Содержание
- Как сварить трубы отопления электросваркой
- Виды сварных швов и соединений
- Подготовительные работы
- Выбор электродов
- Процесс сварки трубы отопления
- Полезные советы и возможные ошибки
- Контроль качества сварного соединения
- Выбираем электроды для сварки труб
- Особенности плавящихся электродов
- Как правильно выбрать электрод
- Процесс сварки трубопровода
- Правила безопасности
- Сварка стальных труб отопления своими руками
- Подготовка
- Особенности ручной дуговой сварки
- Процесс сварки
- Как сварить металлические трубы отопления
- Основные методы
- Подготовка к работам
- Подбор электродов
- Склеивание
- Отопительные регистры
- Как правильно варить трубы, подбирать электроды и выполнять швы?
- Подготовительные работы
- Выполнение сварки
- Сварка труб из пластика
Электроды для сварки труб отопления
Как сварить трубы отопления электросваркой
Основным способом монтажа автономных и централизованных систем является сварка отопления. В отличие от резьбовых соединений она не нуждается в регулярном обслуживании. При сварке труб отопления нужно учитывать, что соединение подвергается не только механическим, но и термическим воздействиям. Поэтому необходимо правильно выбирать электроды, иначе при нагреве он может треснуть.
Виды сварных швов и соединений
В зависимости от взаимного положения трубы соединяются:
- встык, когда торцы примыкают друг к другу;
- в тавр, если трубы расположены в виде буквы Т;
- под углом, когда необходимо изменить направление на 45 или 90˚;
- внахлест путем развальцовки торца одной трубы и одеванием его на другую.
В зависимости от возможности доступа к стыку соединение выполняется:
- Горизонтальным швом, если монтируется вертикальный участок трубопровода.
- Вертикальным при горизонтальном положении трубопровода.
- Потолочным когда стык сваривается снизу. Такой шов приходится накладывать во время ремонта системы отопления при замене аварийного участка.
- Нижним свариваются трубы при монтаже новых систем, когда есть возможность их поворачивания, чтобы электрод находился сверху стыка.
Подготовительные работы
Чтобы соединения получились без дефектов, перед сваркой труб отопления электросваркой проводится подготовка. Проверяется перпендикулярность среза торцов относительно оси, при необходимости корректируется. С кромок снимаются фаски, оставляя притупление 2 мм, чтобы угол между ними был 65 — 70˚. Поверхность труб на расстоянии не менее 1 см от стыка зачищается до блеска наждачной бумагой и обезжиривается растворителем.
Выбор электродов
В большинстве случаев сварку металлических труб отопления ведут плавящимися электродами. При толщине стенок до 5 мм достаточно диаметра 3 мм, до 10 мм — 4 мм. Величина сварочного тока при соединении встык устанавливается 90 — 110 А, внахлест — не менее 120 А. Неплавящиеся электроды из вольфрама или графита с использованием присадочной проволоки и инертного газа используются редко. Область применения стальных электродов зависит от состава покрытия:
- целлюлозное (с маркировкой C) предназначено для сварки магистральных трубопроводов большого диаметра;
- с рутилово-кислым (RA) часто применяются при монтаже коммунальных систем водо и теплоснабжения;
- рутиловое (RR) позволяет создавать швы лучшего качества, чем предыдущий вариант;
- рутилово-целлюлозное (RC) повышает прочность сварочного соединения при вертикальном монтаже;
- универсальное (B), оно же основное, используется при сварке труб разного диаметра и толщиной стенок, работающих в широком диапазоне температур.
Процесс сварки трубы отопления
Прежде чем сваривать трубы отопления электросваркой их нужно прихватить между собой в нескольких местах, чтобы зафиксировать в нужном положении. Если диаметр не превышает 30 см достаточно четырех точек длиной по 5 см, расположенных крестообразно. Трубы большего размера прихватываются с интервалом 25 — 30 см по окружности. Прихватка выполняется теми же электродами, которыми будет свариваться стык.
На стык накладывается непрерывный шов, продвигая электрод вдоль стыка до полного соединения заготовок. Для глубокого прогрева металла его наклоняют под углом 30 — 60˚ назад, заставляя сварочную ванну двигаться за ним. Для поверхностного прогрева положение меняется на противоположное.
Если толщина стенок не превышает 6 мм, накладываются два шва, один поверх другого. Металл до 12 мм сваривается тремя слоями. При стыковке толстостенных труб отопления накладываются четыре и более шва. Перед наложением следующего слоя нужно дождаться остывания предыдущего и удалить с него шлак.
При сварке поворотного стыка, когда меняется направление трубопровода полезно пользоваться специальным вращателем. С его помощью заготовки закрепляются в нужном положении, обеспечивая свободный доступ к стыку со всех сторон. Если такого приспособления нет, на доступную часть окружности накладывают два шва. Затем трубу поворачивают вручную и поэтапно сваривают остальные участки. Сварку неповоротного стыка начинают снизу, продвигая электрод вверх.
Полезные советы и возможные ошибки
Чтобы правильно варить трубы отопления не следует пренебрегать рекомендациями специалистов:
- сварку труднодоступных мест удобней проводить согнутым электродом, используя зеркальце для контроля;
- при смене электродов шов продолжается с накрытием в 1,5 см уже наложенного;
- качество сварного соединения улучшится, если верхний шов выполнять в обратную сторону от нижнего, заканчивая его в другом месте;
- прямая полярность при сварке постоянным током обеспечивает лучший прогрев металла, чем обратная.
Причиной появления дефектов часто становится невнимательность новичков и самоуверенность опытных сварщиков. Например, даже незначительное отклонение шва в сторону приводит к нарушению герметичности соединения. Изменение длины дуги во время сварки заканчивается образованием пустот и непроваров. Новички не замечают этих нюансов, а опытные считают, что на такие мелочи не стоит обращать внимание. По независящим от сварщика причинам дефекты образуются из-за некачественного оборудования и материала труб.
Контроль качества сварного соединения
Завершив электросварку, наружным осмотром определяется наличие прожогов, пор, свищей и других видимых дефектов. Для выявления микротрещин, незаметных невооруженным глазом, обычно смонтированный участок подключают к отопительной системе. Если на швах не появятся капельки воды, работа проведена качественно. Такой способ проверки приемлем в частном доме, где систему можно заполнить в любое время.
В квартирах с центральным отоплением проверку качества сварных соединений в летний период проводят с помощью компрессора. На концы труб ставятся заглушки, стыки обмазываются мыльной пеной, закачивается воздух под давлением. Места, где есть изъяны, определяются по пузырькам на их поверхности.
Замену или монтаж новых труб отопления лучше делать летом, чтобы большую часть сварочных операций выполнять на улице. Вблизи от места работы в помещении не должно быть легковоспламеняющихся материалов. Если опыта сварки труб пока маловато сначала можно сварить несколько ненужных обрезков, чтобы потом не портить новые заготовки.
Выбираем электроды для сварки труб
Подбор электродов для сварки труб — это основополагающий процесс, от которого в результате будет зависеть качество шва и его надёжность. Учитывать нужно абсолютно все нюансы, даже самые незначительные, но, к сожалению, многие сварщики, в том числе и профессионалы, не всегда уделяют этому должное внимание.
Если речь идет о прокладывании профильных или стандартных труб, рано или поздно придётся использовать сварочный аппарат. При выборе электрода стоит знать о первом и самом главном их отличии одного от другого, они могут быть плавящимися и неплавящимися.
Особенности плавящихся электродов
Для производства данного вида электродов применяется сварочная проволока, она имеет защитное покрытие, которое необходимо для стабилизации работы и требуемых магнитных характеристик. А неплавящийся изготавливается из графита, вольфрама и электрического угля.
Покрытие для плавящегося электрода также необходимо для возможности получить качественный и надежный шов, оно наносится с помощью погружения в расплавленный металл и прессовки.
Какие преимущества плавящихся электродов:
- Они позволяют проводить сварку из любого положения.
- Повышенная производительность.
- Минимальное влияние окисления на процесс соединения.
- Безопасны для сварщика во время работы.
- высокое излучение сварочной дуги;
- разбрызгивание во время сварки;
- установлены пределы по показателям тока.
Это основные параметры, которые стоит обязательно учитывать перед началом выбора требуемых электродов.
Как правильно выбрать электрод
Чаще всего специалистами используются более толстые стержни. Происходит это потому, что они способны предать процессу сварки необходимой атмосферы, которая препятствует попаданию воздуха в зону соединения. Но ещё стоит учитывать, что они отличаются большим количеством выделяемых шлаков. А они в свою очередь могут влиять на надежность стыковки. Поэтому необходимо научиться находить золотую середину для оптимальной работы со сваркой трубопровода.
Как выбрать электрод, если брать в расчет толщину трубы?
- Если толщина, например, нержавеющих труб, равна 5 мм, то электрод должен иметь диаметр не более 3 мм.
- Когда труба имеет размер более 5 мм, потребуются стержни 4 мм.
- Также диаметр 4 мм используется для многослойного формирования сварочного соединения.
Еще стоит учесть максимальный показатель тока, который способен пропустить через себя стержень, и расход электродов при сварке труб, что поможет сократить денежные вложения.
Процесс сварки трубопровода
После того как выбор сделан, можно переходить к процессу сварки. Для начала стоит понимать, как нужно перемещать дугу вдоль соединения, в этом помогут несколько простых советов от экспертов:
- дуга ведётся поперечно, применяя колебательные движения для получения требуемой толщины шва;
- если продвигать дугу продольно, это позволит сделать тонкий шов с высотой, которая полностью зависит от скорости движения выбранного стержня вдоль соединяемой поверхности;
- чтобы поддержать стабильность электрической дуги, её нужно вести постепенно на протяжении всего сварочного процесса.
Обратите внимание!
Правила безопасности
Безопасность — это та составляющая сварочного процесса, к которой стоит подходить с большой ответственностью. Ведь если проигнорировать правила, можно получить серьёзные травмы, такие как ожоги от попадания расплавленного металла, ожог глаз от дуговой вспышки, или стать жертвой удара током. Избежать подобных ситуаций можно, придерживаясь простых рекомендаций, а именно:
- во время работы на сварщике не должно быть мокрой одежды;
- обязательно нужно использовать защитную маску для лица;
- все провода, через которые идет ток, нужно обязательно изолировать любым доступным способом;
- перед началом проведения сварки нужно не забывать о заземлении агрегата и дополнительных устройств, если они есть;
- в небольших помещениях необходимо использовать резиновую обувь или постилать резиновый коврик, он будет играть роль изолятора.
Чтобы сделать выбор электрода более подготовленным, стоит взять в расчет норму расхода стержней и учесть привязку определённого вида труб к материалу, из которого сделаны прутки. А для ещё лучшего понимания процедуры выбора, лучше всего обратиться за советом к опытным специалистам, которые имеют большой опыт в проведении подобного рода работ.
Сварка стальных труб отопления своими руками
Выполняя монтаж труб отопления, зачастую приходится их соединять методом сварки. Конечно, в некоторых случаях может подойти и резьбовое соединение, однако процентное соотношение такого способа гораздо меньше.
Сварка металлических труб отопления
Что касается сварки стальных труб, то такой метод имеет несколько разновидностей. Например: ручная электродуговая, газовая сварка (полуавтоматическая, автоматическая). Для соединения стальных элементов отопления зачастую применяется первый вид сварки.
Чтобы сварить стальные трубы ручной дуговой сваркой, нужно использовать специальные электроды, выполняющие функцию присадки. Они выполняют две функции: проводят ток к дуге и заполняют шов. Их состав, размеры и прочие характеристики установлены ГОСТом. Сегодня в Сети можно встретить достаточно видео, где показано, как выполняется тот или иной вид сварки.
Регистры отопления из стальных труб.
Технология же ручной дуговой является достаточно простой, поэтому его выполнять можно своими руками. Все начинается с подготовки.
Подготовка
Сначала нужно заняться подготовкой труб. Поверхности, которые планируется сваривать, должны быть зачищены и обезжирены. Только так можно избежать дефектов в швах.
Изделия должны иметь соответствующий угол раскрытия кромки, должна быть соблюдена перпендикулярность плоскости торца оси изделия. Подготовка труб отопления большого диаметра осуществляется с помощью фрезерных машин или же газокислотной резки.
Размеры, соответствие толщины изделий, химического состава, механических свойств – все должно сочетаться с требованиями ГОСТа.
Нужно отметить, что зачастую величина притупления — около 2 мм, а угол раскрытия – около 65 градусов.
Немаловажным этапом подготовки является и выбор материалов.
Сварить стальные трубы отопления можно правильно, если выбрать верно электроды. Все существует два их вида: неплавящиеся и с плавящимся основанием. Градация основана на разновидности сердцевины электрода. Для неплавящегося типа применяется электротехнический уголь, графит или вольфрам. Что касается плавящегося, то его делают из сварочной проволоки, которая может иметь разный состав и размер. В нашем случае зачастую применяются электроды диаметром от 2 до 5 мм. Больших размеров изделия могут вариться и большим диаметром электрода.
Что касается покрытия, то оно также влияет на выбор того или иного электрода для сварки стальных труб отопления. Есть такие электроды:
- С основным покрытием. Швы благодаря такому расходному материалу имеют низкую вероятность растрескивания, имеют хорошие показатели вязкости.
- С рутилово-целлюлозным покрытием. Используются для самых разных случаев, включая и сложнейший: вертикальный шов сверху вниз.
- С рутиловым покрытием. Швы получаются с отличной внешностью. Шлак хорошо удаляется, а поджиг легок. Поэтому такие электроды часто применяются для прихваток и угловых швов.
- С рутилово-кислотным покрытием. Шлак образуется особой структуры, его он просто удаляется по окончании процесса.
- С целлюлозным покрытием. Подходят для изделий большого диаметра, для создания вертикальных и кольцевых швов.
Это неметаллический сплав, который имеет вес меньше, чем свариваемые изделия. Он находится наверху шва, образуя покров. Выполняют защитную функцию. Шлак защищает шов от воздействия окружающей среды. Когда он остывает, затвердевает, его можно легко удалить.
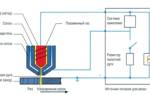
Принципиальная схема сварки металлических труб
Если наблюдается зашлаковывание шва, это дефект. Ведь это снижает прочность соединения.
Особенности ручной дуговой сварки
Выполняется в несколько проходов, после каждого нужно убирать шлак. Каждый последующий шов делается с перекрытием предыдущего. Такой способ позволяет достичь максимальной герметичности и снижает вероятность появления свищей.
Процесс сварки
Варить трубы отопления следует начинать с прихваток. Такова технология соединения встык.
Они — часть шва. Для их выполнения применяются электроды того же типа, которые будут применяться и для основной сварки.
Если диаметр изделий составляет до 30 см, можно выполнить четыре прихватки, равномерно расположенных. Длина – 5 см, высота – около 3 мм.
Сварить встык изделия большого диаметра можно, выполнив прихватки через 25-30 см. Сварка выполняет в три слоя, если толщина стенок составляет до 1,2 см. Нужно стремиться, что большинство стыков выполнялось в поворотном положении.
Поворотный метод
Сначала выполняется шов высотой около 3 мм, используя электроды диаметром 2-4 мм. Затем подбираются электроды с большим диаметром, для создания последующих слоев.
Сварка труб отопления большого диаметра
Стык стоит разделить на четыре сектора. Их выполняют по два сектора в верхнем полушарии трубы, поэтапно поворачивая изделие. И только третий слой выполняется в одном направлении, вращая трубу.
Если выполняется соединение изделий, которые работают при давлении, они, как правило, находятся возле стен помещения, поэтому варить такие трубы не очень удобно. Начинается процесс на нижнем участке отопительной системы, с центра.
Электрод должен располагаться перпендикулярно относительно места сварки. Если выполняется вертикальный шов, электрод размещают вверх под углом.
После создания слоя шлак удаляется в обязательном порядке.
Если личного опыта недостаточно для выполнения таких операций своими руками, тогда лучше обратиться к профессионалу. Ведь от качества сварных швов будет зависеть герметичность всей отопительной системы. А для этого нужно учесть множество нюансов, а также обладать определенными навыками в обращении со сварочным аппаратом. Как дополнение к этому, можно использовать видео. А остальное зависит от вас.
Как сварить металлические трубы отопления
Одним из самых распространённых и востребованных видов монтажных работ является сварка металлических труб отопления, необходимость в которой нередко возникает как в быту, так и в производственных условиях.
Эта процедура организуется не только при обустройстве отопительных систем в строящихся зданиях и помещениях, но и при ремонте уже действующих тепловых магистралей.
Поскольку современные трубные изделия изготавливаются из различных металлов – при рассмотрении отдельных видов сварки обязательно учитываются особенности работы с каждым из них.
Основные методы
Любые сварочные работы, включая сварку труб отопления, имеют различия в части используемого при их проведении оборудования. В зависимости от этого они разделяются на следующие категории:
- ручная сварка;
- электродуговой метод соединения инвертором;
- газосварка (полуавтоматическая или полностью автоматическая).
Указанное деление также предполагает использование того или иного вида сварочного оборудования для каждого конкретного типа трубопроводов. Так, для сварки стальных труб отопления чаще всего применяется ручной метод, реализуемый посредством обычного сварочного трансформатора или инвертора.
Кроме того, для сварки труб отопления ручным методом используются специальные плавильные стержни, совмещающие в себе функции электрода и присадки. Они обеспечивают возможность формирования полноценной дуги и позволяют получать качественно заполненный шов. Состав этих компонентов, их размеры и другие рабочие характеристики регламентируются действующими стандартами.
Ручной способ сваривания труб отопления в частном доме является к тому же самым простым методом и доступным для самостоятельного освоения. При его рассмотрении в первую очередь обращают внимание на важность подготовительных процедур.
При сварке пластиковых труб отопления применяют специальные паяльники, которые разогревают трубы до заданной температуры. Время разогрева определяют по таблицам. Работать с таким паяльником несложно, монтаж проходит быстро.
Подготовка к работам
Перед началом основных операций следует заняться подготовкой труб отопления, подлежащих свариванию. Она состоит в том, что поверхности заготовок в местах состыковки тщательно зачищаются, а затем обезжириваются. Только при этом условии удаётся получить качественные швы в местах их соединения на сварку.
В процессе подготовки трубным стыкам придаётся удобная для сваривания форма с соответствующим углом раскрытия кромки. Помимо этого, обязательно выполнение требования по качеству торцевой плоскости среза. Она должна располагаться строго перпендикулярно оси трубы.
Сваривать трубы отопления большого диаметра рекомендуется лишь после их торцевания с привлечением специальной техники (фрезерных механизмов или же газорезательных машин).
Геометрические размеры подготавливаемых стыков выбираются исходя из толщины самих трубных заготовок, их химического состава и установленных ГОСТом механических свойств. На практике параметр притупления кромок, как правило, выбирается порядка 2-х мм, а угол раскрытия делается около 65°.
Одним из наиболее ответственных показателей эффективности подготовительных работ при сварке труб отопления является правильный выбор расходных материалов.
Подбор электродов
Для качественного сваривания отопительной системы или отдельной трубы в первую очередь необходимо правильно подобрать электроды. При ручном методе сварки могут применяться как плавящиеся, так и неплавящиеся их разновидности. Различия этих изделий определяются классом материала, используемого в качестве основания электрода.
В стержнях неплавящегося типа основой (сердцевиной) является графит, электротехнический уголь или сверхпрочный и тугоплавкий вольфрам. В плавящемся электроде в качестве основы используется особая присадочная проволока, имеющая определённый состав и диаметр.
При ручном способе сварки труб отопления чаще всего применяются стержни диаметром от 2-х до 5-ти миллиметров. Электроды с большим диаметром обычно используются при сварке более крупных трубных заготовок.
Вид покрытия также имеет значение при оценке пригодности стержней для сваривания отопительных труб из металла (от этого показателя зависит область их применения). Согласно ему они разделяются на целый ряд подвидов, выбор которых определяется структурой соединяемых заготовок.
Склеивание
Применение холодной сварки для труб отопления основано на принципе сочленения их стыков без использования традиционного эффекта термического нагрева.
Надёжный контакт в соединительной зоне получается за счёт протекающих химических реакций. Отличительной особенностью этого метода является пластичность получаемого соединения, высокая адгезия материалов, а также мгновенное застывание с образованием монолитной контактной зоны.
Специальный состав для холодной сварки изготавливается на основе эпоксидных смол с добавлением специального наполнителя, выполняющего функцию отвердителя.
Известны следующие разновидности составов, позволяющие варить трубы отопления методом холодной сварки:
- пластичное вещество, состоящее из двух компонентов, которое перед применением тщательно разминается в ладонях, а затем наносится на обрабатываемое место. К преимуществам этого вида холодной сварки можно отнести быстроту приготовления и длительные сроки хранения. Недостатком является то, что клеящий состав быстро застывает, так что его следует использовать сразу же после приготовления;
- состав на основе жидких компонентов, подготавливаемый путём их смешивания в определённой пропорции. Достоинством этого вида соединения труб отопления является хорошая текучесть жидкого материала, обеспечивающая возможность проникновения в микропоры соединения с образованием в этом месте надёжного и прочного контакта.
Особенностью метода холодной сварки является допустимость его применения в отопительных системах с циркулирующей горячей водой.
Для высокотемпературных контуров отопления разработаны особые химические составы, применяемые при нагревании труб свыше 1000°.
Процедуры по восстановлению или ремонту трубных магистралей отопления этим методом приравниваются к работам, производимым в критических температурных условиях.
Отопительные регистры
Сварка стояков, регистров отопления, а также батарей нагревательных элементов ничем не отличается от соединения обычных труб. Единственно, что следует учитывать перед работой с ними – это более тщательная подготовка мест сочленения (зачистка и шлифовка). Радиаторы отопления и регистры следует монтировать строго по уровню, чтоб не было перекосов.
Перед тем как варить чугунные батареи системы отопления, необходимо проконсультироваться у специалистов. Дело в том, что в отличие от стальных изделий, сделать качественный сварной шов на чугунной детали, без определённого опыта подобных работ достаточно сложно.
При наличии некоторого опыта работ поменять трубы отопления в домашних условиях можно собственными силами. При этом нельзя забывать о перекрытии стояка, чтобы не вытек теплоноситель. Лучше проводить замену в теплое время года, когда отопление отключено.
Как правильно варить трубы, подбирать электроды и выполнять швы?
При соединении труб, чаще всего, применяют сварку. Сегодня в продаже можно найти большой выбор сварочных аппаратов, как бытового, так и промышленного назначения, поэтому многие домовладельцы берутся за выполнение сварочных работ самостоятельно.
При этом у новичков, естественно возникают вопросы: как правильно – правильно варить трубы, как подбирать электроды, как готовить поверхности к сварке и проверять качество швов. Попробуем разобраться в этих проблемах.
Пример сварки металлических труб
Сегодня в строительстве используется множество различных методов сварки.
Так, по способу соединения металла сварка подразделяется на:
- Термическую, к которой отнесены все методы сварки путем плавления.
- Термомеханическую, к которой относится стыковая контактная сварка, а также сварочный процесс с использованием магнитоуправляемой дуги.
- Механическую, к которой отнесены способы сварки трением и взрывом.
На предприятиях и при сооружении трубных магистралей, в большинстве случаев, используются автоматические и полуавтоматические способы сварки. В частном строительстве широко используется метод ручной дуговой сварки.
Подготовительные работы
Соединение труб с помощью ручной дуговой сварки
Прежде чем приступить к выполнению сварных соединений, необходимо подготовить поверхности труб и правильно подобрать материалы для работы.
Выбор электродов
Для выполнения ручной дуговой сварки в качестве расходного материала используются электроды. Этот материал выпускается в огромном ассортименте, поэтому вопрос, какими электродами варить трубы, является чрезвычайно важным.
Все многообразие выпускаемых электродов можно разделить на две группы:
- Электроды с плавящимся основанием;
- Неплавящиеся электроды.
Данная классификация осуществляется путем оценки материала, который использован для изготовления сердцевины электроды. Так, плавящиеся электроды изготавливают из сварочной проволоки различной толщины и состава. Сердцевина неплавящихся электродов изготовляется из вольфрама, графита или электротехнического угля.
Соединение труб с помощью ручной дуговой сварки своими руками
Кроме того, классификация электродов проводится путем оценки их покрытия.
Каждый тип покрытия создан для решения определенных задач, поэтому крайне важно учитывать это обстоятельство при выборе.
- Электроды с целлюлозным покрытием (марка C) применяются для выполнения кольцевых и вертикальных швов на трубах большого диаметра.
- Электроды с покрытием рутилово-кислотного типа (марка RA) отличаются особой структурой образуемого при сварке шлака, который по окончанию работ можно легко удалить.
- Электроды с рутиловым покрытием (марки R, RR) выделяются легким повторным поджигом, хорошей степенью ударяемости шлака и позволяют создавать швы с товарной внешней поверхностью. Их используют для постановки прихваток, а также для создания угловых швов и проваривания внешних слоев швов, которые должны иметь красивый внешний вид.
- Электроды с рутилово-целлюлозным покрытием (марка RC) рекомендованы для выполнения швов в любых направлениях, в том числе и в самом сложном случае – при образовании вертикального шва по направлению сверху вниз.
- Электроды с основным покрытием (марка B) позволяют создавать швы с отличными характеристиками вязкости и наименьшей вероятностью растрескивания.
Эти электроды рекомендуется использовать для сваривания труб с большой толщиной стенок, а также в тех случаях, когда необходимо сохранить высокую вязкость шва, например, для создания трубопроводов, которые будут эксплуатироваться в условиях низких температур.
Подготовка поверхности труб
Подготовка поверхности труб для сварки
Перед тем, как варить трубы, необходимо подготовить их кромки, то есть поверхности, которые будут задействованы в процессе сварки.
- Трубы следует проверить на соответствие требованиям, заложенным в проекте трубопровода. Основные условия: соответствие размеров, наличие сертификата, отсутствие деформации (эллипсности), отсутствие разницы в толщине труб, соответствие химсостава металла труб и их механических свойств требованием ГОСТа.
- При подготовке стыков производят их очищение от грязи, масла и следов ржавчины, проверяют перпендикулярность плоскости торца оси трубы, измеряют угол раскрытия кромки и величину притупления.
Угол раскрытия кромок для создания хорошего шва должен быть равен величине 60-70 градусов. Величина притупления, как правило, составляет 2-2,5 мм.
- При несоответствии формы скоса кромок труб выполняют их механическую обработку при помощи фаскоснимателей, торцевателей или шлифовальных машинок.
Для подготовки труб большого диаметра используют фрезерные машины или используют термические методы подготовки, например, газокислотную или воздушно-плазменную резку.
Выполнение сварки
Процесс сваривания металлических труб
Рассмотрим, как правильно варить трубы.
Установка прихваток
- Прихватки являются составной частью шва, их выполняют с использованием того же типа электродов, которые будут использоваться для основной сварки.
- При выполнении сварки металлических труб (для отопления, например), имеющий диаметр до 300 мм выполняют четыре прихватки, располагая их равномерно по окружности. Каждая прихватка должна иметь высоту 3-4 мм и длину 50 мм.
- При сваривании труб большего диаметра прихватки располагают через каждые 250-300 мм.
При сборке трубопроводов следует стремиться к тому, чтобы максимальное число стыков выполнялось в поворотном положении. Трубы, имеющие толщину стенок до 12 мм, соединяют сваркой в три слоя. Рассмотрим, как правильно варить трубу в поворотном положении.
Сварка поворотным методом
Высококачественный сварной шов металлических труб
Первый сварочный слой выполняют высотой 3-4 мм, для этого используются электроды диаметром от 2 до 4 мм. Второй слой создают с использованием электродов большего диаметра.
Выполняют работу так:
- Стык делят на четыре сектора.
- Сначала сваривают первый и второй сектора, расположенные в верхнем полушарии трубы.
- После чего трубу поворачивают и выполняют сваривание оставшихся двух секторов.
- Далее трубу снова поворачивают и выполняют второй слой шва на первых двух секторах.
- Завершают работу путем выполнения второго слоя шва в третьем и четвертом секторах, предварительно снова перевернув трубу.
Третий слой шва накладывается в одном направлении при вращении трубы.
При сваривании труб, имеющих диаметр до 200 мм, можно не выполнять деление на сектора, выполняя все слои шва в одном направлении при выполнении вращения трубы.
Сварка труб из пластика
Аппарат для сварки пластиковых труб
В частном строительстве металлические трубы сегодня используют редко, предпочитая работать с пластиком.
Поэтому вопрос, как варить пластиковые трубы, интересует многих домашних мастеров.
- Для пайки пластиковых труб применяются специальные стыкосварочные аппараты.
При проектировании трубопровода из полипропиленовых труб, следует учитывать, что при нагреве такие трубы могут несколько вытянуться.
- В аппарате закрепляются нагревающие насадки.
Для сварки полипропиленовых труб необходима температура 250-270 градусов.
- Далее отмеряются отрезки труб заданного проектом размера, и производится их обрезка. Края деталей рекомендуется заточить под небольшим углом.
- Маркером на трубе отмечается длина соединения с фитингом так, чтобы конец трубы в него не упирался.
- Поверхности труб, которые будут подвергаться сварке, следует обезжирить.
- Фитинг разогревается несколько дольше, чем труба, поэтому его обрабатывают первым. Затем на нагретую насадку надевается труба.
После прогрева (время зависит от характеристик используемого аппарата), детали снимаются с насадки и закрепляются плавным движением без поворота. Шов следует фиксировать, пока он не остынет.
Таким образом, можно получить надежные соединения, используя пластиковые трубы — как варить такие детали, рассказано выше, однако, при выполнении работы следует учитывать следующее:
Сварка пластиковых труб своими руками
- Чтобы получить действительно надежный трубопровод, нужно внимательно отнестись к выбору сырья, а именно, приобрести качественные трубы и соединительные детали.
- Нельзя забывать о необходимости механической обработки состыковываемых кромок, так как в противном случае, невозможно получить качественное соединение. Торец трубы после обрезки следует обязательно зачистить, используя торцеватели, шейверы или напильники, имеющие мелкую насечку.
Выполнение стыков труб при строительстве трубопроводов – это ответственная работа, от качества которой зависит надежность сооружаемых сетей. Поэтому, независимо от материала используемых труб, выполнение сварочных работ должно быть осуществлено в строгом соответствии с требованием СНиП.