Содержание
- Сварка в углекислом газе
- Режим и техника сварки
- Особенности процесса сваривания
- Комплектность оборудования
- Как варить нержавейку полуавтоматом в среде углекислого газа: видео, советы
- Виды нержавеющих сталей
- Свойства и свариваемость нержавейки
- Расходные материалы
- Некоторые особенности технологии
- Особенности выполнения полуавтоматической сварки в среде углекислого газа
- Особенности проведения сварки
- Как нужно подготовить металлические изделия к работе
- Технология выполнения сварки в углекислоте
- Комплектность оборудования
- Как работает сварка в углекислой среде
- Теория и химические закономерности
- Особенности полуавтоматической сварки в среде углекислого газа
- Подготовка металла к сварке в среде углекислого газа
- О сварочной проволоке
- Режимы полуавтоматической сварки в среде защитных газов
- Техника полуавтоматической сварки в углекислой среде
- Приемы для увеличения производительности
- Особенности импульсно-дуговой сварки в среде углекислого газа
- Как варить нержавейку полуавтоматом
- Особенности сварки нержавеющей стали
- Выбор материалов для сварки
- Подготовительные работы
- Технология сварки нержавейки полуавтоматом
- Заключительные работы
- Полезные советы
Полуавтоматическая сварка в среде углекислого газа
Сварка в углекислом газе
Сварка металла в защитной среде углекислого газа считается профессионалами одной из самых эффективных. Особенно когда дело касается соединения тонких по толщине заготовок или деталей. Именно поэтому сварка в углекислом газе используется для ремонта кузовов автомобилей, минимальная толщина которых составляет 0,5 мм. К основным достоинствам данного вида сваривания металлов можно отнести:
- достаточно высокую производительность;
- незначительный нагрев свариваемых заготовок, что приводит к минимальному их короблению;
- варить швы можно в любом положении, и это не составляет большого труда, и не влияет на качество конечного результата;
- благоприятные условия проведения сварочного процесса;
- минимальные затраты, так как сам углекислый газ стоит очень дешево.
Проводить дуговую сварку в среде углекислого газа можно ручным способом, при помощи полуавтоматов и автоматов. В небольших цехах по ремонту автомобилей используется именно сварка в среде углекислого газа полуавтоматами. Это удобно, это позволяет регулировать подачу присадочной проволоки в зону сваривания, скорость которой варьируется в пределах 148-600 м/ч.
Режим и техника сварки
На что необходимо обратить внимание, проводя полуавтоматическую сварку в среде углекислого газа.
- Сварка металлов проводится на постоянном токе при обратной полярности. Это когда минус подключается к заготовке, а плюс к электроду. В данном случае с полуавтоматами к присадочной проволоке.
- Силу тока регулируют в зависимости от толщины свариваемых металлов, от скорости подачи присадочной проволоки в зону сваривания и от напряжения электрической дуги.
- Напряжение дуги является очень важной составляющей сварочного процесса. От его значения зависят размеры сварного шва. К примеру, если напряжение большое, то ширина шва в процессе сварки также становится большой.
- Вылет проволоки тоже играет немаловажную роль. Если вылет небольшой, то сварщик плохо видит и сам процесс соединения, и зону сварки. При большом вылете проволоки сварочная дуга дестабилизируется.
Поэтому качество сварки зависит от вылета проволоки из горелки, а также от скорости перемещения последней. Если скорость будет большая, то сварка произойдет прерывистыми участками. Если малая, то расплавленный металл заполнит не только зазор между заготовками, но и вытечет за его пределы, что приведет к последующей доработке стыка. К тому же при небольшой скорости появляется вероятность получения прожогов.
Что касается техники при сварке полуавтоматом, то она достаточно проста и не требует каких-то особых манипуляций с горелкой. В первую очередь перед началом сварочных работ необходимо убедиться, что углекислый газ подается из баллона на горелку. Для этого нужно всего лишь открыть вентиль на редукторе баллона и подставить ладонь под горелку. Небольшой ветерок говорит о том, что система подачи работает нормально.
Кстати, давление углекислоты в баллоне должно составлять 60-70 кгс/см², что контролируется манометром на редукторе, а вот давление самого газа в горелке показывает второй манометр на редукторе баллона. Его значение должно быть 2,0 кгс/см². Этот показатель не является абсолютным, потому что сам сварочный процесс может проходить при разных условиях. К примеру, сквозняки в цеху, на открытой площадке. При таких условиях давление на горелке необходимо поднять, что увеличит расход углекислоты.
Все готово, можно приступать к сварке. Для этого проволоку необходимо выпустить из горелки немного больше, чтобы легко ею можно было бы дотронуться до свариваемого металла для возбуждения дуги. Конец проволоки устанавливается на поверхность металлической заготовки, после чего сварщик нажимает на кнопку пуск на рукоятке горелки. Происходит поджиг дуги, после чего проволока убирается до необходимого размера. Открывается вентиль на редукторе баллона с углекислым газом, производится подача углекислоты в зону сварки.
В процессе углекислотной сварки горелку можно перемещать в любом направлении. Здесь важно, чтобы для сварщика данное направление было удобным. То есть, он смог бы отслеживать и контролировать сварочную операцию. При этом горелка должна располагаться под углом 60-70° по отношению к свариваемой поверхности заготовок.
Специалисты же отмечают различия направления сварки и угла наклона проволоки. К примеру, если варить слева направо, то горелку лучше держать углом назад. Если справа налево, то углом вперед. В первом случае глубина сваривания резко увеличивается, а вот ширина сварного шва заметно уменьшается. Во втором случае, наоборот, глубина проварки уменьшается, а ширина шва увеличивается. Последний вариант лучше всего подходит к сварке тонкостенных металлических деталей.
Внимание! Завершать сварочный процесс необходимо полным заполнением кратера расплавленным металлом. Подачу проволоки после этого нужно прекращать, а вот с отключением газа лучше повременить. Здесь важно, чтобы расплавленный металл в сварочной ванне остывал постепенно. Поэтому стоит немного поддержать температурный режим до того, пока металл не застынет.
Особенности процесса сваривания
Сварка в углекислом газе полуавтоматом – это практически тот же процесс, что и сварка под флюсом. Все дело в том, что не все металлы могут свариваться без защитного слоя. Но сваривание углекислотой – это в первую очередь дешево, потому другие виды сварки полуавтоматами также имеют высокое качество конечного результата.
В чем суть применения углекислого газа. Он защищает зону сварки от окружающего воздуха, в котором присутствует влажность и кислород. Но под действием высоких температур углекислота распадается на тот же кислород и угарный газ. Так вот этот кислород начинает взаимодействовать с металлом, окисляя его. Что, конечно, не очень хорошо. Вот почему так важно нейтрализовать окисляющий химический элемент.
Это можно сделать одним единственным способом – подавать в зону сварки металл, в состав которого входят раскислители. А это кремний или марганец. Так как эти два металла более активны, чем железо, то они первыми и вступают в реакцию с кислородом. Поэтому для сварки в углекислоте используется стальная проволока, в состав которой входят два эти элемента. Это очень важный момент. При этом считается, что оптимальное соотношение марганца к кремнию в составе присадочной проволоки должно быть 1,5-2,0. То есть, марганца должно быть почти в два раза больше.
Самое главное, что при взаимодействии кислорода с марганцем и кремнием образуются оксиды этих металлов. Они не растворяются в жидком расплавленном металле, образованном в сварочной ванне. Но хорошо взаимодействуют друг с другом, превращаясь в шлак, который легко выводится из зоны сваривания. Вот несколько особенностей сварки в углекислом газе.
Комплектность оборудования
Сварочный пост комплектуется нижеследующим оборудованием и принадлежностями.
- Источник постоянного тока. Это может быть сварочный трансформатор или инвертор. Второй источник поддерживает стабильную дугу.
- Газовый баллон вместимостью 40 литров, куда может поместиться углекислый газ весом 25 кг. Его спокойно хватит на непрерывную работу в течение 15 часов.
- Подающий механизм. Сегодня производители предлагают огромнейший ассортимент этого устройства, так что выбрать есть из чего. К примеру, очень популярная модель А-547-У. Механизм подачи располагается в небольшом металлическом чемоданчике, который легко переносится. Некоторые модели снабжаются ремнем для переноски на плече. В чемоданчик помещается и катушка с проволокой. Сюда же установлен газовый клапан, как вторичный защитный элемент. Первый, понятно, редуктор на баллоне.
- Промежуточным элементом от баллона до горелки – осушитель (подогреватель электрический) газа.
- Горелка с комплектом шлангов и кабелей.
Итак, сварка металлических заготовок в среде защитного углекислого газа – эффективный способ сваривания. Он зависит от выбранного режима работы и техники проведения процесса. А в качестве конечного результата получается хорошо сформированный шов с отличным проваром по всей глубине зазора, плюс великолепные технические свойства наплавленного металла.
Как варить нержавейку полуавтоматом в среде углекислого газа: видео, советы
Сварка нержавейки полуавтоматом может представлять достаточно высокую сложность не только для новичка, но и для опытного специалиста. Такие сложности в первую очередь связаны с особенностями самого металла, для качественной сварки которого необходимо правильно подобрать рабочие режимы сварки и соответствующие расходные материалы.
Полуавтомат для сварки металла в среде защитного газа
Виды нержавеющих сталей
Основным легирующим элементом сталей, относящихся к категории нержавеющих, является хром. Именно благодаря данному элементу, которого в нержавейке должно содержаться не менее 12%, на ее поверхности создается оксидная пленка. Несмотря на очень незначительную толщину такой пленки, иногда не превышающую размеров нескольких атомов, она обеспечивает надежную защиту металла от воздействия коррозии. Кроме того, если случайно или преднамеренно повредить эту защитную пленку методом механического воздействия, то через некоторое время она восстановит свою целостность.
В химическом составе преимущественного большинства марок нержавеющих сталей, кроме железа, углерода и хрома, могут содержаться такие химические элементы, как никель, титан, ниобий и молибден. Эти элементы, находящиеся в составе нержавейки в достаточно незначительных количествах, улучшают как антикоррозионные, так и механические характеристики сплава.
Химический состав основных марок нержавеющей стали
Это сплавы, содержащие в своем составе 17% хрома и 0,5% углерода. Нержавейка с такой структурой отличается твердостью и высокой хрупкостью и может успешно эксплуатироваться только в слабоагрессивных средах.
В химическом составе таких сталей, кроме хрома и углерода, также содержится никель, который и увеличивает аустенитную область в их структуре. Отличительными качествами таких сплавов, относящихся к категории немагнитных, являются высокая коррозионная устойчивость, прочность, оптимально сочетающаяся с хорошей пластичностью.
Сюда относятся нержавеющие стальные сплавы, содержащие в своем составе не более 0,12% углерода и до 30% хрома. Такая нержавейка, отличающаяся хорошим соотношением высокой прочности и пластичности, устойчива к термической закалке и может успешно эксплуатироваться в условиях воздействия агрессивных сред.
Сварка нержавеющей стали в защитной среде полуавтоматом обеспечивает качественное соединение изделий
Свойства и свариваемость нержавейки
Стали, относящиеся к категории нержавеющих, являются трудно свариваемым материалом, что объясняется рядом их физических и химических характеристик. Решив варить нержавейку полуавтоматом, вы должны учитывать ряд важных параметров. Только в таком случае можно рассчитывать на то, что полученное сварное соединение будет отличаться требуемым качеством и надежностью.
По сравнению со сталями других категорий, нержавейка отличается достаточно низкой (в среднем в два раза) теплопроводностью. Из-за этого тепло из сварочной зоны отводится очень плохо, в результате металл подвергается значительному перегреву, что отрицательно сказывается на его коррозионной устойчивости. Чтобы избежать таких негативных последствий, сварка нержавейки с помощью полуавтомата выполняется на пониженном токе (на 15–20%), а соединяемые детали подвергают дополнительному охлаждению.
Ориентировочные режимы полуавтоматической сварки в среде защитного газа
При значительном нагреве (свыше 500°) на границах кристаллической решетки нержавеющего металла формируются карбидные соединения, которые становятся причиной возникновения такого явления, как межкристаллитная коррозия. В результате происходит расслоение внутренней структуры металла и развиваются коррозионные процессы. Чтобы избежать этого, прибегают к более интенсивному охлаждению соединяемых изделий, для чего может использоваться обычная вода.
Варить нержавейку (в том числе и в среде защитного газа) сложно еще и потому, что она имеет склонность к тепловому расширению. Значительное расширение соединяемых изделий, происходящее в процессе сварки полуавтоматом, приводит к образованию трещин как в сварном шве, так и в основном металле. Между тем можно избежать такого явления, если между свариваемыми деталями оставлять более широкий зазор.
Качественный сварной шов нержавейки может быть слегка сероватым, но не темным
Нержавеющая сталь из-за особенностей своего химического состава отличается достаточно высоким электрическим сопротивлением, что становится причиной значительного нагрева электродов, используемых для выполнения сварки полуавтоматом. В связи с этим для сварки нержавейки применяют электроды, изготовленные из проволоки с определенным химическим составом, а длина прутков, если в их состав входят хром и никель, не должна превышать 350 мм.
Расходные материалы
Хороших результатов соединения деталей из нержавейки позволяет добиться сварка, выполняемая в среде защитного газа. Чтобы варить по такой технологии, естественно, потребуется как специальное оборудование, так и соответствующие расходные материалы, в качестве которых выступают присадочная проволока и сам газ.
Назначением газа при сварке полуавтоматом является защита расплавленного металла в сварочной ванне от окисления. Газ, используемый для такой защиты, сам не должен вступать в реакцию с расплавленным металлом, чтобы не оказывать на него вредного влияния. Именно поэтому в качестве защитной среды преимущественно используют инертный аргон, смешанный с небольшим количеством углекислого газа.
Слева сварной шов, выполненный в среде углекислого газа. Справа – в аргоне (98%)
Стандартный состав газовой смеси, используемой при сварке нержавейки полуавтоматом, включает в себя 98% аргона и 2% углекислого газа. В отдельных случаях, чтобы снизить себестоимость выполнения сварки, допускается применять газовую смесь, состоящую из 70% аргона и 30% углекислого газа.
Чтобы варить нержавейку, получая при этом качественный и надежный сварной шов, очень важно правильно подобрать присадочную проволоку, которая также должна быть изготовлена из нержавеющей стали. В тех случаях, когда нет возможности воспользоваться защитным газом, сварку полуавтоматом проводят в обычной среде, но для ее выполнения используют специальную порошковую проволоку. Между тем использование последней приводит к тому, что сварные швы со временем могут покрыться слоем ржавчины.
Некоторые особенности технологии
Значительно повысить качество сварки нержавейки, а также упростить процесс ее выполнения позволяет использование специальных сварочных полуавтоматов, упомянутых выше. Использование такого оборудования позволяет решить сразу несколько технологических задач, к числу которых относятся:
- подача присадочной проволоки в зону формирования соединения;
- подача в зону сварки защитного газа;
- охлаждение сварочной горелки;
- обеспечение удобства выполнения сварных соединений в труднодоступных местах.
Оборудование для сварки полуавтоматом
В изделиях из нержавеющих сталей в процессе сварки образуются значительные внутренние напряжения, которые снимаются их дальнейшей термической обработкой – нагревом до температуры 660–760° и медленным охлаждением на открытом воздухе.
Подготовка к сварочным работам
Прежде чем варить с помощью полуавтомата изделия, изготовленные из нержавейки, их необходимо правильно подготовить, чтобы получить качественное и надежное соединение. Процесс такой подготовки заключается в следующем.
- Поверхность соединяемых деталей тщательно зачищается с применением металлической щетки, а затем обезжиривается, для чего можно использовать наиболее распространенные растворители.
- Чтобы удалить с поверхности изделия остатки влаги, его нагревают до температуры 100°.
Подготовка нержавейки для сварки коллектора
Правила и методы сварки
Как уже говорилось выше, чтобы качественно варить нержавейку с помощью полуавтомата, необходимо правильно подобрать присадочную проволоку, из которой и будет формироваться сварной шов. Оптимально, если степень легирования проволоки превышает аналогичный параметр основного металла. Объясняется это тем, что легирующие элементы, содержащиеся в химическом составе проволоки, будут выгорать из металла в процессе его плавления, поэтому их содержание и должно быть учтено с запасом.
Для полуавтоматической сварки нержавейки используется проволока со сверхнизким содержанием углерода и высоким содержанием кремния, устойчивая к окисляющим средам
Для сварки изделий, изготовленных из нержавейки, используются три основные метода:
- метод короткой дуги (применяется в тех случаях, когда свариваются изделия небольшой толщины);
- метод струйного переноса (позволяет выполнять сварку деталей даже очень значительной толщины);
- импульсный (наиболее универсальная технология, позволяющая выполнять сварочные работы с высокой производительностью и при этом экономить затрачиваемые ресурсы).
Каждый из перечисленных методов отличается определенными особенностями, но есть и общие правила, которых следует придерживаться, используя каждый из них. Рассмотрим эти правила.
- Корпус горелки располагается под противоположным углом к ходу шва, чтобы обеспечить качественный обзор последнего.
- Сопло горелки, через которое подаются защитный газ и сварочная проволока, располагают на расстоянии приблизительно 12 мм от поверхности изделий.
- Присадочная проволока, расплавленная в результате горения электрической дуги, подается в зону формируемого сварного шва небольшими каплями.
Положение горелки – примерно на 11 часов
Кроме того, существуют общие рекомендации по выполнению сварочных работ, для осуществления которых используется защитный газ.
- Варить нержавейку следует только на обратной полярности.
- Угол, под которым располагается сопло сварочного аппарата, должен обеспечивать хороший провар места соединения и небольшую ширину формируемого шва.
- Вылет проволоки из сопла сварочного аппарата не должен превышать 12 мм.
- Расход газа, который формирует защитную среду, должен находиться в интервале 6–12 м 3 /мин.
- Газ, который подается в зону сварки, должен предварительно пропускаться через осушитель, в качестве которого используется медный купорос.
- Чтобы минимизировать разбрызгивание расплавленного металла из зоны выполнения сварки, поверхность соединяемых изделий обрабатывают водным раствором мела.
- Чтобы получить красивый и качественный сварной шов, его не следует начинать и заканчивать на самом краю соединяемых деталей. Лучше отступить на некоторое расстояние. Сама сварка, что важно, выполняется без колебательных движений в стороны от формируемого шва.
Устранение деформаций
В процессе сварки изделия из нержавейки могут деформироваться, что связано с их значительным нагревом в процессе выполнения этой процедуры. Для того чтобы исправить такие дефекты, можно воспользоваться одним из двух способов.
- Используя молоток и гладилку, образовавшийся на поверхности нержавейки «пузырь» просто простукивают, двигаясь от края детали.
- Выправление сформировавшегося коробления при помощи простукивания будет более эффективным, если совместить его с прогревом деталей, для чего можно использовать обычную газовую горелку.
Для того чтобы качественно варить нержавеющую сталь с помощью полуавтомата, недостаточно просто познакомиться с теоретической базой, очень желательно посмотреть и обучающее видео на эту тему.
Особенности выполнения полуавтоматической сварки в среде углекислого газа
Несмотря на то что данная технология сваривания металлов была создана давно, она по сегодняшний день пользуется большой популярностью в быту и в разных сферах народного хозяйства. Это объясняется ее высокой производительностью, формированием качественных швов и невысокой стоимостью.
Особенности проведения сварки
Сварка металла данным способом происходит за счет сложных химических реакций. В зону обработки поступает только диоксид углерода. В среде, где наблюдают высокие значения температуры, газ преобразуется на две составляющие – дикислород и угарный газ. В результате в зоне выполнения работ присутствует несколько газообразных веществ. Они защищают металл от негативного воздействия воздуха. При этом образовавшиеся газообразные соединения вступают в реакцию окисления с составляющими компонентами стальных изделий.
Для нейтрализации негативного воздействия углекислого газа используется специальная сварочная проволока. Она содержит в составе марганец и кремний, которые намного активнее железа. Вначале именно они вступают в реакцию с газами, не допуская разрушения стали. В процессе сваривания металлов марганец и кремний преобразуются в легкоплавкие соединения. Они выступают на поверхность в виде твердого остатка.
В углекислом газе сварочные операции осуществляются при постоянном токе. Его полярность должна быть обратной, а не прямой. Это объясняется тем, что при таких условиях ухудшается качества электродуги. В результате происходит деформация сварного шва и увеличивается расход электродов.
Но когда выполняется наплавка металла, постоянный ток с прямой полярностью будет более эффективным. Его коэффициент наплавления почти в 2 раза больше, если сравнивать со значениями, полученными при работе с обратной полярностью. Допустима сварка с непостоянным током. Для этого необходимо использовать осциллятор.
Как нужно подготовить металлические изделия к работе
Сварка в углекислом газе идеально подходит для листов из разных типов стали. Если их толщина колеблется в пределах 0,6–1 мм, необходимо предварительно выполнить отбортовку кромок. Когда этого не сделано, зазор между соседними кромками не должен превышать 0,3–0,5 мм.
Если толщина листа составляет меньше 8 мм, такой подготовительной операции можно не проводить. Максимально возможный зазор не должен превышать значения 1 мм. Для листов толщиной до 12 мм выполняют разделку V-типа, 12 мм и больше – Х-вида.
Перед свариванием металлов необходимо тщательно очистить их кромки от любых загрязнений. Это допускается делать вручную или при помощи пескоструйной обработки.
Технология выполнения сварки в углекислоте
При выборе способов сварки в углекислом газе необходимо ориентироваться на толщину обрабатываемого металла. Чем она больше, тем ниже будет скорость рабочего процесса и сила применяемого тока. Для эффективного выполнения поставленных задач нужно обеспечить сварочную дугу не больше 4 мм. В противном случае она станет неустойчивой, произойдет разбрызгивание металла, нарушится оптимальный химический состав сварочной ванны.
При сварке металла скорость подачи прута определяется с учетом силы производимого тока и напряжения. Ее вылет определяется на основании значений диаметра:
- диаметр меньше 1,2 мм – вылет достигает 15 мм;
- больше 1,2– 35 мм.
При сварке в углекислом газе также следует придерживаться требований относительно расстояния от мундштука до поверхности металла:
- при низком токе – меньше 15 мм;
- при высоком токе – меньше 25 мм.
Техника сварочных работ – основные правила и рекомендации
Чтобы во время сварки в углекислом газе предотвратить образование горячих трещин, корневой шов нужно выполнять при небольшом значении тока. Работы могут происходить с использованием нескольких техник:
- справа налево – углом вперед;
- слева направо – углом назад.
Техника сварки металла углом вперед позволяет получить широкий шов небольшой глубины. Подобная технология чаще всего применяется для тонкостенных изделий. Она подходит для сварки стали, которая подвержена формированию закалочных структур. При использовании техники углом назад увеличивается глубина сварочного шва, но уменьшается его ширина. Оптимальный угол для горелки в среде газа составляет 15 градусов.
При завершении сварки рекомендуется заполнить кратер расплавленным металлом. После этого прекращают подачу проволоки и тока. А спешить с перекрытием вентиля для газа не стоит. Это нужно сделать, когда обрабатываемый металл окончательно перейдет из жидкого состояния в твердое.
Приемы для повышения производительности работ
Сварка металла в газовой среде часто происходит при повышенных значениях рабочего тока. Но это можно сделать, только если работы выполняются в нижнем положении. В других случаях, увеличивать силу тока допускается лишь при повышении качества происходящих процессов кристаллизации, расплавленных во время сварочных манипуляций металлов.
Это можно сделать, если синхронизовать движения по шву, дополнительно забирая проволоку. В этот момент происходит угасание дуги. К моменту запуска оборудования в работу металл успевает приобрести дополнительную прочность.
Методы для увеличения вылета сварочного прута
При выполнении полуавтоматической сварки возникает необходимость увеличить вылет проволоки, что особенно актуально при ее незначительном диаметре. В таком случае удается повысить производительность обработки металла. Это происходит за счет того, что проволока попадает в рабочую зону уже в нагретом виде. Поэтому она быстро расплавляется, что существенно увеличивает объем жидкого металла.
Чтобы зафиксировать проволоку в нужном положении, используются специальные керамические наконечники. При увеличении размера вылета на 4,5 см производительность сварки возрастает на 35%.
Импульсная сварка
Данный вид сварки металла выполняется для угловых и тавровых соединений. При помощи данного метода можно обеспечить качественный и равномерный провар по всей длине заготовки. Он позволяет уменьшить сечение шва на 32%, придать ему нормальную или вогнутую форму. При использовании данного метода существенно увеличивается скорость сварки и снижается расход электричества.
Комплектность оборудования
Для выполнения полуавтоматической сварки применяется специально укомплектованный сварочный пост, который имеет следующие составляющие:
- держатель;
- механизм для подачи газа;
- включатель;
- щиток;
- манометр для определения давления в системе с переходным штуцером для его установки;
- газовый редуктор с манометром;
- осушитель и подогреватель газа;
- баллон, содержащий углекислый газ;
- генератор;
- узел управления.
Для сварки используют углекислый газ, который поставляется к месту работы в специальных баллонах в жидком состоянии. Для проведения поставленных задач применяются разные типы проволоки, характеристики и состав которых зависят от марки стали.
Самыми популярными моделями полуавтоматов называют ПШП-10, А-547, А-537. Каждая из разновидностей сварочного оборудования имеет свое предназначение. ПШП-10 используется для сварки металлов разного типа, которые способны плавиться при присутствии углекислоты. Полуавтоматы А-547 и А-537 используются с электродной проволокой разного диаметра – от 0,8 до 2 мм.
Видео по теме: Как варить полуавтоматом
Как работает сварка в углекислой среде
Теория и химические закономерности
Технология сварки в углекислом газе была создана в СССР еще в середине двадцатого века. Впоследствии она получила широкое распространение в промышленности, в строительстве, а также в быту, благодаря низкой себестоимости углекислого газа, универсальности, и высокой производительности.
Полуавтомат для работы с углекислотой
Принцип действия этого метода таков: в сварочную зону поступает углекислый газ, распадаясь под воздействием высоких температур на составляющие – кислород (О2) и угарный газ (СО).
Формула процесса выглядит так: 2СО2=2СО+О2.
Таким образом, в сварочной зоне присутствуют сразу три газа: углекислый, угарный и кислород. Данная комбинация защищает металл от нежелательного воздействия со стороны находящегося в атмосфере воздуха, но и вступает в активное взаимодействие с углеродом и железом, содержащимися в стали.
С целью нейтрализации углекислого газа применяется особая сварочная проволока, содержащая марганец и кремний. Они активнее железа, и вступают в реакцию окисления первыми, не допуская окисления углерода и железа.
Марганец и кремний вносятся в соотношении 1.5 к 2, образуя в процессе сварки легкоплавкое соединение и выводясь в виде шлака на поверхность.
Особенности полуавтоматической сварки в среде углекислого газа
В углекислой среде сваривание металлических деталей производится постоянным током, имеющим обратную полярность. Почему так? Потому что если выполнять сварку постоянным током с прямой полярностью, то ухудшается стабильность электрической дуги, и вследствие этого деформируется шов, а металл электродов тратится на разбрызгивание и угар.
А вот если выполняется наплавка, тогда использование тока с прямой полярностью имеет приоритетное значение, потому что он обладает значительно большим коэффициентом наплавки (в 1.6-1.8 раз), чем ток с обратной полярностью.
Допускается также сварка с использованием переменного тока. При этом желательно использовать осциллятор. Постоянный ток генерируется с помощью преобразователей тока с жесткой характеристикой.
Подготовка металла к сварке в среде углекислого газа
Листы из углеродистой или низколегированной стали хорошо свариваются в углекисло-газовой среде. При толщине листов от 0.6 до 1.0 мм рекомендуется проводить отбортовку кромок. Если отбортовка не выполняется, тогда зазор между подлежащими сварке кромками не должен быть более 0.3-0.5 мм.
При толщине листов от 1 до 8 мм кромки можно не разделывать. Максимальный зазор, который можно при этом допускать – не более 1.0 мм. Для листов толщиной от 8 до 12 мм принято делать V-образную разделку, а при толщине более 12 мм – Х-образную разделку.
До начала сварочного процесса необходимо зачистить на кромке краску, окалину, масло, грязь, или другие загрязнения. Это можно сделать вручную, либо с использованием пескоструйной обработки.
О сварочной проволоке
Для полуавтоматической сварки используется проволока, обладающая повышенным содержанием таких добавок как марганец и кремний. Проволока должна быть чистой, иначе падает устойчивость режимов и стабильность электрической дуги. Марка используемой проволоки зависит от металла, который требуется сварить.
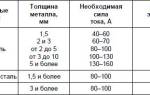
Режимы полуавтоматической сварки в среде защитных газов
На выбор режима напрямую влияет толщина свариваемого металла. Чем она больше, тем ниже получается скорость сварочного процесса, и тем больше нужна сила тока. Сварочная дуга должна быть как можно более короткой (от 1.5 до 4 мм), иначе она становится неустойчивой, повышается разбрызгивание металла, повышается вероятность насыщения азотом и окисления жидкой ванны.
Сварка в среде защитных газов
Скорость подачи проволоки зависит от напряжения и силы сварочного тока. На величину ее вылета влияет и диаметр – при значении 0.5-1.2 мм вылет равняется 8-15 мм, а при 1.2-3 мм вылет увеличивается до 15-35 мм.
Что касается расстояния от мундштука горелки до металла, то оно равняется 7-15 мм при силе тока до 150А, а при значениях до 500А – 15-25 мм.
Техника полуавтоматической сварки в углекислой среде
Чтобы предотвратить во время сварки риск возникновения горячих трещин, корневой шов лучше всего сваривать при небольшой величине тока.
Сварка в углекислой среде
Можно выполнять сварку полуавтоматом справа налево (“углом вперед”), либо слева направо (“углом назад”). В первом случае получается широкий сварной шов и уменьшенная глубина проплавления. Такая техника хорошо подходит для тонкостенных изделий, а также для сварки сталей, при которых могут образовываться закалочные структуры.
При сварочной технике “углом назад” возрастает глубина проплавления, а ширина шва – уменьшается. Угол, под которым нужно держать горелку к свариваемой детали – 15°.
Рекомендуется завершать сварной шов заполнением кратера металлом, после чего остановить подачу проволоки и завершить подачу тока. А вот спешить завершать подачу углекислого газа не стоит до того момента, пока расплавленный металл не затвердеет окончательно.
Приемы для увеличения производительности
Для повышения производительности полуавтоматической сварки увеличивать величину сварочного тока допускается лишь при создании швов в нижнем положении. Использовать этот прием для потолочных и вертикальных швов можно лишь при увеличении скорости кристаллизации сварочной ванны (например, периодически отключая подачу проволоки или колебательными движениями вдоль и поперек шва).
Профессиональный полуавтомат для сварки углекислотой
Еще один способ увеличения производительности полуавтоматической сварки, производимой в среде углекислого газа, – повышение вылета сварочной проволоки.
Лучше всего эта техника работает при использовании тонкой проволоки. В таком случае она подается в сварочную зону уже разогретой до высоких температур, а значит увеличивается ее скорость плавления и объем расплавленного металла.
Избавиться от самопроизвольных движений конца проволоки при большом вылете можно с помощью специальных фарфоровых или керамических наконечников.
Повышение длины вылета проволоки на 40-50 мм может поднять производительность до 30-40%, однако при этом снижается глубина проплавления металла.
Особенности импульсно-дуговой сварки в среде углекислого газа
При создании различных металлоконструкций объем работ с угловыми швами может достигать 80%. Не менее половины из них свариваются при наклонном или вертикальном положении. Подобные швы делаются “на подъем”, чтобы обеспечивался тщательный провар корня шва. Благодаря этому достигается усиление шва (до 25% от общего сечения шва).
Баллоны для сварочной углекислоты
Однако такое усиление не повышает прочность шва и не увеличивает работоспособность конструкции, поэтому рекомендуется делать его минимальным.
Импульсно-дуговая сварка в углекислой среде позволяет снизить усиление шва или избавиться от него вовсе.
Благодаря особенностям горения дуги и переносу электродного металла можно выполнять автоматическую и полуавтоматическую сварку наклонных и вертикальных угловых швов, а также тавровых соединений с толщиной металла до 12 мм “сверху-вниз” на спуск. Это позволяет обеспечивать равномерный провар по всей длине соединения. Такой прием дает возможность обеспечить слегка вогнутую или нормальную форму шва, и уменьшить его сечение на 25-30%. При этом значительно снижается расход электроэнергии и до трех раз увеличивается скорость сварки.
Как варить нержавейку полуавтоматом
В отличие от обычной стали качественную сварку нержавейки полуавтоматом проведет не каждый мастер. Для получения надежного соединения необходимо учитывать ее особенности, правильно устанавливать параметры рабочего режима и выбирать расходные материалы. Успешность выполнения работ во многом зависит и от качества оборудования.
Особенности сварки нержавеющей стали
Легирующие добавки делают нержавейку стойкой к коррозии и кислотам, но одновременно она приобретает свойства затрудняющие сварку. По сравнению с обычной сталью теплопроводность снижается в два раза. Это затрудняет отвод тепла с места сварки, что приводит к перегреву металла, прожогу и выгоранию хрома. Для предотвращения этого явления сварку выполняют током на 15 — 20% меньше стандартного с дополнительным охлаждением заготовок.
У нержавейки высокий коэффициент теплового расширения, что приводит к растрескиванию шва и металла рядом с ним. Для его нейтрализации между заготовками оставляют большой зазор. Из-за высокого электрического сопротивления материала электроды для сварки нержавейки перегреваются, что не лучшим образом сказывается на качестве шва. Поэтому их обрезают до минимально возможного размера, чтобы не успевали раскалиться.
Узнав о сложностях, новички задаются вопросом: «Можно ли сваривать нержавейку полуавтоматом в домашних условиях?». Ответ, конечно, положительный. Для соединения заготовок используется три способа:
- короткая дуга;
- импульсный метод;
- струйный перенос.
Короткой дугой сваривают тонкую нержавейку, так как она снижает вероятность прожига. Методом струйного переноса соединяются толстостенные детали из нержавеющих сплавов на производстве. Сварка проводится с применением порошковой проволоки и специальных головок.
Для создания защитной среды при сварке импульсным методом используется смесь аргона с углекислотой. К преимуществам способа относятся:
- возможность соединения как тонких, так и толстых заготовок;
- подача проволоки короткими импульсами предотвращает разбрызгивание расплавленного металла;
- экономия присадочного материала;
- отличное качество соединения;
- высокая производительность.
Выбор материалов для сварки
Чтобы получить качественный шов, состав присадочной проволоки должен быть таким же, как у свариваемого металла. Лучше если содержание легирующих элементов будет немного больше. При использовании обычных марок соединение быстро заржавеет. Для сварки нержавейки легированной хромом выпускается порошковая и проволока с высоким содержанием никеля.
В первом варианте проволока покрыта защитным слоем, который при нагреве образует барьер, перекрывающий доступ воздуха в зону сварки. Поэтому можно работать полуавтоматом без газа. Однако из-за высокой стоимости материала и низкой стойкости к коррозии предпочтение чаще отдается сварке полуавтоматом в защитной среде никелевой проволокой. Она выпускается диаметром 0,13 — 6 мм. Для работы в домашних условиях достаточно 1 мм.
Сварку полуавтоматом нержавеющей стали можно проводить в среде углекислого газа, аргона и их смеси. Первый вариант наиболее дешевый, но из-за сильного разбрызгивания швы получаются грубыми. Аргон обходится значительно дороже, но зато эстетика соединения идеальна. При смешивании их достоинства складываются. В стандартном составе содержится 98% аргона и 2% углекислоты. Если к внешнему виду шва не предъявляется высоких требований, в среду аргона добавляют до 30% углекислого газа.
Диаметр неплавящегося электрода из металла выбирается в зависимости от толщины соединяемых заготовок. Если она не более 1 мм диаметр тоже 1 мм. При толщине до 4 мм — 1,6 мм. Более 4 мм — 2,5 мм.
Подготовительные работы
Прежде чем сваривать нержавейку полуавтоматом необходимо подготовить соединяемые участки в следующей последовательности:
- поверхности, примыкающие к стыку, металлической щеткой зачищают до блеска;
- если толщина заготовок более 4 мм, с кромок снимают фаски;
- проводят обезжиривание спиртом, ацетоном, бензином или имеющимся растворителем;
- для удаления влаги кромки подогревают горелкой до 100⁰C;
- чтобы снять внутреннее напряжение рекомендуется металл перед сваркой нагреть до 200⁰
Технология сварки нержавейки полуавтоматом
Для дома достаточно полуавтомата мощностью до 10 кВт, так как сваривать нержавейку полуавтоматом толщиной более 2 — 3 мм не приходится. Напряжение выставляется в пределах 19 — 25 В. Скорость подачи проволоки в зависимости от сноровки 290 — 490 м/ч. Рабочий ток 95 — 300 А. Изменением его величины регулируется глубина провара, длина дуги, форма шва. Чем больше ток, тем шире валик на стыке, так как глубина провара уменьшается.
Независимо от того ведут сварку нержавейки полуавтоматом в среде углекислого газа или аргона, она выполняется по общим правилам:
- Работа выполняется током обратной полярности.
- Горелку располагают под углом, обеспечивающим требуемую глубину провара и ширину шва.
- Вылет проволоки не более 12 мм.
- Чтобы качество соединения не ухудшалось, расход газа устанавливается в пределах 6 — 12 мᶾ/час.
- Для удаления влаги защитный газ пропускают через осушитель на основе медного купороса. Перед применением его 20 минут прокаливают при температуре 200⁰
- Чтобы защитить прилегающие к стыку поверхности от действия раскаленных брызг, их обрабатывают мелом, растворенным в воде.
- Для предотвращения образования водородных трещин сварку начинают, отступив 5 мм края заготовок.
- Процесс выполняется плавным движением электрода вдоль шва без поперечных движений, чтобы расплавленный металл не выходил за пределы защитной среды.
Заключительные работы
Под действием высокой температуры на заготовках могут появиться деформации в виде пузырей. Их удаляют легкими ударами молотка через гладилку, двигаясь от краев к центру. Если избавиться от пузыря не удалось, его нагревают газовой горелкой и повторяют операцию.
Поверхности, пострадавшие от брызг расплавленного металла, зачищаются металлической щеткой или абразивным инструментом. Для удаления со шва окалины, которая быстро покрывается ржавчиной, проводят обработку составами, растворяющими ее. Чтобы повысить устойчивость сварного соединения к коррозии на него наносят средства, способствующие образованию оксидной пленки хрома.
Полезные советы
Чтобы лучше знать, как сваривается нержавейка полуавтоматом полезно прислушаться к рекомендациям специалистов:
- сварка в среде любого газа выполняется током обратной полярности, а под флюсом прямой;
- расстояние между электродной проволокой и стыком выдерживается в пределах 5 — 15 мм;
- движение горелки удобней выполнять слева направо с наклоном от себя, чтобы она не загораживала шов;
- соединение толстостенных деталей выполняют под углом 5 — 10⁰, чтобы обеспечить глубокий проплав;
- при сварке тонкой нержавейки полуавтоматом горелку наклоняют вперед, уменьшая тем самым глубину провара и сводя риск прожога к нулю.
Несмотря на кажущуюся сложность процесса освоить сварку нержавейки полуавтоматом сможет любой желающий. Одной теории будет недостаточно, придется потренироваться на ненужных обрезках, чтобы набраться практического опыта. Приложенные усилия окупятся умением создавать качественные однородные швы, которые невозможно получить другими способами.