Содержание
- Рождение ствола, процесс изготовления в картинках
- Дорнование отверстий, стволов, труб: назначение и разновидности
- Назначение и технологические особенности
- Объемное и поверхностное дорнование
- Разновидности и технологические особенности
- Основные параметры
- Технологические схемы
- Рождение ствола, процесс изготовления в картинках
- КАК Порезать СТВОЛ
- Дорнирование ствола своими руками
Дорнирование ствола своими руками
Рождение ствола, процесс изготовления в картинках
Ствол, калибр, нарезы, поля — термины, понятные каждому, кто хоть немного знаком с оружием. Однако сам процесс изготовления оружейных стволов для многих остаётся неведомым. Сегодня мы посетим одну из старейших германских оружейных фабрик — фирму Неуm. Основанная в июле 1865 года, она до 1914 года большую часть своей продукции поставляла в Россию. Сегодня Неуm изготавливает стволы высочайшего качества для многих именитых производителей оружия.
Заготовки одинаковой длины готовы к дальнейшей обработке
В принципе, оружейный ствол условно можно рассматривать как стальную трубку, в которой снаряд ускоряется, чтобы точно поразить цель. Например, в канале нарезного ружья пуля развивает скорость до 3600 км/ч, а давление достигает 3900 бар. Для сравнения скажем, в автомобильных покрышках давление воздуха не превышает 2 бар. Однако ствол не только играючи выдерживает подобные нагрузки, но и благодаря своему профилю стабилизирует движение пули и позволяет уменьшить разброс до сравнительно малых значений. Так что ствол на самом деле — это вам не просто «трубка с нарезами и полями».
Заготовка — половина дела
Решающее значение для качества будущего ствола имеет способ его изготовления и качество применяемого металла. Фирма Неуm для производства своих нарезных и гладких стволов получает 6-метровые стержни — заготовки ствольной стали — от знаменитой фирмы Круппа.
Свойства поставляемого крупповского металла удовлетворяют всем требованиям, предъявляемых к оружейным стволам: огромная прочность, чтобы выдержать давление пороховых газов, пластичность, хорошая обрабатываемость режущим инструментом. Об этом знали ещё наши деды, по достоинству ценившие качество крупповской стали.
После сверления производится обработка канала ствола с помощью развёртки с допуском — до 0,01 мм
Процесс изготовления ствола начинается с того, что заготовка разрезается на куски необходимой длины, у них обрабатываются и размечаются торцы. Теперь будущие стволы имеют одинаковую длину и готовы к дальнейшей обработке. Канал ствола просверливается на специальном сверлильном станке. Заготовка вращается со скоростью 250-300 оборотов в минуту, при этом сверло, делая 2800 оборотов в минуту, вращается в противоположную сторону. Для того, чтобы не происходило отклонения от оси, используются особые свёрла одностороннего резания. Они имеют только одну режущую кромку и в процессе сверления выдерживают заданное направление — строго по оси канала ствола.
Развивая давление в 130 тонн, машина «выковывает» нарезы в канале ствола
После того, как канал ствола просверлён, его поверхность обрабатывается с помощью конических развёрток. При этой обработке снимается до 0,2 мм металла, и следы прохода сверла исчезают. На заключительном этапе внутренняя поверхность канала ствола обрабатывается путём хонингования (прим.): дважды производится предварительное хонингование, один раз — черновое и один раз — прецизионное. Продолжительность каждой операции — пять минут. Обработка стволов для недорогого оружия на этом заканчивается, и в них с помощью специального режущего инструмента — протяжки — делаются нарезы. Если это гладкий ствол, то хонингование становится последней технологической операцией по обработке канала.
ПРИМЕЧАНИЕ: ХОНИНГОВАНИЕ (англ. honing — от hone — точить), отделочная обработка внутренних поверхностей мелкозернистыми абразивными брусками, смонтированными на головке (хоне) хонинговалъного станка. Хон вращается и одновременно совершает возвратно-поступательное движение.
Один из «молотов» ковочной машины превращает стальную трубку в оружейный ствол
Различные фирмы используют в ходе дальнейшей работы с дорогими стволами высшего качества свои наработанные технологические приёмы. Например, такие признанные «асы», как Heym, Sauer, предпочитают холодную ковку. Совершенно справедливо считается, что стволы, изготовленные методом холодной ковки, по точности боя соответствуют самым жёстким требованиям, предъявляемым не только к охотничьему, но и к спортивному оружию. Для этого применяется особое кузнечное оборудование, которое позволяет проковывать заготовки в холодном состоянии.
Так происходит холодная ковка: молоты обстукивают ствол, в который вставлена оправка из высокопрочного металла.
В процессе обработки ствол впрессовывается в профиль этой оправки
Первую машину для холодной ковки под названием «Алькетт» фирма Неуm закупила 30 ноября 1960 года. В современной машине четыре «молота», каждый развивает давление в 130 тонн. Они движутся в радиальном направлении к стволу. Сам ствол при обстукивании продвигается в продольном направлении и одновременно поворачивается вокруг своей оси. В канал ствола вставлена оправка с нужным профилем. При обжиме ствола металл как бы впрессовывается в оправку, и в результате в канале формируются нарезы. В зависимости от формы оправки получается нарезка ствола различного типа. Например, для некоторых образцов боевого армейского оружия (пулемётов) делается нарезка с полигональным (многоугольным) профилем. Стволы с чоковыми сужениями для охотничьих ружей изготавливаются аналогичным образом, только оправка берётся с гладко отполированной поверхностью.
Стволы и казённик соединяют и припаивают с помощью металлической планки, называемой «шиной»
Проковка одного ствола длится две минуты, в результате чего он удлиняется примерно на 10 см. У других производителей имеются ковочные машины, которые, например, 30-сантиметровую заготовку удлиняют до нужных 60 см.
С помощью горелки серебряный припой расплавляют и прочно скрепляют стволы в казённой части
Преимущество данного способа заключается в том, что металл при такой обработке уплотняется, улучшается его структура, а также примерно на 25-30% увеличивается прочность. В результате этого после 10 тысяч выстрелов износ канала ствола, обработанного методом холодной ковки (точнее говоря, «холодной ротационной ковки») составляет всего 0,03 мм. Кроме того, поверхность канала ствола получается очень гладкой: шероховатость поверхности составляет всего 0,001 мм. Это делает его устойчивым к коррозии и, следовательно, долговечным, а также обеспечивает лучшую кучность боя. Все стволы гладкоствольных ружей, изготовленные по такой технологии, пригодны для стрельбы стальной дробью.
Глаз мастера всегда в цене
В ходе обработки ствола в металле возникают напряжения, которые приводят к небольшому его искривлению. На специальном правильном (от слова «править») станке ствол выравнивается опытным мастером. Кстати, поначалу были попытки передоверить эту операцию станку, но оказалось, что глаз человека (!) лучше и быстрее выявляет отклонения, чем машина.
После проковки ствол проверяется мастером на наличие искривлений
В заключение с помощью автоматических станков с числовым программным управлением производится доводка внешней поверхности стволов. В памяти компьютера хранится большое количество различных контуров, и обработка с помощью специального инструмента ведётся до тех пор, пока полученная форма не будет соответствовать тому, который хранится в памяти компьютера. Например, Неуm применяет грушеобразный контур при изготовлении стволов для многозарядных винтовок, а гладкие стволы имеют круглое сечение.
Стволы фрезеруют на специальном станке
После этого стволы попадают в руки мастера, который соединяет стволы в казённой части, а затем припаивает планки. Следующий шаг — припаивание крепления для цевья, а также основания мушки и прицела. После пайки стволы обрабатываются на фрезерном станке, с помощью которого готовится место для крепления затвора и экстрактора. И только потом мастер начинает подгонку стволов к колодке. После всех этих операций на стволы наносятся информационные клейма (калибр, номер и т.п.).
Наконец, поверхность стволов и других металлических деталей для защиты от внешних воздействий и предотвращения коррозии подвергается воронению (прим.). Отдельные стволы подвергаются воронению (оксидированию) в специальной ванне. Спаянные стволы погружать в эту ванну нельзя, т.к. кислота, содержащаяся в оксидирующем растворе, разъедает пайку.
ПРИМЕЧАНИЕ: ВОРОНЕНИЕ — разновидность оксидирования, в результате которого на поверхности деталей из углеродистой стали образуется защитная плёнка из окислов железа от тёмно-синего до чёрного цвета.
После сборки и отладки оружия, оно отстреливается специалистами государственного управления по испытанию оружия и направляется на прилавки магазинов.
Дорнование отверстий, стволов, труб: назначение и разновидности
Дорнование, которое часто называют дорнированием, позволяет создать на поверхности металлического изделия защитный слой, способный эффективно противостоять воспринимаемым нагрузкам.
Дорнирование оружейного ствола
Назначение и технологические особенности
В процессе эксплуатации любого изделия, в том числе и изготовленного из металла, основную нагрузку воспринимает его наружная поверхность, в то время как внутренние слои остаются практически нетронутыми. В качестве такой нагрузки, в частности, может выступать термическое воздействие, а также внешние факторы, приводящие к коррозии или интенсивному износу металла.
Основная задача, которую решает дорнование, являющееся методом обработки металлического изделия, заключается в том, чтобы обеспечить его надежную защиту от вышеуказанных негативных факторов. Дорнование – это инновационная технология, суть которой заключается в том, что внутреннюю поверхность отверстий, выполненных в металлических деталях, подвергают пластической деформации в холодном состоянии, за счет чего на них и формируется слой, отличающийся исключительными механическими характеристиками.
Дорн – инструмент для дорнования. Различают дорны качения и дорны скольжения
Дорнование, выполняемое при помощи специального инструмента, который передвигается по внутренней поверхности отверстия с определенной степенью натяга, позволяет решить следующие задачи:
- приведение размеров внутреннего сечения обрабатываемого изделия в соответствие с требуемыми значениями;
- устранение шероховатостей, имеющихся на внутренней поверхности обрабатываемого отверстия;
- улучшение прочностных характеристик металла, формирующего внутреннюю поверхность отверстия.
Если вы планируете выполнить дорнование, следует иметь в виду, что диаметр обрабатываемого отверстия должен быть всегда меньше поперечного сечения используемого инструмента на величину натяга.
Примеры деталей после дорнования
Объемное и поверхностное дорнование
Существует два вида дорнирования стволов и труб, при котором не образуется стружка, – объемное или поверхностное. При выполнении объемного дорнования обработка осуществляется по всему поперечному сечению заготовки. В результате такой технологической операции, выполняемой при помощи инструмента, оснащенного несколькими зубьями, можно сформировать поверхность, шероховатость которой будет находиться в интервале 0,04–0,63 мкм, а точность – соответствовать 11 единицам по шкале IT.
Схема объемного дорнования отверстий малого диаметра
При помощи объемного дорнования обрабатываются отверстия большой длины, трубные заготовки или изделия, выполненные в виде гильз. Такая операция, которой можно подвергать отверстия практически любой длины, сохраняя их прямолинейность, является хорошей альтернативой черновому растачиванию.
Схема обработки детали поверхностным дорнованием
При выполнении поверхностного дорнования можно получить внутреннюю поверхность, шероховатость которой будет находиться в пределах 0,04–0,32 мкм, а точность – соответствовать 6–9 единицам. При поверхностном дорновании отверстия на внутренней поверхности последнего создается упрочненный слой металла, поэтому эту технологию обработки с успехом можно применять в качестве альтернативы таким сложным операциям, как:
- шлифование;
- хонингование;
- развертывание;
- выглаживание.
Разновидности и технологические особенности
По технологическим особенностям выполнения дорнирование может быть свободным и несвободным. При свободном дорновании, которому преимущественно подвергаются бесшовные и электросварные трубы со стенками средней толщины, величина деформирования наружных поверхностей обрабатываемых изделий не оговаривается.
В зависимости от способа закрепления детали дорнование может быть свободным или в обоймах
Несвободному дорнованию преимущественно подвергаются внутренние отверстия в тонкостенных трубных изделиях. При выполнении такой технологической операции гарантируется отсутствие следующих последствий обработки:
- искривление оси обрабатываемой заготовки;
- снижение устойчивости заготовки в ее продольном направлении;
- наличие участков поверхности, выглаживание которых выполнено некачественно.
Чтобы обеспечить такое высокое качество обработки, при несвободном дорновании изделие закрепляют в специальных обоймах, отличающихся высокой жесткостью и упругостью. Нередко такую операцию совмещают с холодным редуцированием, в процессе которого диаметр обрабатываемого отверстия и инструмента уменьшаются под воздействием низких температур.
Варианты совмещенного процесса дорнования-редуцирования
Основные параметры
Специалисты руководствуются такими параметрами дорнования, как:
- обычный и относительный натяг;
- скорость выполнения;
- сила выполнения;
- относительная деформация.
Для нормального дорнования допуск на размеры обрабатываемого отверстия должен быть в несколько раз меньше половины натяга
Натяг, который является одним из основных параметров дорнования, представляет собой разницу между диаметрами обрабатываемого отверстия и размером поперечного сечения используемого инструмента. Если данный показатель слишком велик, то в процессе обработки не получится сформировать поверхность с требуемым уровнем шероховатости. Выбирая данный параметр, следует учитывать как степень пластичности обрабатываемого изделия, так и его прочностные характеристики. Под относительным натягом дорнования понимают величину, получаемую отношением размера обработанного или необработанного отверстия к величине обычного натяга.
При дорновании прикладываемая к инструменту сила раскладывается на осевую и радиальную составляющие
Под силой, с которой выполняется дорнирование, подразумеваются усилия, которые инструмент оказывает на стенки отверстия в радиальном и осевом направлениях. При помощи усилия, оказываемого инструментом в радиальном направлении, увеличивается поперечное сечение обрабатываемого отверстия, а сила, создаваемая дорном в направлении оси обрабатываемой заготовки, позволяет удалить мельчайшие неровности с ее внутренней поверхности.
Относительная деформация, измеряемая в процентах, дает возможность определить, насколько изменился при дорновании наружный диаметр обрабатываемого изделия.
Технологические схемы
Дорнирование, которое при наличии соответствующего оборудования и инструмента можно выполнить и в домашних условиях, осуществляется:
- методом растяжения;
- сжатием;
- путем комбинирования двух вышеуказанных методик.
Схемы дорнования отверстий
Выбор технологической схемы для дорнования влияет на величину осевой нагрузки, которой будет подвергаться обрабатываемое изделие. Если такая нагрузка будет слишком большой, она может стать причиной возникновения в обрабатываемой детали осевых напряжений.
При использовании схемы растяжения или сжатия нагрузка, создаваемая дорном, приходится на отдельные участки обрабатываемой поверхности, а комбинированный метод позволяет распределять нагрузку равномерно.
Схема деформации при обработке поверхности многозубым дорном
В последнее время объемное дорнирование все чаще выполняется по инновационным схемам, предполагающим использование пассивного, нейтрального и активного противонатяжения. Такие схемы, которые достаточно сложно реализовать в домашних условиях, предполагают применение специальных опор, выполняющих функции натяжных подвижных механизмов.
Чтобы в результате дорнования получить отверстие с меньшей шероховатостью стенок, необходимо выполнять такую технологическую операцию с более высоким натягом или провести предварительную механическую обработку отверстия.
Рождение ствола, процесс изготовления в картинках
Ствол, калибр, нарезы, поля — термины, понятные каждому, кто хоть немного знаком с оружием. Однако сам процесс изготовления оружейных стволов для многих остаётся неведомым. Сегодня мы посетим одну из старейших германских оружейных фабрик — фирму Неуm. Основанная в июле 1865 года, она до 1914 года большую часть своей продукции поставляла в Россию. Сегодня Неуm изготавливает стволы высочайшего качества для многих именитых производителей оружия.
Заготовки одинаковой длины готовы к дальнейшей обработке
В принципе, оружейный ствол условно можно рассматривать как стальную трубку, в которой снаряд ускоряется, чтобы точно поразить цель. Например, в канале нарезного ружья пуля развивает скорость до 3600 км/ч, а давление достигает 3900 бар. Для сравнения скажем, в автомобильных покрышках давление воздуха не превышает 2 бар. Однако ствол не только играючи выдерживает подобные нагрузки, но и благодаря своему профилю стабилизирует движение пули и позволяет уменьшить разброс до сравнительно малых значений. Так что ствол на самом деле — это вам не просто «трубка с нарезами и полями».
Заготовка — половина дела
Решающее значение для качества будущего ствола имеет способ его изготовления и качество применяемого металла. Фирма Неуm для производства своих нарезных и гладких стволов получает 6-метровые стержни — заготовки ствольной стали — от знаменитой фирмы Круппа.
Свойства поставляемого крупповского металла удовлетворяют всем требованиям, предъявляемых к оружейным стволам: огромная прочность, чтобы выдержать давление пороховых газов, пластичность, хорошая обрабатываемость режущим инструментом. Об этом знали ещё наши деды, по достоинству ценившие качество крупповской стали.
После сверления производится обработка канала ствола с помощью развёртки с допуском — до 0,01 мм
Процесс изготовления ствола начинается с того, что заготовка разрезается на куски необходимой длины, у них обрабатываются и размечаются торцы. Теперь будущие стволы имеют одинаковую длину и готовы к дальнейшей обработке. Канал ствола просверливается на специальном сверлильном станке. Заготовка вращается со скоростью 250-300 оборотов в минуту, при этом сверло, делая 2800 оборотов в минуту, вращается в противоположную сторону. Для того, чтобы не происходило отклонения от оси, используются особые свёрла одностороннего резания. Они имеют только одну режущую кромку и в процессе сверления выдерживают заданное направление — строго по оси канала ствола.
Развивая давление в 130 тонн, машина «выковывает» нарезы в канале ствола
После того, как канал ствола просверлён, его поверхность обрабатывается с помощью конических развёрток. При этой обработке снимается до 0,2 мм металла, и следы прохода сверла исчезают. На заключительном этапе внутренняя поверхность канала ствола обрабатывается путём хонингования (прим.): дважды производится предварительное хонингование, один раз — черновое и один раз — прецизионное. Продолжительность каждой операции — пять минут. Обработка стволов для недорогого оружия на этом заканчивается, и в них с помощью специального режущего инструмента — протяжки — делаются нарезы. Если это гладкий ствол, то хонингование становится последней технологической операцией по обработке канала.
ПРИМЕЧАНИЕ: ХОНИНГОВАНИЕ (англ. honing — от hone — точить), отделочная обработка внутренних поверхностей мелкозернистыми абразивными брусками, смонтированными на головке (хоне) хонинговалъного станка. Хон вращается и одновременно совершает возвратно-поступательное движение.
Один из «молотов» ковочной машины превращает стальную трубку в оружейный ствол
Различные фирмы используют в ходе дальнейшей работы с дорогими стволами высшего качества свои наработанные технологические приёмы. Например, такие признанные «асы», как Heym, Sauer, предпочитают холодную ковку. Совершенно справедливо считается, что стволы, изготовленные методом холодной ковки, по точности боя соответствуют самым жёстким требованиям, предъявляемым не только к охотничьему, но и к спортивному оружию. Для этого применяется особое кузнечное оборудование, которое позволяет проковывать заготовки в холодном состоянии.
Так происходит холодная ковка: молоты обстукивают ствол, в который вставлена оправка из высокопрочного металла.
В процессе обработки ствол впрессовывается в профиль этой оправки
Первую машину для холодной ковки под названием «Алькетт» фирма Неуm закупила 30 ноября 1960 года. В современной машине четыре «молота», каждый развивает давление в 130 тонн. Они движутся в радиальном направлении к стволу. Сам ствол при обстукивании продвигается в продольном направлении и одновременно поворачивается вокруг своей оси. В канал ствола вставлена оправка с нужным профилем. При обжиме ствола металл как бы впрессовывается в оправку, и в результате в канале формируются нарезы. В зависимости от формы оправки получается нарезка ствола различного типа. Например, для некоторых образцов боевого армейского оружия (пулемётов) делается нарезка с полигональным (многоугольным) профилем. Стволы с чоковыми сужениями для охотничьих ружей изготавливаются аналогичным образом, только оправка берётся с гладко отполированной поверхностью.
Стволы и казённик соединяют и припаивают с помощью металлической планки, называемой «шиной»
Проковка одного ствола длится две минуты, в результате чего он удлиняется примерно на 10 см. У других производителей имеются ковочные машины, которые, например, 30-сантиметровую заготовку удлиняют до нужных 60 см.
С помощью горелки серебряный припой расплавляют и прочно скрепляют стволы в казённой части
Преимущество данного способа заключается в том, что металл при такой обработке уплотняется, улучшается его структура, а также примерно на 25-30% увеличивается прочность. В результате этого после 10 тысяч выстрелов износ канала ствола, обработанного методом холодной ковки (точнее говоря, «холодной ротационной ковки») составляет всего 0,03 мм. Кроме того, поверхность канала ствола получается очень гладкой: шероховатость поверхности составляет всего 0,001 мм. Это делает его устойчивым к коррозии и, следовательно, долговечным, а также обеспечивает лучшую кучность боя. Все стволы гладкоствольных ружей, изготовленные по такой технологии, пригодны для стрельбы стальной дробью.
Глаз мастера всегда в цене
В ходе обработки ствола в металле возникают напряжения, которые приводят к небольшому его искривлению. На специальном правильном (от слова «править») станке ствол выравнивается опытным мастером. Кстати, поначалу были попытки передоверить эту операцию станку, но оказалось, что глаз человека (!) лучше и быстрее выявляет отклонения, чем машина.
После проковки ствол проверяется мастером на наличие искривлений
В заключение с помощью автоматических станков с числовым программным управлением производится доводка внешней поверхности стволов. В памяти компьютера хранится большое количество различных контуров, и обработка с помощью специального инструмента ведётся до тех пор, пока полученная форма не будет соответствовать тому, который хранится в памяти компьютера. Например, Неуm применяет грушеобразный контур при изготовлении стволов для многозарядных винтовок, а гладкие стволы имеют круглое сечение.
Стволы фрезеруют на специальном станке
После этого стволы попадают в руки мастера, который соединяет стволы в казённой части, а затем припаивает планки. Следующий шаг — припаивание крепления для цевья, а также основания мушки и прицела. После пайки стволы обрабатываются на фрезерном станке, с помощью которого готовится место для крепления затвора и экстрактора. И только потом мастер начинает подгонку стволов к колодке. После всех этих операций на стволы наносятся информационные клейма (калибр, номер и т.п.).
Наконец, поверхность стволов и других металлических деталей для защиты от внешних воздействий и предотвращения коррозии подвергается воронению (прим.). Отдельные стволы подвергаются воронению (оксидированию) в специальной ванне. Спаянные стволы погружать в эту ванну нельзя, т.к. кислота, содержащаяся в оксидирующем растворе, разъедает пайку.
ПРИМЕЧАНИЕ: ВОРОНЕНИЕ — разновидность оксидирования, в результате которого на поверхности деталей из углеродистой стали образуется защитная плёнка из окислов железа от тёмно-синего до чёрного цвета.
После сборки и отладки оружия, оно отстреливается специалистами государственного управления по испытанию оружия и направляется на прилавки магазинов.
КАК Порезать СТВОЛ
Бывалые охотники и стрелки знают, что высококачественный ствол для неплохой винтовки
– это практически все. Естественно, на точность выстрела оказывает влияние и подгонка ложи к стволу, и наличие высококачественных патронов, и их баллистический коэффициент, и еще огромное количество других причин. Но значимость обработки ствола, метода его вырезки в обеспечении четкого боя переоценить нереально.
В чем причина завышенного разброса попаданий из нарезного ствола? Обстоятельств довольно. Это и лишне затянутые ложевые винты, ослабление монтажных колец прицела, необычный график давления в стволе, некорректная композиция порохового заряда и пули. Но есть причины, которые кардинально оказывают влияние на величину разброса.
Для хорошей кучности патронник должен быть сделан очень кропотливо. Выполненный с наименьшими допусками патронник обеспечивает наилучшую кучность,потому что гильзу при всем этом меньше раздувает.
Недопустимы круговые и угловые отличия патронника от оси ствола. Причина таких отклонений – технологичность (дешевизна) производства.
Если оружейный мастер делает патронник из заготовки ствола вручную разверткой от полутора до 2-ух часов, то в поточном производстве данная операция продолжается всего 40 секунд. Но воздействовать на разброс попаданий может только сильное отклонение оси патронника от оси ствола.
Найти таковой недостаток нетрудно.Следует взять калиберный патрон, закоптить пулю и ввести в патронник. Если следы нарезов отпечатаются несколько односторонне, а для вас нужен высокоточный ствол, то таковой ствол сможете смело забраковать.
Часть ствола около патронника испытывает воздействие наибольших температур и давлений. Ствол в этом месте более всего подвержена тепловой эрозии. В особенности это приметно при большенном настреле. С течением времени и в дульной
части канала ствола появляется раструб, время от времени таковой, что вставленный в него патрон проваливается по самые скаты гильзы.
После определенного настрела хоть какой ствол начинает снижать характеристики по кучности. Схожих стволов нет, потому и живучесть может различаться. В стандартных охотничьих калибрах, таких как .308 либо .30-06, где употребляются прогрессивно пылающие пороха, не вызывающие огромного разгара канала ствола, его живучесть может достигать 8000 выстрелов без приметного роста рассеивания. А стволы под такие калибры,как .30-378 либо 7.82 Warbid, чуть управляются с настрелом в 800 выстрелов.
Износ приметен в оружии по растущему
статистическому показателю рассеивания. Износу подвержены в большей степени переходной конус — та часть канала ствола, где пуля заходит в нарезы, и дульный срез — там, где пуля покидает канал ствола. Медлительно, но переходной конус выгорает под действием пламени и пороховых газов. Соответствующая сетка разгара отлично видна в переходном конусе изношенного ствола с блестящим каналом. Как следствие разгара, вырастает так именуемая глубина посадки.
Патрон, введенный в патронник, уже не упирается пулей в нарезы, и при выстреле пуля приобретает свободный ход до врезания в нарезы. Дульный же срез просто изнашивается даже в процессе очистки. Его просто разрушить железным «ершиком» либо шомполом, если не соблюдать аккуратность.
Грамотная очистка и соблюдение температурного режима ствола во время стрельбы также продлевают его срок эксплуатации и свойства. Но если ствол чистить субстанциями на базе аммония либо хлоратами, то они выходят из стали очень длительно, что может иметь ненужные последствия. Многие винтовки из нержавеющей стали мучаются более от халатной очистки, чем от чего–либо другого.
Больше всего на износ ствола оказывают влияние температура и трение пули. Наибольших значений температура и трение добиваются в районе перехода из патронника в нарезную часть ствола. Патроны «магнум» за счет большой скорости пули, большего трения и поболее высочайшей температуры пороховых газов ускоряют износ ствола.
Следствием всех вышеперечисленных изъянов — несоосность канала ствола и патронника, разгар переходного конуса, растертость дульной части ствола, также недостатки затвора — является появление при выстреле высокочастотных колебаний ствола, плохо влияющих на рассеивание.
Метод Производства СТВОЛА И ЕГО КАЧЕСТВО
Этот фактор более очень оказывает влияние на кучность по сопоставлению с другими. Качество ствола определяют жесткие эталоны производителя и качество металла, а не вид вырезки.
Понятно, что нарезные стволы изготавливают, обычно, 3-мя методами: «нарезка», «дорнирование» и прохладная ковка. Правда, не каждый классный стрелок сумеет объяснить, в чем все-таки заключается приемущество 1-го метода над другим. Из хоть какой заготовки с отлично снятыми внутренними напряжениями, сделанной из высококачественной ствольной стали — нержавеющей либо хромомолибденовой, — имеющей ровненькую поверхность, прошедшую хонингование, может выйти высококачественный ствол.
Вибрации при обработке резанием недопустимы, индикатор их отсутствия — накрепко стоящая на ребре монета.
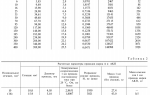
Зависимо от калибра и давления, развиваемого в патроннике, для производства ствола употребляют одну из 3-х всераспространенных ствольных сталей. Для стволов под патроны кольцевого воспламенения калибра .22 употребляется сталь марки 1137 (отечеств. аналог — сталь 35Г2). Для стволов под патрон калибров от .243 до .30-06 стандартной является CrMo сталь марки 4140 (отечеств. аналоги — стали 42ХМ и 38ХМА). Матчевые стволы сейчас принято изготавливать из запатентованного сплава марки 416R (отечеств. аналог — сталь 20Х13).
«Нарезка» — более старенькый метод производства нарезных стволов, который заключается в неоднократном проходе резца по каналу ствола, при всем этом за один проход обрабатывается только один нарез. Нарезы делаются с помощью специального инструмента, режущая кромка которого двигается по одному нарезу и проходит его за один оборот заготовки. За один проход нарезы углубляются на 5 микрон.
Когда процесс завершен, резец отжимается, ворачивается в патронник, и потом операция повторяется. Потому что для заслуги подходящей глубины 1-го нареза требуется приблизительно 25−30 проходов, этот процесс длится достаточно длительно. Хотя изготовка нарезов резанием трудозатратный и, не считая того, дорогой способ, на его применение идут, чтоб обеспечить четкий выстрел.
Изготовка затворных групп для высокоточного орудия, их подгонка требуют современного прецизионного оборудования и пунктуального соблюдения технологического процесса.
«Дорнирование» более обычный и дешевенький метод сотворения нарезного ствола. После порезки и нормализации заготовки сверлят, потом развертывают и хонингуют.
Хонингование (англ. honing от to hone — точить) — отделочная обработка внутренних поверхностей тонкодисперсными абразивными брусками, смонтированными на головке (хоне)
хонинговального станка. Хон крутится и сразу совершает возвратно–поступательные движения. И только после чего приступают конкретно к «дорнированию».
Дорн представляет собой очень жесткий стержень, изготовленный из карбида вольфрама, с выемками для полей и выступами для нарезов. Его продавливают через канал ствола с силой около 80 000 ньютонов. В итоге образуются нарезы с необходимыми параметрами (число, глубина, шаг).
Потому что обработке подвергается только внутренняя поверхность заготовки, то возникающие в процессе дорнирования напряжения относительно невелики. Для их устранения заготовки снова нормализуют в вакуумной печи в азотной среде.
Методика дорнирования сделала революцию в послевоенной оружейной индустрии, изменив традицию производства стрелкового орудия.
Используя доброкачественную сталь, опытнейший мастер может сделать за денек сотки стволов с практически схожим внутренним поперечником.
Более принципиальным моментом этого метода получения нарезного ствола является существенное понижение цены высококачественного ствола.
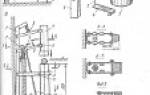
Пример работы современного станка с ЧПУ – такая заготовка выходит за одну операцию [puc.6].
«Холодная ковка» — способ ковки на оправке — был разработан в 1930-х годах в Германии. Процесс достаточно дорогостоящий, его, обычно, употребляют большие производители орудия. Как надо из наименования этого способа, в процессе ротационной ковки молот обжимает ствол. По мере того как проковывается ствол, продвигается и поворачивается оправка.
Процесс занимает три минутки, при этом получившийся ствол просит минимум машинной обработки и доводки до подходящих размеров. При ковке на оправке молекулярная структура уплотняется, в итоге чего канал ствола имеет тенденцию к сужению у дула. Считается, что это сужение уменьшает деформацию пули, дает более высочайшие исходную скорость и точность, но уменьшает срок жизни ствола.
Преимущество, которое дает способ производства при помощи пуансона и прохладной ротационной ковки на оправке, это то, что канал ствола более ровненький и гладкий, чем при нарезании. Следующая термобработка имеет целью снять внутренние напряжения в стволе, плохо действующие на отклонение СТП (средняя точка попадания) при его нагреве. В отсутствии напряжений в стволе и состоит фактическая база рекламы о преимуществах тех либо других технологий.
На теоретическом уровне считается, что «нарезка» позволяет сделать более четкие стволы, а «дорнирование» менее четкие. На практике все обстоит не так просто. Потому вернее будет считать, что хоть каким из методов можно получить как неплохой по чертам, так и нехороший ствол.
Нужно держать в голове, что полностью прямых и безупречных стволов не существует. Главное, осознать, какой степени кучности вы пытаетесь достигнуть.
Подбор патрона сводится к поиску более предсказуемой вибрации ствола, чтоб пуля покидала ствол при одном и том же пространственном положении дульного среза. Повреждение донца пули ведет к резкому ухудшению кучности.
ДУЛЬНЫЙ СРЕЗ СТВОЛА
Пуля должна покидать ствол верно, и отвечает за это дульный срез. Если дульный срез выполнен с наклоном по отношению к оси ствола, то пороховые газы, истекающие за пулей, делают реактивный эффект, который отклоняет пулю и приводит к ухудшению кучности. Таковой же эффект наблюдается, если дульный срез имеет выщерблены либо повреждена околодульная нарезная часть ствола. Дульный срез должен быть ровненьким по всей окружности, любые отличия от нормы серьезно усугубляют кучность.
ПОДГОНКА ЗАТВОРНОЙ ГРУППЫ И ЗАТЯЖКА ЛОЖЕВЫХ ВИНТОВ
Возможность регулирования под определенного стрелка делает ее универсальной.
Подобные манипуляции могут сделать лучше характеристики отлично сделанного ствола, но вынудить точно стрелять дефектный ствол они не в состоянии. Затяжка винтов не должна быть лишней, но инспектировать ее нужно повсевременно.
Затворная группа, расположенная со смещением относительно оси ствола, может отчасти усугубить кучность винтовки, все таки качество производства ствола в еще большей степени оказывает влияние на кучность. Вообщем покупка даже высокоточного ствола в спец фирме – это всегда лотерея.
Для осмотра канала ствола требуется эндоскоп, а таковой недостаток, как дегрессивный шаг вырезки — переход к более длинноватому шагу, в особенности в ближней к дульному срезу части ствола, — вообщем не различим.
В целом можно сказать, что изготовка качественной винтовки процесс очень трудозатратный, который в основном основывается на опытнейшем подборе всех девайсов и патрона.
Но в то же время этот вопрос не достаточно исследован, потому что существует масса серийных моделей винтовок, которые отличаются отменным кучным боем, невзирая на низкое качество деталей, из которых они собраны.
Оружейный ламинат – новое слово в дизайне орудия [puc.8].
ПОЛИМЕРЫ ДЛЯ ПРИКЛАДА
Современные реалии диктуют новые.требования, возникают новые материалы и технологии. Полимерные ложи намного крепче и надежнее традиционных древесных. И даже исходя из убеждений эстетики они уже практически не уступают классике.
Исторически наилучшим материалом для оружейных лож числился орешек. Выполненный из орешка приклад обладал неплохой прочностью и живучестью, был
довольно легок. Для роста срока службы он обычно пропитывался особыми маслами, покрывался парафинами, лаками, время от времени красился. Да и такая защита не являлась панацеей. Даже при самом бережном воззвании с орудием его древесные части с течением времени утрачивают свои характеристики, в отличие от полимеров.
Дорнирование ствола своими руками
Отечественные автоматы (записки испытателя-оружейника)
Книга инженера-испытателя А. А. Малимона посвящена развитию отечественного автоматического стрелкового оружия от его зарождения до наших дней. В этом крупном технико-историческом исследовании автор анализирует сложный процесс создания, развития и совершенствования отечественного автомата.
В книге отражены три крупных периода в истории российского автомата.
Первый период связан с созданием в 1916 году В. Г. Федоровым первого в мире автомата. В это время получают развитие самозарядные винтовки, проектируемые под штатный винтовочный патрон образца 1908 года.
Автоматическое стрелковое оружие в России в начальный период становления пробивало себе дорогу с большим трудом. По этому поводу стоит принести один исторический факт.
21 февраля 1912 года царь Николай II посетил лекцию В.Г. Федорова об автоматическом оружии в Михайловском артиллерийском училище. После лекции царь безапелляционно заявил, что этот вид оружия не имеет никакой будущности. В письме Н.С. Охотникову 28 марта 1958 года В.Г. Федоров писал: «Я должен сказать, что изложенное выше мнение Николая II было широко распространено среди высшего командного состава того времени — оно было причиной того, что мы — оружейники, а в том числе и я — встречали слишком мало содействия в своих работах по автоматической винтовке».
Несомненной заслугой В.Г. Федорова является то, что он предвидел перспективу развития нового типа ручного автоматического оружия, несмотря на серьезное сопротивление чиновников Военного ведомства как в царское время, так и в первые годы после революции. «…Мной лично, — писал он в другом письме к Н.С. Охотникову от 11 марта 1961 года, — был возбужден вопрос о введении нового типа оружия — ручного ружья-пулемета, названного затем по определению бывшего начальника Офицерской стрелковой школы Н. М. Филатова автоматом Федорова 1916 г.» По-видимому, впервые в определении Н. М. Филатова появился термин «автомат» для названия нового типа стрелкового оружия. Так начиналась история отечественного автомата.
Однако к концу 20-х годов автомат Федорова был полностью исключен из системы стрелкового вооружения Красной Армии, и основной причиной того было отсутствие патрона промежуточной мощности (между пистолетным и винтовочным) с требуемыми баллистическими характеристиками. В книге довольно подробно изложен этот период развития автоматического оружия и приведены причины, которые побуждали конструкторов-оружейников обратиться к созданию в конце 20-х — начале 30-х годов пистолетов-пулеметов под штатный пистолетный патрон.
Второй период в развитии индивидуального автоматического стрелкового оружия связан с созданием системы стрелкового вооружения Красной Армии, с которой она вступила в Великую Отечественную войну, а также с пополнением этой системы новыми образцами во время войны. В предвоенную систему вооружения в качестве индивидуального автоматического стрелкового оружия входили самозарядная винтовка Токарева (СВТ), которой заменили в 1939 году автоматическую винтовку Симонова (АВС), а также пистолет-пулемет Дегтярева (ППД) образца 1940 года и пистолет-пулемет Шпагина (ППШ) образца 1941 года. В годы войны семейство пистолетов-пулеметов пополнилось ещё одним образцом — пистолетом-пулеметом Судаева (ППС) образца 1943 года, который по общему признанию явился лучшим в мире пистолетом-пулеметом времен второй мировой войны.
Опыт Великой Отечественной войны породил новые тенденции в развитии стрелкового оружия и, наряду с этим, вынудил вернуться к проблеме создания автомата, т. е. индивидуального автоматического оружия (под промежуточный патрон), способного обеспечить дальность действительного огня до 500 м (пистолет-пулемет имел дальность действительного огня до 200 м и не решал проблему создания зоны сплошного поражения в интервале дальностей от 200 до 500 м [10]). В 1943 году конструкторами Н.М. Елизаровым и Е.В. Семиным был создан новый (промежуточный) патрон калибра 7,62 мм. Это позволило уже в 1944 году провести первый конкурс на разработку автомата под патрон 1943 года. Конкурсная комиссия рекомендовала к дальнейшей доработке автомат А.И. Судаева образца 1944 года. Однако безвременная кончина Алексея Ивановича не позволила ему довести свой образец до совершенства. Но уже в 1946 году на очередном конкурсе был признан лучшим автомат молодого конструктора из КБ научно-исследовательского полигона М.Т. Калашникова. Его образец после ряда доработок получает наименование автомата Калашникова образца 1947 года (АК-47) и принимается на вооружение Советской Армии.
Созданием АК-47 и его принятием на вооружение в 1949 году заканчивается второй и открывается третий период в развитии отечественных автоматов, который связан с непрерывным совершенствованием базовой модели автомата, разработкой его различных модификаций. Здесь необходимо отметить ту обстоятельность, с которой автор книги описывает многогранный процесс совершенствования технологии массового производства автоматов. Книга является фактографическим профессиональным анализом всей технологической деятельности Ижевского машиностроительного завода в области производства образцов единой унифицированной системы автоматического оружия на базе АК-47 и АК-74. Книга насыщена различными фактами совершенствования и образцов оружия, и технологических процессов. Однако за описанием этих фактов отчетливо видна широкая плодотворная деятельность генерального конструктора в реализации его творческих замыслов.
В книге нет биографий ведущих конструкторов стрелкового оружия. С той или иной степенью подробности они изложены в ряде изданий [8, 9]. Но в этом труде с документальной точностью и непредвзятой объективностью показана творческая деятельность многочисленных коллективов, участвующих в создании современных образцов стрелкового оружия.
Следует особо отметить, что в книге выпускника 1943 года Артиллерийской академии имени Ф.Э. Дзержинского А.А. Малимона показана определяющая роль в создании, развитии и совершенствовании российского стрелкового оружия выпускников академии, которая в царское время именовалась Михайловской, в советское время получила имя Ф.Э. Дзержинского, а в настоящее время названа Военной академией РВСН имени Петра Великого. Неоценимый вклад в теорию и практику развития стрелкового вооружения внесли выпускники академии В.Г. Федоров, Н.М. Филатов, А.А. Благонравов. Среди выпускников академии упомянуты наряду с В.Г. Федоровым выдающиеся конструкторы стрелкового оружия С.И. Мосин, А.И. Судаев, Н.В. Рукавишников, И.И. Раков, К.А. Барышев, И.К. Безручко-Высоцкий, Н.М. Елизаров и др.
Выпускником академии и ее преподавателем был А.А. Соколов, разработавший станок для пулемета Максима. В книге упомянуто около сотни фамилий выпускников факультета стрелкового вооружения Артиллерийской академии. Среди них и сотрудники Главного артиллерийского управления, и инженеры-испытатели научно-исследовательского полигона стрелкового и минометного вооружения (НИПСМВО). Роль последних в создании автоматического стрелкового оружия, в том числе и автомата Калашникова, трудно переоценить. Отметим лишь, что конкурсная комиссия под председательством Н.С. Охотникова, которая рекомендовала к принятию на вооружение Советской Армии автомат Калашникова АК-47, состояла полностью из выпускников академии. В книге с документальной достоверностью показаны трудности, связанные с решением проблемы выбора лишь одного образца автомата для принятия его на вооружение. Высокий профессионализм членов комиссии, основанный на прочном фундаменте теоретических знаний и приобретенном опыте, позволил принять решение, правильность которого блестяще подтверждена многолетней практикой.
Историю академии «делают» ее выпускники. Можно считать, что страницы книги «Отечественные автоматы» — это страницы славной истории академии, ее факультета стрелкового вооружения.