Содержание
- Как согнуть тонкостенную трубу
- Сгибаем тонкостенную металлическую трубу
- Сгибаем тонкостенные трубы с помощью песка
- Сгибаем металлопластиковые трубы
- Сгибаем полипропиленовую трубу
- Сгибание квадратной тонкостенной трубы
- Как согнуть тонкостенную трубу большого диаметра
- Как согнуть трубу из нержавейки
- Изгиб как негативный фактор
- Способы гибки
- Как согнуть трубу: более 10 способов для самостоятельного выполнения
- Почему важен правильный выбор способа сгибания
- Как производится гибка металлических труб: технологические тонкости выполнения работ
- Особенности процесса гибки
- Способы сгибания труб
- Как гнуть трубы: делаем без использования специального инструмента
- Самостоятельное сгибание труб
- Заключение
Как согнуть тонкостенную трубу из нержавейки
Как согнуть тонкостенную трубу
При создании коммуникаций или других изделий из труб, часто приходится гнуть трубы. Например, такая задача может появиться при монтировании системы водопровода или газификации. Стоит сразу сказать, что все можно делать самостоятельно, однако все работы необходимо проводить предельно осторожно. В противном случае труба будет сломана, изделие испорчено. Итак, прежде чем разобраться, как гнуть тонкостенные трубы, необходимо определить, какие устройства для этого существуют.
Сгибаем тонкостенную металлическую трубу
Сгибать металлические тонкостенные трубы можно любым способом – даже вручную с риском сломать изделие. Однако мы будет рассматривать только правильные работы без риска потери заготовки. А потому можно рассмотреть, как сгибается не только стальная труба, но и изделие из металлопластика, алюминия или полипропилена, так как они тоже попадают в список тонкостенных труб.
Уже давно применяется для сгибания труб так называемый трубогиб. Это устройство, которое имеет специфическую конструкцию. Выделяют несколько видов трубогибов. И сейчас мы о них подробно поговорим.
- Ручной трубогиб. Это устройство, которое позволяет сгибать тонкостенные трубы небольшого сечения. В основном это изделия труб из цветных металлов. Для алюминия это самый лучший инструмент. Нужно просто вставить трубу в инструмент и с помощью специального рычага проводить постепенное сгибание трубы. Как только будет достигнут нужный радиус изгиба, полученное изделие изымается с трубогиба.
- Гидравлический трубогиб. Это приспособление предназначено для сгибания все тех же тонкостенных труб, однако большего диаметра. Кроме того, гидравлическим трубогибом можно гнуть трубы с толстыми стенками. Здесь не приходится работать вручную, так как усилия компенсируются гидравлической машиной.
- Электромеханический трубогиб применяется для изгиба труб любого диаметра и толщины стенки. Устройство отличается точностью выполнения работ и отсутствием прикладываемых усилий со стороны оператора станка.
Стоит отметить, что кроме указанных устройств, существуют самодельные трубогибы, которые позволяют также достичь отличного успеха в работе. Например, плоскопараллельная пластинка. Это изогнутая заготовка, которая имеет паз. Труба вставляется в зажим, после чего ее сгибают вдоль пластины. Это довольно примитивный трубогиб, однако эффективный. Его недостатком может считаться постоянная кривизна заготовки. Потому лучше всего иметь несколько заготовок для разных радиусов сгибаемых труб. К тому же на таком трубогибе можно гнуть тонкостенную трубу только с достаточной длиной.
С помощью металлической пружины сгибаются тонкостенные трубы из цветных металлов. Так как тонкий металл при изгибе может лопнуть, используется пружина. Ее помещают в трубу до нужно места изгиба. После этого можно приступать к работе. Пружина принимает на себя все усилия и не дает возможности трубе сломаться на изгибе.
Сгибаем тонкостенные трубы с помощью песка
Трубы, которые имеют тонкие стенки и изготовлены из мягких и пластичных металлов, отлично гнуться с помощью песка. Для этого необходимо засыпать трубу песком и с двух сторон закрыть ее заглушками. После чего необходимо в месте изгиба нагреть трубу, например, паяльной лампой. Как только это будет выполнено, можно гнуть трубу. По окончанию работ песок высыпаем из трубы. В данном случае сыпучая смесь играет роль демпфера, который принимает на себя все усилия. Однако так нельзя сгибать оцинкованные трубы. Дело в том, что при нагревании оцинкованная поверхность будет нарушена.
Сгибаем металлопластиковые трубы
Металлопластиковые трубы также относятся к тонкостенным трубам. Они очень часто используются в домашних условиях. Потому сгибать приходится их часто при выполнении различных систем. В некоторых случаях приходится изгибать трубы до 180 и более градусов. Очень часто приходится гнуть металлопластиковые трубы при выполнении напольного отопления. Там встречается большое количество изгибов и поворотов труб.
Чтобы не повредить изделие при сгибании, необходимо использовать некоторые инструменты. Не получится сразу согнуть металлопластиковую тонкостенную трубу на большой радиус. Если резко гнуть трубу, ее внутренняя стенка сломается. Изгиб нужно проводить плавно, все время, смещаясь вдоль трубы. Пять движений, и труба может быть согнута под прямым углом. Далее постепенно продолжаем сгибать изделие до нужного радиуса.
Можно достичь расстояния параллельных участков при изгибе на 180 градусов до 15 сантиметров. Примечательно, что аналогичным способом можно вернуть форму изделию. Запрещается гнуть металлопластиковые трубы с помощью нагревания по объективным причинам.
Сгибаем полипропиленовую трубу
Полипропиленовые трубы приходится сгибать очень часто. Они применяются в системах водопровода, канализации, а еще чаще – в отоплении. В некоторых случаях приходится так изогнуть трубу, чтобы удалось обойти какое-либо препятствие, например, другую трубу в системе.
Полипропилен считается твердым материалом, однако, до некоторых пор. Сгибание холодной трубы не принесет желаемого результата, а вот если нагреть трубу – другое дело. Для этого можно использовать строительный фен. Как только полипропилен нагревается, он становится мягким и пластичным. Тут его и нужно сгибать до нужной формы. Но нельзя переусердствовать, ведь полипропилен может совсем расплавиться. Кроме того, работу нужно проводить осторожно, так как существует риск получения термического ожога. Потому применяются перчатки.
Сгибание квадратной тонкостенной трубы
Очень часто приходится гнуть тонкостенные трубы квадратного сечения, например, при создании конструкций, которые требуют плавного поворота. Очевидно, что согнуть прочную трубу квадратного сечения вручную не получится. Поэтому используется трубогиб. Хотя, можно воспользоваться и другим способом.
Нужно засыпать песком профильную тонкостенную трубу. Концы закрыть заглушками и закрепить трубу на концах в тисках, например. Далее с помощью легких постукиваний резиновым молотком изгибаем трубу до достижения нужного радиуса. Песок внутри изделия не даст стенкам труб деформироваться в ненужном русле. А для того чтобы согнуть трубу еще больше, необходимо сделать то же самое, только в качестве дополнения использовать паяльную лампу для нагревания. Нагретый металл гнется лучше.
Как согнуть тонкостенную трубу большого диаметра
Перечисленные способы сгибания труб могут использоваться в домашних условиях. Однако стоит рассмотреть способы сгибания труб с тонкими стенами, но с большим диаметром сечения. Вряд ли придется выполнять очень часто такую работу, однако, как это выполнять – знать нужно.
Очевидно, что усилия приложить потребуется не малые. Потому трубы большого диаметра гнуться с помощью нагрева или с помощью гидравлического трубогиба. Самым надежным считается гидравлический трубогиб. Он дает гарантию того, что изделие при изгибе не сломается. К тому же работы выполняются без нагревания – холодным способом. Необходимо лишь в трубе прорезать небольшие деформационные каналы, которые не дадут возможности трубе лопнуть при изгибе. Потом нужно аккуратно заварить их.
Как согнуть трубу из нержавейки
Во время строительных, ремонтных и монтажных работ используются трубы для прокладок канализаций, газопровода, водопровода, вентиляций, канализации и т.д. В зависимости от места эксплуатации применяют трубы из разных материалов, различных толщины, диаметра и длины. При этом не всегда есть возможность использовать колено или переходники. В подобных случаях приходится сгибать трубу, в результате ее можно повредить или вообще испортить. Поскольку такой материал как нержавеющая сталь обладает достаточной прочностью, имеет длительное время эксплуатации и не поддается влиянию влаги, его часто используют во время монтажных работ. Поэтому в данной статье разберем, как согнуть трубу из нержавейки.
Сам процесс сгибания металлических изделий можно разделить на два типа. Температурный, когда заготовку или ее часть разогревают или охлаждают с последующим изгибом. Механический, когда на заготовку воздействуют с определенной силой, используя специальные устройства или изгибая ее вручную. Стоит заметить, что нержавеющая сталь относительно технологичный материал и трудностей при работе обычно не возникает.
Трубы из нержавеющей стали нельзя сгибать с предварительным нагревом (например, газовой горелкой или паяльной лампой).
Изгиб как негативный фактор
Сгибание трубы является негативным фактором для эксплуатационных характеристик. Имеют место разные недостатки, зависящие от материала, угла изгиба, устройства и метода изгиба, внутреннего диаметра и толщины материала. К отрицательным последствиям можно отнести:
- изменение радиуса изгиба во время эксплуатации под воздействием температурного расширения или сужения и механического воздействия, вследствие чего наблюдается пружинящий эффект;
- уменьшение толщины наружной стенки в месте изгиба;
- появление резких изломов или складок в виде гармошки на внутренней стенке изгиба;
- овализация ‒ изменение формы трубы и появление просвета овальной формы;
- увеличение воздействия коррозии на внутренней и внешней стенке изгиба.
При проходе вещества по внутренней полости трубы особое давление приходится на внешнюю стенку, поэтому при монтаже в местах с протеканием жидкостей на высоких давлениях рекомендуется использование колено, утолщения или трубу с более толстыми стенками. Возникшая овализация также негативно влияет на трубы при быстром движении потока жидкости. В подобных местах происходит сужение по одной оси и расширение по другой, что, в свою очередь, также увеличивает давление на внешнюю стенку изгиба. Еще нужно учитывать овализацию при прокладке труб в узких местах, так как ее ширина в месте изгиба увеличивается.
Предотвратить овализацию и сохранить круглую форму при холодной гибке можно двумя способами. Первый, поддерживать стенки изнутри, используя внутренний ограничитель. Второй, поддерживать стенки как изнутри, так и снаружи, применяя внутренний и внешний ограничитель. Внутренним ограничителем может служить тщательно утрамбованный в трубу песок, резина, вода, смолы или легкоплавкие материалы. Главное, это надежно закрыть отверстия трубы, чтобы при увеличении давления во время изгиба наполнитель не выпадал наружу. По возможности рекомендуется плотно заваривать отверстия труб.
При использовании второго способа целостные показатели немного выше, но для этого необходимы специальные механические элементы или резервуары, которые обычно используются при промышленном изготовлении труб. Если применять более жесткое и твердое внутреннее наполнение, сохранится более круглая форма просвета, поэтому их используют чаще. Но при использовании упругих наполнителей, наружная сторона в меньшей степени поддается растяжению.
Способы гибки
На производстве, когда приходится гнуть трубы из нержавеющей стали, обычно используется холодная гибка по причине высших показателей рентабельности, а в случаях, где необходима горячая гибка, часто выгоднее просто сразу вылить необходимую форму. Поэтому далее приведены способы холодной гибки, тем более что большинство технологий не сильно отличается от горячего способа.
Гибка с использованием двух опор
Заготовка укладывается между двух опор таким образом, чтобы первая опора удерживала, а вторая была несущей. При воздействии винтового или гидравлического пресса или домкрата далее второй опоры происходит изгиб. Данным способом можно гнуть трубы диаметром до 350 миллиметров. Оборудование обладает достаточной простотой и может использоваться непосредственно в местах монтажа.
Вальцевание
Такой метод используется, когда нужно получить кольцо или спираль из трубы небольшого диаметра. Заготовка с помощью механических крепежей и толкателя продвигается через вращающиеся ролики, впоследствии чего обретает необходимую кривизну.
Гибка с помощью раскатывания
В данном случае заготовка закрепляется и производится раскатывание в определенных местах с помощи специальных шариков. Подобный процесс может происходить как с наружной части – обматывание, так и с внутренней – раскатывание. В итоге труба приобретает треугольную форму с округлыми краями.
Гибка наматыванием
Этот метод получил широкое распространение в промышленном производстве из-за относительной простоты при небольших затратах энергии и выхода качественной продукции. В данном случае используется внутренние наполнение, чаще всего им является металлический канат диметром меньшим на 0,1–0,5 мм, чем внутренний диаметр заготовки. Канат при изгибах может оставить след на внутренней поверхности трубы, поэтому используют тросы из тонких сплетенных металлических волокон нетвердых марок метала. Также при применении данного метода необходима смазка между канатом и внутренней поверхностью, которой обычно является машинное масло или антикоррозийная мыльная эмульсия. Можно сгибать трубы диаметром от 10 до 425 миллиметров в разных плоскостях. Поэтому при больших диаметрах трос не используется, а при возможности заменяется сыпучим или жидким веществом.
Гибка с помощью обкатки
Метод состоит в том, что вокруг ролика или опоры необходимых габаритов двигается обкатывающий ролик, между ними ложится заготовка и получается изгиб. Подобным способом можно работать с трубами диаметром до 150 миллиметров с толстыми стенками.
Гибка с помощью внутреннего гидростатического движения
В данном случае в трубу закачивается жидкость, обычно это вода или масло, и плотно закрывается заглушками. Впоследствии внутри создается давление, и заготовка становится более податливой для механических изгибов.
Ручной способ
В условиях домашнего строительства лучше использовать специальные трубогибы. Но необходимо учитывать возможные нежелательные последствия, описанные выше.
Обратите внимание! Для меньшей деформации просвета следует использовать внутренние наполнители.
Также рекомендуем вам ознакомиться со статьями, в которых описаны методы сгибания других труб:
В этом видео показано, как можно согнуть нержавеющую трубу на самодельном трубогибе:
Гнем трубу со льдом внутри и без него. В этом ролике вы увидите разницу:
Как согнуть трубу: более 10 способов для самостоятельного выполнения
Предварительный нагрев деформируемого участка
Здравствуйте уважаемые читатели. Сегодня расскажу о том, как согнуть трубу без трубогиба и с трубогибом, и о том, как согнуть полипропиленовую трубу. Тема представляет немалый интерес так как без гнутых труб затруднительно построить теплицу, беседку или навес над крыльцом.
Почему важен правильный выбор способа сгибания
На фото последствия изгиба об колено
Неправильная холодная деформация трубы, независимо от того, из какого материала она изготовлена, негативно сказывается на прочности стенок.
В процессе сгибания трубы стенка по внешнему краю сильно растягивается и материал из которого она изготовлена истончается. По внутренней стороне трубы, при неправильном сгибании, стенки сминаются и образуются складки, которые негативно сказываются как на внешнем виде, так и на прочности изделия.
Для того чтобы сгибание трубы было выполнено правильно, стенки не должны сминаться, в то время как растягивание материала по внешней стороне должно происходить равномерно.
Как добиться такого результата?
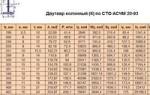
Способы деформации труб без ущерба для их прочности
В таблице показано соответствие диаметра поперечного сечения и радиуса изгиба
Выбор способа сгибания труб зависит от типа производственных материалов. Повсеместно применяется три типа труб: металлические, металлопластиковые и полностью пластмассовые.
Гнуть до необходимой конфигурации можно первые две категории. Если стоит вопрос как согнуть трубу из полипропилена применяем промышленный фен со специальной насадкой.
Так можно гнуть пластиковую деталь с малым диаметром сечения
Установив деталь на насадку можно разогреть пластик до температуры близкой к температуре плавления, после чего можно аккуратно сгибать. Впрочем, для работы с пластиком рекомендую применять угловые фитинги с паяным или клеевым соединением.
Как гнуть трубу из металла
Актуальные способы деформации металлоизделий
Рассмотрим подробнее каждый из перечисленных на схеме способов
Инструмент арбалетного типа с гидравлическим приводом
Гидравлический трубогиб применяется для работы с толстостенными стальными трубами, для деформации которых требуется большое усилие.
Инструкция применения инструмента следующая:
- Деформируемая деталь располагается между металлическими направляющими и прижимными вальцами;
- За счет гидравлического сдвигания прижимных вальцов задается радиус и угол сгиба;
- заготовка прокатывается через направляющие и прижимные вальцы, за счет чего получается необходимая форма.
Применение гидравлического трубогиба за счет подбора вальцов требуемой конфигурации позволяет работать с заготовками с традиционным круглым сечением и с профильными модификациями.
Моторизированный станок для работы с профильной трубой
Для повышения производительности гидравлический инструмент может дополняться электрическим приводом на вальцы. В результате вам придется выставить необходимые параметры сгиба и следить за процессом работы не прилагая физических усилий.
Ручной трубогиб по своей конструкции аналогичен гидравлической модификации. Основным отличием является то, что расположение прижимных вальцов задается не гидравлическим приводом, а мускульным усилием.
Простейший ручной трубогиб ТР-1
Из-за конструктивных отличий ручной трубогиб применяется для работы с трубами с малой толщиной стенок и с небольшим диаметром поперечного сечения. Главным преимуществом ручного инструмента является доступная цена и возможность изготовления своими руками.
Чтобы согнуть медную трубу используем внешнюю пружину
Применение наружных пружин актуально при работе с тонкостенными трубами с круглым сечением малого диаметра. Для увеличения эффективности деформации металлические стенки на участке растяжения можно дополнительно разогревать паяльной лампой.
Инструкция деформации следующая:
- Подобранная по диаметру сечения специальная пружина надевается на поверхность трубы и проталкивается к месту сгиба, так чтобы участок деформации располагался примерно посредине трубы;
- Участок, на котором выполняется деформация по внешней стороне разогревается паяльной лампой;
- Труба берётся руками с обеих концов и аккуратно с усилием сгибается до получения требуемого угла и радиуса;
- После остывания металла пружина снимается.
Зачем нужна пружина?
Независимо от того какую пружину вы используете внешнюю или внутреннюю, она не дает стенкам трубы деформироваться неравномерно. То есть, стенки трубы на участке сгиба повторят форму пружины.
Для этого специальные пружины изготавливаются из твердых марок нержавеющей стали. Для того чтобы пружина после использования легко снималась ее поверхность делается гладкой.
Песчаная засыпка вместо внутренней пружины
Использование песчаной засыпки — это возможность придать трубе более или менее равномерный радиус и угол сгиба без сильных сминаний стенок.
Применяя песчаную засыпку можно гнуть только отдельные отрезки труб в то же время деформировать уже приваренные конструкционные элементы трубопровода не удастся.
Схема деформации трубы с песчаной засыпкой
Инструкция деформации следующая:
- На одном из торцов трубы устанавливается пробка;
- С другого торца засыпается песок без неоднородных включений;
- Открытый торец также запечатывается пробкой;
- На предполагаемом месте сгиба металл разогревается паяльной лампой до легкого покраснения;
- Взявшись за оба торца, гнем металлическую трубу о круглый столб до получения нужного угла и радиуса.
Методы, пригодные для работы с металлопластом
Трубы из металлопласта отличаются от металлических аналогов меньшей прочностью стенок за счет меньшей толщины металла. Поэтому для работы с металлопластом можно применить способы, перечисленные на следующей схеме.
Способы деформации металлопласта
Рассмотрим перечисленные способы подробнее.
Применение ручного трубогиба арбалетного типа позволяет задать требуемый угол и радиус металлопластовой трубе.
Ручной инструмент арбалетного типа
За счет меньшей степени нажима, в сравнении с гидравлическим аналогом, можно деформировать металлопластиковое изделие без риска порчи тонких стенок.
Если требуется задать малый радиус сгиба деформировать металлопластик нужно постепенно, переходя от большого радиуса к малому. Несмотря на то что прокатывать заготовку придётся несколько раз ее стенки останутся целыми.
С металлопластом применяем внутреннюю пружину
Применение стальной пружины аналогично использованию на металлической трубе. Но если на металле можно было использовать пружину большего размера, чем диаметр сечения трубы, то при работе с металлопластом размер должен совпадать.
Сгибаем заготовку постепенно. Для того чтобы пружину по окончании сгиба было проще снять, прилегающую поверхность трубы желательно смазать машинным маслом.
Применение песчаной засыпки практически ничем не отличается от использования засыпки при работе с металлом. По сути, песчаная засыпка выполняет функцию внутренней пружины, которая не дает стенкам смяться.
Так как металлопластик более пластичен, чем толстостенное металлическое изделие, металлопластовую трубу для сгиба берем не за торцы, а ближе к участку деформации.
Использование проволоки — это разновидность деформации трубы с применением заполнителя. То есть, если диаметр поперечного сечения невелик трубу можно заполнить обрезками проволоки не менее чем на 80% от площади сечения. Затем, удерживая заготовку за торцы, аккуратного гнем ее, предварительно накинув на круглый столб.
Единственным недостатком способа является невозможность выполнения сгиба с малым радиусом, так как потом будет непросто вытянуть проволоку.
Работа с профильными металлическими трубами
Расположение надрезов по которым выполняется изгиб
Напоследок расскажу, как согнуть квадратную трубу из стали располагая в наличии болгаркой и диском для резки металла.
Схема разреза и загиба
- На месте предполагаемого сгиба на внутренней стороне размечаем прорези;
- Болгаркой надрезаем трубу, так чтобы диск прошел через внутреннюю и две боковые стороны и с боку надрезы выглядели как небольшие полые треугольники;
- Сгибаем заготовку по разрезам.
Чем меньше радиус сгиба, тем больший нужно сделать угол каждого надреза.
Теперь вы знаете о том, как согнуть трубу ПНД и как проделать аналогичную операцию с металлическими и металлопластиковыми деталями. С дополнительными подробностями можно ознакомиться посмотрев видео в этой статье.
Остались какие-либо вопросы по тексту? Задайте их с в своих комментариях.
Как производится гибка металлических труб: технологические тонкости выполнения работ
Трубы, согнутые под углом, нашли применение в нефтяной и химической отраслях, машино- и аппаратостроении. Без них не обходится ни один архитектурный или строительный проект.
Для поворотов можно использовать всевозможные фитинги, но тогда возможно возникновение течи, а иногда это просто недопустимо из эстетических соображений. Более привлекательный внешний вид и высокую надежность обеспечивает гибка труб — процесс, не нарушающий их целостность.
Мы расскажем, как лучше согнуть металлическую трубу как по холодной, так и по горячей технологии. В представленной нами статье описана специфика сгибания труб, выполненных из различных материалов. Приведены особенности работы с профильными и обычными круглыми трубами.
Особенности процесса гибки
Каждый металл обладает своими особенностями, без их учета невозможно придать металлическому прокату сложную форму. На изгибаемую трубу воздействуют радиальные и тангенциальные силы.
Первые деформируют сечение, а последние способствуют появлению складок. Основное требование к окончательному результату — сечение трубы должно остаться без изменений, а на стенках не должно быть гофр. Гибка позволяет свести к минимуму число сварных швов при прокладке трубопроводов со всяческими отводами.
Способы сгибания труб
Исходя из требуемого угла загиба, материала и диаметра трубы, гибку можно осуществить вручную или с применением специального оборудования. Различают также горячую и холодную гибку, с наполнением полости трубы и без ее наполнения.
После прекращения воздействия нагрузки возникает такое явление, как пружинение, прямо пропорциональное модулю упругости материала. Величина возможной деформации также зависит от примененного метода гибки и геометрии объекта.
Специфика горячей технологии
Выбирают этот метод, когда нужно согнуть трубу диаметром от 10 см. Деформируют трубы горячим способом как вручную, так и с применением механизмов. Существует такое понятие, как минимальный радиус изгиба.
Протяженность зоны трубы, которую необходимо нагреть, определяют исходя из диаметра трубы и угла изгиба. При этом закругление не может быть меньшим, чем диаметр трубы, умноженный на 3.
Находят длину нагреваемого участка по формуле:
L = α х d / 15
В формуле: L — искомая длина в мм, α — угол изгиба в градусах, d — диаметр трубы снаружи в мм, 15 — коэффициент. Допустим, трубу диаметром 200 мм нужно изогнуть под углом 60⁰, тогда L = 60 х 200/15 = 800 мм, т.е. 4 диаметра.
Чтобы согнуть трубу, ее нужно нагреть до 900⁰. Оптимальная температура для начала гибки 760⁰, а на конец — 720⁰С. При пережоге ухудшаются прочностные характеристики материала.
В процесс горячего изгиба входит несколько операций:
- изготовление шаблона;
- набивка песком;
- разметка участка;
- нагрев;
- изгибание.
Чтобы не деформировалось сечение трубы и на внутренней ее части в месте изгиба не образовывались сладки, внутреннее пространство набивают кварцевым песком.
Предварительно песок сушат и прокаливают, с целью удалить органические примеси при температуре от 150 до 500⁰, а после пропускают через мелкое решето с размером ячеек 3,3 х 3,3 мм. Перед тем как начать набивку трубы, нужно заглушить один ее конец.
В качестве заглушек применяют деревянные или металлические пробки, имеющие отверстие для выхода газов. Мелкий и влажный песок использовать нельзя, т.к. первый при термическом воздействии спекается и крепко пристает к стенкам труб.
Второй, в результате образования пара, способствует возникновению высокого внутреннего давления, что может стать причиной вылета пробки. Недопустимо наличие в набивке камешков, они могут продавить стенку трубы.
Процесс набивки трубы очень трудоемкий, поэтому ее транспортируют к вышке и придают ей слегка наклонное или вертикальное положение. Так как качество изгиба находится в прямой зависимости от уплотнения набивки, трубу на протяжении процесса непрерывно обстукивают. Глухой звук свидетельствует о хорошем наполнении заготовки.
Перед тем как приступить непосредственно к главной операции, на набитой песком трубе прорисовывают участки будущих изгибов, приложив шаблон. Нагревают трубы в печах или горнах. Сгибают как вручную, так и механизированным способом.
В последнем случае используют специальные плиты, оснащенные упорными стойками, с помощью которых фиксируется нагретый участок трубы и прижимами, служащими для удержания конца трубы на плите. На противоположный торец трубы надевают трос, натяжение которого с помощью лебедки или шпиля и заставляет трубу изгибаться.
Чтобы стенки трубы не деформировались, в пространство стойка-труба помещают прокладки — прямые или изогнутые. Свободный конец с надетым на него тросом подстраховывается при помощи подставки. Во время процесса осуществляют контроль геометрии трубы, периодически прикладывая к ней шаблон.
Изогнув трубу под нужным углом, из нее удаляют пробки путем выжигания или просто выбивают их. Песок высыпают, трубу очищают и промываю. Выполняют окончательную проверку изгиба при помощи шаблона.
Гибка холодным методом
Для изменения конфигурации труб небольших диаметров используют различные ручные приспособления, для больших — механизированные трубогибы. В домашних условиях чаще всего требуется гибка водогазопроводных стальных труб, применяемых в устройстве систем водоснабжения и отопления.
Гибка трубы под 90⁰ называется отводом, 180⁰ — калач, с образованием уступа — утка, в виде петли — скоба.
Для ручной гибки существуют и другие приспособления. В домашних условиях для изготовления змеевика для нагрева воды, трубку из нержавейки диаметром около 20 мм просто наматывают на отрезок трубы большого диаметра. Предварительно на большую трубу наваривают скобу, укладывают ее на опоры и зажимают.
Трубку плотно набивают песком и закрывают пробками, затем вставляют в скобу и начинают навивку. Трубу, используемую в качестве шаблона, нужно прокручивать, поэтому потребуются усилия как минимум двух человек. Закончив навивку, змеевик ровняют.
Гибку трубы из нержавеющей стали или другого материала в домашних условиях можно выполнить и на самом простом приспособлении. Его целесообразно применять при небольших объемах работ.
Несложный механический станок для сгибания трубы можно соорудить собственными руками, особенно, если вы владеете навыками сварщика и знакомы со сварочным аппаратом:
Как гнуть трубы: делаем без использования специального инструмента
Наверняка многие домашние мастера неоднократно сталкивались с необходимостью сгибания всевозможных труб небольшого диаметра по определенному радиусу или придания им необходимой округлой конфигурации. В промышленных масштабах для этих целей используется специальное оборудование, однако в данном случае вопрос стоит по-другому: как загнуть трубу без трубогиба в домашних условиях?
Изготовление гнутых деталей из металлических профильных труб.
Самостоятельное сгибание труб
Для того чтобы помочь читателю разобраться с этим вопросом, в данной статье будут рассмотрены несколько способов сгибания труб круглого и прямоугольного сечения, изготовленных из различных материалов (см.также статью “Дефлектор на трубу – что это такое и зачем он нужен”).
Также здесь будет представлена подробная инструкция, в которой пошагово описаны все этапы выполнения этой операции с использованием набора обычных бытовых слесарных инструментов.
Сгибание стальных труб
Сталь сама по себе является достаточно жестким материалом, однако при нагревании до высокой температуры она становится более пластичной, что позволяет придавать изделиям из стали практически любую необходимую форму. Для того чтобы своими руками согнуть дугу или окружность из стальной круглой трубы, кроме обычного слесарного инструмента понадобится еще газовая горелка.
Для этого необходимо:
- Зафиксировать стальную трубу в тисках. Чтобы не смять стенки нужно на участке зажима предварительно вставить в нее металлический пруток подходящего диаметра.
- При помощи газовой горелки разогреть участок будущего изгиба до появления характерной окраски металла ярко красного цвета.
- Короткими несильными ударами молотка придать разогретой детали необходимую конфигурацию, контролируя радиус изгиба по заранее изготовленному шаблону.
После остывания готовая деталь сохранит свою форму, а металл снова приобретет прежнюю жесткость и высокую механическую прочность.
Оптимальная температура для начала выполнения работы.
Совет! Описанный способ нельзя использовать для сгибания стальных оцинкованных труб, так как цинк при нагревании до высокой температуры выгорит, в результате чего пропадут его антикоррозионные свойства.
Сгибание труб из цветных металлов
Цветные металлы, например медь или алюминий обладают высокой пластичностью, однако по причине недостаточной прочности противоположные стенки трубы могут не выдержать разнонаправленной нагрузки (сжатие и растяжение), в результате чего образуется их разрыв или смятие.
Для того чтобы равномерно распределить локальные внутренние напряжения материала, используют несложную технологию гибки тонкостенных труб из цветных металлов.
- Перед тем как гнуть алюминиевую трубу нужно подобрать подходящую стальную пружину так, чтобы ее диаметр примерно соответствовал внутреннему диаметру трубы, а ее длина была не короче длины сгибаемого участка.
- Привязав к пружине прочную длинную проволоку, вставить ее внутрь трубы, расположив примерно по центру предполагаемой дуги.
- Деталь аккуратно зажать в тиски, не прилагая больших усилий, чтобы не раздавить тонкие стенки из мягкого материала.
- При помощи газовой горелки разогреть место будущего сгиба до температуры, при которой начинает тлеть бумага.
- Взявшись рукой в перчатке за свободный конец трубы, согнуть разогретую деталь по необходимому радиусу.
- После остывания детали, при помощи оставленного конца проволоки извлечь пружину из внутреннего просвета трубы.
Использование специальной пружины для изготовления радиусных деталей.
Совет! Цветные металлы обладают высокой теплопроводностью, поэтому при работе с разогретой деталью следует соблюдать осторожность, чтобы не получить ожоги.
Гибка металлопластиковых труб
Для работы с металлопластиковым водопроводом существуют специальный инструмент, однако его цена не стоит того чтобы покупать сантехнический трубогиб для домашней коллекции инструмента. Металлопластиковые трубы достаточно пластичны, поэтому им можно придавать любую необходимую конфигурацию. Дуги с большим радиусом можно изгибать руками, выполняя короткие плавные движения и постепенно придавая ей необходимую форму и угол изгиба.
Для изготовления дуги с маленьким радиусом или разворота на 180° можно воспользоваться более сложным, но в то же время действенным методом.
- Нарезать тонких медных проволочек в таком количестве, чтобы ими можно было полностью заполнить внутренний просвет металлопластиковой трубы.
- Вставить их внутрь таким образом, чтобы они полностью заполняли трубу в месте изгиба и в то же время все их концы оставались снаружи торца трубы.
- Прилагая достаточно большое усилие руками, придать будущей детали необходимую форму, после чего извлечь по одной все проволочки из внутреннего просвета трубы.
На фото показан набор ручного инструмента для работы с металлопластиковыми водопроводами.
Совет! В качестве заполнителя рекомендуется использовать медные проволочки без ПВХ изоляции, потому что она может замяться и затруднить их дальнейшее извлечение после окончания работы.
Сгибание профильного металлопроката
Пластическая деформация стальных и алюминиевых профильных труб осложняется наличием боковых граней, которые при этом являются ребрами жесткости, поэтому требуют приложения дополнительных усилий при работе.
Для того чтобы сохранить правильный профиль конечного изделия, и не допустить заломов и разрывов металла, внутреннюю полость необходимо заполнить плотным подвижным материалом.
- Для отрезка трубы подготовить две деревянные, резиновые или пластиковые заглушки, которые должны плотно входить в ее внутренний просвет.
- С одного торца трубы вставить заглушку, затем со второго торца полностью заполнить весь внутренний объем песком, после чего в другой торец вставить вторую заглушку.
- Зимой вместо песка можно использовать воду. Залив ее, и установив заглушки нужно вынести деталь на балкон до полного застывания воды во всем внутреннем объеме.
- После этого можно приступать к формированию дуги при помощи молотка или резиновой киянки, зажав деталь в тисках, или уложив ее края на устойчивые прочные опоры.
Этот способ также может пригодиться тем домашним умельцам, которые не знают, как гнуть трубу из нержавейки или оцинкованного черного металла.
Специальные тиски для фиксации и зажима круглых деталей.
Заключение
Прочитав данную статью, становится понятно, что существует достаточно много способов, которые могут помочь домашнему мастеру изготовить деталь водопровода или фигурное изделие из металлических труб в домашних условиях, даже не имея специального оборудования.
Чтобы получить дополнительную информацию по интересующему вопросу, можно посмотреть видео в этой статье или почитать похожие материалы на нашем сайте.