Содержание
- Развальцовка медных трубок в домашних условиях
- Суть процесса
- Развальцовка в домашних условиях
- Видео: развальцовка медных труб
- Развальцовка медных трубок
- Суть процесса
- Когда может понадобиться развальцовка?
- Этапы развальцовки труб
- Способы увеличения диаметра труб
- Виды развальцовщиков
- Эксцентрический развальцовщик
- Как выбрать инструмент для развальцовки?
- Развальцовка в домашних условиях
- Как изготовить инструмент?
- Как развальцевать медную трубку?
- Приспособления и инструменты для развальцовки медных труб
- Особенности выполнения развальцовки труб
- Приспособления для работы
- Советы по выбору инструмента
- Ситуации, в которых может потребоваться развальцовка
- Виды соединения элементов
- Технология развальцовки медных трубок
- Технология развальцовки
- Виды развальцовщиков
- Эксцентрический развальцовщик
- Как выбрать инструмент для развальцовки
- Вальцовка для медных труб своими руками: советы от мастеров
- Для чего необходима развальцовка
- Набор для развальцевания труб
Развальцовка медных трубок своими руками
Развальцовка медных трубок в домашних условиях
Подогнать диаметры труб при их соединении – задача непростая. То заготовки нужного размера нет, то толщина стенок на разных участках детали отличается. Но необходимость в работе с диаметрами изделий возникает не только в промышленности, расширение конструкций для герметичного крепления бытовых коммуникаций также требуется часто. Узнаем, что такое развальцовка медных трубок своими руками, зачем её проводят и как нужно действовать, чтобы получить хороший результат.
Суть процесса
Радиальная деформация или развальцовка медных труб в отверстии специального аппарата необходима для создания прочного сцепления элементов конструкции, например, трубы с трубной решеткой. Таким способом закрепляют детали в конденсаторах, котлах, маслоохладителях, парогенераторах и других теплообменных аппаратах.
Этапы развальцовки труб
Манипуляции проводятся в три этапа:
- Подбирается требуемый зазор между деталью и трубной решеткой.
- Проводится деформация обоих элементов.
- Снимается давление (нагрузка) с внешней поверхности деформируемой заготовки.
В процессе развальцовки медных трубок металл размягчается, растягивается (переходит в состояние пластического деформирования), а материал трубной решетки – в состояние упругой деформации. Чтобы манипуляции увенчались успехом, материал решетки должен быть тверже меди.
По окончанию процесса развальцовки решетка «обхватывает» отрезок трубы. Получаем прессовое соединение, прочность которого обеспечивается за счет контактного давления поверхности детали и отверстия решетки.
Иногда для соединения этих элементов применяют и сварку – такое крепление называется комбинированным. При монтаже медного водопровода одну из деталей расширяют, затем в нее вставляется вторая труба, после чего зазор между ними заполняют припоем.
Изменить диаметр деталей может понадобиться в следующих случаях:
- Если штампованное (литое) изделие нужной формы невозможно приобрести в готовом виде (не производится или его нет в наличии).
- Требуется филигранная подгонка угла изгиба, размера трубки или её диаметра по внутреннему сечению.
Способы увеличения диаметра труб
Инструмент, с помощью которого проводят манипуляции, называется вальцевателем медных трубок. В промышленности используют валы высокой прочности, которые прокатываются несколько раз, в результате чего оформляется профиль нужной конфигурации. Работы могут выполняться на специальных машинах и станках, гибочных вальцах.
Медь – пластичный материал, потому если вы обладаете ловкостью и большой физической силой, можно вручную попробовать натянуть медную заготовку на конический шаблон (болванку), чтобы получить нужное соединение. Прибегают к этому кустарному способу, при котором не используется вальцовка для медных труб, в крайних случаях, так как результат предугадать сложно. Возможны разрывы в местах, на которые приходится максимальная нагрузка при растяжении, тонкая деталь может просто замяться и стать непригодной из-за неравномерного истончения стенок трубы.
Второй вариант – промежуточный между полноценной обработкой заготовок и растяжением деталей силой – использование экспандера. Устройство имеет несколько сменных насадок, позволяющих с помощью рычага растянуть трубу до нужного диаметра за один подход.
Важно. Экспандер хорош, когда нужно провести работу быстро, но результаты такой развальцовки также не гарантируют стопроцентного успеха. Если стенки трубки не были идеальными изначально (имели различия в толщине на разных участках поверхности), более тонкие зоны растянутся сильнее, толстые участки при этом форму не изменят. А если попробовать «дожать», так же, как и в предыдущем случае, возможны разрывы и поломка детали.
Правильный развальцовщик для медных труб состоит из валика или нескольких валиков, изготовленных из твердосплавных материалов, которые много раз прокатываются по внутренним поверхностям трубы. В процессе развальцовки с каждым оборотом усиливается давление – заготовка деформируется в нужном направлении постепенно и плавно, что исключает возможность разрывов. В каждый из подходов вальцы изменяют внутренний диаметр заготовки на минимальную величину, такое постепенное растяжение металл переносит легко.
Толщина стенок при этом изменяется равномерно, более плотные участки трубы с отличающейся толщиной стенок раскатываются до той же толщины, что и более тонкие. А поверхность становится идеально гладкой, без шероховатостей. Так же, как под весом трамвая, раз за разом проезжающего по рельсам, последние становятся гладкими и блестящими, поверхность детали под воздействием валов будет однородной.
Можно развальцевать отрезок и с помощью конуса. Принцип работы прост – конус вдавливается в предварительно зафиксированную в тисках трубу на нужную глубину, затем извлекается. Результат по качеству уступает работе с валами, но применяют конусы также довольно часто.
Развальцовка в домашних условиях
Как изготовить инструмент
Идеальное решение – покупка готового станка. Но если этот вариант не подходит, и голыми руками придать нужный диаметр заготовке не получилось, изготовим инструмент для работы самостоятельно, так как в домашних условиях развальцевать медную трубку качественно без приспособления невозможно.
Металл мягкий, но нам нужно достичь точного соответствия торца трубок посадочному конусу, в противном случае герметичности соединения добиться не получится.
Изготовив свою вальцовку для медных труб однажды, вы сможете использовать ее долгие годы, проект стоит затраченных усилий. Конструкция устройства проста – это станина, сделанная из двух одинаковых уголков.
Какие инструменты понадобятся для работы:
- заточный станок;
- сверлильный станок;
- болгарка.
- два уголка длиной 100 мм (полочка – 32 мм, толщина – от 5 мм);
- два болта М8;
- оправки (можно заказать у токаря или выточить самостоятельно).
- Скрепляем уголки болтами.
- Просверливаем в основе фаски и отверстия.
Такой вальцовочный набор позволит самостоятельно из любого отреза медной трубы сделать идеальное крепление. Работать на нем нужно так же, как на готовом, покупном станке для развальцовки.
Как развальцевать медную трубку
- Заготовку необходимо зажать в держателе в положении, в котором она будет выступать за его края на 5-6 мм.
- Вместо конуса устанавливаем штампик подходящего для заготовки диаметра.
- Надеваем штуцеры. Обратите внимание на направление резьбы (она должна быть обращена в разные стороны, по направлению к концам заготовки – друг от друга).
- С усилием вкручиваем штамп, край торца при этом расплющивается.
- Извлекаем штамп, на его место ставим конус.
- Вкручиваем конус. Работать нужно постепенно, аккуратно продвигая конус вглубь до требуемой отметки.
- Достаем из держателя деталь, внимательно осматриваем. В случае необходимости – зачищаем.
Наш результат – аккуратная развальцованная деталь, готовая к использованию.
Применяя советы, приведенные в статье, вы сможете самостоятельно сделать необходимый набор для развальцовки трубок разного диаметра. Такой подход позволит сэкономить средства на покупке готовых станков. А эффективность работ на самодельном агрегате ничуть не хуже, и для его изготовления особых талантов не нужно. Успехов в работе!
Видео: развальцовка медных труб
Развальцовка медных трубок
Трубы могут иметь самый различный диаметральный размер. Именно поэтому подогнать их друг к другу в процессе соединения достаточно сложно. Работа с диаметральным размером проводится в промышленности и частных мастерских. Развальцовка труб считается сложным процессом, который характеризуется большим количеством особенностей.
Суть процесса
Развальцовка медных трубок – процесс деформации изделий различного типа, которые могут применяться при создании различных механизмов. Подобная технология применяется при закреплении деталей в котлах, конденсаторах или других теплообменниках. Среди особенностей проводимой работы отметим следующие моменты:
- Толщина стенок может быть самой различной. За счет этого и изменяется наружный или внутренний диаметр.
- Развальцовке подвергаются медные трубки, которые изготавливают из металла с различной степенью обработки.
Как правило, диаметр изменяется за счет растяжения изделия. При применении современного оборудования можно получить качественную поверхность, которая идеально подойдет для создания герметичных соединений.
Когда может понадобиться развальцовка?
Сегодня вальцовка медных трубок проводится крайне часто. Подобная технология применяется в нижеприведенных случаях:
- Нужно изменить форму трубы. Примером можно назвать получение овальной формы поперечного сечения.
- Чаше всего развальцовка проводится для изменения наружного и внутреннего диаметра. При соединении медных труб нужно обеспечить идеальную герметичность, которая достигается путем подгонки поверхностей друг к другу.
- В продаже не встречаются медные трубки нужной формы.
- Нужно изменить размер и форму трубок под конкретные условия.
Инструмент для развальцовки
Развальцовка выполняется также в случае изготовления ювелирных изделий, различных механизмов. Для работы могут использоваться различные специальные инструменты, к примеру, конусный развальцовщик.
Этапы развальцовки труб
Получить изделие требуемых размеров и формы можно при применении уже давно известной технологии. Манипуляция проводится в три этапа:
- Между деталью и медной трубной решеткой подбирается требуемый зазор.
- Оба элемента деформируются при применении специального инструмента.
- Оказываемое давление снимается.
Стоит учитывать, что в независимости от типа применяемой технологии после развальцовки металл становится более мягким, так как он растягивается.
Способы увеличения диаметра труб
Некоторые материалы характеризуются высокой пластичностью. Именно поэтому можно попробовать натянуть медную заготовку на специальный конический шаблон. Этот метод применяется крайне редко, так как получить качественную деталь сложно. Есть вероятность появления разрыва в местах, на которые оказывается максимальная нагрузка.
Провести растяжение металла можно экспандером. Развальцованная труба в этом случае характеризуется большим качеством. Подобное устройство поставляется со сменными насадками, которыми можно регулировать диаметр.
Можно провести рассматриваемую работу при использовании конуса. Процесс предусматривает вдавливание конуса в поверхность зафиксированной заготовки в тисках, после чего изделие извлекается. Полученный результат намного хуже, нежели при применении экспандера, но технология применяется крайне часто.
Виды развальцовщиков
Процесс развальцовки существенно упрощается при использовании специальных приспособлений. Они могут ручного или электрического типа, применяться для работы с трубопроводом отопительной системы или водоснабжения, трубками других систем, к примеру, кондиционирования. В продаже есть и универсальные варианты исполнения. Наибольшее распространение получили:
- Шаблон. Применяется подобный инструмент для работы с медью или другими мягкими сплавами. Среди особенностей можно отметить невысокую стоимость и простоту использования. Однако, во время работы на поверхности могут появится существенные дефекты.
- Механический развальцовщик трубок представлен сочетанием валика из твердого сплава, который может перекатываться по краю для передачи требуемой формы. При его использовании можно сделать заготовку с ровной и симметричной поверхностью. Процесс автоматизирован, позволяет получить качественную поверхность. Прикладываемое усилие увеличивается за счет резьбового и иного привода.
- Вариант исполнения с электрическим приводом снабжается целым набором сменных насадок. Его приобретают в случае, когда нужно ускорить процесс производства. Единственным недостатком можно назвать высокую стоимость подобного приспособления. Рекомендуется приобретать устройство в случае, когда развальцовка проводится с большой периодичностью.
- Экспандер. Подобный встречается крайне часто, так как позволяет лишь за одно движение провести деформацию поверхности. Простая конструкция определяет то, что контролировать толщину стенок нельзя. Экспандер часто применяется в домашних условиях, так как устройство недорогое и просто в использовании.
Механизм подбирается в зависимости от поставленных задач. К примеру, при серийном выпуске определенных деталей лучше всего приобрести развальцовщик с электрическим приводом.
Эксцентрический развальцовщик
Распространенный эксцентрический развальцовщик трубок применяется для получения качественных деталей. Среди особенностей подобного варианта исполнения отметим:
- Давление передается при оказании усилия через механический элемент. Наконечник изготавливается из металла высокой твердости.
- В комплект поставки включается много различных наконечников, при смене которых можно получить поверхность различной формы.
- Стоимость подобного механизма относительно невысокая. При изготовлении могут использоваться самые различные металлы, к примеру, с высокой коррозионной стойкостью.
Для увеличения передаваемого усилия применяется рукоятка большой длины. Она закрепляется в специальном держателе.
Как выбрать инструмент для развальцовки?
Для того чтобы достигнуть высокого качества при развальцовке следует правильно выбрать более подходящий инструмент. При применении простейших приспособлений могут проявляться негативные последствия:
- В стенках медных трубок возникают серьезные разрывы, которые существенно снижают прочность и длительность эксплуатации.
- Небольшие трещины могут привести к тому, что стенки заминаются.
- Сложно добиться равномерной толщины. Даже незначительное отклонение приводит к снижению прочности формирующегося соединения.
Эксцентриковый развальцовщик VALUE
Выбрать инструмент для развальцовки медных трубок можно при учете следующей информации:
- Глубина развальцовки.
- Внутренний диаметр изделия.
- Определенные характеристики материала: твердость и степень пластичности.
- Наружный диаметр.
- Толщина стенок. Этот параметр определяет то, как сложно провести обработку заготовки.
- Расстояние, на которое изделие может выступать за границы фиксирующего механизма.
- Расстояние между центрами внутренних отверстий.
- Наличие и особенности соединительных швов. Некоторые заготовки получаются путем сваривания концов. Получаемый шов может по-разному реагировать на пластическую деформацию.
- Необходимость в образовании канавок на поверхности. Развальцовка также может привести к образованию требуемых канавок на медной трубке.
Большинство применяемых устройств характеризуется универсальностью. Все механизмы также могут отличаться друг от друга.
Инструменты, предназначенные для проведения рассматриваемой работы, позволяют:
- Исключить вероятность появления сильных разрезов. Это достигается за счет постепенного оказания давления, которое распределяется равномерно.
- Достигнуть равномерной толщины стенок. При этом подобный результат можно достигнуть даже в случае, если изначально заготовка имела неравномерные стенки.
- Отверстие внутри изделия становится гладки и ровным.
Большей производительностью характеризуются устройства с электрическим приводом. Он сегодня широко распространены, незаменимы в случае, когда нужно деформировать изделие с большой толщиной стенок.
Развальцовка в домашних условиях
Провести развальцовку можно в домашних условиях. Для этого могут использоваться самые различные механизмы, в большинстве случаев приобретают механический.
В некоторых случаях для проведения работы создается самодельный механизм развальцовки. Он также характеризуется высокой производительностью и универсальностью в применении.
Как изготовить инструмент?
Самодельный инструмент можно изготовить для его длительного применения. Конструкция достаточно проста, она представлена станиной, изготавливаемой из двух схожих по геометрии уголков. При сборке механизма применяется:
-
- Болгарка.
- Заточной и сверлильный станок.
- Два болта с резьбой не менее 8М.
- В качестве основного материала может использоваться уголок длиной 100 мм. Лучше всего выбрать вариант исполнения из нержавеющей стали.
- Оправки.
Уголки скрепляются между собой болтами. Для этого сверлильным станком делают соответствующие отверстия. В основе фаски просверливаются отверстия.
Работать с подобным механизмом следует также, как и с многими другими, которые можно приобрести в специализированных магазинах.
Как развальцевать медную трубку?
Благодаря высокой пластичности меди обрабатывать медные трубки из этого сплава достаточно просто. Развальцовка медных трубок своими руками проводится следующим образом:
- Заготовка зажимается в державке так, чтобы она выходила за края на 5-6 мм.
- Вместо конуса устанавливается специальная насадка, которая подходит под диаметр заготовки.
- Надевается штуцер, уделяется внимание направлению резьбы.
- Штамп должен изготавливаться из материала, твердость которого намного больше твердости заготовки. Он вдавливается, за счет чего край торца деформируется.
- Вместо штампа устанавливается конус. Он вдавливается постепенно. Только при равномерном воздействии можно обеспечить требуемое качество получаемого изделия.
- После обработки происходит осмотр заготовки. При появлении незначительных дефектов их можно зачистить.
Некоторые заготовки подвержены в меньшей степени обработке рассматриваемым методом. Примером можно назвать хрупкие сплавы, в структуре которых при деформации могут появится трещины и другие дефекты.
Приспособления и инструменты для развальцовки медных труб
Вальцевание, или развальцовка, медных труб — это технологический процесс, который заключается в деформации стенок в нужном для человека направлении. Такую операцию проводят в тех случаях, когда нужно надёжно и герметично соединить трубки из меди с разнообразными приборами и устройствами или для состыковки отдельных элементов трубопровода.
На сегодняшний день трубки из меди очень распространены. Если их соединение должно быть разъёмным, то без развальцовки не обойтись. Развальцовщик для медных труб может быть различным: специальное серийно выпускаемое оборудование или простой набор инструментов, который качественно позволит выполнить этот процесс при соблюдении всех рекомендаций.
Особенности выполнения развальцовки труб
Развальцовка трубок из меди может потребоваться в таких ситуациях:
- Концы трубок, которые изготовлены из меди, нужно подготовить для их соединения с помощью пайки.
- Конец трубки необходимо подготовить для соединения его с прочими материалами при помощи муфты. В таких ситуациях при развальцовке подгоняют следующие геометрические параметры трубки: угол изгиба, внутренний и внешний диаметр и прочие.
- Тому концу трубки, который обрезали, необходимо придать нужную конфигурацию.
Для качественной развальцовки применяют специально изготовленные приспособления и инструменты, а также производят такие действия:
- Хорошо зачищается конец изделия, соединение которого нужно выполнить.
- Надевается специальная муфта на зачищенный конец.
- При помощи специального приспособления или инструмента развальцовывается конец изделия до тех пор, пока угол расширения не составит 45 градусов.
- После того как процедура завершится, из приспособления извлекается конец изделия. После этого разрешено сразу же начинать соединение.
Если вы никогда раньше не выполняли подобную технологическую операцию, и первый раз собираетесь произвести развальцовку изделия, то необходимо отрезать трубку с запасом в 2,5 сантиметра. Так при неудаче вы сможете отрезать бракованный конец и произвести развальцовку ещё раз.
Если трубку из меди нужно развальцевать для того, чтобы с помощью пайки осуществить её соединение, то последовательность ваших действий должна быть следующей:
- Тщательно зачистите конец изделия, которое следует развальцевать (лучше всего для этих целей применять специально предназначенные щёточки).
- С помощью специально предназначенного устройства конец трубки, изготовленной из меди, расширяют до таких размеров, чтобы можно было вставить в него конец второй трубки. Но между соединительными элементами при этом должен выдерживаться зазор в 0,124 миллиметра. Для этих целей применяется измерительный прибор.
- На внутреннюю часть развальцованного участка трубы наносится флюс равномерным слоем. Он необходим для обеспечения герметичного и надёжного соединения.
- В развальцованное изделие вставляется второй элемент соединения на глубину, равную диаметру трубки.
- С помощью паяльной лампы, электрического паяльника или газовой горелки нужно прогреть место будущего соединения до тех пор, пока припой начнёт плавиться.
- Все зазоры между краями соединительных труб из меди заполняются расплавленным припоем. Вследствие этого формируется герметичное и надёжное соединение.
После того момента, когда будет сформировано соединение двух медных трубок необходимо положить их на горизонтально расположенную поверхность и подождать полного остывания.
Приспособления для работы
Для развальцевания своими руками трубок, изготовленных из меди, применяют специальные приспособления. Они могут быть двух видов:
- С ручным приводом.
- С электрическим приводом.
Они используются для монтажа систем отопления, водоснабжения и кондиционирования. Инструменты с электрическим приводом чаще всего совмещают в себе несколько функций: можно не только развальцевать при их помощи трубку из меди, но и согнуть её под тем углом, который вам необходим.
Каждое приспособление для развальцовки трубок работает, основываясь на принципе пластической деформации.
Именно по этой причине важным является тот факт, чтобы оно с такими процессами могло справляться очень бережно и не нарушать гладкость внутренней поверхности стенок и однородность структуры материала, а также сохранить равномерную толщину стенок.
Для качественной развальцовки трубок из меди можно применить приспособления, указанные далее.
Ручной шаблон
Это приспособление, имеющее конусообразную форму, оно изготавливается из сплава, который тверже меди. К достоинствам подобного приспособления относят простоту в применении и низкую цену. Но при его использовании могут разрываться стенки изделия из меди. А это значит, что о высоком качестве развальцовки не может быть и речи.
Механический развальцовщик
Главным рабочим органом этого устройства является валик, который состоит из твёрдого сплава. Перекатываясь по краю медного изделия, валик придаёт ему необходимую конфигурацию. При работе механическим развальцовщиком можно сделать равномерную деформацию участка трубки, который обрабатывается, а на её конце формировать стенки с одинаковой толщиной и высоким качеством их внутренней части.
Развальцовщик с наличием электрического привода
В этом инструменте есть набор насадок, которые меняются в зависимости от необходимой толщины стенки. Электрический развальцовщик позволяет обрабатывать медные трубки с меньшими трудозатратами и большей производительностью. К недостаткам такого прибора можно отнести его высокую цену. Аккумулятор способен отработать примерно 100 операций.
Это устройство ручное. Оно позволяет за одно движение развальцевать конец медного изделия, работая по принципу рычажного механизма. Несмотря на то что конструкция инструмента довольно проста, есть и определённые недостатки. Одним из них, и, пожалуй, наиболее существенным, является тот факт, что контролировать толщину стенок изделия, которое подлежит обработке, невозможно. Исходя из этого можно сделать вывод о том, что о качественном результате говорить не приходится.
Советы по выбору инструмента
Медную трубку развальцевать несложно, учитывая высокую степень пластичности такого материала. Но для получения хорошего и качественного результата при выполнении такой технологической процедуры, нужно выбирать только специализированные приборы и инструменты. Если пользоваться простейшими приспособлениями, к которым можно отнести эспандеры и болванки, то результат может быть негативным:
- Если стенки изделия небольшой толщины, то они будут загибаться.
- При воздействии такого инструмента на стенки изделия могут возникать его разрывы.
- Добиться равномерной толщины стенки практически невозможно. В итоге такой результат отразится на надёжности формирования соединения.
Преимуществами при применении специализированных инструментов являются такие факторы:
- После развальцовки внутренняя поверхность изделия становится идеально ровной и гладкой.
- Даже если вначале процесса не было равномерной толщины стенок изделия, то в процессе развальцовки этот параметр будет достигнут.
- Практически исключены разрывы стенок трубки из-за постепенной деформации.
Кроме того, применение специального оборудования позволит качественно и оперативно развальцевать конец изделия даже тому человеку, который ранее своими руками такую процедуру не осуществлял.
В развальцовочный набор могут входить такие инструменты:
- Пружины для изгибания труб.
- Труборасширитель.
- Труборез.
- Ример.
- Эксцентриковая вальцовка.
Для более качественной развальцовки необходимо особое внимание уделить выбору инструментов. Необходимо опираться на такие параметры, как:
- Наличие на поверхности обрабатываемого изделия соединительных швов.
- Необходимость формирования канавок на той части трубы, которая подлежит обработке.
- Толщина стенок изделия, которое будет обрабатываться.
- Длина между центрами внутренних отверстий в медной трубке (в том случае если приспособление, которое вы выбрали для развальцовки, позволяет одновременно обрабатывать несколько изделий).
- Расстояние, на которое трубка будет над рабочей поверхностью выступать.
- Глубина развальцовки.
- Внутренний и наружный диаметр изделия.
- Характеристики того материала, из которого трубка была изготовлена. Особое внимание уделяется степени его пластичности.
Практически все инструменты, которые специально предназначаются для развальцовки трубок из меди, находящиеся в продаже на сегодняшний день отличаются универсальностью. С их помощью можно медные трубки обрабатывать в достаточно широком диапазоне их наружных и внутренних диаметров. В комплекте к такому инструменту идут сменные насадки, определяющие широкий спектр применения.
Ситуации, в которых может потребоваться развальцовка
На сегодняшний день существует очень большой ассортимент медных трубок и соединительных элементов. Именно из-за этого подобрать необходимый фитинг или профиль не составит никакого труда. Но несмотря на это, бывают моменты, когда развальцовки деталей в домашних условиях не избежать. Развальцовка может потребоваться в таких случаях:
- Изделие необходимо подогнать под определённый точный размер.
- На данный момент необходимые фитинги для покупки недоступны.
- Не изготавливается продукция требуемой формы.
Виды соединения элементов
На сегодняшний день применяются два способа соединения медных труб: муфтами и пайка. Способ, который вы выберете в процессе работы, полностью повлияет на ход ваших действий.
При соединении изделий муфтами необходимо придерживаться такого порядка действий:
- Нужно хорошо зачистить края трубы.
- На торец трубки необходимо надеть муфту.
- После этого в работу необходимо включить развальцовщик. В него нужно вставить подготовленную трубу и проворачивать винт оборудования до тех пор, пока угол изгиба не достигнет 45 градусов.
- После этого из развальцовщика следует достать обработанное изделие и при помощи муфты соединить его с другим элементом.
Специалисты рекомендуют новичкам и неопытным домашним мастерам после развальцовки применять муфтовое соединение труб.
При соединении труб пайкой выполните следующие действия:
- При помощи специальной щётки хорошо зачистите края трубы.
- Трубу вставьте в развальцовщик, а края её расширьте таким образом, чтобы можно было в неё вставить вторую трубу. При этом между трубками должен быть небольшой зазор.
- Нанесите флюс на трубу, которую поместили внутрь и вставьте её в развальцованную сопрягаемую трубу. Глубина вставки должна равняться диаметру трубки.
- Прогрейте стык двух труб при помощи газовой горелки или паяльника. Припой должен будет хорошо расплавиться и полностью удалить зазор между поверхностями трубок.
- Поместите спаянные элементы на горизонтально расположенную поверхность и дождитесь остывания до температуры воздуха. Только после остывания можно работать со спаянной трубой.
Когда будете выбирать прибор для развальцовки, учтите диаметр изделий, с которыми вы планируете проводить работы. Для систем отопления диапазон сечения колеблется в пределах 32—40 миллиметров. А для систем кондиционирования применяются изделия, диаметр которых не превышает 16 миллиметров. А ещё нужно опираться на такие критерии, как качество получаемого раструба и возможность использования сменных насадок для различного сечения труб.
Технология развальцовки медных трубок
Суть развальцовки трубок из меди состоит в том, что внутренний диаметр одной из контактных трубок необходимо «подогнать» под внешний диаметр другой.
Соединение фрагментов и частей медных трубопроводов требует знания определенных нюансов технологии, которые касаются как самой пайки или резьбового крепления фитингами, так и подготовительных работ. Одним из самых сложных и ответственных действий является развальцовка медных трубок. Суть процесса состоит в том, что внутренний диаметр одной из контактных трубок необходимо увеличить, «подогнать» под внешний диаметр другой.
При креплении резьбовыми фитингами создается увеличенная площадь прижима и конусная фаска плотно заходит на торец соседнего участка трубопровода и соединение получается герметичным за счет механического сжатия. В случае применения пайки, пространство между конической внешней частью контакта и внутренней цилиндрической заполняется припоем.
Как происходит пайка медной трубы при помощи стандартных фитингов, показано на видео, с развальцованной трубой технология та же и соединение получается не менее прочным и герметичным. При правильно выполненной развальцовке конец трубки должен выглядеть примерно так:
Технология развальцовки
Чтобы подготовить трубу для соединения пайкой или резьбой, необходим специальный инструмент для развальцовки медных трубок. Его называют по-разному — вальцовщик, развальцовщик, вальцовка. Но суть от этого не меняется — подвергаясь механическому усилию, трубка деформируется по шаблону и, сохраняя толщину стенки и круглое сечение, образует конус. Наклон внутренних стенок конуса составляет до 74 0 . Для соединений с применением накидной гайки обработка трубы должна производиться согласно ГОСТ 13954-74 или максимально приближено к его требованиям. Если использовать вальцовочные инструменты промышленного изготовления и придерживаться всех требований технологии, то должен получиться результат, соответствующий схеме:
Соотношение диаметров тела трубы и максимально допустимого внешнего диаметра конуса D и D приведены в таблице (для стандартных размеров медной трубы).
Вальцовка для медных труб производится с насадками различных размеров, которые соответствуют требованиям стандартов как для пайки, так и для накидных гаек. При покупке импортных инструментов, особенно азиатского происхождения, необходимо обязательно проверить соответствие матриц и конусов, чтобы их размеры не отклонялись от принятых у нас.
Виды развальцовщиков
Схема стандартного инструмента для развальцовки медных труб.
1 — колодка для зажима трубы;
2 — скоба с направляющей;
3 — винтовой прижим;
4 — конусный пуансон (сменный).
Такое приспособление для развальцовки стандартных медных водопроводных трубок может работать с диаметрами до 10 мм. Инструмент применяется при сборке систем кондиционирования, отопления, отвода конденсата и подачи воды.
При больших диаметрах потребуется определенное усилие, возрастающее практически в геометрической прогрессии, что может привести к повреждению стенки трубки, особенно при ее неравномерной толщине. Особенность медной водопроводной трубы — некоторые неточности в диаметре и толщине стенки по контуру.
При сильном давлении могут возникнуть непредвиденные сложности в виде трещин, заусениц и бугорков на вальцованной поверхности, что является явным браком и такие трубы использовать нельзя — возможна потеря герметизации сразу же после запуска жидкости в систему или спустя некоторое время после начала эксплуатации. Требования к состоянию развальцованной поверхности регулируются ГОСТ 28941.12-91 или ТУ, созданными на его базе.
Дефекты вальцованных поверхностей:
- А — сколы;
- Б — трещины;
- В — неровные кромки.
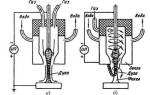
Эксцентрический развальцовщик
Как работает конусный развальцовщик заводского изготовления демонстрирует ролик.Схема устройства эксцентрикового инструмента приведена ниже:
Как выбрать инструмент для развальцовки
- материал трубы;
- диаметр отверстий плашки;
- высоту выступа трубы над срезом зажима;
- расстояние между центрами соседних отверстий в основании;
- наружный диаметр труб, с которыми придется работать;
- толщину стенок трубок;
- глубину развальцовки;
- вид трубы (сварная, бесшовная и т.д.)
Для профессионального использования лучше всего купить и профессиональный инструмент.
Он, как правило, изготавливается по определенному стандарту и соответствует всем требованиям ГОСТ. В наборе непременно есть плашка с отверстиями наиболее востребованных размеров, конус отлично отрегулирован и выполнен из лучших сортов стали.
Для бытового применения к выбору инструмента нужно подойти тоже со всей серьезностью — дешевым инструментом сделать качественную подготовку трубы к соединению практически невозможно. Но таких высоких требований, как к профессиональному инструменту, нет. Достаточно плашки на 2–3 диаметра и конуса из простой полированной стали. Он стоит намного дешевле и для периодического применения вполне подходит.
Как происходит развальцовка медных трубок своими руками демонтирует видео. Из дополнительных инструментов понадобится труборез и выравниватель кромок (райбер). Выровнять трубу по диаметру для достижения контуром идеального круга необходимо — при отрезании медная труба, в силу мягкости и пластичности, часто деформируется и это отрицательно сказывается на качестве вальцовки.
Устанавливать трубку в зажим необходимо с таким расчетом, чтобы верхняя кромка выступала на 2–4 мм над срезом шаблона. Только при такой установке можно достичь максимального качества внутренней поверхности конуса.
Статья носит ознакомительный характер и представляет общие сведения по процессу вальцовки медных труб. Если у вас есть свой опыт работы в данном направлении или даже собственноручно сделанные инструменты — поделитесь с читателями нашего сайта. Наша цель — максимально объективно и всесторонне осветить все аспекты металлообработки. Ждем ваших вопросов и дополнений.
Вальцовка для медных труб своими руками: советы от мастеров
Часто при установке кондиционеров или проведении водопровода, необходимо провести вальцовку медных труб. Это такая деформация трубок, которая проводится с определенной целью. Направление можно создавать любое.
Делают это мероприятие на производстве при помощи специального инструмента, который называется вальцы. А если будет такая необходимость, то можно провести развальцовку и в домашних условиях самим. Но в этом случае надо все делать осторожно, чтобы выгнуть трубку, но не нарушить ее целостность, иначе произойдет деформация или вообще трещина появится.
Вальцовка медных труб: а,б,в — дефекты вальцовки (сколы, трещины, неровные края).
Для чего необходима развальцовка
Сегодня имеется очень большой выбор разных видов медных труб, а также элементов, которые необходимы для их соединения. Поэтому с легкостью можно подобрать нужный профиль или фитинги. Но бывают случаи, что вальцовка трубки своими руками просто необходима. Ее нельзя заменить, если:
• Оборудования необходимой формы не делается на производстве.
• Фитинги имеются в продаже, но в данный момент нет возможности их приобрести.
• Нужно точно подогнать изделие.
Инструменты для вальцевания
Конечно, для правильной развальцовки трубы своими руками надо иметь специальный инструмент. Но можно простое оборудование сделать из материалов. Это шаблон, имеющий вид конуса, он вставляется в трубку и ее проворачивают до того, пока не получится необходимый результат.
Приспособления для развальцовки медных труб
В таком оборудовании есть свои минусы:
• Нельзя провести контроль над точностью подгонки.
• Могут изменить свою форму стенки медных трубок.
Поэтому самому выполнять вальцовку – это не надежный способ, для того, чтобы провести обработку. Его можно использовать редко, например, в одном конкретном случае. Так как он все-таки не совсем применим для того, чтобы проводить крепление в системе водоснабжения, установке кондиционера или холодильные установки.
Схема правильной развальцовки труб
А чтобы работа была выполнена правильно, вы должны найти более надежные инструменты. В домашних условиях для использования подойдет вальцовка в виде конуса. Она оснащена струбцинами, для того, чтобы надевать медные трубки любых размеров. Но получаемый результат не совсем хорош.
Специальный набор для вальцовки трубок имеет в своем составе оборудование с трещоткой предохранительной. А самый главный инструмент, входящий в данный набор, это развальцовщик. Он специально предназначен для работы с медными трубками.
Набор для развальцевания труб
Выбор инструментов для того, чтобы сделать больше медные изделия очень широк. Он может включать такие комбинации:
• Развальцовщик механический.
развальцовщик медных трубок
инструмент для развальцовки медных трубок
• Набор для вальцовки медных трубок, который имеет еще расширители, резчики труб и ключи для работы.
набор для вальцовки медных трубок
Такой набор лучше покупать, когда вы собираетесь постоянно выполнять такие монтажные работы, например, для своего заработка. А если вам нужно выполнить только один раз расширение, то здесь подойдет и самый простой набор для универсальной работы, в котором находится обычный развальцовщик.
Стадии развальцовки
Для получения надежного соединения трубопровода, изготовленного из медных трубок, необходимо правильно выполнить работы по вальцеванию конструкции.
И если вы решили сами произвести развальцовку труб, то надо следовать таким действиям, чтобы все сделать правильно:
1. Сначала необходимо произвести очистку конца трубы.
2. Потом специально подобранную муфту надеваете на зачищенную часть.
3. Трубу надо вставить в развальцовщик, потом вращать ее до получения небольшой кромки в сорок пять градусов.
4. Затем осторожно вынимаете выполненное изделие.
5. И муфтой закрепить два участка концов трубы.
Конечно, не только такие фитинги могут быть соединительными деталями. С помощью профессионального развальцовщика можно подготовить трубы и для паечного крепления. Методики в принципе похожи. Они подразумевают преднамеренную деформацию трубы до определенного размера.
Пример развальцевания медных труб
Если вы собираетесь устанавливать кондиционер, то в этом случае самой важной задачей будет считаться как раз вальцовка медных трубок. Потому что от выполненной работы и будет в большей мере зависеть герметичность контура фреонового. Так как протечки его не должно быть. Иначе смысла в работе кондиционера нет никакого. Поэтому сомнений не должно никаких быть.
Разберем подробнее все важные моменты данной работы. Например, вам необходимо развальцевать трубу, имеющую диаметр 3/8 дюйма. Выбираете вначале необходимые инструменты для работы:
- труборез.
труборез для медных труб
- риммер.
риммер для медных труб
- обязательно развальцовщик.
развальцовщик для медных труб
Затем берете трубу и отрезаете необходимый размер при помощи трубореза.
отрезаем труборезом
Если посмотреть, то после обрезания будет видно, как изменилось сечение под действием трубореза. Оно стало меньше примерно на 0,56 см.
вальцовка труб своими руками
Если произвести сразу развальцовку без подготовки, то у вас получится бортик, а он не нужен. Значит необходимо после обрезки провести обрабатывание: срезается фаска при помощи риммера. После такого действия опять развальцовывайте деталь. Бортик исчезнет, а поверхность должна стать гладкой.
убираем получившийся бортик
Получившаяся юбочка должна стать шире, но чтобы можно было накинуть гайку ¼. После этих действий, становится ясным, что вынимать из развальцовщика трубу надо тем краем, который обрабатывался.
обработка
И последним этапом работы будет стыковка полученных деталей. Медную трубку, которую развальцевали, необходимо приставить к штуцеру и затянуть гайку. Но все надо определять так, чтобы рукой закрутить гайку уже на процентов девяноста, а остальные десять с помощью специального ключа.
развальцовка трубы после обработки триммером
Если гайка идет туго, то снова все раскрутите и пробуйте еще раз. Иначе ваша конструкция будет не герметичной. И тогда при вводе в эксплуатацию кондиционер, жидкость или газ будет подтекать. А в некоторых случаях может совсем сорвать резьбу. И вся работа пойдет насмарку. Тогда придется начинать все сначала, поэтому лучше сразу все проверить и провести правильное соединение деталей.
на фото пример того, как может получится и как должно быть