Содержание
- Пайка серебра в домашних условиях
- Пайка серебром
- Какие применяют припои
- Паяльный инструмент
- Как паять серебро паяльником
- Как паять газовой горелкой
- Выбор припоя
- Как провести пайку серебряным припоем?
- Что такое серебряный припой?
- Физико химические свойства и особенности
- Разновидности
- Как выбрать правильный?
- Процесс пайки
- Какие флюсы подходят?
- Как паять серебро?
- Когда можно паять серебро?
- Инструменты для пайки серебра
- Способы пайки серебра
- Прочность паяного соединения
- Твердый серебряный припой своими руками
- Что такое серебряный припой?
- Химический состав сплава для соединения материалов
- Как правильно варить серебряный припой по старинной методике
- Плавка серебряного припоя
- Свойства среднеплавких сплавов
- Как правильно приготовить припой в домашних условиях?
- Серебряные припои
Серебряный припой своими руками
Пайка серебра в домашних условиях
Пайка серебра происходит путем плавления твердого металла, действие происходит при температуре 960 градусов. В сплавах показатель плавления может меняться, зависит от составных частей. Прежде чем приступить к произведению работ при домашних условиях, стоит набить руку на менее дорогих поделках.
Пайка серебром
Процесс протекает с помощью специального припоя, структура которого подобрана по соответствию к пробе драгоценного металла. Действие можно производить двумя инструментами:
- электрическим паяльником;
- газовой горелкой.
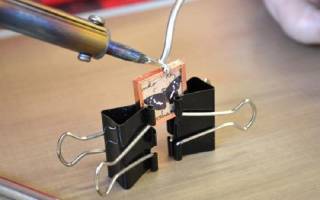
Серебро помещается на ровную поверхность с низкой тепло проводимостью, которая не поддается к температурным воздействиям, отличным предметом для этих целей служит кирпич. Место спайки обрабатывается флюсом, рядом помещается необходимого размера кусок материала для пайки. Паять серебро лучше горелкой, плавными, равномерными движениями металл прогревается до нужной температуры.
В домашних условиях пайка требует определенных навыков и квалификации. Подбор правильного флюса и припоя требует практики, опыта, знаний по маркировке компонентов. Не рекомендуется использовать серебряный лом в качестве смеси для пайки. Температура плавления детали должна быть ниже драгоценного металла, иначе существует вероятность испортить отрезок.
Равномерно расплавив изделие, нужно продолжать операцию до момента создания качественного шва. Припой может быть помещен малыми количествами, далее добавлен при соответствии к обстоятельствам. В конце операции требуется очистить продукт от остатков субстанций пайки и флюса, действие совершается мелкозернистой наждачной бумагой, во избежание царапин и других повреждений.
Для осветления соединения применяется раствор лимонной кислоты, а чернение происходит йодом. При мероприятиях важно помнить о технике безопасности, процесс должен производится проветриваемом помещении, оператор должен одеть средства индивидуальной защиты.
Какие применяют припои
Серебряные добавки производятся разных видов, прилагается при запаивании предметов из стали, а также других сплавов, распространенных на промышленности. Различные детали содержат прочие элементы, состав отличается надежностью и хорошими показателями качества при соединении компонентов. Основной особенностью является стойкость к коррозии соединённых компонентов, обработанных серебром.
В производстве наиболее востребованными считаются соединения марок ПСР-10, ПСР-15.
Паяльно-серебряный раствор обладает различными характеристиками, число на конце маркировки обозначает количество драгоценного металла составом. При возвышенных требованиях к антикоррозийной стойкости шва применяются марки ПСР-70 и выше, однако такие вещества дороги, используются крупными промышленностями. Пайка серебра осуществляется по различным требованиям, поэтому к выбору состава перед производством необходимо грамотно подойти.
Форма выпуска материала для пайки может быть различной, зависит от предназначения и содержания различных сплавов. Реализуется под видом порошка или кусочков от 2 мм, существуют вариации из цельного листа, который легко режется кусачками на требуемые размеры. При действиях с проводами, подходит элемент под видом проволоки, его легко транспортировать и добавлять малыми пропорциями.
Паяльный инструмент
В домашних условиях возможно починить любой предмет, главное желание. Серебряные детали не исключение, часто после механических воздействий украшения ломаются или обретают трещины. Поход к ювелиру может вылиться в копеечку, да и качество действий, применяемый материал может быть под вопросом.
Своими руками произвести действия не сложно, важно аккуратно подойти к выбору инструмента. При домашних условиях возможно использование паяльника. Важно отметить, что не каждое электрическое нагревательное оборудование может разогреть жало до существенной температуры. Обычный паяльник может нагреть кончик жала до 350 ⁰C, чего не достаточно для плавления деталей.
Мастера точек по ремонту ювелирных продуктов пользуются газовой горелкой, она способна разогреть сталь до нужной отметки. Возможна деятельность нагревательным оборудованием с повышенной мощностью и тонким жалом, однако такие действия могут выполняться только с припоями, имеющими в структуре не высокое количество смеси.
Подготовка материалов
Электропаяльник прилагается для спайки радиотехнических частей с помощью припоев, имеющих в структуре серебро. Соединить ювелирное изделие паяльником не получится, ввиду отсутствия достаточной производительности. Для деяний с такими компонентами применяется термобур, а также следующие материалы:
- стойкое к высоким температурам сырье – кирпич;
- канифоль;
- кислотный раствор;
- пинцет, кисточка, кусачки;
- медные щипцы, небольшой отрезок ветоши.
Инструменты для пайки серебра
Флюсом для производства применяется колофоний. Предназначением является образование пленки во избежание взаимодействия субстанции с кислородом в процессе работы. Для ювелирных поделок используется специальное соединение, если магазинами не предлагается соответствующих вариантов, возможно изготовить канифоль самостоятельно. Бура и поташ смешиваются пропорциями один к одному, кристаллы порошкообразной буры перетирают с поташом, результатом получается флюс.
Несеребреные припои
При производстве, крайне не рекомендуется применять продукты, в которых присутствует свинец. Обуславливается это тем, что следы свинца удаляются с трудом, а надёжное крепление получается в единичных случаях. Также свинец токсичен, а ювелирные поделки, как правило, носятся на видных местах тела. При продолжительном ношении может возникнуть реакция кожи на токсичный свинец, который может впитываться в покровы.
Пайка серебра в домашних условиях при помощи олова
Оловянные проволоки применяются при действиях с серебряными металлами крайне редко, скрепление частей возможно произвести, но существую негативные факторы:
- шов получается заметным, разные металлы будут выдавать оттенок при солнечных лучах;
- олово темнеет при контакте с водой или воздействии среды повышенной влажности.
К серебряным деталям печатных плат может употребляться элемент спаивания марки ПОС-60, где содержится большая доля олова. Форма выпуска зачастую выглядит в виде проволоки, имеющей флюс составом.
Как паять серебро паяльником
Ювелирные предметы ремонтируются с помощью газовой горелки или электрического паяльника. Перед тем, как паять серебро в домашних условиях, важно определить пробу. Высокопробные металлы не подвергаются температурным воздействием паяльника. При наличии денежных средств, сложной формы изделия, лучше обратиться к специалистам.
Запрещается паять ювелирные предметы эмалью или чернением, твердыми элементами пайки.
Закрепленные драгоценные камни перед спайкой требуется удалить, иначе они могут раскрошиться и испортиться под воздействием большой температуры.
Электрическим паяльником, работающим от сети, невозможно плавить твердотельные серебряные вещества. Для надежного крепления, требуются высокие показатели расплавления вещества, нагревательным оборудованием образовывается поверхностное крепление элементов.
Пайка серебра паяльником
При помощи электропаяльника предоставляется возможность крепить массивные детали серебряным припоем, зачастую инструмент используется для работы со свинцово – оловянными субстанциями.
Как паять газовой горелкой
Для качественного и надежного крепления элементов используется газовая горелка. Инструментом возможно разогреть необходимый отрезок до 1200 ⁰C пайки серебра в домашних условиях происходит при отметке 960 ⁰С. Совершается процесс следующим образом:
- Перед любой операцией спайки, компоненты обезжириваются, окисления убираются с помощью наждачной бумаги.
- После механического воздействия, часть необходимо промыть, просушить. На поверхности стыковки наносится канифоль, приобретенный в магазине, либо изготовленный в домашних условиях.
- Продукт закрепляется тисками или используется специальное крепежное приспособление, при работе невозможно будет держать определенный отрезок каким-либо инструментом. Нагрев подразумевает занятость обеих рук, при процессе изделие нужно перемещать.
- Включение происходит путем перемещения регулятора газа соответствующим положением. Струя пламени регулируется путем подачи или уменьшения количества газа. Важно помнить, мероприятия с газом проводить пожароопасно, необходимо организовать вентиляцию помещения.
- Обозначенное место пайки греется струей пламени, равномерно распределяя величину факела по поверхности серебряного продукта. Пламя должно контролироваться визуально, в идеале оно имеет темную сердцевину, повышенная температура производится ядром факела. Мероприятия по ремонту ювелирных предметов различных смесей в домашних условиях производится наружном слоем пламени, производительность соответствует плавлению по всем параметрам.
- После начатой операции плавления, необходимо поднести проволоку ко шву. Под воздействием высоких температур металл, предназначенный для пайки, начнет плавиться и заполнит шов самотеком.
Пайка серебра газовой горелкой
Существуют смеси в порошкообразной форме, их нужно перемешать с флюсом и предварительно нанести на место соединения. Нагревательное устройство не нужно направлять в этом случае на вещество, иначе он может заблаговременно расплавиться и растечься или окислиться.
Выбор припоя
Выбор соответствующего вида смеси при спаивании сталей проводится в соответствие со структурой сырья. Припои с содержанием серебра позволяют производить прочные швы, с равномерным, плотным покроем. Данные виды обладают повышенными антикоррозийными свойствами, что дает возможность применять их с веществами, подвергаемыми агрессивному воздействию окружающей среды.
Для домашних условий, хозяйственных нужд используются обычные изделия, смесь которых содержит олово, небольшое количество серебра, пайка может применяться к радиотехнике и другим бытовым приборам.
Для ремонта штуцеров, различных патрубков и других субстанций с содержанием меди более 57% употребляется структура с маркировкой ПСР-12. Для конструкций с возвышенными требованиями к надежности и прочности, важно использовать более насыщенные материалы. Необходимо знать, что существуют продукты с содержанием серебра до 70%.
В качестве альтернативы оловянному составу пайки, используется серебрено — цинковый. Цена такого продукта высока, однако окупается при использовании со сталями повышенной хрупкости. Распространенным в радиотехнике является припой марки ПОС-40, который содержит 2,5% серебра.
Подготовка флюса своими руками
Существует несколько способов приготовления флюса в домашних условиях. Основные инструменты и материалы, которые могут понадобиться при изготовлении:
- Газовая плита, ей производится разогрев вещества до жидкого состояния.
- Ложка, служит для дозировки порошка.
- Стальная емкость или ступа, используется для измельчения твердой канифоли до мелких частиц.
- Герметичная емкость для хранения.
После приготовления порошка, необходимо подготовить растворитель. Подогревается элемент до требуемой температуры, обычно применяется раствор с пропорциями 1 к 1. Перемешивание раствора, приготовленного в домашних условиях, происходит ложкой до перехода всех частиц в жидкое состояние. В процессе смесь приобретает желтоватый оттенок.
Как провести пайку серебряным припоем?
Для соединения металлических элементов с небольшой площадью контакта применяется технология пайки. Она предусматривает использование припоя, который представлен специальным сплавом металла. Его температура плавления должна быть меньше, чем у соединяемых элементов. В некоторых случаях проводится пайка серебряным припоем. Он обладает своими достоинствами и недостатками.
Что такое серебряный припой?
Современная работа с металлом предусматривает технологию ступенчатой пайки. Она требует специального внимания, так как некоторые серебряные сплавы обладают высокой температурой плавления. Это свойство обеспечивает высокое качество получаемого соединения.
Серебряный припой для пайки в чистом виде встречается крайне редко, что связано с высокой стоимостью цветного сплава. Большей эффективностью в применении обладают составы с другими примесями. В качестве дополнительных компонентов часто применяются:
Чистый сплав серебра применяется только в ювелирном деле. Свойства припоя прежде всего зависят от доли драгоценного металла в составе:
- При концентрации более 50% металл получается пластичным и устойчивым к повышенным нагрузкам.
- Другие компоненты могут изменить основные свойства сплава, расширив его область применения.
Все возможные варианты указываются в ГОСТ 19738-74. В технической документации встречается таблица марок с указанием процентного содержания всех элементов. Существенно сэкономить на пайке можно при самостоятельном изготовлении сплава. Достоинствами большинства сплавов можно назвать следующее:
- Высокая степень текучести. Это упрощает распространение состава по поверхности.
- Прочность. Получаемые соединения могут выдерживать высокую нагрузку.
- Коррозионная стойкость. Металл при высокой влажности покрывается коррозией. При включении в состав серебра обеспечивается коррозионная стойкость.
- Основные свойства позволяют использовать состав для соединения самых различных металлов.
- Низкое сопротивление электрическому току позволяет использовать припой при создании электрического оборудования.
Физико химические свойства и особенности
Не во всех случаях серебро выступает в качестве основного элемента при создании сплава для пайки. С увеличением концентрации повышается прочность и практичность соединения. Температура плавления — основная характеристика, которая учитывается при выборе припоя. У некоторых вариантов показатель составляет +600°С.
Сочетание металлов позволяет получить сплав с особыми эксплуатационными характеристиками. Наиболее распространенный состав представлен сочетанием:
Присутствие кадмия определяет то, что сплав обладает высокой хрупкостью. Поэтому подобный сплав не должен применяться при изготовлении изделий, которые подвергаются переменной нагрузке. Если повысить концентрацию серебра до 50%, то повысится и текучесть состава в жидком состоянии.
Разновидности
Классификация серебросодержащего сплава проводится по концентрации основного элемента. Она выглядит следующим образом:
- Низкое содержание. Подобный состав применяется в промышленности для пайки различных металлических изделий. Также состав применим и в электротехнике по причине высокой проводимости и текучести. В соединение включены и другие элементы, поэтому паять достаточно просто.
- Средний процент содержания (40-60%). Этот припой применяется для получения швов, которые эксплуатируются при относительно невысокой температуре. Материал ПСр40 позволяет получать прочные соединения с должной пластичностью, за счет чего они могут выдерживать высокие динамические нагрузки. Припой ПРс45 применим при работе со стыками, толщина которых — до 3 мм.
- Высокий процент концентрации. Некоторые сплавы предназначены для пайки лезвий ленточных пил. Состав обеспечивает повышенную прочность на изгиб и разрыв. Марка ПСр70 обладает повышенной проводимостью, что позволяет использовать ее при создании электрокомпонентов. Минимальный показатель сопротивления снижает вероятность нагрева оборудования при эксплуатации. Однако высокая цена определяет узкое применение материала.
Приведенная выше классификация учитывается при выборе наиболее подходящего припоя. Маркировка проводится с учетом установленных стандартов.
Как выбрать правильный?
Важно правильно выбрать наиболее подходящий припой для каждого случая. Основными рекомендациями можно назвать нижеприведенные моменты:
- Определяются условия эксплуатации создаваемого соединения: температура, оказываемое воздействие, влажность и другие. Некоторые предназначены для передачи электрического тока, другие подвергаются нагреву или переменным нагрузкам.
- Температура плавления. Для распределения припоя по поверхности его нужно нагреть до соответствующей температуры. Не все паяльники могут нагреть материал до температуры +600°С.
- Область применения. Чистые составы используются при ювелирных работах, с примесями в промышленности.
Некоторые производители указывают то, какая марка припоя подходит для каких задач. Поэтому проблем с выбором наиболее подходящего состава не возникает.
Процесс пайки
При наличии соответствующего инструмента провести пайку можно самостоятельно. Больше всего трудностей возникает при работе с нержавейкой. Рекомендации следующие:
- Для начала проводится зачистка поверхности от различных загрязнений, может применяться любой механический метод. Чаще всего краска и загрязнения удаляются щеткой, после чего поверхность обезжиривается при применении специального состава.
- На зону будущей пайки выкладывается подобранный флюс. Технология нанесения во многом зависит от того, какой материал применяется. Флюс должен распространяться равномерно, так как в противном случае качество соединения может быть низким.
- Для обработки большой площади применяется специальная горелка, которой металл нагревается до нужной температуры. Первый признак того, что материал готов к пайке — изменение его температуры.
- После достижения требуемого состояния заготовки подается выбранный припой. Он должен быть распространен по поверхности равномерным слоем.
- Весь шов проходится от начала до конца. Для остывания материала дается немного времени, после чего заготовка еще немного подогревается для постепенного снижения температуры.
Если площадь соединения небольшая, то можно использовать небольшой паяльник. В этом случае нет необходимости в предварительном подогреве основания.
Какие флюсы подходят?
Флюс для пайки серебра применяется для получения надежного и долговечного соединения. Этот вспомогательный материал предназначен для предварительной очистки поверхности от загрязнений и различных окислений, которые могут стать причиной снижения прочности шва. Качественный флюс может повысить текучесть металла в разогретом состоянии. Наиболее популярен вариант бура.
При необходимости паяльная паста может быть изготовлена своими руками. Инструкция по изготовлению следующая:
- Бура высыпается в емкость с термической устойчивостью.
- Тонкой струей добавляется вода, бура медленно перемешивается. Основная задача заключается в получении однородной смеси без комков.
- Вещество нагревается до прозрачности. Для этого приходится использовать горелки. При нагреве могут выделяться различные вредные вещества, поэтому следует быть осторожным.
- Жидкая фаза сливается, после чего осадок растирается до масляной консистенции. Он наносится на обрабатываемую поверхность при помощи кисти или другого подобного изделия.
При отсутствии навыков работы с сильнодействующими химикатами следует приобрести требуемый состав в специализированном магазине. Работа должна проводиться в защитной одежде, так как попадание химикатов на поверхность кожи категорически запрещается.
Как паять серебро?
Всем привет! Сегодня немного расскажу как паять серебро оловом своими руками. Такой вопрос часто возникает, когда женская половина просит спаять серебряное кольцо, цепочку или серьги. Для любого радиолюбителя это вызов и повод достать баночки с флюсами.
Когда можно паять серебро?
Серебро является достаточно мягким металлом, поэтому изделия из него часто ломаются. Например, порвавшуюся цепочку, серьги или треснувшее серебряное кольцо просто относят в ювелирную мастерскую. Но при определенных навыках пайки вполне можно починить изделие в домашних условиях.
Украшения из серебра оловом нужно паять очень осторожно, чтобы не испортить их. Серебро имеет свои особенности и работа с ним происходит несколько иначе, чем, например, с привычным для ремонтников оловом.
Инструменты для пайки серебра
Виды припоя для серебра
Крайне важно выбрать подходящий припой для серебра. В качестве припоя нельзя использовать лом серебра, так как припой должен обладать меньшей температурой плавления, чем материал, который предполагается спаять.
Температура плавления серебра составляет +960 градусов по Цельсию.
Для такого тугоплавкого металла необходим особый припой. Как правило, это сплавы серебра с другими металлами. Такие сплавы приближаются к серебру по надежности, прочности и устойчивости паяного соединения к коррозии.
Чем больше процентное содержание серебра, тем более прочным считается припой. В зависимости от изменения доли серебра меняются и температура плавления, плотность, удельное сопротивление.
В связи с этим чаще всего используют ПСР-3, ПСР-10, ПСР-15, ПСР-25 (число означает содержание серебра в процентах). Если необходима особая прочность соединения и высокая защита от коррозии, то можно взять ПСР-72.
В продаже существует порошкообразные припои, а также состоящие из отдельных кусочков размером в 2-3 мм. Иногда встречаются припои, имеющие форму проволоки или листов. В таком случае подготовить куски нужного размера нужно будет самостоятельно с помощью кусачек.
Для качественной пайки необходимо обеспечить в месте соединения удаление окислов с помощью флюса. Проще всего сделать флюс своими руками из порошковой буры (декагидрат тетрабората натрия) и поташа (карбонат натрия). Компоненты следует смешать в равных частях, предварительно растерев кристаллики буры в мелкий порошок.
Также можно использовать более эффективный магазинный флюс ПВ-209, имеющий повышенную активность. Он состоит из борного ангидрида (до 35%), фтористого калия (до 42%) и тетрабората калия (до 23%). Для получения необходимой консистенции данный флюс следует развести водой либо глицерином.
Одним из самых распространенных готовых флюсов считается канифольный. Это вещество представляет собой особую смолу, образующую пленку на месте пайки, которая препятствует контакту с окружающим кислородом.
При пайке необходимо создать надежное соединение деталей. Если мощность паяльника окажется недостаточной, то образуется холодная пайка и соединение будет не прочнее клея. Как правило, с помощью паяльника можно соединить лишь мелкие детали, используя малое количество серебряного припоя. Пример в следующем видеоролике.
Газовая горелка
Для полноценного расплавления серебряного припоя лучше использовать компактную газовую горелку, имеющую температуру пламени до 1300 градусов Цельсия.
Чаще всего такие горелки заправляют пропаном, но также допускается бутан-пропановая смесь. Для получения более высоких температур используют газовые смеси на основе ацетилена, которые дают пламя с температурой около 2000 градусов Цельсия. Чтобы спаять серебряные изделия, достаточно обычного пропана.
Часто пропан продается в баллончике. На горелке существует специальная система регулировки и наконечник горелки, чтобы пламя подавалось направленно и равномерно. Также регулировать пламя можно при помощи насадок. Для пайки можно установить насадку с плоским носиком.
Способы пайки серебра
Сам процесс пайки серебра мало чем отличается от пайки других металлов, однако существуют некоторые нюансы при работе с паяльником в отличие от газовой горелки.
Пайка серебра паяльником
Предварительно необходимо установить на паяльник тонкое жало. Если мощность паяльника 40 — 60 Вт, то рекомендуется использовать припой ПСР-3, температура плавления которого составляет 315 градусов Цельсия. Этот припой также удобен тем, что внутри него находится смола, исполняющая функции флюса и защищающая сплав от окисления.
Не стоит при починке серебряного изделия в домашних условиях использовать оловянно-свинцовый припой (например ПОС-60 ). Такое соединение может оказаться непрочным, поэтому прибегать к этому припою следует лишь в крайнем случае. Тем более свинец быстро окисляется и дает темный матовый цвет.
Приступая к пайке серебра в домашних условиях, необходимо осуществить следующие действия:
- Тщательно очистить поверхности соединяемых деталей из серебра от различных загрязнений и окислов, обезжирить;
- Нагреть место соединения так, чтобы температура в точке пайки серебра стала выше температуры плавления припоя;
- Подать на место соединения припой вместе с флюсом , удобнее иметь трубчатый серебрянный припой;
- Прогреть образовавшийся стык паяльником, добиваясь расплавления припоя и его распределения между серебряными деталями;
- Дождаться остывания изделия и полировать место соединения, чтобы не было видно следов пайки.
Пайка газовой горелкой
Пайка газовой горелкой с оловом дает более надежное соединение, но требует большего внимания и навыков:
- Необходимо зачистить поверхности соединяемых деталей от черноты, загрязнений и окислов;
- Нанести на место соединения флюс, который может быть как покупным, так и приготовленным самостоятельно;
- Уложить на место спаивания кусочек припоя необходимого размера;
- Аккуратно прогревать изделие вокруг места пайки, следя за положением припоя, чтобы не допустить его сдувания пламенем;
- Когда припой начнет расплавляться, следует увеличить пламя до тех пор, пока припой не образует равномерный шов с блестящей поверхностью;
- После завершения пайки дать остыть и почистить место соединения, чтобы убрать следы флюса . Далее можно заполировать излишки олова.
Прочность паяного соединения
Стоит отметить, что припои из сплавов серебра с медью и цинком достаточно универсальны и могут паять любые металлы. Серебряный припой имеет достоинства в виде высокой прочности, скорости растекания, смачиваемости и устойчивости к коррозии. Паяное соединение с оловом, содержащим серебро получается прочнее свинцового. Недостатком серебряного припоя являются высокая температура плавления и значительная стоимость, поскольку серебро – драгоценный металл.
Прочностные характеристики припоя ПСР-1,4 в сравнении с другими припоями показаны в таблице ниже. Даже содержание серебра 1,4 % в припое заметно повышает временное сопротивление разрыву при сохранении низкой температуры плавления.
Число в названии припоя обозначает процентное содержание серебра в нем. Так, сплавы ПСР-2.5, ПСР-15 и ПСР-25 можно использовать при пайке изделий, которые не испытывают значительных нагрузок на шов. Для получения высокопрочного соединения используют припой ПСР-45, состоящий из 45% серебра, 30% меди и 25% цинка. Он обладает высокой вязкостью, ковкостью и текучестью. Паяное соединение будет обладать устойчивостью к коррозии, растяжениям, вибрации и ударам. Припои ПСР-65 или ПСР-80 обладают еще более высокими прочностными свойствами, однако имеют высокую стоимость.
Надо сказать, что серебряный припой весьма сложно найти в продаже, но его можно сделать самостоятельно. Как сделать серебряный припой самостоятельно и как паять газовой горелкой можно посмотреть в видеоролике.
Твердый серебряный припой своими руками
Припой — Твердый серебряный припой своими руками
Для экономии средств целесообразно изготовить серебряный припой своими руками, хотя этот шаг под силу лишь тем, кто владеет определенными знаниями. Научиться паять можно с помощью различных припоев, приобретенных в розничной сети.
Что такое серебряный припой?
Чистое серебро — дорогой металл и для работы используется редко. Структура его мягкая, поэтому мастера пользуются сплавами, в состав которых входят медь, цинк, а также алюминий, никель, кадмий.
Соединения серебра с медью и цинком обладают высокой способностью к расплавлению и используются в качестве серебряного припоя. Паяльный шов, выполненный таким припоем, очень прочный. Припой с 10% количеством серебра хорошо обрабатывается молотом в вальцах и используется для пайки стальных деталей.
Применяют припой ПСр-25 и ПСр-12 для соединения латунных поверхностей и выполнения особенно аккуратных и чистых мест спаивания. Форма изготовления серебряного припоя — сплошной лист, подвергающийся резке для получения полос необходимого размера. Для работ используют полосы толщиной 1,5-2 мм, а мелкие детали соединяют с помощью полос шириной в 3 мм. Серебряный припой применяют для заполнения зазоров между швами. Они выдерживают значительные вибрационные нагрузки, устойчивы к ударам и деформации.
Состав серебряного припоя устанавливает ГОСТ, регламентирующий область его использования.
Химический состав сплава для соединения материалов
Современные технологические процессы пайки предусматривают использование серебряного припоя, который при соединении узлов пригоден для ступенчатой пайки. Такая работа требует применения сплава, выдерживающего температуру в 600°C.
В состав припоя входят такие ингредиенты, как 30% серебра, 20% меди, 16% цинка, 33% кадмия. Сплав очень хрупкий и предназначен для пайки материалов, не подверженных колебаниям. Состав с увеличенным до 52% количеством серебра очень текучий, но хорошо выдерживает нагрузки при многоступенчатых этапах спаивания материалов.
Как правильно варить серебряный припой по старинной методике
Существует несколько способов создания серебряного сплава, но в совершенстве овладеть методикой можно лишь после длительной практики. Для получения сплава необходимо приготовить 2 монеты: полтинник 1924 г. и пятак 1962 г. Также для работы потребуются:
- серебро;
- ложка (не столовая);
- ингус;
- газовая горелка.
В начале работы в ложке расплавляют серебро. В полученный расплав добавляют пятикопеечную монету и покатывают смесь по ложке для лучшего перемешивания. Чем длительнее покатывают ложку, тем лучше происходит процесс перемешивания. Но есть один существенный недостаток: выгорает много составляющих, необходимых для припоя.
Затем мастер, который делает сплав своими руками, выливает его в ингус и раскатывает без отжига. Полученный припой имеет высокие качества: 10 г относятся к 900-й пробе.
Очень важно при пайке приготовить свежий флюс, который обеспечит качественную работу. Необходимо внимательно следить за величиной пламени в горелке: мягкий, не очень горячий огонь в виде метлы обеспечит получение качественного шва.
Для работы используют жесткие припои, которые содержат: 80 Ag, 16 Cu, 4 Zn, 75 Ag, 22 Cu, 3 Zn. Мягкие припои включают в свой состав: 65 Ag, 20 Cu, 15 Zn.
Для получения легкого серебряного припоя, используемого в ремонте изделий, необходимо приготовить: 7 частей серебра, 2,8 — латуни, 0,35 -цинка. Важно перед началом работы произвести зачистку латуни от оксидной пленки. Для получения 10 г припоя расплавляют серебро 999 пробы. После получения жидкого состава добавляют латунь, перемешивают содержимое в ложке. Когда состав полностью расплавился, добавляют цинк, несколько раз покачивают ложку, затем начинают прокатывать получившийся состав. После его изготовления необходимо с помощью ножниц разрезать лист проката и взвесить на весах. Для успешной работы следует приготовить:
- наждачную бумагу;
- ложку;
- газовую горелку;
- лопатку для перемешивания;
- фальцы;
- ножницы;
- весы.
Не обойтись мастеру-любителю без таких материалов, как:
- серебро;
- латунь;
- чистый цинк;
- бура, которая добавляется в расплавленный состав.
Иногда не подмешивают цинк в чистом виде: лучше использовать его сплав с латунью или медью. Цинк добавляют в припой, завернув в серебряную фольгу.
Чтобы сделать серебряный припой, можно брать серебро 96-й пробы, выжигу 94-й пробы. Ее получают, сжигая старые серебряные изделия: парчу, позументы, галуны.
Плавка серебряного припоя
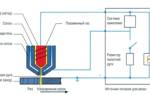
Оплавляя металлы, входящие в состав сплава, в тигле, получают серебряный припой. Тигель помещают в горн или расплавляют составляющие компоненты с применением паяльной трубки. Перед работой необходимо заготовить оборудование:
- тигель;
- деревянную палку или железный крюк;
- буру;
- древесно-угольную смесь;
- емкость с водой.
Расплавление компонентов припоя производится с применением буры. Соблюдают очередность операции: в первую очередь плавят тугоплавкие металлы, затем добавляют легкоплавкие.
Чтобы сделать припой своими руками, в тигле жидкие металлы постоянно мешают деревянным прутиком или железным крюком. Для создания припоя более высокого качества весь процесс распределяют на два этапа. Тигель вытаскивают из горна, а металл соединяют в емкости с водой. Образуются мелкозернистые капли, которые высушивают и вторично переплавляют, покрыв сверху бурой.
После полного расплавления металл переливают в формы. Застывшие плитки или бруски прокатывают в полосы, которые измельчают на токарном станке.
Для технического припаивания серебряных предметов пригодны сплавы, состоящие из металлов: 20% меди+80% серебра, 4% олова+48% латуни. При пайке стали серебряным припоем учитывают диаграмму состояния между медью и серебром.
Свойства среднеплавких сплавов
Серебряный припой обладает высокой прочностью, устойчив к коррозии в агрессивных средах, обладает низкой температурой плавления, высокой теплопроводностью. При работе он полностью заполняет зазор между спаиваемыми деталями и хорошо ложится на металлическую поверхность.
Сплав из 28,5% меди марки ПСр-72 имеет высокую пластичность. Работая над созданием припоя своими руками, следует помнить, что температура его плавления с медью снижается при легировании литием. Полученный сплав используется для спаивания стальных материалов, устойчивых к действию коррозии. Для снижения температуры расплавления припоя в него добавляют олово в количестве от 35 до 70%. Полученный сплав позволяет паять различные материалы, избегая образования трещин.
Как правильно приготовить припой в домашних условиях?
Осуществляя плавку, необходимо решить еще одну задачу: обеспечить обратный процесс — переход металла из жидкого состояния в плотное. Серебро необходимо расплавить, а затем отлить его в ингус.
Работу разделяют на 3 этапа: подготовка ложки — плавильня, добавление флюса, внесение шихты в ложку, расплавление исходного материала и его заливка в ингус.
На дно ложки помещают маленький прямоугольник картона, сверху пластину большего размера, пока последняя ее часть не обернет края ложки. Затем необходимо хорошо обжать картонные листы. Следят за формой ложа: оно должно быть вогнутым.
Это очень важный момент работы: при изготовлении припоя своими руками в глубокой выемке ложки процесс плавления затягивается надолго, поэтому ее необходимо просушить вблизи конфорки.
На ювелирных весах производят сортировку шихты. Мастер подготавливает такие материалы, как:
- 20 г серебряного лома 916-й пробы;
- лом 875-й пробы;
- 12 г чистого серебра;
- металл для припоя;
- буру;
- газовый аппарат.
Распределяют шихту по 18-20 г в отдельные кучки. Производят смешивание лома 875 и серебра: на одну плавку идет 6 г пробного и 42% чистого серебра. Шихту очищают с помощью магнита, удаляя примеси железа и стали.
Припой изготавливают из серебра 875 пробы с медью в пропорции 4:1 (3 медные монеты и 1 серебряный полтинник). В качестве флюса берут буру: 1 часть на 10 частей шихты. Проверяют горелку, регулируя высоту пламени. Ложку помещают над горелкой. Серебро изменяет свой цвет, стекает на дно.
Ингус помещают около пламени горелки для прогревания, предварительно смазав воском. Расплав не должен остывать и блестеть. Его выливают в ингус, который хорошо прогрет. Делают это немедленно, уверенными движениями руки, чтобы он не остыл и не раскололся на несколько частей. Ингус помещают под холодную струю воды. Когда брусок будет достаточно охлажден, его вытаскивают, перевернув форму. Картонное или асбестовое покрытие предназначено для 3-5 плавок.
Изготовление припоя своими руками — процесс несложный, но увлекательный, требующий аккуратности, терпения и мастерства.
Серебряные припои
1. Немного теории
Начну с цитаты из Бреполя: «При изготовлении припоя базой его следует брать эвтектический состав сплава Ag-Cu и добавками цинка понижать температуру плавления. Разность температур плавления основного металла и припоя должна быть не менее 50 °С.»
Что такое «эвтектический состав сплава»? Я уже упоминал в статье «Температура плавления сплавов Ag-Cu-Zn» термины «ликвидус» и «солидус». Повторю: ликвидус — это температура полного расплавления сплава при его нагревании, а солидус — температура полного затвердевания сплава при его охлаждении. У чистых металлов эти температуры совпадают, и при достижении точки плавления температура металла остается постоянной, пока он полностью не перейдет в жидкое состояние. У сплавов в общем случае существует промежуток температур, в котором он уже не твердый, но еще не жидкий. Нижняя граница этого промежутка — солидус, верхняя — ликвидус (от слов «твердый» и «жидкий»). Однако, при определенном сочетании компонентов сплав ведет себя, как единый металл: точки солидуса и ликвидуса совпадают. Это сочетание и называется эвтектическим.
Из приведенной диаграммы (кликните, чтобы увеличить) видно, что все сплавы с содержанием серебра ниже 91% начинают плавиться при одной и той же температуре — 779 °С, а полностью расплавляются — по-разному. И есть одна точка (72% серебра), где ликвидус совпадает с солидусом. Это и есть эвтектика для сплавов Ag-Cu. В этой точке — самая низкая температура плавления для всех этих сплавов («эвтектика» — по-гречески «легко плавящийся»).
Для тройных сплавов Ag-Cu-Zn эта интересная для нас точка превращается в линию, которая жирно и красно выделена на уже знакомой вам диаграмме изотерм ликвидуса. Вдоль этой линии как раз и располагаются наиболее подходящие для припоев сплавы. Подходящие — сразу в нескольких смыслах:
- они содержат минимальное количество цинка, необходимое для данной температуры плавления;
- они плавятся без промежуточного кашеобразного состояния, что обеспечивает чистоту и однородность шва;
- они имеют равномерную мелкозернистую структуру, которая гарантирует прочность и пластичность соединения.
Вот почему Бреполь и советует брать за базу эвтектический сплав, ничего, правда, при этом не объясняя. Мол, если не лаптем щи хлебаете, разберетесь сами.
2. Выбираем припои из таблиц
Я имею в виду припои, рецепты которых приведены в многочисленных таблицах. Я выписал те из них, где нет явных опечаток, и столько, на сколько у меня хватило терпения. А затем обработал каждый программой Ag-Cu-Zn и получил таблицу, показанную на соседней картинке (кликните, чтобы увеличить).
Тут как раз самое время раскрыть тайну параметра, срытого под греческой буквой «эпсилон». Следуя завету Бреполя, что хороший состав припоя — это эвтектический состав, я решил ввести в программу алгоритм вычисления некоего параметра, который характеризовал бы «эвтектичность» сплава. Параметр ε показывает относительное отклонение выбранного состава сплава от эвтектического. В идеальном случае он равен единице, а наиболее отдаленные его значения — от 0,7 до 1,4. Близкими к эвтектике значениями следует считать примерно от 0,95 до 1,05.
Кроме температуры плавления и параметра «эвтектичности» на выбор припоя влияет еще один немаловажный критерий — его проба. Здесь нет такого жесткого требования, как для золота, чтобы проба припоя совпадала с пробой сплава, однако, есть нижний порог, за которым могут возникнуть конфликты с инспекцией пробирного надзора. Этот порог — 60% серебра, т.е., проба должна быть не ниже 600. Кроме того, от пробы припоя зависит его цвет и стойкость к химическим воздействиям. Исходя из этого, хотелось бы выбрать припои как можно более высокой пробы.
И, наконец, самое важное: что мы собираемся паять? В данном случае речь идет о ювелирных сплавах серебра. О пайке меди, стали и прочих металлов поговорим в другой раз. Вспоминаем второй завет Бреполя: температура плавления припоя должна быть как минимум на 50 градусов ниже температуры плавления основного сплава (здесь имеется в виду солидус, т.е., начальная точка его плавления). Для всех ювелирных сплавов ниже 910 пробы солидус равен 779 градусам. Для 925 пробы — 808 градусов, для 916 — 789.
Смотрим в таблицу: первые четыре отпадают из-за слишком высокой температуры, последние четыре — из-за низкой пробы. Начнем с выбора твердого припоя. Для пайки 925 пробы серебра мы можем позволить себе припой с температурой плавления 760 градусов. По таблице выбираем составы 5 и 10: первый — за пробу, второй — за «эвтектичность». Затем выбираем мягкий припой — просто берем самый низкоплавкий, это состав 23. Средний припой должен иметь температуру около 730 градусов. Из таблицы лучший вариант, пожалуй, — номер 15.
3. Сочиняем свои рецепты
Однако, нет никакой необходимости выбирать припои именно из этой или какой-либо другой таблицы. У нас же есть программа Ag-Cu-Zn ! Вводим в правой ее части требуемые пробу и температуру и добиваемся такого их сочетания, при котором есть решение. Затем в левой части программы уточняем параметры полученного сплава и подгоняем до требуемых.
Мне пришлись по вкусу четыре припоя, показанные на последней картинке. У них температуры отличаются примерно на 20 градусов, и они удовлетворяют практически все потребности при пайке серебра.