даже претенциозного заказчика.
Видео обзор
Резка металла водой
Известная поговорка о том, что вода камень точит, умалчивает о том факте, что она ещё и металл режет, да не за сотни лет, а моментально. Много сказано о резке металла своими руками при помощи плазматронов – водой, превращающейся под воздействием электричества в дугу плазмы. Но существует ещё один способ, дающий более чистый срез, не нуждающийся в финишной обработке – это гидроабразивная резка металла. Разделение детали водой без специальной подготовки жидкости, даст менее гладкие края заготовок, тогда придётся их обрабатывать дополнительно своими руками при помощи инструментов с применением силы. При условии, что водно-песчаная смесь, подаваемая под давлением, применяется для резки металла толщиной до 20 см, лучше чтобы края заготовок обрабатывать дополнительно не приходилось. А всего-то подготовительный процесс заключается в фильтрации воды.
Преимущества гидроабразивной струи
Гидроабразивная резка была разработана для изготовления деталей для авиации. Впоследствии этот метод был назван лучшим в обработке тугоплавких материалов и сталей. Теперь он используется на производствах, где работает оборудование с ЧПУ. Не меньшее значение резка водой имеет для автомастерских и изготовления предметов быта своими руками, где применяется оборудование без крепежей.
Низкий температурный режим работы даёт преимущества в обработке стали. Резка металла плазмой или газом приводит к сильному нагреву металла, что вызывает окисление и прочие побочные эффекты (в зависимости от индивидуальных характеристик металла). Воздействие на металл абразивных частиц, подаваемых под большим давлением с водой, тоже приводило бы к нагреву листа и его оплавлению, но резка происходит настолько быстро, что сравнить её по чистоте реза можно только с лазером, а по скорости с плазмотроном. Прогрев обрабатываемой поверхности при работе соответствующий – он настолько незначителен, что даже окалин нет. Как нет зависимости от размера оборудования и способа работы — без участия человека или проведение реза оборудованием на ручном управлении.
Приятным моментом при проведении работ своими руками состоит в том, что никаких сильных запахов, дыма и пыли оборудование не производит. Держать под рукой запасные режущие инструменты так же нет необходимости, это оборудование работает без твёрдых резцов – только очень мелкий песок с водой. Скальпелем, отделяющим толстенные куски металла с хирургической точностью, выступает вода, поступающая в сопло под давлением, на выходе из сопла она насыщается абразивными микрочастицами, при мгновенном смешивании получается мощная режущая смесь.
Пример резки металла на установке ГАР
Весь цикл резки как на заводском оборудование с ЧПУ, так и своими руками на обычном станке проводится в один этап. Тонкие и толстые, тугоплавкие и тягучие материалы режутся на одной и той же скорости, без каких-либо ограничений. Станки с возможностью обрабатывать насколько деталей одновременно – это возможность в кратчайшие сроки провести необходимую обработку металла и стекла, пластика и резины, благодаря тому, что нет необходимости перенастраивать оборудование. Детали из материалов разной твёрдости при необходимости будут обработаны за один рабочий цикл.
При обработке материалов своими руками, обрабатывать их поочерёдно выгоднее в плане экономии времени, которое ушло бы на закреплении материалов на рабочей поверхности, а комбинированная деталь, состоящая из нескольких совершенно разных материалов, легко и точно будет разрезана при помощи гидроабразивной смеси подаваемой под высоким давлением.
Применение станков гидроабразивной резки
Оборудование, работающее на гидроабразивной взвеси применяется для:
- Художественной резки металла водой, и прочих материалов с различными техническими характеристиками. Тонки е и широкие детали можно резать не только под прямым углом. Изменение наклона режущей субстанции не скажется на чистоте краёв среза. Ни один из материалов, которые режет это оборудование, не требует последующей обработки, деталь из-под гидрорезца выходит готовой на 100%.
- Самые сложные элементы, повторяющиеся в нескольких фрагментах и детали, требующие повышенной точности, лучше выполнять на программируемом станке резки водой. Компьютерная программа лучше человека управится с точными задачами по обработке деталей, не терпящих отклонений. Для творчества и изготовления предметов, не задействованных в сложных механических агрегатах, вполне подойдёт оборудование на ручном управлении.
- Максимальная толщина металла для резки водой, как уже было сказано ранее, составляет 200 мм, но есть и исключения. Гидроабразивной взвесью можно резать медь толщиной всего 5 мм, тугоплавкие сплавы до 12 мм, титан толщиной до 17 мм. Если посмотреть на сферу применения этих металлов и их стоимость, то не так уж велика потеря.
- При необходимости сделать своими руками украшение из меди или латуни, то верхний слой убирается поэтапно. Так что углубление в 1 см можно сделать за 2 прохода вместо одного. Как говорят скульпторы, работающие над шедевром с резцом – отсечь всё ненужное. Тот же принцип работы и с гидроабразивным режущим элементом. Для точного воспроизведения детали лучше воспользоваться станком на компьютерном управлении.
Станки без ЧПУ работают на ручном управлении, настройка станка для резки целиком производится оператором, что может дать некоторые неточности, если угол резки выставлен неверно. Но такой станок не требует никаких специфических знаний. Он значительно дешевле своего управляемого компьютером собрата. Мало функциональное оборудование, разобраться в его настройках можно достаточно быстро. Простые и сложные линии, а так же стандартные геометрические фигуры на этом станке может выполнить своими руками каждый, после краткого ознакомления с устройством станка, техникой безопасности, способом заправки его водой с песчаным абразивом, способом изменения угла резки.