Содержание
- Основные характеристики сварочного инвертора
- Максимальный диаметр электрода
- Тип сварочного тока: постоянный (DC) или переменный (AC)
- Напряжение без нагрузки
- Рабочий цикл, он же ПВ (период включения), он же ПН (полезная нагрузка)
- Исполнение: класс защиты IP
- Исполнение: класс изоляции (по нагревостойкости)
- Температура эксплуатации
- ПН и ПВ сварочных аппаратов
- ПН/ПВ =tраб./tцикла *100%
- Как проверяют ПН/ПВ?
- Особенности выбора сварочного инвертора
- Аппараты, применяемые для сваривания металлов
- Устройство сварочного инвертора
- Отличительные особенности инверторов
- На что следует обращать внимание, приобретая аппарат
- Выбор сварочного инвертора: 10 важных правил
- Как выбрать сварочный инвертор. Принцип его работы
Что такое рабочий цикл сварочного инвертора
Основные характеристики сварочного инвертора
На что следует обратить внимание при покупке сварочного аппарата ММА
Максимальный диаметр электрода
По своей сути – та же характеристика диапазона рабочего тока. Иногда по неграмотности или злонамеренно указывается диаметр электрода, которым заявленным максимальным током варить не получится. Иногда наоборот: указан максимальный диаметр электрода, явно не дотягивающий до значения заявленного сварочного тока.
Последний вариант изредка является проблеском совести поставщиков-обманщиков. В качестве максимального тока они указывают ток короткого замыкания. А максимальный рабочий диаметр электрода указывают все-таки честно.
Тип сварочного тока: постоянный (DC) или переменный (AC)
Варить постоянным (иначе прямым, по-английски – DC) током проще: легче удерживать дугу. Поэтому 99,9% современных инверторных аппаратов ММА выдают постоянный сварочный ток.
А вот среди трансформаторов раньше большинство составляли как раз аппараты переменного тока.
Переменный ток (по-английски – AC) используется для сварки цветных металлов. Но не аппаратами ММА, а аппаратами TIG. Поэтому сварочный инвертор ММА, выдающий переменный ток, — большая редкость.
Напряжение без нагрузки
После включения аппарата, до момента поджига дуги напряжение на кончике электрода существенно выше, чем во время работы. И чем оно выше, тем легче поджечь дугу. Но стандарты запрещают уровень напряжения холостого хода на аппаратах, выдающих прямой ток, свыше 100В.
Для еще большего сокращения рисков используют т.н. блоки VRD. Аппарат, снабженный VRD, имеет на кончике электрода до начала поджига дуги всего несколько вольт. И лишь при прикосновении к металлу напряжение холостого хода восстанавливается до уровня, необходимого для поджига дуги.
На всех электродах всегда указывается полярность подключения, тип сварочного тока (постоянный или переменный) и минимально требуемый для поджига уровень напряжения холостого хода. Для абсолютного большинства широко распространенных электродов он не превышает 60В.
Напряжение холостого хода, также как и сварочный ток, зависит от уровня входного напряжения. Чем ниже напряжение в источнике питания, тем ниже напряжение холостого хода. Поэтому по мере снижения напряжения питания поджиг электрода становится все сложнее.
Рабочий цикл, он же ПВ (период включения), он же ПН (полезная нагрузка)
ПВ указывается двумя цифрами. Первая – сила тока. Вторая – процент времени. Например, «130А-50%» означает, что данный аппарат током 130А может варить половину времени. А столько же будет простаивать в ожидании охлаждения до рабочей температуры. Если измерения проводятся на максимальном токе аппарата, первую цифру опускают, оставляя только показатель в процентах. Например, если аппарат с номиналом 160А имеет напротив «ПВ» запись «30%», это означает, что током 160 ампер он может работать 30% времени, а 70% будет остывать.
Все верно. Остается только добавить, что отечественный ГОСТ Р МЭК 60974-1-2004 не устанавливает единой обязательной методики измерения показателя ПН для аппаратов ММА. «Стандарт не распространяется на источники питания для ручной дуговой сварки с ограниченным режимом эксплуатации, которые проектируются преимущественно для эксплуатации непрофессионалами» .
Европейская методика, изложенная в стандарте EN60974-1, предлагает измерение на нагрузочном стенде при температуре окружающей среды 40С только до первого отключения ввиду перегрева. Полученный результат относят к 10-минутному промежутку. Получается, сработала термозащита через 3 минуты, цикл аппарата на данном токе – 30%.
Методика концерна TELWIN. К настоящему времени ее используют большинство китайских производителей (тех, которые вообще проводят такие испытания своих машин). Сам итальянский концерн при замерах ПВ своих аппаратов по собственной методике после показателя скромно указывает «TELWIN». Абсолютное большинство китайских производителей этого не делает.
Наконец, существует российская, она же советская, методика. По своей сути она ближе к методике TELWIN: суммируются все промежутки за контрольный период, когда аппарат работал. Но отрезок берется не 10, а 5 минут. И – самое главное – аппарат сначала вводится в режим срабатывания защиты от перегрева, после чего начинаются измерения.
В итоге один и тот же аппарат по всем 3 методикам выдает совершенно различный процент! Естественно, самые скромные «циферки» получаются по европейской методике, а самые впечатляющие – до 2 раз и более – по методике Telwin.
Исполнение: класс защиты IP
Класс защиты IP указывает на исполнение электротехнических приборов в отношении твердых объектов (первая цифра) и жидкостей (вторая цифра).
Определить степень защиты аппарата можно визуально. Если у аппарата с IP21 все вентиляционные щели полностью открыты, то у IP22 они уже прикрыты сверху выступающими козырьками. А у аппарата с IP23 эти козырьки почти полностью закрывают щели.
Степень защиты IP24 и выше технически затруднена и не имеет смысла.
Исполнение: класс изоляции (по нагревостойкости)
Многие материалы при нагреве выше определенной температуры утрачивают свои рабочие свойства. Для стандартизации материалов по данному признаку введена классификация изоляции по нагревостойкости. Почти все сварочные инверторы на транзисторах IGBT имеют класс изоляции H, что соответствует предельной температуре нагрева 180С. Предыдущая «ступенька» — класс F – означает предел нагрева 155С. Выше класса F – только класс С, указывающий на возможную температуру нагрева свыше 180С.
Температура эксплуатации
Как и внутренний нагрев, внешний нагрев и особенно охлаждение накладывают на эксплуатацию определенные ограничения. Большинство инверторных сварочных аппаратов пригодны для работы в диапазоне от 0С до +40С. Если аппарат пригоден для эксплуатации на морозе, обязательно указывается его предельное значение: минус 20С или минус 40С.
ПН и ПВ сварочных аппаратов
Часто спрашивают: что такое ПВ или ПН сварочного аппарата? Заглавные буквы ПН обозначают продолжительность нагрузки, а ПВ — продолжительность включения соответственно. Режим работы инверторного аппарата не менее важная характеристика, чем величина максимального сварочного тока. Про режим работы часто забывают начинающие сварщики. Этого делать нельзя.
Параметр ПН/ПВ всегда указан в процентах и показывает время работы инвертора при десятиминутном цикле. Например, если ПН/ПВ равен 40% — это означает, что после 4 минут работы аппарату нужно будет передохнуть, охладиться в течении 6 минут до повторного запуска. Таким образом, цифра позволяет приблизительно оценить, сколько раз инвертор будет отключаться по перегреву при бесперебойной работе в течение длительного времени.
Нагрузка источника питания (далее по тексту ИП) для дуговой сварки имеет, как правило, переменный характер. Процесс сварки состоит из повторяющихся циклов в которых рабочий период чередуется с паузами необходимыми для замены электродов, подготовки к наложению следующего шва, подгонки деталей и т.д. Согласно стандартам различают три типовых режима работы:
- Длительный при неизменной нагрузке;
Так работают ИП для автоматической сварки и многопостовые источники.
Рабочие периоды прерываются режимами работы на ХХ. В данном случае применяется понятие продолжительности нагрузки (ПН)
Рабочие периоды чередуются с периодами полного отключения силовых цепей ИП от сети.
В данном случае рабочий режим положено именовать как продолжительность включения (ПВ)
ПН/ПВ равно отношению времени работы аппарата к времени всего цикла. Длительность цикла принимается за 10 мин. Формула выглядит так:
ПН/ПВ =tраб./tцикла *100%
Для большинства сварщиков-профессионалов, не говоря уже о любителях, понятие режима работы сварочного аппарата является не очень понятным. Данная характеристика должна показать, как поведет себя сварочный аппарат при работе на максимальном токе и температуре +40 градусов. Сварщики профессионалы, выбирая аппарат для работы, смотрят на ток длительной нагрузки, который обозначен на шильде аппарата в графе ПН 100%. Опираясь на цифры в данной графе, эксперт в сварке может представить, будет ли достаточно заявленного производителем тока для решения тех задач, которые стоят перед сварщиком. Если токовые режимы, указанные в графе 100% совпадают или превосходят предполагаемые токи необходимые для выполнения конкретных задач, значит аппарат в процессе работы не будет перегреваться и уходить в защиту.
Для бытового использования высокие значения ПН не столь важны, поскольку для работы по дому аппарат редко используется на пределе своих возможностей, да и нагрузки носят скорее кратковременный характер. Заявленные данные по режиму работы инвертора являются результатами изысканий разработчиков оборудования. Необходимый ПН или ПВ закладывается в расчете при проектировании. В соответствии с поставленной задачей по продолжительности нагрузки инженеры подбирают компоненты сварочного аппарата. В расчет принимается множество нюансов. Например, теплостойкость изоляции проводов, размеры и число охлаждающих радиаторов, номиналы температурных датчиков, места их установки. Инженеры просчитывают наиболее теплонагруженные узлы и проверяют, как они будут влиять на режим работы инвертора в процессе длительной эксплуатации.
Как проверяют ПН/ПВ?
Рассчитать ПН инвертора могут только инженеры на этапе проектирования источника. В условиях лаборатории можно только подтвердить исходные данные, заявленные производителем, либо опровергнуть их. Посчитать ПН конкретного аппарата, опираясь на данные, полученные во время испытаний, можно только условно и очень приблизительно. Существует метод проверки работы ИП. Он обозначен в ГОСТ Р МЭК 60974-1-2012 и подразумевает нагружение источника максимальным током заявленным производителем. Данный способ позволяет подтвердить или опровергнуть заявленные значения режима работы достаточно быстро. Однако он связан с привлечением дополнительных калиброванных приспособлений для имитации работы аппарата под нагрузкой, приборов контроля температуры в определенных точках и т.д. Среди важных параметров данной проверки следует отметить время испытания, которое согласно стандарту должно составлять 10 мин, а также температуру внутри термокамеры в 40 о С. Два этих параметра позволяют получить данные с едиными исходными условиями.
Стоит сказать пару слов о том, почему единый стандарт времени и температуры так важен. Некоторые производители в маркетинговых целях стремятся увеличить значение ПН/ПВ и указывают данные для пятиминутного цикла. Например, аппарат с циклом испытаний 5 минут заявляется как инвертор с ПН 40%. По факту, если перевести данное значение в систему координат, регламентированную ГОСТ Р МЭК 60974-1-2012 ПН составит 20% (при цикле 10 мин). Та же история с температурой. В ГОСТе значение данного параметра испытания обозначено в 40 о С. Если температуру в термокамере понизить до (20 -25) о С , то ПН вырастет в 2 раза и составит 80%. То есть инвертор с реальным ПН 40% при температуре 20 о С сможет простоять под нагрузкой более 8 мин. И при этом не перегреться. Этим «финтом» , кстати, часто пользуются недобросовестные производители сварочного оборудования. Указывая ПН при 20 о С или для 5-минутного цикла испытания можно получить гораздо более красивые цифры никак не меняя при этом реальный режим работы инвертора. Поэтому при покупке аппарата нужно уточнять, насколько данные, указанные на инверторе соответствуют требованиям ГОСТ.
На просторах интернета есть множество роликов, где их авторы пытаются продемонстрировать высокую продолжительность нагрузки сварочного оборудования. Аппараты нагружают максимальным током и на протяжении 10 – 20 мин. жгут четырехмиллиметровые электроды. Блогеры доказывают, что испытуемые аппараты вместо ПН 60% ( 6 мин непрерывной работы) могут работать 10 -15мин и более. Значит, по их мнению, аппарат, который они испытывают, обладает ПН100%. Это не так хотя бы потому, что испытания проводятся при комнатной температуре. А иногда и попросту в снегу.
При проверках мы сталкивались с инверторами фактический ПН которых был выше заявленного. Например, вместо заявленных производителем 6-ти минут инвертор в термокамере проводит под нагрузкой 10 мин, что для обывателя будет неоспоримым доказательством, что у этого инвертора ПН 100%. Однако режим работы, заявленный разработчиком, следует соблюдать, поскольку инженеры проверяют теплонагруженность всех элементов конструкции, а не только дорогих узлов, защищенных термозащитой. При длительном режиме испытаний или реальной работе периодическое превышение не рекомендованного ПН может привести к выходу инвертора из строя. В аппарате может обгореть какой-то контакт или просто оплавиться изоляция.
Особенности выбора сварочного инвертора
Сварочные аппараты имеют четкое деление по длительности рабочего цикла.
Электрическая схема подключения сварочного инвертора
Делая выбор сварочного инвертора для использования в быту, прежде всего обращают внимание на длительность рабочего цикла: время работы плюс перерыв.
Выбор инвертора зависит от того, какой толщины металл планируют сваривать.
При этом необходимо сравнить характеристики существующих аналогов и убедиться, что инвертор является именно тем прибором, что необходимо иметь для сварки в домашних условиях.
Аппараты, применяемые для сваривания металлов
Классификационная схема трансформаторов в зависимости от способов их питания.
Электрическая или дуговая сварка являются основным методом создания неразъемных соединений. Сварочные аппараты применяют и для резки металлов. Все эти устройства можно назвать источниками тока, регулируемого по величине, который является основным элементом изделия.
- Сварочные трансформаторы. Простейшим источником тока является понижающий трансформатор, с помощью которого напряжение сети (220 или 380 В) снижается до требуемого для сварки значения. Сам по себе трансформатор имеет большой вес, но для улучшения условий сварки и для сваривания цветных металлов применяют и другие достаточно тяжелые элементы, и вся конструкция получается громоздкой. В процессе сварки всегда наблюдается сильное падение напряжения в сети, ”просадка”. Работать с такими массивными конструкциями неудобно. Однако трансформаторы обладают существенным положительным качеством: они сравнительно недороги и, главное, долговечны и надежны в эксплуатации.
- Сварочные выпрямители. Это тот же понижающий трансформатор, на выходе которого имеется преобразователь переменного напряжения в постоянное (выпрямительный блок), и в нем имеется приспособление для регулирования величины сварочного тока. На постоянном токе получаются лучшие характеристики электрической дуги и, как следствие, более качественный шов, что является их преимуществом перед трансформатором. В этой конструкции, как и у трансформатора, практически нечему ломаться. По весу и стоимости сварочные выпрямители не очень отличаются от трансформаторов и имеют те же положительные качества и те же недостатки.
- Инверторы. Весьма сложная модификация источника сварочного тока, недавно появившаяся на рынке.
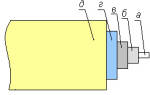
Устройство сварочного инвертора
Устройство сварочного инвертора.
До выбора сравнительно дорогого аппарата целесообразно выяснить его характеристики. Поэтому необходимо ознакомиться с устройством инвертора.
Сварочный инвертор состоит из входного выпрямителя, собственно инвертора и выходного выпрямителя. Бытовой инвертор рассчитан на работу от однофазной сети напряжением 220 В. Его вход не имеет понижающего трансформатора. Это значит, что вся элементная база входного выпрямителя рассчитана на напряжение 220 В.
Инвертор преобразует постоянное напряжение в переменное, но уже имеющее частоту не 50 Гц, как на входе аппарата, а частоту, измеряемую килогерцами. У разных производителей она может изменяться от 20 до 65 кГц.
Это частотное преобразование лежит в основе преимуществ, которые дает инвертор. Чем больше частота на выходе инвертора, тем более эффективна его работа. В настоящее время ведутся разработки инвертора, который будет иметь частоту до 100 кГц.
Схема работы сварочного инвертора.
Только на высокой частоте в выходной части аппарата появляется понижающий высокочастотный трансформатор. Он снижает напряжение до 70-90 В. Ток же на его выходе можно регулировать в широких пределах, и он может достигать 200 А. Размеры высокочастотного трансформатора намного меньше, чем обычного трансформатора или трансформатора-выпрямителя. Например, сварочный инвертор, обеспечивающий на выходе ток в 160 А, имеет трансформатор весом 250 г. Обычный сварочный аппарат для обеспечения такого тока имел бы на входе понижающий трансформатор весом 18 кг.
После понижения напряжения снова осуществляется преобразование переменного тока в постоянный, который, проходя через высокочастотный фильтр, сглаживается, избавляясь от пульсаций.
Наиболее дорогим элементом сварочного инвертора является блок, осуществляющий управление всеми происходящими в нем процессами. Далее под термином “инвертор” будем понимать не узел в составе аппарата, а сам аппарат.
Отличительные особенности инверторов
Виды сварочных источников питания.
Убедившись, что для выполнения небольшого объема сварочных работ в домашних условиях подойдет именно инвертор, следует разобраться, чем отдельные модели этих источников тока отличаются между собой.
Существуют две технологии их производства: MOSFET и IGBT. В середине прошлого века была разработана технология MOSFET. Однако значительно экономичнее оказались современные модели, выполненные по технологии IGBT. В Европе, где серьезно относятся к экономному расходованию энергоресурсов, в продаже имеются только модели, изготовленные по этой технологии.
В нашей торговой сети пока можно найти оба типа этих изделий. Поэтому есть необходимость рассказать об их отличиях. Возможно, кто-то посчитает целесообразным вариантом приобретение менее экономичного, но более дешевого изделия, выполненного по технологии MOSFET. Они больше подходят для сварки несложных сварочных швов в домашних условиях и пока еще более надежны, чем аппараты, изготовленные по технологии IGBT. При небольшом объеме работ преимущество, связанное с меньшими затратами энергии, практического значения не имеют.
Инверторы IGBT работают на частоте 60-85 кГц, большей, чем имеет инвертор MOSFET, что позволило в них еще уменьшить вес всей конструкции. Технология IGBT более надежна по температурным характеристикам. Температура аварийного отключения при перегреве составляет 90°С, что примерно на 30˚ больше, чем у аппаратов технологии MOSFET.
Но и здесь есть над чем подумать. Если продолжительность собственно сварки небольшая, то это преимущество может быть несущественным.
Что касается такого важного для инверторов вопроса, как ремонт, то мнения тех, кто его выполняет, расходятся. Больше деталей, но к ним более свободный доступ у аппаратов технологии MOSFET, что для ремонта является преимуществом. Так считают одни. Другие считают, что компактный и имеющий меньшее количество элементов инвертор технологии IGBT, реже выходит из строя, да и ремонтировать его проще.
Более существенным является тот факт, что инвертор IGBT лучше приспособлен к сварке не только черных, но и цветных металлов и чугуна.
На что следует обращать внимание, приобретая аппарат
Структуры однофазных ШИМ инверторов.
Само по себе приобретение такого сварочного аппарата достаточно дорогое удовольствие, но и его ремонт может обойтись недешево. Например, замена основного элемента, называемого материнской платой, обойдется примерно в половину стоимости всего инвертора. Поэтому, приобретая дорогую вещь, не стесняйтесь беспокоить продавца, старайтесь получить от него как можно больше информации и внимательно изучайте документацию инверторного сварочного аппарата.
- Все инверторы в соответствии со стандартами имеют три режима: Anti-Sticking и Arc-Force исключают прилипание электрода в процессе сварки и уменьшают ток после включения, режим Hot‑Start ‑ автоматически увеличивает ток в момент касания электродом шва и обеспечивает надежное зажигание дуги.
- Для инверторов, собранных на элементах, чувствительных к накапливающейся пыли, большое значение имеет их вентиляция. Она должна быть организована так, чтобы как можно меньше пыли скапливалось на платах. Лучше, если в изделии имеется два вентилятора.
- Немаловажное значение имеет и диапазон эксплуатационных температур. Даже если планируют использование инвертора только в обогреваемом помещении, не исключено, что возникнет необходимость его применения в зимних условиях, в мороз.
- Для работы в сельской местности существенное значение имеет диапазон напряжений, в котором производитель гарантирует надежную работу инвертора. Обычно регламентируемое отклонение напряжения ±10% в сельской местности практически никогда не выдерживается. Существуют модели, которые имеют значительно больший рабочий диапазон.
- Будет не лишним поинтересоваться, имеются ли детали для приобретаемой модели и каковы сроки их поставки. Наличие деталей может свидетельствовать либо о том, что такую модель часто ремонтируют, либо о том, что производитель заботится о потребителях своей продукции.
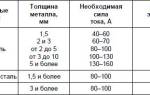
- В быту для сваривания обычно достаточно 3-х мм электродов, однако лучше воспользоваться и приведенной ниже таблицей № 1 (Соотношение толщины свариваемых деталей, диаметра электрода и требуемого при этом тока).
Выбор сварочного инвертора: 10 важных правил
Сварочный инвертор — это простое и практичное решение для хозяев, которые не представляют своей жизни без выполнения разноплановых задач по обустройству дома и приусадебного участка. Применение сварочного инвертора легко решит любую проблемную сварку, поскольку это современное устройство основано на инновационной микропроцессорной технологии. Микропроцессорная ( она же инверторная плата), установленная вместо трансформатора с обмоткой, делает сварочный аппарат мобильным, экономичным и в то же время производительным. Инверторная сварка отличается двумя самыми важными параметрами: стабильность электрической дуги и отличная скорость регулировки сварочного тока.
Современные производители агрегатов подобного типа предлагают покупателям десятки различных моделей сварочных инверторов, которые отличаются между собой по мощности и другим техническим параметрам. Поэтому выбор подходящего аппарата – дело очень ответственное и требует особо тщательного подхода.
Чтобы облегчить сложную задачу выбора, мы подготовили для вас ответы на топ-десятку вопросов, которыми задаются потенциальные покупатели сварочных инверторов.
Сеть 220 В или 380 В?
Напряжение стандартной бытовой электрической сети составляет 220 В. Поэтому большинство сварочных инверторов – однофазные и основывают свою работу именно на таких параметрах подключаемого тока. Это очень практично, ведь необходимое вам в работе устройство можно спокойно подключить в любом помещении, где есть в наличии хотя бы одна розетка. Однофазные сварочные устройства относятся в основном к бытовому классу, у них номинал сварочного тока до 200А и невысокая продолжительность включения.
Сварочные инверторы профессионального класса — более мощные и тяжелые устройства, с высоким сварочным током, поэтому они часто рассчитаны на питание от трехфазной промышленной сети 380В.
В таком устройстве вместо однофазного выпрямительного моста стоит трехфазный, что позволяет равномерно распределить нагрузку между фазами, не перегружая одну.
Выбирая сварочный инвертор однофазный (220В) или трехфазный (380 В), стоит учитывать род деятельности, сложность поставленных задач и область его применения.
Сварочный ток и диаметр электрода
Величина сварочного тока – главная определяющая качества будущей работы. В зависимости от этого показателя выбирают диаметр электродов, с которыми будет проводиться сварка. Чем больше диаметр, тем большая вероятность проведения качественной спайки даже при больших показателях толщины металла.
Сварочный инвертор отличается значительно более широким, чем у обычного сварочного аппарата, диапазоном регулировки сварочного тока: минимальный может быть 5А, а максимальный 250-350А. Эта особенность позволяет использовать электроды различного диаметра (от самого тонкого до «пятерки») с различным покрытием.
При сварке тонкими электродами (диаметром 1,6 или 2 мм) отлично отрегулированный ток превращает сварку в удовольствие — дуга на малом токе не брызгает, а, как говорят опытные сварщики: «шепчет».
При выборе силы тока и электрода стоит учитывать и рабочее положение, в котором вы собираетесь проводить большинство сварочных процессов. Доказано, что вертикальная сварка требует большего диаметра электродов, а значит и большей силы сварочного тока.
Что такое продолжительность нагрузки?
Продолжительность нагрузки сварочного агрегата, или рабочий цикл, выступает основным показателем надежности агрегата. В паспорте устройства она обозначается ПН или ПВ – продолжительность включения. Под этим термином подразумевается процент времени работы аппарата по отношению к длительности одного цикла сварки. Это очень просто. Если цикл сварки составляет 10 минут, то хороший сварочный инвертор промышленного класса может работать в режиме сварки 6 минут, а остальные тратить на охлаждение. Тогда его продолжительность нагрузки ( ПН) составляет 60%.
В сварочном инверторе, понижая величину тока, можно добиться стопроцентного показателя ПВ. Это означает работу без перерыва, хотя, перерывы все равно нужно делать для замены электродов.
Таким образом, продолжительность нагрузки зависит от величины тока, с которым работает сварщик на том или ином процессе. Чем толще свариваемый металл и выше ток, тем продолжительность нагрузки будет ниже. И наоборот – сварка более тонких листов проводится при низкой силе тока, поэтому и продолжительность такой работы выше.
Форсаж дуги Arc-Force – это вспомогательная функция некоторых моделей сварочных инверторов. По-другому ее называют электронная стабилизация дуги. Она очень полезна и незаменима при выполнении большого объема разноплановых задач. Суть ее в том, что, если сварочная дуга по какой-то причине рвется ( случайно, во время отвода электрода), то происходит дополнительное повышение сварочного тока. Этот всплеск удерживает сварочную дугу, чтобы можно было окончить работу. Наличие функции Arc-Force прописывается в инструкции к аппарату и означает, что качество сварного шва будет отменным.
Функция Tig: подключение аргона
Эта функция отвечает за подключение горелки для аргоно-дуговой сварки. Агрегаты с такой возможностью являются универсальными приборами, способными быстро и качественно выполнить любой объем работы. Они незаменимы для людей, которые часто выполняют спайку разного рода цветных металлов: алюминия, меди и ее сплавов, а также легированной и нержавеющей стали.
Сварка в режиме Tig производится тугоплавкими вольфрамовыми. Газ аргон нужен для того, чтобы на свариваемые цветные металлы не действовал кислород, иначе они окисляются и спайка не происходит.
ТИГ-сварка является мягче обычной, а поэтому многие отдают предпочтение именно ей, хотя новичкам сначала стоит научиться основам и поднабраться опыта, прежде чем приступать к такой работе.
Чтобы возбудить электрическую дугу, нужно коснуться электродом к свариваемой поверхности. Автоматическая функция HOT- START облегчает контактны поджиг дуги. Под «горячим стартом» принято подразумевать дополнительный импульс сварочного тока в момент, когда электрод касается заготовки. Импульс прошел — показатели силы тока кратковременно увеличиваются, дуга зажигается. Благодаря такой опции можно качественно и быстро провести операцию спайки необходимых материалов.
Функция Anti—Stick
Функция «Anti Stick», что в переводе с английского означает «антиприлипание – отличная опция для работы в режиме ММА Она незаменима для тех сварщиков, которые только набираются опыта в вопросах спайки металлов. Представьте момент короткого замыкания – электрод тут же «прилипает» к металлу. Чтобы избежать залипания электрода и осыпания его обмазки, включается «Anti Stick», и мгновенно сварочный ток и напряжение автоматически сбрасываются на нуль. Это позволяет быстро оторвать электрод от металла и дальше продолжать выполнение работы.
Устойчивость к перепадам напряжения
Важным параметром, от которого зависит длительность эксплуатации выбранного вами аппарата, является его устойчивость к перепадам напряжения в бытовой сети. Чтобы избежать поломок жизненно необходимых деталей, стоит выбрать агрегат, который отлично защищен от подобных негативных процессов.
Сварочный инвертор – особое устройство, которое свободно работает и при повышенном и при пониженном напряжении сети. Особенно этот параметр важен в сельской местности, где наблюдаются скачки напряжения в сети. Одновременное подключение большого количества агрегатов с разными емкостными показателями тоже может привести к перепадам напряжения.
У сварочных инверторов встроена инновационная защита от скачков и перепадов напряжения в сети. В паспорте каждой модели указан допуск: от 15 до 25% понижения или повышения напряжения сети, при каком будет нормально варить инвертор. 20-типроцентное отклонение означает, что ваш аппарат будет стабильно работать при 170В и при 270 В. Инверторная плата автоматически стабилизирует работу, словно «привыкая» к незапланированным скачкам.
Роль дисплея в процессе сваривания
Большинство современных сварочных инверторов оснащены дисплеем, на котором отображаются основные характеристики проводимой работы. При работе сварочного инвертора в быту или на производстве, очень важно все время контролировать показатели его работы, чтобы избежать поломок и перегрева аппарата.
Дисплей с цифровой индикацией сварочного тока – незаменимый друг для новичков, которые только начинают разбираться в основах профессиональной сварки. Опытные работники способны проводить сварку без цифр на дисплее, а вот неподготовленные сварщики боятся сделать что-то неправильно и испортить сварочный шов. Поэтому дисплей с выведенными показателями – очень полезное и практичное решение конструкторов.
Габариты и вес – главные козыри сварочных инверторов
Почему сварочный инвертор называют самым удобным аппаратом? Дело в том, что раньше сварочные аппараты были громоздкими, габаритными, иногда оснащенные специальными тележками для переноса. Маленький и легкий инвертор можно просто забросить на плечо и пойти к месту сварки, благо масса его в среднем до 10 кг.
Небольшие параметры корпуса и маленький вес считаются основными достоинствами сварочных инверторов. Эти козыри делают их транспортабельными и незаменимыми в работе на разных участках. Небольшой аппарат легко переносить как в руке, так и на спине благодаря наличию продуманных и удобных ручки и шлейки. Сварочные инверторы — прекрасная альтернатива стационарной сварке. Они практичны, удобны и гарантируют высокое качество сварке, а поэтому быстро привлекают к себе все больше внимания сварщиков.
Как выбрать сварочный инвертор. Принцип его работы
А что же такое инвертор? И чем он так хорош?
Итак, сварочный инвертор – это не способ сварки, а сварочный полупроводниковый аппарат. Инверторные технологии используются в ММА сварке, в полуавтоматах, аргонно-дуговой, в плазменной резке.
Как и в трансформаторе, в инверторе также преобразуется мощность. Вот только в отличие от трансформатора, в инверторе КПД 80-90%, а это означает, что мощности при преобразовании теряется намного меньше! Но и это еще не все.
В инверторе всеми процессами преобразования управляет процессор. И процессор может менять коэффициент преобразования напряжения. А это уже очень большой плюс. Помните дачу, где лампочка мигает? Так вот: при провалах напряжения процессор сварочного инвертора отслеживает эти провалы и корректирует коэффициент преобразования таким образом, что напряжение на выходе инвертора остается постоянным и работая, вы не чувствуете, как у вас напряжение в питающей сети пляшет.
Но и это еще не все! Помните, как нужно варить? Держа электрод в нескольких миллиметрах от детали, и плавно перемещая его вдоль шва. Как красиво написано! Это в маске, через которую ничего не видно и когда еще летит сноп искр! Если вы не робот, то обязательно коснетесь электродом детали. Что тогда произойдет? Если вы варите трансформатором, то электрод прилипнет к детали, произойдет короткое замыкание во вторичной обмотке и если вы не оторвете электрод с силой, то сварочный трансформатор уйдет в перегрев, сработает тепловая защита, если она есть или начнет гореть обмотка трансформатора.
Если же вы работаете инвертором, то скорей всего и не почувствуете, что коснулись электродом детали. Процессор отследит касание падением напряжения в дуге и моментально увеличит кратковременно ток, сильный ток подплавит электрод и вы сможете спокойно отвести электрод от детали – он не «прилипнет». Если вы специально коснулись и держите электрод у детали, то процессор отключит питание на выходе трансформатора и он не перегреется.
Т.е. инвертор «прощает» нам с вами наш непрофессионализм в работе!
Но и это еще не все!
Функция “HOT START”: автоматическое повышение сварочного тока при начале сварки для облегчённого зажигания дуги позволяет легко зажигать дугу, работая не только рутиловыми, но и основными, и целлюлозными электродами (прочность сварочного шва значительно выше).
И самое главное – вес. Инверторы при равном сварочном токе с трансформаторами весят в 4-5 раз меньше! И намного меньше по габаритам. Благодаря тому, что преобразование мощности у инверторов происходит на частоте 50-60 кГц (в 1000 раз выше, чем у трансформаторов), размер основной детали – преобразующего трансформатора- удалось снизить в несколько раз.
Подытожим: инвертор – полупроводниковый сварочный аппарат, варить которым стало значительно удобней, проще и быстрее. Аппарат, который позволяет новичку получать качество сварки профессионального сварщика.
Неужели нет недостатков у инвертора? Есть! Их два: цена, которая в 2 раза выше трансформатора и возможность выхода аппарата из-за пыли, а вернее из-за сильного загрязнения электронной платы. От второго недостатка достаточно легко избавиться, периодически (по мере загрязнения) продувая электронную плату сжатым воздухом. Конечно, это касается аппаратов, которыми работаю на стройплощадках и в сильнозагрязненных помещениях. Что касается первого недостатка, то цена на инверторы постоянно снижается (для этого есть веские причины) и, уверен, что через несколько лет сварочные инверторы полностью вытеснят трансформаторы.
Итак, вы решили остановить свой выбор на сварочном инверторе. Мы поддерживаем ваш выбор.
Запомните только одно: если вы варите в запыленном помещении, не забывайте продувать электронную плату сжатым воздухом, и аппарат прослужит вам долгие годы.
На что нужно обратить внимание.
На данный момент инверторы ММА выпускаются по двум полупроводниковым технологиям IGBT и MOSFET. Не буду вдаваться в подробности, скажу только что в схемотехнике этих аппаратов используются разные полупроводниковые транзисторы IGBT и MOSFET. Основное различие между этими транзисторами – различный ток коммутации. Чтобы статья не потеряла своей актуальности через полгода-год, не будем указывать марки транзисторов того или другого типов, т.к. все чрезвычайно быстро меняется. Так вот, для инвертора на 160А IGBT транзисторов понадобится 2-3 (в зависимости от рабочего цикла), а MOSFET – 10-12. Вот собственно в чем и отличие.
Тонкость в том, что транзисторы очень сильно греются и их необходимо установить на мощные алюминиевые радиаторы. Чем больше радиатор, тем больше съем тепла с него, а следовательно его охлаждающая способность. На деле схемотехника MOSFET не позволяет создать аппарат на одной плате: те аппараты, которые сейчас есть в продаже собраны в основном на трех платах (IGBT аппараты всегда идут на одной плате). Соединение трех плат, худший теплообмен, каскадный выход транзисторов из строя при неисправности одного транзистора, меньший КПД (относительно IGBT) –вот основные недостатки MOSFET по отношению к аппаратам IGBT. Проще говоря, IGBT более современная технология, чем MOSFET. Хотя сразу оговоримся, что недостатки эти ничтожны, по сравнению с достоинствами сварочного инвертора, скажем, по сравнению со сварочными трансформаторами. Необходимо также отметить, что мощные индустриальные инверторы пока собираются по MOSFET технологии.
Как отличить: Визуально аппараты IGBT отличаются от MOSFET вертикальным расположением силовых разъёмов ( у MOSFET аппаратов выходы обычно расположены горизонтально). Нельзя точно утверждать, что это верно на 100%. Точнее можно сказать, сняв кожух с аппарата.
На что еще можно обратить внимание:
Благодаря электронному контролю за параметрами сварочный дуги, инвертор работает значительно более экономичней, чем трансформатор, поэтому нет особой надобности брать мощность «прозапас». 40-45 А на «мм электрода» вполне разумный выбор. Если вы варите 3мм электродом, то оптимальным выбором будет аппарат на 120-140А.
При выборе инвертора также необходимо помнить о рабочем цикле аппарата. 10% цикл – это работа в течении 1-й минуты из 10 минутного цикла. Если у вас большой объем сварочных работ, то необходимо взять аппарат с большим циклом или на больший рабочий ток (тогда у такого аппарата на том же токе, рабочий цикл будет больше). Например у аппарата 140A — 10% рабочий цикл. А вам нужно, к примеру, варить непрерывно 3,5 минуты. Тогда вы выбираете аппарат на 140А с 35% или берете аппарат на 160А с 10%. Цикл на токе в 140А у аппаратов будет приблизительно одинаков.
Перед покупкой инвертора, рассмотрите приобретение инвертора с возможностью аргонно-дуговой сварки (TIG). Тогда у вас будет, по-сути, два аппарата в одном корпусе. И варить вы сможете практически все металлы и сплавы. Эти аппараты дороже обычных инверторов на стоимость специализированной горелки.
Ну и последняя рекомендация – рекомендуем выбирать аппарат достаточно известных марок, которые представлены широким ассортиментом сварочных аппаратов и аксессуаров на рынке. В аппаратах марок-однодневок могут быть заявлены завышенные мощностные характеристики. Также могут отсутствовать такие полезные для неопытного сварщика функции как «антизалипание», «форсирование дуги», «горячий старт». И тогда разочарования при работе не избежать.