Содержание
- Чем отличаются на практике сварка автомат и полуавтомат?
- Полуавтоматическая сварка: принцип работы, видовое разнообразие
- Правильная техника сварки с помощью полуавтомата
- Основные правила при проведении сварочных работ
- Заключение
- Сварочные аппараты автоматические во Владимире
- Автоматическая сварка
- Устройство установки для автоматической сварки
- Принцип работы автоматического сварочного оборудования
- Сварочный автомат: виды и преимущества аппаратов
- Виды устройств
- Классификация оборудования по признакам
- Технология выполнения работ
- Преимущества и недостатки
- Автоматическая сварка
- Суть процесса и варианты
- Применение сварочного метода
- Преимущества автоматического метода
- Разновидности автоматической сварки
- Режимы и особенности
Автоматический сварочный аппарат для металла
Чем отличаются на практике сварка автомат и полуавтомат?
Сварка с помощью автомата и полуавтомата позволяет создавать высококачественные надежные соединения деталей из разнообразных металлов совершенно любой толщины.
По этой причине она широко применяется на крупных производственных предприятиях разных отраслей промышленности. Но работа с полуавтоматическим оборудованием отличается от сварки полностью автоматизированным агрегатом.
Полуавтоматическая сварка: принцип работы, видовое разнообразие
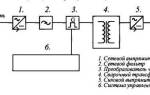
Сварочный аппарат состоит из следующих компонентов:
- горелка;
- шланг для подачи проволоки;
- механизм подачи проволоки;
- панель управления рабочими процессами;
- проволока в мотке;
- электропровод;
- система полуавтоматического управления;
- шланг для подачи газа;
- редуктор для снижения газового давления;
- нагреватель;
- баллон с газом высокого давления;
- выпрямитель.
На отечественном рынке присутствует большое разнообразие подобного оборудования. Дабы упорядочить его виды, обратимся к одной из наиболее распространенных классификаций. По мере автоматизации сварных процессов сварочные аппараты могут быть ручными, полуавтоматическими и автоматическими.
Первый тип подобного оборудования более подходит для бытового использования, а второй и третий – для применения на крупных предприятиях, так как сварочные автоматы, полуавтоматы отличаются более высокой производительностью за единицу времени, а также позволяют получить более качественные соединения металлов, нежели при работе ручным сварным агрегатом.
Но стоит заметить, что автоматические сварки стоят значительно дороже ручных агрегатов, поскольку характеризуются более высоким комфортом для пользователя, имеют широкие функциональные возможности, работают дольше.
Чтобы понять иные достоинства полуавтоматов, нужно уяснить, как работает полуавтоматическая сварка:
- внутри аппарата находится катушка с проволокой, выполняющей функцию плавящегося электрода и автоматический механизм подачи такой проволоки;
- подвижная проволока пропускается через газовое сопло под напряжением, что приводит к ее расплавлению;
- стабильная длина дуги обеспечивается автоматическим механизмом подачи сварки;
- оператор выбирает на свое усмотрение направление тока и скорость подачи проволоки для сварки, учитывая вид металла и скорость перемещения газовой горелки.
Понимание принципа работы полуавтоматической сварки позволяет уяснить, чем отличается автомат от полуавтомата. В автомате абсолютно все процессы автоматизированы, то есть, выполняются системой управления. В полуавтоматических сварочных аппаратах, как было сказано выше, некоторые из операций остаются за сварщиком.
Полуавтоматическая сварка делится на разные виды, исходя из наличия определенных характеристик.
По способу защиты материала в процессе выполнения сварных работ различают полуавтоматы для сварки:
- под флюсом;
- в инертных и активных газах.
Также полуавтоматы могут быть:
- Однофазными.
Функционируют от сети с напряжением в 220В, но если оно скачет, электрическая дуга не будет постоянной. Такое положение дел опасно появлению дефектов на сварных соединениях. - Трехфазными.
Функционируют не от каждой розетки, однако гарантируют высокое качество работы при любых нагрузках.
Чтобы стать высококвалифицированным сварщиком, важно уяснить, что нужно для сварки полуавтоматом: каких правил придерживаться, какие расходные материалы использовать.
Правильная техника сварки с помощью полуавтомата
Техника варения сварочным полуавтоматом крайне важна для получения качественных соединений, которые не утратят первоначальных эксплуатационных параметров со временем. Она отличается от технологии выполнения электродуговой ручной сварки.
Существенно и различие автоматически функционирующих приборов от полуавтоматических агрегатов. Рассмотрим основные техники сварных работ полуавтоматом.
Особенности сварных работ в среде защитного газа
При выполнении сварочных работ с использованием полуавтоматического оборудования может применяться газ. Это позволяет снизить процесс окисления металлической детали, подвергаемой сварке, и повысить прочностные характеристики созданного соединения.
Газ для сварочного полуавтомата можно применить разный, но чаще остальных используют: углекислый газ, гелий. Объяснить такую тенденцию можно их доступностью и низким расходованием при выполнении сварных работ.
Технология сваривания позволит понять, как пользоваться сварочным аппаратом при работе с газами.
Их существует несколько видов:
- Непрерывное сваривание подразумевает ведение горелкой или электродом от начала и до конца шва.
Такая техника требует большого мастерства. - Точечная сварка предполагает соединение металлических деталей путем организации множества сварных точек, а не при помощи сплошной дорожки.
- Сварное соединение коротким замыканием осуществляется, в большинстве ситуаций, для тонколистового металла путем его расплавления за счет подачи импульсов от короткого замыкания, образуемого в аппарате.
После замыкания расплавленный металл образует каплю, которая и соединяет две детали.
Многие мастера выбирают режим переменного тока при выполнении сварки полуавтоматом с углекислым газом. В начале работы оборудование следует настроить, исходя из типа рабочего металла и его толщины. Режим сварки определит расход газа, а вот проволока расходуется, в среднем, по 4 см за секунду.
После настройки оборудования и подготовки деталей можно начать соединение поверхностей с помощью полуавтомата. Включите подачу газа, возбудите электрическую дугу, коснувшись проволокой рабочей детали. Нажатие на кнопку Пуск на корпусе агрегата запускает механическую подачу электрода.
Качество швов определит соблюдение важных нюансов при работе:
- держите и ведите проволоку строго прямо, но не вплотную к заготовке, чтобы сохранить хороший обзор сварной ванны;
- соблюдайте нужный интервал между кромками свариваемых деталей при работе;
- согласно данной технологии толщина изделия до 1 см требует зазора не более 1 мм, а толщина изделия более 1 см требует зазора в размере 10% от данной величины.
Технология работы с алюминием
Сварка полуавтомат позволяет варить разного рода металлы, и в том числе алюминий.
Но при работе с таким металлом важно соблюдать особые правила, поскольку процесс характеризуется особенными свойствами:
- Поверхность алюминия покрыта тонким слоем амальгамы с температурой плавления намного выше, нежели у самого металла.
Поэтому потребуется применить инертный газ – аргон. - Алюминий быстро поддается плавлению, поэтому течет.
Чтобы избежать негативных последствий при работе сварочным полуавтоматом, примените подложка. - Сама сварка осуществляется плавящимися электродами при постоянном токе обратной полярности.
То есть, на деталь фиксируется отрицательный заряд, а на горелке – положительный.
Описанные приемы выполнения сварки алюминия позволят добиться качественного плавления заготовки и быстрого разрушение верхнего слоя, что в итоге обеспечит сварщику возможность создать надежные сварные швы.
Сварка с проволокой
Сварочный аппарат полуавтоматического типа позволяет работать в газовой среде или без применения углекислоты, гелия, аргона. Соединения металлических деталей можно выполнить под флюсом, но такую технологию чаще используют в промышленных условиях, чем в быту из-за высокой стоимости флюса.
Для понимания специфики работы таким методом, стоит выяснить основные характеристики флюса. Это порошок, который помещен в середину сварного электрода.
Он плавится при воздействии высокой температуры и выделяет облако газа, надежно защищающее сварную ванну от риска окислиться. При этом инертный газ из баллона не расходуется.
Специалисты не рекомендуют использовать полуавтомат вместе с самозащитными электродами, если работать приходится со слишком тонкими листами или среднеуглеродистой сталью. Иначе могут появиться дефекты в виде горячих трещин.
А чтобы повысить температуру сварной электрической дуги для максимально оперативного расплавления порошка внутри сварного электрода, стоит применить обратную полярность.
Основные правила при проведении сварочных работ
При выполнении сварочных работ на промышленных объектах используется сварка автомат или полуавтомат: в чем разница между этими видами сварных приборов максимально быстро поймет опытный мастер:
- автоматическая сварка сопровождается механизированным движением дуги и подачей электродов;
- полуавтоматическая сварка подразумевает механизированную подачу проволоки и ручное перемещение дуги.
Новичку в подобных вопросах важно овладеть основными правилами высококачественной сварки. Стать профессионалом и мастерски справляться с полуавтоматом можно только при изучении всех тонкостей сварки таким типом сварного оборудования.
Немаловажно при этом соблюдать технику безопасности: надевайте форму и маску для защиты от ультрафиолетового ожога. Внимательно изучите и всегда придерживайтесь норм и стандартов по ГОСТу. Не пренебрегайте правилами, которые помогут уберечься от травм.
Использовать преимущества полуавтоматической сварки в полной мере можно только, если понимать специфику работы с таким оборудованием.
Специалисты рекомендуют выполнить пробный шов на черновой детали или в том участке детали, где он будет практически не заметен. Это позволит убедиться в правильности установленных настроек на полуавтомате для сварки.
Обязательно прочтите инструкцию к прибору перед его включением, а в последствие соблюдайте ее беспрекословно.
Заключение
Полуавтоматом для сварки пользуются как на промышленных объектах, так и для выполнения бытовых операций. Чтобы работать сваркой полуавтоматического типа мастерски, важно понимать, для чего нужен такой прибор: он позволяет выполнять надежные и долговечные сварные соединения металлических деталей.
При этом некоторые процессы в работе автоматизированы и не требуют внимания со стороны сварщика, но есть и такие, которые потребуется выполнить вручную.
Сварочные аппараты автоматические во Владимире
Автоматический сварочный автомат TARPON (шов 20 мм)
Сварочный аппарат РЕСАНТА САИ-160К
Сварочный аппарат СОРОКИН 12.2 — MIG 0.8мм 220В, 50-80А.
Сварочный аппарат Wester MIG 140i
Сварочный аппарат Wester MMA-VRD 180
Автоматический сварочный аппарат UNIFLOOR S
Автоматический сварочный автомат ROOFON HERZ (Dohle)
Сварочный аппарат Wester MINI 200Т
Сварочный аппарат Fubag IRMIG 200
Сварочный аппарат Wester MIG-200i
Сварочный аппарат Wester TIG 220
Сварочный аппарат Wester MMA-VRD 200
Сварочный аппарат ELITECH ИС 200Н
Сварочный аппарат СТАВР САУ-200
Сварочный аппарат Wert SWI 190
Сварочный аппарат Fubag IR 220
Сварочный аппарат ELITECH ИС 190ПН
Сварочный аппарат Aurora ВЕКТОР 2000
Сварочный аппарат MAXCUT MC 200
Сварочный аппарат БИЗОН 205 ПН-3
Сварочный аппарат РЕСАНТА САИ-160
Автоматическая точечная пайка
Сварочный аппарат Aurora INTER 205
Сварочный аппарат Wester MIG-100
Сварочный аппарат Wert MIG 200
Сварочный аппарат КАЛИБР СВИ-200
Сварочный аппарат РЕСАНТА САИ-140
Сварочный аппарат Hitachi WV-220
Инверторный сварочный автомат Кедр MZ 1250 + трактор FD.
FUBAG Аппараты автоматической сварки под слоем флюса се.
Сварочный аппарат КАЛИБР MINI СВИ-180АП
Сварочный аппарат FoxWeld Varteg 190
SNR Автоматический сварочный аппарат FiberFox Mini 6S
Автоматический сварочный аппарат FiberFox Mini 4S
Сварочный аппарат РЕСАНТА САИ-160ПН
Сварочный аппарат Wester MIG-110i
Сварочный аппарат Ударник УИС 220
Сварочный аппарат FoxWeld Varteg 250
Сварочный аппарат Eurolux IWM-190
Сварочный аппарат Fubag IRMIG 180
Сварочный аппарат РЕСАНТА САИПА-165
Сварочный аппарат START MIG 190
Сварочный аппарат Fubag IRMIG 160
Сварочный аппарат РЕСАНТА САИ-220
Сварочный аппарат Wert MIG 240
Сварочный аппарат РЕСАНТА САИ-220 в кейсе
Автоматический сварочный автомат PLANON (для шва 20 мм)
Сварочный аппарат Сварог REAL MIG 200 (N24002N)
Сварочный аппарат COLT Condor 220
Сварочный аппарат РЕСАНТА САИ-220ПН
Сварочный аппарат Fubag IR 160
Сварочный аппарат Wester MINI 220T
Сварочный аппарат РЕСАНТА САИПА-135
сварочный аппарат инверторный Ресанта САИ 190К
Сварочный аппарат СПЕЦ MAG-170 INVERTOR
Автоматический сварочный аппарат Jilong KL-280E без ска.
Сварочный аппарат РЕСАНТА САИПА-200
Автоматический сварочный аппарат Fitel S-179
Сварочный аппарат Wester MIG-160i
Аппарат для сварки кровли HERZ Roofon
Сварочный аппарат ТСС MIG/MMA-250С
Сварочный аппарат FoxWeld Varteg 230
Сварочный трактор-автомат Сварог MZ 1250 (J40)
Сварочный аппарат горячего клина Leister Comet
Сварочный аппарат Eurolux IWM-220
Сварочный аппарат Quattro Elementi MultiPro 2100
Сварочный аппарат СОРОКИН 12.4 — MIG 0,8-0,9мм 220В, 55.
SNR Автоматический сварочный аппарат FiberFox Mini 4S
Сварочный аппарат Fubag IR 180
Сварочный аппарат Wert MMA 220N
Сварочный аппарат Wert MIG 120
Автоматический сварочный аппарат UNIFLOOR E
Сварочный автомат горячего воздуха UNIROOF AT 153.598
Автоматическая сварка
Исходя из степени механизации сварочных процедур, выделяют электродуговую сварку автоматическую и полуавтоматическую. К первому типу следует относить сварку либо наплавку с автоматизированным зажиганием дуги и поддержкой процесса ее работы, механизацией подачи электродных сварочных материалов в область расплавления и передвижения дуги по оси соединения. В полуавтоматической сварке и наплавке механизации подвергается лишь подача электродного материала, а продвижение дуги осуществляется вручную.
Устройство установки для автоматической сварки
Специализированное оборудование, составляемое из сварочного аппарата либо машины, источника электропитания дуги и автоматизированного дополнительного оснащения называется установкой для автоматической сварки в углекислом газе. Сварочный аппарат, представляющий собой соединение конструкций, включает сварочную головку с устройством для ее передвижения по линии шва, приспособления для подачи газовой защиты или флюса, кассеты либо катушки для сварочной проволоки и управляющий пульт. Аппарат, перемещаемый в ходе проведения работ по сварке автоматизированным способом по отношению к соединяемым деталям, называют сварочным автоматом.
Важнейшим элементом оборудования аппарата для автоматической сварки служит сварочная головка. Данное электромеханическое приспособление призвано производить подачу электродного материала в область действия дуги, подводить сварочный электроток, поддерживать устойчивость дугового горения и своевременно прекращать процесс сварки.
Передвижение сварочной головки осуществляется по особому пути (проложенным по изделию направляющим рельсам) либо непосредственно по обрабатываемой заготовке. Считается самоходной та сварочная головка, в устройстве которой присутствует приспособление для ее передвижения над обрабатываемой заготовкой. Когда сварочную головку закрепляют на стенде выше свариваемой конструкции в неподвижном положении, она называется подвесной. Такие головки обычно не имеют устройства для собственного передвижения, поэтому по отношению к дуге посредством специального механизма либо стенда с закрепленной головкой движется заготовка.
Используемый в технологии автоматической сварки в защитных газах переносимый сварочный агрегат называют сварочным трактором. Он оснащен самодвижущейся тележкой, перемещающей его на плоскости детали вдоль соединяемых кромок либо по особому переносному пути, проложенному по заготовке. Применяемые в промышленном производстве сварочные аппараты (автоматы) отличаются большим разнообразием, исходя из назначения, и бывают как универсальными, так и специализированными.
В комплектацию сварочных (наплавочных) аппаратов (автоматов), кроме сварочного инструментария (горелки либо мундштука), входит еще целый ряд приспособлений. В первую очередь, это механизмы автоматизированной подачи присадочного и электродного материалов в область действия дуги, а также устройство передвижения аппаратуры по линии шва. Помимо этого, необходимы еще приспособления для дополнительного передвижения (корректировочного, настроечного, вспомогательного).
Особое место занимают газовая аппаратура, приспособления, размещающие электродный и присадочный материалы, а также флюсы для автоматической дуговой сварки. Практически все оборудование соединяется с источником электротока, управляющими системами, средствами обеспечения безопасности. Причем сущность автоматической сварки под флюсом предполагает использование в автоматах подвесных головок, снабженных особым электрическим приводом для подачи сварочных материалов.
Принцип работы автоматического сварочного оборудования
При автоматизированном способе ведения сварочного процесса наиболее целесообразно использование источников питания с пологопадающими и жесткими характеристиками. Первые оптимальны для сварочных работ под флюсом, а вторые при сварке в защитных газовых средах. В автоматической сварке кольцевых швов трубопроводов нередки случаи колебания длины дуги, а в ходе проведении работ в труднодоступном месте соединения сварщику это приходится делать искусственно самому. Поэтому наиболее предпочтительны источники электропитания крутопадающих характеристик. С их использованием изменения силы электротока при определенных режимах автоматической аргонодуговой сварки неплавящимся электродом будут несущественными. А это значит, что и основные размеры шва не будут сильно изменяться.
В автоматах применяется принцип саморегулирования электродуги. Поэтому отличается постоянством скорость подачи электродного материала и проволоки для орбитальной автоматической сварки труб, не имеющая зависимости от дугового напряжения. Данные аппараты снабжены асинхронным двигателем, который с неизменяемой частотой вращает посредством редуктора подающий ролик, что обеспечивает постоянство скорости подачи сварочной проволоки в область горения дуги. Также к преимуществам сварочных автоматов относят надежность функционирования и простоту их электрической схемы.
Для сборочно-сварочных операций в массовом и серийном производстве используются автоматические линии сварки, представляющие собой комплексы оборудования, взаимосвязанного и согласованно работающего по единому технологическому циклу. Такие поточные линии включают механизмы, приспособления и устройства для производства процессов подготовки металла с его раскроем, сборки, сварки и контрольных операций в отношении готовой продукции. Автоматизация линий позволяет выполнять полный цикл операций изготовления изделия в заданной технологией последовательности.
Для всех процедур и оборудования линии предусмотрены единый механизм управления и общие транспортные приспособления, с помощью которых осуществляется передвижение свариваемых заготовок от одной операционной аппаратуры к другой. Благодаря автоматизации оборудования и применению специальной оснастки поточные линии способны осуществлять под наблюдением нескольких операторов все сборочно-сварочные работы по производству серийной продукции.
Сварочный автомат: виды и преимущества аппаратов
С появлением сварочных аппаратов стало возможным выполнять надежное соединение металлических изделий при минимальных затратах времени и труда. Но со временем пришло понимание того, что и они не являются идеальными. Для более эффективного выполнения специфических задач требовалось более совершенное оборудование. Это привело к созданию нового типа устройств — сварочных автоматов. Они позволили полностью автоматизировать рабочий процесс.
Виды устройств
Благодаря этим устройствам, участие сварщика сводится к контролю качества сварного соединения, при этом такие процессы, как: подача электродов, поддержание горения сварочной дуги, начало и завершение рабочего процесса, выполняются сварочным оборудованием.
Фактически человек превратился в такого оператора, от которого требуется только установить автомат и соединяемые детали в необходимом положении, а затем управлять сварочным процессом при помощи пульта управления. Сварочные автоматы кардинально изменили взгляд на то, как может проходить рабочий процесс и помогли добиться существенного снижения трудозатрат работников.
Сварочным автоматом принято называть устройство, осуществляющее контроль над качественным выполнением соединения и позволяющее за счёт этого существенно снижать трудовые затраты.
Современные автоматы для сварки подразделяются на три основных типа:
- подвесной стационарный автомат;
- передвижной автомат;
- сварочный трактор.
Подвесной стационарный
Особенностью подвесного стационарного автомата является то, что он устанавливается на заранее выбранном месте и на протяжении всего процесса находится в неподвижном состоянии. Чаще всего сварочное оборудование подобного типа применяют для сварки труб.
Во время проведения этих работ дополнительно задействуются специальные механические устройства, которые обеспечивают бесперебойное вращение, при этом голова подвесного стационарного аппарата в течение всего процесса остается неподвижной. Роль оператора здесь сводится к контролю работы оборудования, осуществляемого при помощи специального пульта.
Передвижной самоходный
Передвижной автомат комплектуется самоходной тележкой, которая позволяет его транспортировать в любое необходимое место. Оборудование подобного типа наиболее активно используется при проведении работ по созданию прямых швов значительной длины.
Сварочный трактор
Отличается от двух выше рассмотренных типов тем, что способен самостоятельно перемещаться не только по намеченному для него пути, но и по поверхности конструкции, которую требуется сварить. Процедура его установки занимает очень мало времени, поэтому используется такое оборудование главным образом в ситуациях, когда необходимо выполнить достаточно большой объем работ по соединению деталей.
Классификация оборудования по признакам
По своему назначению автоматы для сварки можно разделить на два основных типа — специализированные и универсальные. Они отличаются между собой определенным набором признаков, которые характеризуют их полезные эксплуатационные качества:
- По возможности перемещения оборудование для сварки можно подразделить: на самоходные и несамоходные. Последние также известны как подвесные.
- Сварочные автоматические устройства можно разделить также по типу используемых электродов. Универсальные аппараты поддерживают работу с любыми типами, включая и неплавящиеся, изготавливаемые из вольфрама. Специализированные аппараты могут работать только с определенным типом расходного материала.
- По типу плавки электрода: проводной, штучный и ленточный.
- По способу защиты участка, на котором выполняется сварка: флюс, защитная газовая среда и комбинированный способ, предполагающий одновременное использование флюса и газовой среды.
- По типу поддерживаемого рабочего тока. Сварочные автоматические установки могут работать с постоянным или переменным током. Встречаются и специальные конструкции, эксплуатация которых возможна при обоих типах напряжения.
- По способу подачи присадочной проволоки: регулируемые вручную и настраиваемые с учётом величины напряжения, с которым подается электрическая дуга.
- По способу выполнения сварного соединения: свободная и принудительная технология.
- По типу настройки сварочного тока: плавный, ступенчатый и комбинированный.
Технология выполнения работ
В тех случаях, когда для эффективного соединения металлоизделий требуется сварочный аппарат-автомат, чаще всего сварку выполняют не с использованием электродов, а при помощи специальной присадочной проволоки, которая наматывается на специальную катушку. Этот материал находится в подающем механизме и подаётся при необходимости в область создаваемого шва за счет роликовой системы. Возможен и автоматический способ подачи, если есть электрический двигатель.
Механизм, в котором располагается присадочная проволока, обеспечивает ее перемещение и выпрямление, после этого она поступает в мундштук, а оттуда — к сварочной дуге.
А также в мундштуке располагается специальный контакт, проводящий электроток. Он находится в постоянном взаимодействии с присадочной проволокой, обеспечивая тем самым создание сварочной дуги. Сам контакт и дуга располагаются на небольшом расстоянии друг от друга. Из-за этого перемещение присадочной проволоки напоминает собой технологию работы с коротким электродом, когда последний сохраняет на протяжении всего процесса одинаковую длину.
Сварочная зона имеет довольно большую площадь, особенно если используются автоматы марки Ляйстер. Вследствие этого, даже при работе с электротоком высокой плотности, последний можно направлять на расплавление металла, не беспокоясь насчёт перегрева проволоки или оборудования. Автоматические аппараты для сварки Ляйстер в состоянии обеспечить равномерное поступление проволоки, благодаря надежному подающему устройству. Это избавляет оператора от необходимости делать поправку на дугу, склонную менять свою длину.
Из предлагаемых сегодня решений на рынке довольно интересными являются автоматы от компании Твинни Т, которые отличаются от конкурентов способностью зажигать дугу самостоятельно, не вступая во взаимодействие с соединяемыми заготовками.
Если будут выполняться технологические требования к проведению работ при помощи автомата, то возможно решение следующих задач:
- Осуществлять точную настройку скорости подачи присадочной проволоки с учетом рабочего напряжения дуги и ее размера. Присадочный материал будет подаваться в зону сварки с той же скоростью, с которой осуществляется ее плавление при условии, что сварочная дуга имеет нормальные рабочие параметры. Аналогичным образом, в случае уменьшения размеров дуги, проволока также будет уменьшаться, поддерживая стабильность дугового напряжения.
- Если, ввиду возникших обстоятельств, длина дуги станет больше, то проволока автоматически начнет подаваться с увеличенной скоростью, что позволит скорректировать размер дуги и ее напряжение до нормативных показателей. Иными словами, автомат будет в течение всего сварочного процесса поддерживать оптимальные рабочие параметры дуги и корректировать их до нормальных значений без дополнительного расхода присадочной проволоки.
- При использовании автомата для сварки можно нормализовать работу после короткого замыкания. Если описанное явление приведет к неожиданному исчезновению напряжения, то проволока сразу же перемещается назад, удаляясь от свариваемой конструкции. Иными словами, благодаря автомату, моментально происходит изменение направления ее движения.
- Но как только подача энергии возобновляется, проволока вновь начинает движение к соединяемым элементам и с целью уменьшения напряжения холостой дуги накоротко замыкает в момент касания свариваемых конструкций. Одновременно с этим загорается и сварочная дуга. Если этого не происходит, то проволока повторно движется в зону сварки. Затем она принимает исходное положение, после чего дуга восстанавливает свои нормальные рабочие параметры.
Таким образом, благодаря сварочному автомату можно в течение всего рабочего процесса обеспечивать стабильность рабочих параметров дуги, что является практически невыполнимой задачей при проведении работ вручную.
Преимущества и недостатки
Если сравнивать рабочий процесс, проходящий с использованием автомата, и сварку, осуществляемую ручным методом, то у первого можно выделить ряд следующих преимуществ:
- Высокая производительность труда. С помощью сварочного автомата можно не только соединять металлические конструкции значительной толщины, но и создавать небольшие швы, когда приходится выполнять однотипные работы большого объема. В обоих случаях это оборудование обеспечивает значительное повышение производительности труда, чего невозможно добиться при сварке ручным способом, поскольку здесь не приходится тратить время на замену сгоревших электродов.
- Исключение возможности влияния человеческого фактора. Поскольку человек практически не принимает участия в сварочном процессе, это позволяет создавать ровный по всей длине и однородный по толщине шов. При ручной же сварке всегда остается риск того, что рука дрогнет. С автоматом же этого никогда не произойдёт, поскольку он поддерживает стабильные параметры сварочного процесса в течение всего времени его проведения. На качество работы не может повлиять состояние оператора (не только психологическое, но и физическое).
- Возможность проведения работ в труднодоступных местах. Каждому человеку присущи определенные габариты, поэтому для комфортного проведения сварочных работ он нуждается в определённой площади. В случае со сварочным автоматом появляется возможность выполнения сварки в условиях, где человек не только не испытывает неудобства, но и при всём желании не смог бы испортить качество соединения.
- Автоматическая регулировка. Отличительной чертой современных сварочных автоматов является способность настраивать подачу проволоки в случае увеличения или уменьшения длины дуги, а также восстанавливать работу после технических сбоев без последствий для качества шва. Сварка, проводимая с помощью автоматического устройства, гарантирует высокое качество выполняемого шва, которое не подвержено воздействию никаких внешних изменений окружающей среды.
- Экономичность. При проведении работ с помощью автомата обеспечивается снижение расхода используемых материалов, поскольку автомат изначально настроен на их поступление в таком количестве, чтобы качественно выполнять соединение деталей, не допуская их расхода на бесполезный угар или разбрызгивание.
Что же касается недостатков, которые имеет технология соединения деталей с использованием автоматических устройств, то главным является возникновение дополнительных временных затрат на подготовку к рабочему процессу. Прежде чем приступить к работе, необходимо настроить оборудование для сварки: установить стационарно с настройкой подачи свариваемых элементов либо проложить рельсовый путь. А также эта технология не позволяет изменять качество шва во время рабочего процесса, поскольку все характеристики контролируются автоматическим устройством без возможности их корректировки.
Сварочный автомат стал новой ступенью развития оборудования, используемого для проведения сварочных работ. Основное их достоинство заключается в том, что они позволили практически полностью автоматизировать рабочий процесс, сведя к минимуму участие в нём человека.
Эти устройства позволяют поддерживать на протяжении всего времени стабильные показатели сварки, что является залогом получения качественного соединения деталей. Оборудование не подвержено воздействию факторов внешней среды, что может в любой момент произойти с человеком, который способен совершить грубую ошибку. А это в итоге может крайне негативно повлиять на качество создаваемого сварочного шва.
Автоматическая сварка
Инженеры уже давно думали об автоматизации сварки, которая бы посодействовала ускорению многих работ на производстве. Один из изобретенных вариантов — автоматическая сварка под флюсом. Этот метод был внедрен в промышленность в 1939 году благодаря разработкам академика Патона Е.О. и его команды при институте электросварки. Как осуществляется дуговая сварка под флюсом? В чем ее преимущества? Какое используется оборудование для автоматической сварки?
Суть процесса и варианты
Автоматическая сварка под слоем флюса, называемая в международной системе SAW, основана на горении электрической дуги, плавящей кромки металла. Для этого в зону сварки подается проволока, (ГОСТ 16130-72 или с иными составами), между кончиком которой и изделием возбуждается дуга. Сварочный трактор, параллельно с этим, подает в зону соединения специальный порошок — флюс, который покрывает расплавленную часть шва, защищая от воздействия внешних газов. Дополнительно, слой флюса содействует лучшей вплавляемости легирующих элементов в шовную структуру, и уменьшает разбрызгивание металла.
Плавящийся конец проволоки удерживается головкой сварочного автомата на определенном расстоянии от изделия. Сварочный станок может работать неподвижно, когда его используют для сварки труб, которые вращаются на роликах, приводящихся в движение редуктором. Или же головка аппарата может двигаться по заданной траектории, благодаря наличию шаблона, соответствующего форме соединения. Оператор установки только настраивает режимы сварки и запускает процесс. Технология автоматической сварки под флюсом требует человеческого контроля над работой и корректировки режимов, а также периодической оценки качества результата. Модели, называемые сварочный трактор, передвигаются самостоятельно на собственных шасси, вдоль линии соединения. Все основные узлы такой машины двигаются вместе с ней.
По ГОСТ 8713-79 различают следующие виды работ, которые может выполнять сварочный станок:
- сваривать изделия на весу, без поддержек для обратной стороны шва;
- на специальной медной подкладке, предохраняющей от протекания и наплывов;
- на подушке из порошка;
- на медном ползуне, сопровождающем движение головки аппарата.
В некоторых случаях требуется накладывать предварительный корневой шов, по которому сварочный трактор будет вести свою работу. В других технологиях необходимо производить подварочные швы с обратной стороны изделия.
Применение сварочного метода
Автоматическая дуговая сварка соответствует параметрам ГОСТ 8713-79. Благодаря высокой скорости работы она успешно применяется для нанесения ровных швов в продольном положении. Для обеспечения прямого движения головки, сварочный станок снабжается шаблонами, вдоль края которых двигается электродная проволока и горит дуга. Таким методом быстро соединяются толстые листы железа, используемые для промышленных конструкций. Возможны и фигурные движения головки аппарата. Для этого устанавливают соответствующий шаблон.
Сварочные трактора для сварки под флюсом способны выполнять все швы, обозначенные ГОСТ 11533-75. Они хорошо подходят для соединений: встык, внахлест, угловых и тавровых. Шов получается ровный и хорошо расплавленный, без перерасхода присадочного материала.
Там где требуется проложить трубопровод особенно успешно применяется автоматическая сварка кольцевых швов. Сущность метода заключается во вращении изделия под неподвижной головкой сварочного аппарата. Благодаря повышенной силе тока, работы ведутся быстрее, чем в ручном режиме. Швы получаются высокого качества. Автоматическая сварка труб может проводиться на большом участке, соединяя секции в одну линию. Размер таких заготовок достигает 25 метров. Реальны и большие соединения, но это зависит от возможности транспортировки трубы к месту укладки. Дополнительно, задействуют тягачи или железнодорожная техника. При помощи крана трубы укладываются в магистраль, а заключительный стыковой шов выполняет сварщик вручную. Это значительно ускоряет процесс прокладки трубопроводов.
Преимущества автоматического метода
Сварочный станок, работающий в автоматическом режиме, отличается рядом преимуществ перед другими видами сварки. А именно:
- высокая производительность выполнения работ за счет увеличенной силы тока и скорости ведения шва, которая может превышать показатели других методов в 15 раз;
- хорошее качество соединения благодаря стабильность подачи присадки и постоянной скорости прохода всей линии;
- глубокое проплавление;
- работа с трубами больших диаметров;
- задействование меньшего количества сварщиков на одинаковый объем работ;
- более благоприятные условия труда для сварщика и меньший вред для здоровья, ввиду удаленности от источника излучения и дыма.
Быстрые режимы автоматической сварки под флюсом достигаются и за счет использования порошка, который подается в зону горения дуги из специального бункера по трубке. Количество высыпания регулируется широтой открытия заслонки. Внешне, флюс похож на круглые светлые шарики, мелкого гранулирования. Посыпание зоны сварки флюсом имеет следующие преимущества:
- исключает разбрызгивание металла сварочной ванны и присадочного элемента;
- придает стабильности дуге;
- задерживает процесс остывания сварочного шва, что улучшает его физические свойства;
- защищает сварочную ванну от взаимодействия расплавленного металла с кислородом;
- раскисляет металл и помогает качественней вплавляться легирующим элементам.
Сварочный трактор плавит часть порошка электрической дугой от проволоки, вследствие чего образуется небольшая корка на поверхности соединения. Другая часть порошка так и остается в виде гранул. После завершения шва требуется удаление слоя шлака молотком и щеткой по металлу. Очищенное изделие готово к покраске или обработке антикоррозийными составами.
Разновидности автоматической сварки
Автоматический сварочный аппарат, создающий дугу подачей тока на проволоку, и защищающий сварочную ванну слоем флюса, может иметь несколько вариантов исполнения. Это могут быть станки с подвижной головкой, выполняющие ровные или шаблонные линии швов. Для трубопроводов используют неподвижные головки, под которыми изделие вращается на роликах. Тракторы сами ездят по изделию, перевозя аппарат и одновременно ведя сварку. Во всех моделях применяется плавящийся электрод (проволока ГОСТ 16130-72). За последующее время, после внедрения в промышленность этих методов, были разработаны и другие устройства, позволяющие автоматизировать сварочные работы. Некоторые принципы работы таких установок похожи, а другие отличаются в корне.
В среде аргона
Одной из разновидностей является автоматическая аргонодуговая сварка неплавящимся электродом. В качестве последнего выступает стержень из вольфрама с некоторыми добавками. Между ним и изделием возбуждается электрическая дуга, а аргоновый состав газовой смеси, подаваемый через сопло головки аппарата, не дает углероду вырываться через поверхность шва. Благодаря этому соединение получается крепким и ровным. Сварка в среде защитных газов может выполняться стационарно закрепленной головкой устройства, под которой изделие проворачивается, так и движущейся частью по линии соединения. Аргонно-дуговой метод активно применяется при работе с нержавеющими трубами и емкостями.
Порошковой проволокой
Еще одним вариантом является автоматическая сварка порошковой проволокой. Аппарат подает плавящийся электрод в зону сварки по роликам. Напряжение на конце проволоки создает дугу. Но для защиты расплавленного металла используется не порошок из бункера, а флюс, находящийся в самой проволоке. Для этого последняя изготавливается трубчатой формы и укладывается в бобины. Такой расходный материал стоит дороже, но облегчает подготовку к сварочному процессу. Сварочный станок не требует загрузки флюса в бункер. Наплавленный шов, как и в случае с насыпным порошком, нуждается в очистке. Аппараты могут работать перемещаясь на самом изделии или неподвижно, с прокруткой свариваемых частей под ними.
Плазменная сварка
Для быстрого соединения легированных сталей была разработана автоматическая плазменная сварка. В подобных устройствах электрическая дуга горит между двумя электродами в головке горелки. Аргон или гелий, подающиеся под высоким давлением и закрученный завихрителем, содействует ионизации пламени дуги, и усилению ее температуры. Плазменная сварка устанавливается на кронштейны, которые могут вращаться по оси. Расстояние от центра до головки может изменяться, что делает удобным это оборудование для круговых автоматических швов днищ емкостей. В зависимости от толщины металла и требуемой высоты шва, устройство может снабжаться дополнительным блоком подающим присадочную проволоку.
Кроме вышеперечисленных агрегатов встречаются их полуавтоматические версии, где сварщику требуется направлять сварочную головку или руководить движением трактора. Автоматическая и полуавтоматическая сварка востребованы не только на крупных предприятиях, но в небольших фирмах. Ведь таким способом можно значительно повышать производительность и доходность. Некоторые умельцы смогли сделать самодельный аппарат на основе полуавтомата, который способен передвигаться по заданной траектории.
Режимы и особенности
Сваривание автоматическим методом происходит на повышенных токах. Это обеспечивает высокую скорость и эффективность процесса. Рекомендуемые параметры следующие: