Содержание
- Как правильно варить инверторным сварочным аппаратом
- Рекомендации начинающим + (Видео)
- Как работает сварочный инвертор
- Подготовка к работе
- Инструкция по сварке
- Техника безопасности
- С чего начинать обучение сварки инвертором
- Виды оборудования и подбор электродов
- Подготовительный этап
- Подключение кабеля
- Разжигание дуги и контроль ее длины
- Основная работа
- Важные моменты обучения
- Как быстро научиться варить сварочным инвертором
- Оборудование, экипировка, техника безопасности
- Как правильно работать инвертором
- Установка и подключение агрегата
- Подключение сварочных кабелей
- Настройка аппарата
- Меры безопасности при работе
- Выбор полярности
- Выбор сварочного тока
- Методика работы с разными металлами
- Правила обслуживания инверторного аппарата
- Уроки сварки инвертором для начинающих + видео
Как пользоваться сваркой инвертором
Как правильно варить инверторным сварочным аппаратом
Рекомендации начинающим + (Видео)
Сварочные инверторы (при своей невысокой цене в 7-10 тысяч) образует качественные швы, даже если находятся в руках новичков. Разумеется, работа получиться хорошей, если следовать нехитрым правилам. Все они описаны в статье. Однако перед работой новичкам необходимо прочитать инструкцию к аппарату. Там обычно приводится несколько полезных советов, а также техника безопасности. Помните, что научиться сваривать металл может каждый.
Как работает сварочный инвертор
Сварочный инвертор – инструмент для сваривания металла. Своё название он получил из-за того, что преобразует переменный ток в постоянный. И хотя КПД инвертора около 90%, энергопотребление у него низкое, поэтому о больших счетах за электричество можно не беспокоиться.
Чаше всего, сварочный инвертор работает от сети 220 вольт, некоторые виды – от 380. При этом есть возможность работать при пониженном напряжении: электрод 3 мм, например, можно использовать при 170 в.
Производить сварку инвертором, по сравнению с трансформатором или выпрямителем, намного проще. К тому же, удержать дугу сможет даже новичок. Именно поэтому на нём большинство людей обучаются искусству сварки.
Подготовка к работе
Какие электроды использовать
Электрод представляет собой стрежень из металла, который покрыт специальной обмазкой – шлаковой смесью. В неё иногда добавляют газообразующие вещества. Обмазка предохранят расплавленный металл от окисления.
Стержень выбирается в зависимости от вида металла, который предстоит сваривать. Например, чтобы работать с углеродистой или коррозионностойкой сталью, потребуется марка электрода УОНИИ. Существуют также универсальные электроды. К таким относится марка АНО. Их используют при обратном и прямом токе любой полярности.
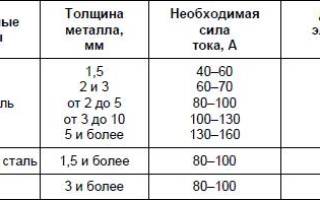
Электроды разделяют и по диаметру, который варьируется от 1,6 мм до 5 мм. Размер подбирается в зависимости от толщины свариваемого металла: чем она больше, тем больше диаметр. В работе со сварочным аппаратом может пригодиться таблица.
Чем толще стержень, тем большей мощностью должен обладать инверторный сварочный аппарат. Поэтому для начинающих подойдёт диаметр не более 4 мм; тонкий металл может свариться электродом и в 2 мм.
Полярность и значение сварочного тока
Толщина, на которую может проплавиться металл, напрямую зависит от выставленной силы тока. Мощность дуги также определяется этим показателем. Размер электрода задаёт необходимую силу тока.
В зависимости от поверхности, выбирается значение сварочного тока. На горизонтальных поверхностях оно максимальное, на вертикальных – меньше примерно на 15%, на нависающих – на 20%.
Сварочный аппарат бытового типа может выдавать до 200 ампер. На профессиональном инструменте значения доходят до 250 и выше. То, в каком направлении будет двигаться ток, определит полярность. На инверторе существует возможность изменять полярность.
Как известно, ток движется от минуса к плюсу. Поэтому клемма «+» сильнее нагревается. Эта особенность и позволяет осуществлять качественную сварку металла. В том случае, если свариваемые части имеют большую толщину, то положительную клемму подключают к одной из деталей. Этот способ называется прямая полярность.
К тонким изделиям крепят отрицательную клемму. Данный метод подключения имеет название обратная полярность.
Инструкция по сварке
Основы сварки
Прежде, чем приступить непосредственно к свариванию металлических изделий, нужно изучить основные конструкционные особенности инверторного сварочного аппарата. Они представлены на схеме.
Сам инвертор имеет средний вес: до 7-8 кг. У качественного инструмента сбоку на металлическом корпусе есть вентиляционная решётка, которая не даёт трансформатору перегреваться.
На тыльной панели есть кнопка включения/выключения. На лицевой части имеются два разъёма: «+» и «-». К ним подключают кабель, на одном конце которого электрод, а на другом – зажим. Сами кабели должны иметь достаточную длину и быть гибкими.
Пошаговая инструкция, рассказывающая как правильно варить инвертором.
- Инверторная сварка начинается с подготовления защитной экипировки. В вашем распоряжении маска для сварки, плотная куртка, грубые, но не резиновые перчатки.
- Выберите электрод. Если вы новичок, то не используйте стержень толще 4 мм. На передней панели отрегулируйте нужную силу тока. Немного подождите; если поднести электрод сразу к металлу, то произойдёт залипание.
- Крепим зажим (его также называют клеммой массы) к металлической поверхности.
- Поджигается дуга. Затем подносим электрод к металлу и пару раз прикасаемся к нему. Таким образом, стержень как бы «активируется». Расстояние, на котором держится электрод, обычно равно его диаметру.
- Стрежень при сварке может двигаться по таким схемам.
Розжиг дуги в начале сварки + (Видео)
Розжиг дуги – первый этап, и с ним у новичков случаются проблемы. Сначала стержень немного обстукивается о металл, чтобы с него удалилась смазка. Затем применяется метод, похожий на розжиг спички. Электродом водят над поверхностью изделия и чуть задевают её. Если вдруг стрежень прилипнет к металлу, его либо резко отводят с сторону, либо совсем отключают инвертор.
Чиркать нужно до появления яркой дуги. Чтобы дуга не пропала, держите электрод на расстояние 4 мм от металла.
Как передвигать электрод во время сварки + (Видео)
Электрод может двигаться только по определенным траекториям. Они уже были показаны. Если двигать электрод только прямо, то шов выйдет разрывным. Скорость его движения влияет на свойства шва. Если двигать быстро, то шов будет узким и не выпуклым, если медленно – широким и выпуклым. В месте, где будет кончаться шов, электрод задерживается на 3-4 секунды.
Как сформировать сварочный шов и избежать дефектов + (Видео)
Неровный шов, чаще всего, образуется при чересчур быстром движении электрода. Говоря о создании ровного и качественного шва, нужно ввести понятие сварочной ванны. Сварочная ванна — это та часть металла, которая при сваривании находится в жидком состоянии. В эту часть попадает присадочный материал. Появление ванны – хороший признак, означающий, что сварка идёт правильно.
Контур ванны находится под поверхностью металлической детали. Ванна образует хороший шов, если сварочная дуга ровно и на большую глубину проходит в изделие. Нужно следить, чтобы шов не уходил вниз, а оставался на уровне поверхности. Хорошее соединение создать проще, если делать электродом круговые движения. При этом ванна должна распределяться по кругу.
Делая шов на углах, помните, что ванна движется за теплом. Чтобы контролировать размеры ванн, регулируйте силу дуги.
Шов не получиться слишком выпуклым, если держать электрод близко к вертикальному положению. Если наклонить стержень (например, на 45˚), то шов начнёт всплывать. А когда электрод совсем близок к горизонтальному положению, ванна начинает расходиться, и шов искривляется. Поэтому оптимальные углы наклона – от 45˚ до 90˚.
Контроль дугового промежутка
Дуговой промежуток – это расстояние между поверхностью металла и электродом. Промежуток на каждом этапе должен быть одинаковым, чтобы сварка получалась качественной и без дефектов.
Если зазор будет маленьким, то сварочный шов получится слишком выпуклым, и сам материал сплавится плохо. Происходит это по той причине, что изделие не может нагреться. При большом промежутке сварочная дуга будет ходить из стороны в сторону, и шов выйдёт кривым и непрочным. Нужный зазор, показанный на рисунке, даст хороший провар и ровный шов.
Как сваривать тонкие металлические листы + (Видео)
Для сваривания тонкого металла предпочтительно использовать обратное подключение инвертора, т.е. «-» крепится к листу. При этом сила тока должна находиться на средних значениях. Электрод лучше выбрать такой, который будет иметь длительное время плавления. Хорошо подойдёт модель МТ-2. Она используется сварщиками долгое время, поэтому хорошо зарекомендовала себя.
Стержень, в случае с тонким металлом, можно наклонять примерно на 35˚. Сначала вы аккуратно приближаете его к металлу, затем дожидаетесь появления красного пятна, превращающегося в каплю. Плавно перемещайте электрод, чтобы капля оставалась одного размера. Так шов будет ровным.
Техника безопасности
Сварочный инвертор считается безопасным инструментом, поскольку все те части, которые могут поразить током, спрятаны в надёжном коробе. Однако есть и другие возможные опасности. Чтобы они не случились, соблюдайте правила.
- Нельзя работать при отрицательных температурах;
- Не допускать попадания влаги в аппарат;
- Производите сварку только в полном комплекте защитной одежды;
- Подготовить рядом с рабочим местом ведро с водой.
С чего начинать обучение сварки инвертором
Необходимость сварить что-то на даче или в доме может возникнуть в любое время. В этом случае не обязательно пользоваться платными услугами сварщика, можно приобрести недорогой аппарат для сварки и сделать все самостоятельно.
Специалисты рекомендуют сразу покупать сварочный инвертор, благодаря которому можно быстро постичь азы и научиться качественно варить металлические элементы.
Инвертор небольшой по размерам и массе. Доступная стоимость неплохих моделей варьируется от 5 до 10 тысяч руб. В настоящее время они пользуются популярностью на рынке для начинающих.
Виды оборудования и подбор электродов
Инверторы могут предназначаться для ручной сварки, аргоно-дуговой или полуавтоматической в окружении защитного газа. Есть также универсальные модели инверторов, которыми можно работать в ручном и автоматическом режиме.
Большинство моделей работают от сети 220 В, потребляя значительно меньше энергии, чем аппараты для сварки на трансформаторах.
Иногда возникает необходимость освоить сварку на полуавтоматическом инверторе, когда дуга горит в среде инертного газа (обычно аргона).
Сварка полуавтоматом для начинающих должна проходить с соблюдением техники безопасности. Даже просто тренируясь, следует беречь глаза и надевать защитную одежду. Следующим важным моментом для начинающих будет покупка электродов.
Подбор электродов для сварки инвертором происходит в зависимости от вида и толщины металла. Опытные специалисты учитывают также углубленность сваривания и его положение. Вид соответствует определенному металлу
Сплав из нержавеющих элементов, стандартная сталь, чугун свариваются только одним типом. Диаметр должен подбираться в соответствии с толщиной металлического изделия и желаемой глубины проварки. Для чайников советуют воспользоваться стальными деталями и сварить их, к примеру, УОНИ 13/55 и АНО-21 с сечением от 3 до 5 мм.
Подготовительный этап
Каждая сварочная полуавтоматическая установка состоит из следующих элементов:
- электронная система управления аппаратом;
- генератор, стабилизирующий величину уровня высокочастотного электрического тока;
- выпрямитель, чтоб из переменного получить постоянный ток;
- преобразователь этого тока в переменный с высокой частотой колебаний: инверторный блок;
- сетевой питающий блок.
Перед тем, как варить инверторной сваркой, в целях обеспечения безопасности следует полностью подготовить к процессу все необходимое: маска сварочная, спецодежда, защитные перчатки и обувь.
Еще нужно обзавестись металлической щеткой, чтобы перед началом сварки основательно зачистить свариваемые места заготовок.
Перед включением инвертора в электросеть надо проверить ее параметры (сила тока и значение напряжения) на предмет соответствия характеристикам оборудования, прописанным в техническом паспорте.
Лучше всего задействовать в электросеть автомат, это предотвратит поломку при коротком замыкании или скачке напряжения.
Одним из условий безопасности, перед тем как пользоваться инверторным оборудованием, нужна правильно подготовленная рабочая площадка из деревянного настила.
Инвертор устанавливается на ровную плоскость, а достаточное окружающее пространство должно обеспечивать свободное передвижение воздуха для вентиляции оборудования.
Необходимо также обеспечивать хорошее освещение рабочего пространства. Так как весь процесс сварки подразумевает высокую температуру работы и частичные расплавленные брызги, вблизи не должно находиться топливо, смазочные материалы, растворители и другие опасные в плане зарождения пожара вещества.
Подключение кабеля
Когда подготовка материалов, деталей и места сварки закончена, можно осуществлять дальнейшие действия с инвертором, соблюдая правила:
- подключить кабели массы и силовой к соответствующим гнездам на инверторе;
- зафиксировать специальным зажимом на свариваемых деталях кабель массы;
- подключить аппарат к электросети и режим по определенной схеме;
- зафиксировать в держателе электрод.
После проверки всех соединений устройства, схем и подготовленного рабочего места, можно приступить к сварке, она проводит в положении стоя.
В любой электросварке металл расплавляется под тепловым воздействием электродуги, которая горит между металлом и электродом аппарата.
Если металлическую деталь подключить к «+», а наконечник к «-», то образуется прямое соединение, если наоборот – обратное.
Обе схемы подключения используются в инверторе с той разницей, что прямую схему обычно применяют при более утолщенных материалах (больше 3 мм), обратную – для тонких.
Разжигание дуги и контроль ее длины
В инверторе полуавтоматического типа дуга зажигается нажатием кнопки, что удобно для начинающего. Если же используют инвертор для ручной сварки, то для розжига дуги применяются такие способы, как постукивание или чирканье.
Чирканье (как спичкой о коробок) провоцирует искру, запускающую дугу (надо кончиком электрода коснуться поверхности и вести по ней, затем плавно поднять его на нужное расстояние).
Чиркать надо только на месте сваривания или рядом. Почти аналогичным способом является постукивание, но здесь производится не ведение по металлу, а касание сварочного шва и отведение электрода. Обычно при сварке инвертором дуга зажигается быстро, и здесь не возникает проблем.
Расстояние от поверхности металлической детали до электродного стержня – промежуток дуги. Он на всех этапах сварки должен быть одним и тем же, чтобы результат был без дефектов и с желаемым качеством.
При небольшом зазоре сварной шов будет более выпуклым, а расплавление материла плохим. А при большом расстоянии дуга будет сильно расшатываться, в итоге линии стыковки получатся непрочными и неровными.
Основная работа
Типичные электроды для сварки представляют собой металлические стержни с покрытием – обмазкой, прикрывающей место сваривания от взаимодействия с атмосферным кислородом.
При контакте наконечника стержня и металлической конструкции образуется дуга, обмазка начинает гореть и немного расплавляться. Образуется газ, окружающий так называемую сварную ванну. Все это обеспечивает изоляцию от кислорода.
Помимо защиты и образования шлака при работе с инвертором необходимо, чтобы контролировалась и техника сварки. Нужно следить, чтобы происходило достаточное и равномерное прогревание в местах соединения.
Расстояние расплавки от края должно быть одинаковым для обоих элементов. Для этого надо контролировать, чтобы расстояние от наконечника до поверхности было одним и тем же во всем процессе.
При сварке инвертором следует постепенно продвигать держатель электрода, поскольку частички расплавляющегося электродного стержня переносятся дугой в шов.
Стоит также вырисовывать наконечником различные фигурки, способствующие уширению и сплавлению элементов, это могут быть круги, зигзаги, петли, крючки, змейки.
Так как все линии должны быть четко выведенными, то двигать придется умеренно и плавно, причем уверенно. Впоследствии можно самому управлять скоростью по состоянию образовавшейся ванночки.
Важные моменты обучения
При сварке полуавтоматом или инвертором для ручной сварки надо знать следующее. Основой сварки инвертором для начинающих является безопасность, аккуратность выполнения всех этапов работы и постоянная практика.
Обучение может сопровождаться ошибками, поэтому работа начинается с тренировки на различных соединениях.
Результатом тренировок и правильного подхода будет крепкое и ровное соединение. Шлак нужно оббивать, чтобы контролировать появление коррозии.
Если в процессе электродный наконечник не может прилипнуть, то целесообразно проверить силу тока, и проверить детали сварочного устройства на сухость. Чтобы не спровоцировать короткое замыкание в сети, надо следить за правильностью подключения проводов.
Обучение сварке инвертором рекомендуется проводить из нижнего положения, после освоения процесса можно переходить к кольцевым и вертикальным. При угловых и тавровых (в виде буквы «Т») соединениях трудно достичь качественного сваривания, так как металлические срезы сливаются в сторону, но можно расположить сварные части «лодочкой», что устранит эти проблемы.
В инструкциях и руководствах к использованию инвертора содержится информация об оптимальной непрерывной длительности работы. Чтобы не допускать перегрева, следует чередовать циклы.
Если появились явные дефекты, то часть сваривания надо удалить и провести сварку повторно, проварив слабые места соединения.
Как быстро научиться варить сварочным инвертором
Вы купили сварочный аппарат и желаете освоить сварку инвертором для начинающих.
Трудностей бояться не стоит! Инверторный аппарат прост в обращении, любой человек без опыта и знаний сможет в короткие сроки овладеть процессом сварки.
Оборудование, экипировка, техника безопасности
Техника безопасности . Сварочное производство связано с электрическим напряжением, в простонародье — ток. Ток невидим, но способен поразить человека до летального исхода.
Проверяем сварочные кабеля на исправность и подсоединяем к инверторному оборудованию. Обратный кабель с прищепкой на металл к минусовому разъему. Кабель с электрододержателем к разъему +. Электрод вставляем в электрододержатель.
При подключении аппарата к сети визуально оцениваем токонесущие кабеля на исправность. Убедились в исправности кабелей, включаем вилку в розетку и тумблер на приборе, предварительно установив регулятор тока в наименьшее значение. Если вентилятор охлаждения заработал ровно, без треска и шума, значит все хорошо.
Вес металла. При соединении тяжелых конструкций, соблюдайте меры предосторожности. Многотонные изделия при обрушении могут привести к летальному исходу или инвалидности.
Экипировка . Сварочное производство связано с высокой температурой. Сварщик должен иметь:
- холщовые рукавицы (краги);
- робу (специальный костюм);
- маску со светофильтром;
- респиратор для работы в замкнутых пространствах;
- ботинки на резиновой подошве.
Краги применяются при сварке на высотах, когда руки поднимаются вверх, а рукавицы в остальных случаях.
Электроды подбираются под металл (углеродность, добавки) и по диаметру, от толщины металла и технических характеристик инвертора.
Основы сварки инвертором
Для начинающих, опытные сварщики советуют кабель держака приложить к телу, прижать локтем руки и обернуть его вдоль предплечья (от локтя до кисти), взять держак в руку. Так плечевой сустав будет тянуть кабель, а рука с кистью останутся свободными.
Способ поможет с легкостью манипулировать рукой.
Если держак взять просто в руку без обмотки предплечья кабелем, то в процессе сварки рука устанет и кистевые движения приведут кабель в болтающие движения. Что отразится на качестве сварного соединения.
Как варить инверторной сваркой правильно ? Устанавливаем на аппарате сварочный ток согласно диаметру электрода, типу соединения и положению сварки. Инструкция по настройке имеется на аппарате и пачке электродов. Принимаем устойчивую стойку, локоть отводим от тела (прижимать нельзя), одеваем маску и начинаем процесс.
Сварку инвертором для начинающих лучше начинать с металлических заготовок более 20 см.
Известно, что новичок, одевая маску и зажигая дугу перестает дышать, пытаясь на одном дыхании проварить всю длину заготовки. При коротких изделиях, появится привычка варить на одном дыхании. Поэтому, тренируйтесь на длинных заготовках, учась правильно дышать при сварке.
Заготовки (пластины) на рабочем столе можно положить в горизонтальной плоскости — вертикально к себе или горизонтально, без разницы.
Зажатый в держателе электрод вначале сварки ставите под углом 90 градусов (перпендикулярно) и отводите в сторону шва на 30-45 градусов. Зажигаете дугу и начинаете движение.
- Если сварка выполняется углом назад, то наклон 30-45 градусов идет в сторону шва.
- Если соединение происходит углом вперед, то наклон электрода от шва.
Расстояние между свариваемой поверхностью и электродом 2-3 мм, представьте, что вы ведете карандаш по листу бумаги.
Учтите, при сварке электрод сгорая уменьшается — постепенно приближайте плавящийся стержень к поверхности на расстояние 2-3 мм и удерживайте угол наклона 30-45 градусов.
Смотрите полезное видео, как научиться варить электросваркой для начинающих:
Как новичку научиться варить сварочным инвертором?
Сначала учимся зажигать и держать дугу. Чувствуйте грань, когда приближать электрод при сгорании к свариваемой поверхности, чтобы дуга не прерывалась.
Зажигают электрод двумя способами:
- постукиванием;
- чирканьем.
Новый электрод зажигается легко. У работающего стержня появляется шлаковая пленка, препятствующая поджигу. Нужно просто подольше постучать для разбития пленки.
- На инверторных аппаратах для облегчения зажигания дуги встроена функция Hot Start.
- Если новичок быстро приближает электрод к поверхности, включается функция Arc Force (форсаж дуги, антизалипание), увеличивает сварочный ток, предотвращая залипание электрода.
- При залипании плавящегося стержня, функция Anti Stick отключает ток, предотвращая перегрев инвертора.
Видео: что такое форсаж дуги на сварочном инверторе и как его применить.
Новичку лучше сначала учиться на ниточном шве, электрод ведется ровно, без колебательных движений.
После освоения ниточной технологии, переходите к свариванию металла с колебательными движениями. Которые применяются при толстом металле для прогрева, задерживая электрод в определенной точке с помощью движений — елочкой, зигзагами, спиралью или своим методом.
В начале соединения проводим слева-направо несколько движений образуя сварочную ванну и пошли вдоль шва делая колебательные движения. Угол наклона электрода 30-45 градусов. После прохода отбиваем шлак молотком и зачищаем щеткой. Берегите глаза, одевайте очки.
Совет: в конце сварочного шва, делаете колебательные движения в стороны и убираете электрод в сторону наплавленного металла. Эта хитрость придаст сварному соединению красоту (избавит от кратера).
Видео: как варить угловое соединение, встык и внахлест.
- однопроходные (одним проходом восполняется толщина металла);
- многопроходные.
Однопроходной шов выполняется на металлах до 3 мм. Многопроходные швы накладываются при больших толщинах металла.
Сварщики проверяют качество шва молотком — наносят удар рядом со швом. Если шов гладкий, без неровностей, то после удара шлак слетает полностью, ему не за что зацепится. Важно подбирать правильный температурный режим: перегретый шов (каленый) сломается, недогретый — риск непровара.
Ток подбирают исходя от диаметра электрода, в теории 30 А на 1 мм диаметра электрода.
Прямая и обратная полярность при сварке инвертором
Рассмотрим полярность при сварке инвертором. При соединении на постоянном токе, движение электронов постоянное, что уменьшает разбрызгивание расплавленного металла. Шов получается качественным и аккуратным.
На аппарате имеется выбор полярности. Что такое полярность — это направление движения электронов в зависимости от подключения кабелей к разъемам оборудования.
- Обратная полярность при сварке инвертором — минус на заготовке, плюс на электроде. Ток течет от минуса к плюсу (от заготовки на электрод). Электрод нагревается сильнее. Применяется для сварки тонких металлов, уменьшен риск прожога.
- Прямая полярность — минус на электроде, плюс на заготовке. Ток движется от электрода к заготовке. Металл греется больше электрода. Применяется для сварки толстых металлов от 3 мм и резке инвертором.
На пачке с электродами указывается полярность, эта инструкция поможет правильно подсоединить провода к оборудованию.
Сварка тонкого металла инвертором
Суть соединения тонких пластин сводится к подбору электродов малого диаметра и настройке сварочного тока. Например, для металла толщиной 0,8 мм берут электроды диаметром 1,8 мм. Ток на инверторе выставляют в 35 А.
Технология происходит прерывистыми движениями. Посмотрите видеоролик, где подробно показывается соединение тонких пластин.
Как резать металл сварочным инвертором
Чтобы правильно прожечь отверстие в трубе, на аппарате выставляем ток 140 А для электрода в 2,5 мм. Зажигаем электрод, ставя его на одном месте для прогрева металла и вдавливаем. Передвигаем электрод на новое место, прогреваем и вдавливаем. Постепенно, прорезаем в трубе отверстие.
Пластину при резке лучше ставить вертикально, чтобы расплавленные сопли стекали вниз. Если резать в горизонтальном положении, то снизу реза застынут сосульки. Вот и все хитрости!
Новичков терзает вопрос, какая полярность проводов при резке инвертором лучше?
- При резке электросваркой — прямая полярность предпочтительней. Зона расплавления узкая, но глубокая.
- При обратной полярности — зона расплавления широкая, но неглубокая.
Резать электросваркой не рекомендуется (происходит выплавление металла из зоны реза). Лучше взять болгарку и отрезать нужный кусок.
Как правильно работать инвертором
Сварочное оборудование на сегодняшний день представлено множеством разновидностей. Но наибольшую популярность среди домашних мастеров получили инверторные аппараты в силу своей компактности и универсальности. Сварочный инвертор является оборудованием, позволяющим мастеру выполнять разного рода сварочные работы. Но чтобы проводить их качественно, недостаточно иметь дорогостоящий агрегат, нужно еще и научиться пользоваться сварочным аппаратом.
Установка и подключение агрегата
Чтобы эффективно и безопасно использовать инвертор, прежде всего, необходимо правильно подготовить его к работе. Этот процесс проводится в несколько этапов. Первая задача – это установка и подключение агрегата. Установка инвертора должна выполняться по определенным правилам:
- агрегат нужно размещать так, чтобы он находился на расстоянии не менее 2 м от стен или каких-либо предметов;
- аппарат должен быть обязательно заземлен;
- место сварки нужно выбирать так, чтобы оно было вдали от воспламеняющихся предметов;
- варить рекомендуется либо на свободной площадке, либо на столе из металла.
Подключить инвертор можно как к бытовой сети (220 В), так и к сети, с напряжением 380 В, которая обычно используется на производстве. Если предполагается использовать агрегат вдали от электрических сетей, то его можно подключить к генератору, дизельному или бензиновому.
Подключение к электросети
Подключение сварочного аппарата к бытовой электросети нередко вызывает проблемы. Причиной их возникновения может быть старая проводка или недостаточный диаметр ее проводов. Обычно проводка рассчитана на ток до 16 А. А поскольку все включенные приборы в доме могут превысить это значение, то в целях безопасности устанавливаются автоматические выключатели (автоматы). Поэтому при подключении необходимо знать мощность сварочного аппарата, чтобы он не вызвал срабатывание автомата.
Подключение инвертора к бытовой сети
Также следует обратить внимание на просадку сети. Если при включении инвертора вы заметите понижение напряжения в электросети, то это говорит о недостаточном сечении проводов. В таком случае необходимо измерить, до каких значений понижается напряжение. Если оно падает до значений ниже минимальных, с которыми может работать инвертор (указано в инструкции), то подключать аппарат к такой сети нельзя.
Использование удлинителя
Сетевой кабель, подсоединенный к инвертору, отвечает всем требованиям по мощности и не вызывает проблем при подключении. Но если его длины не хватает, то следует подбирать удлинитель с сечением провода не менее 2,5 мм 2 и длиной не более 20 метров. Таких параметров удлинителя будет достаточно, чтобы инвертор мог работать с током до 150 А.
Следует помнить, что при подключении аппарата к сети через переноску оставшуюся ее часть не следует держать смотанной, поскольку при включении агрегата она превратится в катушку индуктивности. В результате проводники перегреются, и удлинитель выйдет из строя.
Подключение к генератору
В случаях, когда нет возможности подключить аппарат к электросети, можно подсоединить его к генератору, работающему либо на бензине, либо на дизельном топливе. Наибольшее распространение получили бензиновые электростанции. Но для подключения сварочных аппаратов подходят не все их них. Чтобы инвертор мог эффективно работать, генератор должен иметь мощность не менее 5 киловатт и выдавать стабильное напряжение на выходе. Перепады в напряжении могут вывести сварочник из строя.
Также следует учитывать, с каким диаметром электрода вы будете работать. Например, если электрод будет иметь диаметр 3 мм, то потребуется рабочий ток около 120 А с напряжением дуги 40 В. Если рассчитать мощность сварочного инвертора (120 х 40 = 4800), то получим значение 4,8 кВт. Поскольку это будет потребляемая мощность, то электростанция, способная выдавать лишь 5 кВт, будет работать на пределе своих возможностей, что значительно снизит ее срок службы. Поэтому генератор нужно выбирать с некоторым запасом по мощности, примерно на 20-30% выше той, которую потребляет инвертор.
Подключение сварочных кабелей
На передней панели инвертора расположены 2 клеммы, возле которых имеется маркировка в виде знаков “+” и “-”. К данным клеммам подсоединяются сварочные кабели, один из которых на конце имеет металлический зажим (прищепку), а второй – держатель для электрода. И тот и другой кабель может подключаться к обеим клеммам, в зависимости от метода сварки, о чем будет говориться далее. После подключения кабелей к аппарату один из них, имеющий прищепку, подсоединяется к сварочному столу или к заготовке.
В некоторых случаях стандартной длины кабелей может не хватать, например, при работах на высоте. В таких ситуациях возникает вопрос: можно ли удлинить сварочный кабель? Профессионалы не советуют этого делать, особенно, если это касается инверторного аппарата. Объяснить этот факт можно тем, что каждый кабель имеет определенные характеристики сопротивления. Поэтому неизбежны “утечки” напряжения и силы тока по всей его длине. Следовательно, чем больше длина кабеля, тем сильнее проседает напряжение.
Если попытаться компенсировать потери напряжения и силы тока прибавлением значений на панели агрегата, то эта мера, скорее всего, выведет электронику инвертора из строя. Получается, что проще поднести аппарат ближе к рабочему месту сварщика, чем потратить немалую сумму на ремонт агрегата после удлинения кабелей.
Настройка аппарата
От того, корректно ли произведена настройка сварочного инвертора, зависит качество сварочных работ, особенно это касается правильного выбора электродов. Также следует учитывать:
- глубину сварочного шва;
- расположение шва в пространстве (вертикальное или горизонтальное);
- марку или тип свариваемого металла;
- толщину металла и т.д.
Следует знать, что под каждый тип металла выпускаются соответствующие электроды. С инверторами можно использовать электроды диаметром до 5 мм. Но под каждую толщину оснастки необходимо подбирать соответствующую ей силу сварочного тока. Чтобы правильно настроить сварочный аппарат, можно воспользоваться таблицей, приведенной ниже.
Например, если вам предстоит варить инвертором мягкую сталь толщиной 5 мм, то следует подобрать электрод 3 мм, а на аппарате выставить силу тока, равную 100 А. После пробной сварки силу тока можно подкорректировать, то есть уменьшить либо увеличить.
Меры безопасности при работе
Установленные правила безопасности, можно сказать, написаны “кровью” пострадавших, и поэтому пренебрегать ими строго запрещается. От их соблюдения зависит здоровье и жизнь не только оператора сварочного оборудования, но и окружающих его людей. Итак, к правилам безопасности можно отнести следующее.
- Перед началом работы следует проверить целостность изоляции на всех проводах и кабелях, подсоединенных к аппарату. Также необходимо проверить исправность оборудования, а именно, убедиться, что напряжение холостого хода равняется нулю. В данном случае должна быть исправна система, отключающая напряжение на электроде, когда аппарат простаивает.
- Перед подключением оборудования следует проверить электрическую сеть под нагрузкой (измерить диапазон проседания).
- Для защиты сетчатки глаз от ультрафиолетового излучения, возникающего при горении сварочной дуги, необходимо применять защитную маску (щиток) либо специальные очки. Не так давно в продаже появились сварочные маски и очки со стеклами “хамелеонами”, которые автоматически затемняются при попадании на них яркого излучения. Очки или маску должен одевать не только сварщик, но и его помощник.
- Если сварочные работы проводятся в закрытом помещении, то для защиты органов дыхания и предотвращения отравления вредными газами применяют респираторы со сменными картриджами либо маски, через которые принудительно подается очищенный воздух.
- Для защиты рук от брызг металла используют специальные перчатки — краги сварщика.
- Для защиты тела используют комбинезоны, куртки и штаны из огнеупорной ткани.
- Для защиты ног требуется одевать высокие ботинки, чтобы исключить попадание в них искр металла. Ботинки должны прикрываться сверху штанами.
- Рабочее место должно быть хорошо освещено.
- Под ногами сварщика должен быть резиновый коврик или деревянный настил, предотвращающие человека от удара током.
- Вокруг рабочего места не должно находиться никаких посторонних предметов, через которые можно споткнуться.
- Вблизи рабочего места должен находится песок и огнетушитель для своевременного тушения очага возгорания.
- Заземление сварочного аппарата является обязательным условием.
Если правила безопасности уже изучены, то можно приступать к ознакомлению с тем, как правильно работать электросваркой.
Выбор полярности
Не секрет, что процесс плавления металла происходит из-за высокой температуры электрической дуги, возникающей между свариваемым материалом и электродом. При этом кабель с держателем для электрода и кабель массы (с прищепкой) подсоединены к разным клеммам аппарата. Чтобы правильно подключить кабеля, необходимо понимать, в каких случаях они меняются местами.
При сварке инвертором или любым другим сварочным агрегатом используется прямая и обратная полярность подключения кабелей к аппарату. Прямой полярностью принято называть подключение, когда кабель с электродом подсоединяется к минусу, а свариваемый металл – к плюсу.
Такой способ подключения позволяет металлу хорошо прогреваться, отчего шов получается глубоким и качественным. Метод прямой полярности используют при варке толстых металлических изделий.
Обратная полярность подразумевает подключение электродного кабеля к плюсу, а кабеля массы – к минусу.
При таком подключении металл прогревается меньше, а шов поучается более широким. Обратную полярность принято использовать при варке тонких металлических изделий, чтобы исключить сквозной прожиг детали.
Выбор сварочного тока
Сварочный ток выбирается с учетом толщины металла, который подлежит сварке, и диаметра присадки. Для простоты расчетов можно использовать таблицу, которая была приведена выше, в разделе, где говорилось о настройке агрегата. Также при выборе оптимальной силы тока следует помнить правило: чем выше сила тока, тем глубже получается шов, и тем быстрее можно перемещать электрод. Поэтому нужно добиться идеального соотношения скорости движения присадки и силы тока, чтобы шов имел требуемую выпуклость и глубину, достаточную для хорошего сваривания кромок деталей.
Методика работы с разными металлами
Поскольку без розжига дуги процесс сварки невозможен, то следует знать, что существует 2 метода сделать это:
- нужно несколько раз стукнуть по металлу электродом, пока не произойдет зажигание дуги.
- нужно электродом, как спичкой, чиркнуть несколько раз по металлу.
Каждый мастер подбирает наиболее удобный и подходящий способ зажигания дуги. Но чиркать нужно не где попало, а вдоль линии сварного шва, чтобы на заготовке не оставались следы.
Место, в котором плавится металл под воздействием электрической дуги, называют сварочной ванной. Чтобы ее двигать вдоль линии шва, применяют один из методов, показанных на следующем рисунке.
Для нормального движения ванны электрод наклоняется под углом 45-50°. Наклоняя присадку под разными углами, можно управлять шириной ванны. Каждый мастер подбирает оптимальный угол наклона для получения шва приемлемого качества.
Электрод может принимать положение углом назад или углом вперед. Чтобы получить широкий шов, используется наклон оснастки углом вперед, поскольку при таком способе получается меньший нагрев. Данным методом варят тонкие металлы. Толстый металл принято варить углом назад.
Для сварки цветных металлов придется подключить аргоновую горелку к сварочному инвертору и использовать уже неплавящийся электрод (вольфрамовый). Присадкой в данном случае служат металлические прутки, которые помещаются на линию шва и плавятся электрической дугой. В процессе сварки ванна обдувается инертным газом.
Правила обслуживания инверторного аппарата
Техническое обслуживание сварочного аппарата инверторного типа, включает в себя следующие пункты.
- Внешний осмотр. Его необходимо проводить каждый раз перед началом работы и после нее для обнаружения возможных повреждений изоляции сварочных кабелей и сетевого шнура. Также при внешнем осмотре проверяется отсутствие повреждений корпуса и органов управления (нужно проверить регулятор тока).
- Проведение внутренней очистки агрегата. Проводится она после снятия кожуха с аппарата для удаления из всех его узлов пыли и накопившихся загрязнений. Очистка производится с помощью направленного потока сжатого воздуха на запыленные детали.
- Проверка и зачистка клемм аппарата. Периодически следует проверять места, к которым подсоединяются силовые кабели. Если на клеммах обнаружено окисление, его следует удалить с помощью мелкой наждачки.
Также следует избегать попадания на инверторный сварочный аппарат капель воды, водяных паров и других жидкостей, способных проникнуть внутрь агрегата и вызвать замыкание электрических цепей. Если какая-либо жидкость все же проникла в аппарат, то следует снять с него кожух и удалить всю влагу. Особенно тщательно следует высушить электронную плату инвертора, используя обычный фен.
Уроки сварки инвертором для начинающих + видео
Рис.1 — Сварочный инвертор FUBAG IR 160
Наш первый урок сварки для начинающих
Прежде всего, нужно определиться с вашими задачами. От этого будет зависеть и выбор аппарата для сварки.
Основной параметр сварочного инвертора – это диапазон сварочного тока. Выбор по этому параметру напрямую связан с объемами, видами и периодичностью работ, которые вы планируете.Также желательно, чтобы Ваш инвертор имел функцию облегчения розжига и анти прилипания электрода – это значительно облегчит отработку навыка розжига и удержания дуги. В этом ролике мы подробно про них расскажем.
Пару слов о том, почему выбираем именно инвертор. Сваривать металл инвертором легче, потому что устройство обеспечивает постоянный ток сварки (независимо от колебаний напряжения в сети). Вследствие этого дуга горит устойчиво, металл разбрызгивается незначительно. Еще один плюс сварочных инверторов FUBAG – у них небольшой вес.
Например, данный аппарат весит всего 3 кг.
К тому же, современные инверторы оснащаются функциями, которые облегчают жизнь сварщику, особенно начинающему – горячим стартом, анти прилипанием и форсажем дуги.
Названия функций звучат красиво, но зачем они нужны и чем облегчат Вашу жизнь?
— Подбираем электрод
Со сварочным инвертором понятно. Что еще понадобится для сварки чайникам – электроды! Вообще, чтобы подобрать электрод при сварке инвертором, мы должны знать: тип металла и его толщину т.к. для каждого типа металла и толщины подбирается свой электрод. Опытные сварщики учитывают еще и положение для сваривания, глубину провара и другие нюансы, но для начала нам будет достаточно толщины металла. У нас заготовка толщиной 3 мм, поэтому выбираю электроды fubag FB46. Они отлично подходят для сварки низкоуглеродистой стали.
Рис.3 — Электроды fubag FB46
Толщина свариваемого металла
При работе со сваркой защита для глаз – обязательное условие! Мы будем пользоваться маской сварщика ULTIMA Panoramic 5-13. Очень достойная и надежная модель с большой зоной обзора. Кроме того понадобятся краги, спецодежда и обувь, чтобы избежать ожогов от искр и расплавленного металла.
Рис.4 — Сварочная маска FUBAG ULTIMA Panoramic 5-13
Перед началом работы необходимо подготовить рабочее место. Мы будем варить на специальном демонстрационном столе. В рабочих условиях проследите, чтоб в непосредственной близости от сварки не было легковоспламеняющихся материалов.
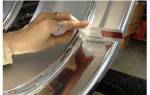
Часто начинающие сварщики делают большую ошибку, когда пренебрегают подготовкой деталей под сварку. На свариваемых деталях всегда имеются различные загрязнения — ржавчина, краска. Такие загрязнения влияют на качество шва. Необходимо металлической щеткой зачистить зоны шва на ширину 20-25 мм от стыка. Если детали сильно загрязнены, то можно протереть их ацетоном или растворителем.
Рис.5 — Зачистка зоны шва
Рис.6 — Подключение сварочных кабелей
Теперь можно подключить аппарат в сеть и выставить нужный сварочный ток. Сила сварочного тока подбирается в соответствии с диаметром электрода и толщиной свариваемого металла. На начальном этапе вы можете ориентироваться по таблицам, которые даны на каждом сварочном аппарате. Когда приобретёте достаточный опыт, то сможете подбирать силу тока под свой стиль.
Мы варим сталь 3 мм электродами диаметром 3. Соответственно, выставляем нужный нам рабочий ток – 100А. Наш инвертор IR160 имеет цифровой дисплей, что значительно упрощает настройку и контроль за силой тока.
Рис.8 — Настройка сварочного тока
Не стоит выставлять значение выше максимального, иначе металл будет прожигать, но также таким способом можно резать металл. Если выставить слишком низкую силу тока, то дуга зажигаться не будет и электрод начнет залипать.
- Чиркая электродом к ак спичкой на месте начала сварки мы провоцируем запуск дуги. Если точно, то мы касаемся электродом металла, затем ведем его касаясь поверхности и плавно поднимаем электрод на установленное расстояние.
Рис. 9 — Способ зажигания сварочной дуги — чирканье
- Способ касанием (его еще называют постукиванием) отличается лишь тем, что мы не ведем электрод по поверхности металла, а просто касаемся его краем места начала сварного шва и отводим электрод.
Рис.10 — Способ зажигания сварочной дуги — касание
Держите электрод под углом около 45 градусов и старайтесь поддерживать этот зазор между электродом и металлом в 3-4 мм по мере выгорания электрода и одновременно перемещайте его по горизонтали. Если электрод прилипает, качните его из стороны в сторону, оторвите и снова зажгите дугу. Добейтесь навыка получения устойчивой дуги между электродом и деталью.
Попробуйте поработать и тем, и другим способом и выберите, какой Вам подходит больше.
Когда у Вас все получится с зажиганием и поддержанием дуги, то можете попробовать наплавить валик. Для этого надо зажечь дугу и плавно перемещать электрод по горизонтали, выполняя при этом колебательные движения. Расплавленный металл как бы «подгребайте» к центру дуги.
В конце сварочного шва, делаете колебательные движения в стороны и убираете электрод в сторону наплавленного металла. Эта хитрость придаст сварному соединению красоту (избавит от кратера).
Рис. 11 — Наплавление валика
К концу урока “сварки для начинающих” у Вас должен получиться красивый шов, имеющий маленькие волны из наплавленного металла. После остывания необходимо отбить шлак. Должен получился вот такой валик.
Рис.12 — Красивый шов