Содержание
- Марганцовистые стали
- Влияние углерода, постоянных примесей и легирующих элементов на свойства стали
- Легирование сталей
- Легирование и примеси – есть ли разница?
- Общая классификация легирующих элементов в сталях
- Влияние хрома
- Влияние вольфрама и молибдена
- Влияние ванадия
- Влияние кремния, марганца и кобальта
- Влияние никеля
- Влияние отдельных компонентов на свойства сталей
- Коротко о марганцовистой стали
Влияние марганца на свойства стали
Марганцовистые стали
Марганец как легирующий элемент широко применяется и в порошковой металлургии. Так же, как и никель, он принадлежит к переходным металлам. Марганец расширяет область существования y-Fe, значительно увеличивает твердость феррита, повышает устойчивость переохлажденного аустенита и снижает температуру мартенситного превращения. Марганец существенно повышает прокаливаемость порошковых сталей. Он является карбидообразующим элементом. С углеродом он образует карбид Mn3C, более устойчивый и прочный, чем карбид железа (цементит). При введении марганца в железоуглеродистые сплавы чистые карбиды марганца не образуются, а получаются всегда сложные (двойные) карбиды цементитного типа (Fe, Мn)3С, в которых часть атомов железа замещена атомами марганца. Содержание его в цементите определяется его количеством в стали. В высокомарганцовистой стали аустенитного класса в такой двойной карбид входит больше марганца, чем железа (около 80% Mn и 20% Fe), а в среднемарганцовистой с содержанием менее 3 % Mn, наоборот, в такой карбид входит больше железа, чем марганца (около 80 % Fe и 20 % Mn).
Для конца 70-х — начала 80-х годов характерен возрастающий интерес к порошковым марганцовистым сталям, обусловленный необходимостью разработки недорогих легированных порошковых сталей для массового производства. Однако использование марганца (так же, как и хрома) в качестве легирующего элемента для получения порошковых сталей связано с целым рядом трудностей, обусловленных высоким сродством этих элементов к кислороду.
Для снижения степени окисления марганца и образования трудновосстановимых оксидов в процессе спекания рекомендуется использовать чистые исходные компоненты и осушенные среды спекания. Кроме того, предлагается вводить в среду спекания HCl, HBr, HF или вводить в шихту борную кислоту или бораты металлов, использовать геттерирующие засыпки, содержащие ферроалюминий или ферросилиций. Марганец можно добавлять к порошку железа в виде измельченного ферромарганца или специальной лигатуры. Напротив, авторы работы, исследуя процесс получения марганцовистых сталей из смеси порошков, приходят к выводу, что решающим процессом следует считать сублимацию марганца и образование газовой фазы при спекании. Пары марганца, оседая на частичках железа, активируют диффузию легирующего элемента. Для наиболее эффективного действия сублимации на процесс легирования и спекания по мнению автора следует добавлять марганец в наивысшей концентрации. В таких условиях происходит взаимодействие паров марганца, выделяющихся из прессовки, с кислородом защитной среды, и образующиеся оксиды уносятся потоком и не образуются в объеме материала.
Ряд авторов отмечает уменьшение количества марганца в заготовке в процессе спекания вследствие его испарения. При этом убыль легирующего компонента зависит от доли открытой пористости. Возрастание давления прессования способствует подавлению процесса испарения и уноса марганца.
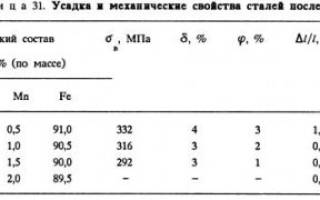
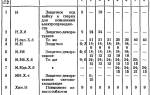
Процессы спекания и структурообразования марганцовистых сталей исследованы в работе. В качестве исходных материалов использовали порошки восстановленного и электролитического железа, ферромарганца с 78 % марганца, графита. Спекание осуществляли в вакууме при температуре 1100 °С. Усадка сталей и механические свойства после спекания приведены в табл. 31.
Уменьшение усадки с ростом содержания марганца, очевидно, связано с увеличением пористости. Установлено, что поры расположены в центрах протяженных областей аустенита в марганце, образованной мелкопластинчатым перлитом. Отмечается, что прочность спеченных сталей во всех случаях была заметно ниже, чем прочность литых и термообработанных сталей, что по мнению автора является следствием гетерогенности материала. Это приводит к необходимости введения более высокого количества легирующих элементов, чем следовало бы, если исходить из традиционной практики.
Структурообразование и свойства марганцовистых сталей на основе распыленного и восстановленного порошков железа изучены в работе. В качестве легирующей добавки использованы углеродистый ферромарганец (75 % Mn; 7,7 % С) с размером частиц 0,04 мм.
Тип железного порошка оказывает существенное влияние на структуру и свойства спеченных сталей. При использовании распыленного порошка при спекании сохраняются границы частиц железного порошка, а сердцевина частиц остается ферритной, нелегированной. Напротив, при использовании восстановленного порошка границ исходных частиц в микроструктуре не наблюдается. Установлено, что возрастающая прочность практически линейно зависит от содержания марганца вплоть до содержания его 4-4,5 %, при котором наблюдается максимум. Прочность образцов на основе восстановленного порошка возрастает на 210 МПа на каждый процент легирующего элемента, а для образцов на основе распыленного порошка при таком же количестве углерода прирост прочности составляет 108 МПа на каждый процент марганца. Максимальная прочность была достигнута на сталях на основе восстановленного порошка железа с 4,2 % марганца и 0,2 % углерода и составила 886 МПа, в то время как максимальное значение прочности сталей на основе распыленного порошка составило 672 МПа. Стали на основе восстановленного порошка имеют более высокие значения удлинения и меньшую твердость, чем стали на основе распыленного порошка.
В работе исследовано влияние технологических параметров и состава на свойства спеченных сплавов и сталей: Fe-Mn, Fe-Mn-C, Fe-Mn-Cr, Fe-Mn-Cr-C, Fe-Mn-Cr-Mo-C. Композиции были получены путем механического смешивания железного порошка и легирующих элементов, вводимых в чистом виде или в виде ферросплава. В качестве шихтовых материалов использовали железный порошок, полученный методом распыления (atomet), электролитический порошок марганца (размер частиц
Влияние углерода, постоянных примесей и легирующих элементов на свойства стали
Сталь является многокомпонентным сплавом, содержащим углерод и ряд постоянных или неизбежных примесей Мп, Si, S, Р, О, N, Н и др., которые оказывают влияние на ее свойства. Присутствие этих примесей объясняется трудностью удаления части из них при выплавке (Р, S), переходом их в сталь в процессе ее раскисления (Мп, Si) или из шихты — легированного металлического лома (Cr, Ni и др.). Эти же примеси, но в больших количествах, присутствуют и в чугунах.
Влияние углерода. Структура стали после медленного охлаждения состоит из двух фаз — феррита и цементита. Количество цементита возрастает в стали прямо пропорционально содержанию углерода.
Частицы цементита повышают сопротивление деформации, и, кроме того, они уменьшают пластичность и вязкость. Вследствие этого с увеличением в стали углерода возрастает твердость, временное сопротивление, предел текучести, уменьшаются относительное удлинение, относительное сужение и ударная вязкость.
Влияние кремния и марганца. Содержание кремния в углеродистой стали в качестве примеси обычно не превышает 0,35—0,4 %, а марганца 0,5—0,8 %. Кремний и марганец переходят в сталь в процессе ее раскисления при выплавке. Они раскисляют сталь, т. е. соединяясь с кислородом закиси железа FeO, в виде окислов переходят в шлак; раскисление улучшает свойства стали. Кремний, дегазируя металл, повышает плотность слитка.
Кремний, остающийся после раскисления в твердом растворе (в феррите), сильно повышает предел текучести. Это снижает способность стали к вытяжке и особенно холодной высадке. В связи с этим в сталях, предназначенных для холодной штамповки и холодной высадки, содержание кремния следует брать пониженным.
Влияние серы. Сера является вредной примесью в стали. С железом она образует химическое соединение FeS, которое практически нерастворимо в нем в твердом состоянии, но растворимо в жидком металле. Соединение FeS образует с железом легкоплавкую эвтектику с температурой плавления 988 °С. Эта эвтектика образуется даже при очень малых содержаниях серы. Кристаллизуясь из жидкости по окончании затвердевания, эвтектика преимущественно располагается по границам зерна. При нагревании стали до температуры прокатки или ковки (1000—1200 °С) эвтектика расплавляется, нарушается связь между зернами металла, вследствие чего при деформации стали в местах расположения эвтектики возникают надрывы и трещины. Это явление носит название красноломкости.
Присутствие в стали марганца, обладающего большим сродством к сере, чем железо, и образующего с серой тугоплавкое соединение MnS, практически исключает красноломкость. В затвердевшей стали частицы MnS располагаются в виде отдельных включений. В деформированной стали они вытянуты в направлении прокатки.
Сернистые включения сильно снижают механические свойства, особенно ударную вязкость и пластичность в поперечном направлении вытяжки при прокатке и ковке, а также предел выносливости. Работа зарождения трещины а3 не зависит от содержания серы, а работа развития трещины ар с увеличением содержания серы резко падает. Свариваемость и коррозионную стойкость сернистые включения ухудшают. Содержание серы в стали строго ограничивается, оно не должно превышать 0,035—0,06 %.
Влияние фосфора. Фосфор является вредной примесью, и содержание его в стали допускается не более 0,025—0,045 %.
Растворяясь в феррите, фосфор сильно искажает кристаллическую решетку, при этом увеличиваются временное сопротивление и предел текучести, а пластичность и вязкость уменьшаются. Снижение вязкости тем значительнее, чем больше в стали углерода. Фосфор повышает порог хладноломкости стали и уменьшает работу развития трещины. Сталь, содержащая фосфор на верхнем пределе, для промышленных плавок (0,045 %), имеет работу распространения трещины в 2 раза меньшую, чем сталь, содержащая менее 0,005 % Р. Каждая 0,01 % Р повышает порог хладноломкости стали на 20—25 °С.
Вредное влияние фосфора усугубляется тем, что он обладает большой склонностью к ликвации. Вследствие этого в серединных слоях слитка отдельные участки обогащаются фосфором и имеют резко пониженную вязкость. Современные методы получения стали не обеспечивают глубокого очищения металла от фосфора.
Влияние азота, кислорода и водорода. Азот и кислород присутствуют в стали в виде хрупких неметаллических включений, как твердые растворы или в свободном виде; они располагаются в дефектных участках металла (раковинах, трещинах и др.). Примеси внедрения (азот, кислород), концентрируясь в зернограничных объемах и образуя выделения нитридов и оксидов по границам зерен, повышают порог хладноломкости и понижают сопротивление хрупкому разрушению. Неметаллические включения (оксиды, нитриды, частицы шлаков и т. п.), являясь концентраторами напряжений, могут сильно понизить, если они присутствуют в значительных количествах или располагаются в виде скоплений, предел выносливости и вязкость разрушения.
Очень вредным является растворенный в стали водород, который сильно охрупчивает сталь. Поглощенный при выплавке стали водород не только охрупчивает сталь, но приводит к образованию в катаных заготовках и крупных поковках флокенов. Флокены представляют собой очень тонкие трещины овальной или округлой формы, имеющие в изломе вид пятен — хлопьев серебристого цвета. Флокены резко ухудшают свойства стали. Металл, имеющий флокены, нельзя использовать в промышленности.
Влияние водорода при сварке проявляется в образовании холодных трещин в наплавленном и основном металле.
Широко применяемые в последние годы выплавка или разливка в вакууме значительно уменьшают содержание водорода и других газов в стали.
Молибден, ванадий, вольфрам, хром повышают прочность и вязкость сталей, ухудшая их обрабатываемость. Эти элементы образуют твердые растворы с железом и карбиды различного состава и твердости, как следствие возрастает истирающая способность материала.
Хром значительно снижает теплопроводность стали.
Кобальт – наоборот повышает теплопроводность, несколько снижает прочность и вязкость стали.
Никель способствует упрочнению стали и снижает обрабатываемость резанием.
Легирование сталей
При некоторых условиях эксплуатации стальных изделий и конструкций обычные физико-механические характеристики материал не удовлетворяют поставленным требованиям. В таких случаях стали легируют – добавляют при выплавке к исходному составу другие химические элементы (в основном – тоже металлы, хотя как будет показано далее, есть и исключения). В результате сталь становится прочнее, твёрже, устойчивее к внешним неблагоприятным факторам, хотя и теряет в своей пластичности, что в большинстве ситуаций ухудшает её обрабатываемость.
Технические требования к легированным сталям регламентированы ГОСТ 4543 (применительно к тонколистовому стальному прокату действует ещё ГОСТ 1542). В то же время ряд комплексно и сложнолегированных сталей производится согласно ТУ металлургических предприятий.
Легирование и примеси – есть ли разница?
С формальной точки зрения, некоторые химические элементы, содержащиеся в обычных сталях, как конструкционных, так и обычного качества, тоже можно называть легирующими. К таким можно отнести, например, медь (до 0,2%), кремний (до 0,37%) и т.д.
Причина заключается в том, что любая примесь является следствием либо чистоты исходной руды (марганец), либо специфики металлургических процессов плавки (сера, фосфор). Теоретически выплавленная без меди, фосфора и серы сталь обладала бы такими же механическими свойствами. Легирование же имеет своей конечной целью именно повышение определённых технических характеристик стали. При этом фосфор и сера однозначно относятся к вредным, но неизбежным примесям. Наличие меди увеличивает пластичность, зато способствует налипанию поверхности металла, имеющего избыточную (более 0,3%) концентрацию меди на поверхность смежной детали. При работе конструкции в условиях интенсивного трения это является крупным недостатком.
Наличие химического элемента с концентрацией более 1% даёт основание вводить его условное обозначение в марку стали. Кроме вышеупомянутой стали 65Г, подобной чести удостаивается также и алюминий (присутствующий, в частности, в стали О8Ю). В данном случае алюминий вводится в обычную конструкционную сталь О8 с целью её раскисления, а то, что при этом несколько повышаются показатели её пластичности, является лишь удачным сопутствующим обстоятельством. Борирование стали обеспечивает ей повышенную последующую деформируемость, поэтому даже микродобавки бора в химический состав стали отмечаются соответственно изменённой её маркировкой (например, в стали 20Р присутствует всего 0,001…0,005 % бора).
В целом принято, что:
- Стали, содержащие только один, намеренно вводимый в состав элемент;
- Стали, в составе которых имеются иные, кроме углерода и марганца, химические элементы в количестве не более 1%
— легированными не считаются. С другой стороны, если в составе выплавляемого сплава процентное содержание железа не превышает 55%, то такой материал уже не может называться легированной сталью.
Общая классификация легирующих элементов в сталях
Наличие легирующих элементов оказывает преобладающее влияние на вид диаграммы состояния системы «железо-углерод», и на наличие/отсутствие химических соединений в конечном продукте (нитридов, карбидов и более сложных по формуле компонентов). Последние, в свою очередь существенно видоизменяют микроструктуру стали.
В связи с этим, легирующие сталь металлы подразделяются на две группы:
- Металлы, которые увеличивают область твёрдых растворов на основе γ-железа (аустенитная область на диаграмме состояния), что приводит к повышению разнообразия конечной микроструктуры легированной стали после её упрочняющей термообработки). К таким элементам относятся никель, марганец, кобальт, медь, а также азот.
- Металлы и химические элементы, наличие которых сужает γ-область, зато повышает прочность стали. К ним относят хром, вольфрам. ванадий, молибден, титан.
В процессе получения легированных сталей изменяются следующие закономерности в её свойствах.
Как известно, разные элементы обладают различной кристаллической структурой (для металлов это – гранецентрированная и объёмноцентрированная). Само же железо имеет объёмноцентрированную решётку.
Именно по этой причине такой металл как цинк вводят в качестве легирующей добавки только в цветные металлы и сплавы. Ограниченное применение для целей легирования стали находят также химические элементы, которые неспособны образовывать при выплавке устойчивые химические соединения с углеродом, железом и азотом.
Зависимость характеристик стали от насыщения её определёнными химическими элементами окончательно ещё не изучено. Это объясняется тем, что при комплексном легировании каждый компонент может взаимодействовать по разному с другими, причём такие изменения закономерному объяснению часто не поддаются. Поэтому вопросы целесообразности применения того либо иного легирующего элемента разрешаются экспериментальным путём.
Доказанными считаются следующие положения:
- Эффективность процесса повышается при увеличении растворимости азота и углерода в легирующей добавке, и в основном железе;
- Стабильность окончательных свойств стали повышается при увеличении размеров аустенитной зоны;
- Качество стали, легированной металлами и элементами с меньшим, чем у железа порядковым номером (в таблице химических элементов Д. Менделеева) хуже, чем в противоположном случае;
- Более тугоплавкие, по сравнению с железом, металлы повышают прочность стали при любых вариантах её дальнейшей термообработки.
Впрочем, вторичные взаимодействия, сильно зависящие от способа выплавки стали, могут существенно корректировать эти положения. Поэтому на данном этапе с уверенностью можно говорить лишь о влиянии конкретных легирующих элементов на свойства стали.
Влияние хрома
Хром – металл, особенно часто применяемый для целей легирования. Его добавляют как в конструкционные стали (например, 20Х, 40Х), так и в инструментальные (9ХС, Х12М). При этом конечные свойства легированной хромом стали сильно зависят от его содержания в ней. При низких (менее 0,5…0,7%) концентрациях структура стали становится боле грубой, и чувствительной к направлению её последующей обработки, особенно при прокатке и гибке в холодном состоянии. Ухудшается также равномерность распределения основных составляющих микроструктуры.
Как уже было отмечено выше, одной из главных целей легирования является формирование в стали карбидов металлов, прочность и твёрдость которых заметно выше, чем основного металла. Хром образует два вида карбидов: гексагональный Cr7C3 и кубический Cr23С6, причём в обоих случаях прочность и хладостойкость стали возрастают. Особенностью карбидов хрома является присутствие в их структуре также и других элементов – железа и ванадия. В результате температура эффективного растворения снижается, что, в свою очередь, приводит к таким положительным особенностям сталей, легированных хромом, как прокаливаемость, возможность вторичного дисперсионного твердения и теплостойкость. Поэтому стали, легированные хромом, имеют увеличенную эксплуатационную стойкость при тяжёлых условиях своей эксплуатации.
Однако увеличение содержания хрома в стали приводит и к отрицательным последствиям. При его концентрации более 5…10% резко ухудшается карбидная однородность материала, что сопровождается нежелательными явлениями при её механической обработке: даже при нагреве пластичность стали невысока, поэтому при ковке с большими степенями деформации высокохромистые стали подвержены растрескиванию.
При чрезмерном карбидообразовании увеличивается также количество концентраторов напряжений, что негативно влияет на стойкость таких сталей к динамическим нагрузкам. Учитывая это, содержание хрома в сталях не должно превышать 5..6%.
Влияние вольфрама и молибдена
Действие этих легирующих добавок в сталях примерно одинаково, поэтому их рассматривают совместно. Вольфрам и молибден улучшают дисперсионное твердение сталей, что увеличивает их теплостойкость, особенно при длительной работе с повышенными температурами. Мартенситостареющие стали обладают уникальным комплексом свойств: они сочетают достаточную пластичность и вязкость с высокой поверхностной прочностью, а потому находят широкое применение в качестве инструментальных сталей, предназначенных для холодной объёмной штамповки с высокими степенями деформации. Причиной этому – формирование интерметаллидных соединений Fe2W и Fe2Mo3, которые способствуют последующему появлению специальных карбидов (чаще – хрома и ванадия). Поэтому часто, совместно с вольфрамом и молибденом стали легируют также и этими металлами. Примером служат инструментальные стали типа Х4В2М1Ф1, конструкционные 40ХВМФА и т.п.
Наиболее эффективно такое легирование для сталей, содержащих сравнительно большое количество углерода. Именно этим объясняется преимущественное применение сталей, содержащих вольфрам и молибден, для производства ответственных шестерён, валов и других деталей машин, работающих при сложных, резко циклических нагрузках. Наличие рассматриваемых легирующих компонентов улучшает закаливаемость сталей и способствует более устойчивым конечным характеристикам изделий, изготовленных из них.
Имеются и отрицательные стороны избыточного легирования данными металлами. Например, повышение концентрации молибдена более 3% способствует обезуглероживанию стали при нагреве, становится причиной хрупкого разрушения (особенно, если в составе такой стали присутствует в увеличенном — более 2% — количестве кремний). Предельное содержание вольфрама в стали – 10…12% — связано, главным образом, с резким повышением стоимости готового продукта.
Влияние ванадия
Ванадий чаще применяется как компонент сложного легирования. Его наличие придаёт легированным сталям более равномерную и благоприятную структуру, которая мало изменяется даже с термообработкой. Кроме того, ванадий стабилизирует γ-фазу, что увеличивает стойкость стали к напряжениям сдвига (как известно, именно при сдвиговых деформациях металлы имеют наименьшую прочность).
На твёрдость стали ванадий практически не влияет, это особенно заметно для конструкционных сталей, содержащих меньше углерода, чем инструментальные. В комплекснолегированных сталях ванадий увеличивает теплостойкость, что повышает их устойчивость от хрупкого разрушения. В этом смысле влияние ванадия противоположно влиянию молибдена. Особенностью термообработки легированных сталей, содержащих ванадий, считается невозможность выполнения высокого отпуска после закалки, поскольку последующая пластичность стали снижается. Поэтому в сталях, предназначенных для изготовления крупных деталей или поковок, процентное содержание ванадия ограничивается 3..4%.
Влияние кремния, марганца и кобальта
Кремний – единственный из неметаллов, «допущенный» к процессам легирования. Объясняется это двумя факторами – дешевизной элемента и однозначной зависимостью твёрдости от процентного содержания кремния в стали. Именно поэтому кремний часто применяется при выплавке недорогих низколегированных строительных сталей, а также сталей, для эксплуатационной долговечности которых важно оптимальное сочетание прочности и упругости. Чаще всего совместно с кремнием используется и марганец – примерами могут быть стали 09Г2С, 10ГС, 60С2 и т.д.
В инструментальных сталях кремний как легирующий компонент используется редко, и притом только в сочетании с другими металлами, которые нейтрализуют его отрицательные свойства – малую эксплуатационную пластичность и вязкость. Из таких сталей – в частности, 9ХС, 6Х3С и т.п. — изготавливают режущий и штамповый инструмент, для которого требуется сочетание высокой твёрдости и стойкости при резких нагрузках.
Как и кремний, кобальт при внедрении в структуру стали не образует собственных карбидов, зато в сложнолегированных сталях интенсифицирует их образование при отпуске. Поэтому кобальт применяется не самостоятельно, а в сочетании с такими металлами, как ванадий, хром, вольфрам, при этом, ввиду дефицитности кобальта его содержание обычно не превышает 2,5…3%.
Влияние никеля
Никель – единственный из легирующих компонентов сталей, который повышает её пластичность и снижает твёрдость. Поэтому одним никелем стали не легируют. Зато в сочетании с марганцем никель приводит к заметному повышению прокаливаемости стали, что очень важно при изготовлении крупных деталей машин, для которых важна высокая эксплуатационная долговечность. При этом наличие никеля снижает требования к точности соблюдения температурных интервалов термообработки.
Легирование никелем имеет и ряд особенностей. В частности, никель, не образуя собственных карбидов, способствует увеличению скоплений «чужих» карбидов по границам зёрен, в результате снижается теплостойкость, и повышается хрупкость в диапазоне 20…400 0 С. Поэтому процентное содержание никеля в легированных сталях строго увязывается с наличием в них марганца и хрома: при их наличии предельная концентрация никеля составляет 2%, а при их отсутствии – не более 0,5…1%.
Легированные стали для специальных областей использования содержат в себе и ряд других металлов (например, титан, алюминий и др.). Выбор вида стали диктуется эксплуатационными и финансовыми соображениями.
Влияние отдельных компонентов на свойства сталей
Постоянные (технологические) примеси являются обязательными компонентами сталей и сплавов, что объясняется трудностью их удаления как при выплавке (Р, S), так и в процессе раскисления (Si, Mn) или из шихты — легированного металлического лома (Ni, Cr и др.).
К постоянным примесям относят углерод, марганец, кремний, серу, фосфор, а также кислород, водород и азот.
При увеличении содержания углерода до 1,2% возрастают прочность, твердость, порог хладноломкости (0,1% С повышает температуру порога хладноломкости на 20°С), предел текучести, величина электрического сопротивления и коэрцитивная сила. При этом снижаются плотность, теплопроводность, вязкость, пластичность, величины относительных удлинения и сужения, а также величина остаточной индукции.
Существенную роль играет то, что изменение физических свойств приводит к ухудшению целого ряда технологических характеристик -таких, как деформируемость при штамповке, свариваемость и др. Так, хорошей свариваемостью отличаются низкоуглеродистые стали. Сварка средне- и особенно высокоуглеродистых сталей требует применения? подогрева, замедляющего охлаждение, и других технологических операций, предупреждающих образование трещин.
Марганец вводят в стали как технологическую добавку для повышения степени их раскисления и устранения вредного влияния серы. Марганец считается технологической примесью, если его содержание, не превышает 0,8%. Марганец как технологическая примесь существенного влияния на свойства стали не оказывает.
Кремний также вводят в сталь для раскисления. Содержание кремния как технологической примеси обычно не превышает 0,37%. Кремний как технологическая примесь влияния на свойства стали не оказывает. В сталях, предназначенных для сварных конструкций, содержание кремния не должно превышать 0,12-0,25%.
Пределы содержания серы как технологической примеси составляют 0,035-0,06%. Повышение содержания серы существенно снижает механические и физико-химические свойства сталей, в частности, пластичность, ударную вязкость, сопротивление истиранию и коррозионную
стойкость. При горячем деформировании сталей и сплавов большое содержание серы ведет к красноломкости. Кроме того, повышенное содержание серы снижает свариваемость готовых изделий.
Пределы содержания фосфора как технологической примеси составляют 0,025-0,045%. Фосфор, как и сера, относится к наиболее вредным примесям в сталях и сплавах. Увеличение его содержания, даже на доли процента, повышая прочность, одновременно повышает текучесть, хрупкость и порог хладноломкости и снижает пластичность и вязкость. Вредное влияние фосфора особенно сильно сказывается при повышенном содержании углерода.
Кислород и азот
Кислород и азот растворяются в ничтожно малом количестве и загрязняют сталь неметаллическими включениями (оксидами, нитридами, газовой фазой). Они оказывают отрицательное воздействие на свойства, вызывая повышение хрупкости и порога хладноломкости, а также снижают вязкость и выносливость. При содержании кислорода более 0,03% происходит старение стали, а более 0,1% — красноломкость. Азот увеличивает прочность и твердость стали, но снижает пластичность. Повышенное количество азота вызывает деформационное старение. Старение медленно развивается при комнатной температуре и ускоряется при нагреве до 250°С.
Увеличение его содержания в сталях и сплавах приводит к увеличению хрупкости. Кроме того, в изделиях проката могут возникать флокены, которые развивает водород, выделяющийся в поры. Флокены инициируют процесс разрушения. Металл, имеющий флокены, нельзя использовать в промышленности.
3.2.Влияние легирующих элементов
Легирование сталей и сплавов используют для улучшения их технологических свойств. Легированием можно повысить предел текучести, ударную вязкость, относительное сужение и прокаливаемость, а также существенно снизить скорость закалки, порог хладноломкости, деформируемость изделий и возможность образования трещин. В изделиях крупных сечений (диаметром свыше 15-20 мм) механические свойства легированных сталей значительно выше, чем механические свойства углеродистых.
Все легирующие элементы, за исключением никеля, при содержании их в растворе выше определенного предела снижают ударную вязкость, трещиностойкость и повышают порог хладноломкости. Никель понижает порог хладноломкости.
Таблица 1.5. Влияние отдельных компонентов на свойства стали
Примечания:
1. Настоящая таблица показывает примерное влияние отдельных компонентов стали в количествах, содержащихся в малоуглеродистой и низколегированной стали без учета совместного действия нескольких компонентов.
2. Знаки обозначают: (+) — повышает; (++) — значительно повышает; (-) — снижает; (=) — значительно снижает; (0) — не оказывает заметного влияния.
Коротко о марганцовистой стали
Марганцовистая сталь была изобретена Робертом Гадфильдом в 1882 году, и, несмотря на все проводимые исследования, огромные затраты времени и средств, производимая в настоящее время марганцовистая сталь имеет тот же самый химический состав, который был первоначально предложен Гадфильдом.
Роберт Гадфильд установил, что марганцовистая сталь совершенно не похожа на все другие. Он попытался подвергнуть закалке откованный образец и обнаружил, что сталь стала не тверже, как все стали после закалки, а мягче. Но это была не единственная неожиданность — новая сталь не поддавалась ни токарной, ни фрезерной обработке. Предпринимались попытки закаливать сталь Гадфильда в различных средах, но тщетно — она оставалась мягкой. Когда ее подвергали холодной ковке, то участки, на которые приходились удары молота, становились твердыми, и чем больше была степень деформации, тем тверже становилась сталь. При обработке напильником наблюдалось аналогичное явление. Сопротивление металла под напильником росло по мере надавливания: чем сильнее был нажим, тем больше сопротивление.
Благодаря высокой твердости и износостойкости, а также способности выдерживать и поглощать сильные удары без разрушения сталь Гадфильда быстро завоевала признание в промышленности: ее стали использовать для изготовления тех деталей, которые в процессе эксплуатации постоянно подвергаются сильным ударам и обычно быстро выходят из строя по причине истирания. В горной промышленности это такие детали, как, например, щеки дробилок, била для роторных дробилок, шары для шаровых мельниц, гусеничные траки.
Пояснения по содержанию марганца
Известны многочисленные публикации, посвященные изучению влияния марганца на износ деталей дробилок. Ниже описываются различия между марками стали.
- Mn 12-14 – эта марганцовистая сталь традиционно являлась стандартной маркой для карьерного оборудования. Она не уступает другим маркам по возможности наклепа в процессе работы. При переработке особо абразивных материалов наклепанный слой, обычно имеющий глубину около 3 мм, может быть изношен или снят за счет абразивного износа при ударе, что ведет к быстрому износу более мягкого ненаклепанного подстилающего металла. Эта марка стали обладает начальной твердостью около 200 BHN (твердость по Бринеллю). В процессе эксплуатации твердость возрастает примерно до 450 BHN.
- Mn 16-18 – как правило, на 7% дороже в производстве, чем марка Mn 12-14. Эта сталь с повышенным содержанием марганца имеет примерно такие же характеристики, как и предыдущая марка. Первоначальная твердость этой стали несколько выше и составляет около 230 BHN. За счет большего содержания углерода эта марка стали быстрее наклепывается, и поэтому влияние абразивного износа при ударе уменьшается. Но максимальная твердость у этой марки стали составляет около 400 BHN. Эта марка считается наиболее универсальным материалом для любых применений.
- Mn 22-24 – из рассматриваемых марганцовистых сталей эта марка имеет наивысшую начальную твердость 248 BHN, но не обеспечивает более эффективного наклепа, чем более низкие марки. В очень редких ситуациях она может наклепываться чуть быстрее, чем более низкие марки, однако ее преимущества непропорциональны стоимости, которая на 14% выше стоимости марганцовистой стали Mn 12-14. Предложения этой марки являются скорее маркетинговым ходом и не дают никаких реальных преимуществ.
Влияние углерода на содержание марганца
Существует прямая связь между количеством углерода, которое может оставаться в сплаве, и содержанием марганца. При увеличении содержания углерода в сплаве необходимо увеличивать и содержание марганца. Это послужило причиной рождения мифа о том, что увеличение содержания марганца в сплаве увеличивает срок службы футеровок. На самом деле, срок службы определяется именно содержанием углерода.
Для увеличения срока службы футеровок по износу важно иметь максимальное содержание углерода.
При содержании Mn 18% достигается оптимальный уровень углерода.
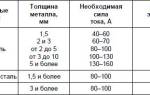
Для определения необходимого количества углерода при сохранения механических свойств сплава необходимо учитывать толщину детали. Чем больше сечение детали, тем труднее удержать углерод во время закаливания.
© 2012-2020 ООО «Карбокор» · 650991, Россия, Кемеровская область — Кузбасс, г. Кемерово, ул. Мичурина 13, офис 207 · Телефон/факс: +7 (3842) 580777 · Телефон: +7 (3842) 582293.