Содержание
- Виды и назначение отпуска закаленной стали. Температуры нагрева для отпуска, получаемые структуры и свойства.
- Термическая обработка стали
- Назначение термической обработки
- Классификация и виды термообработки
- Преимущества термообработки
- Превращения закаленной стали при отпуске и старении. Виды, режимы и назначение отпуска
- Технология закалки и отпуска стали
- Нагрев металла
- Защита изделия от окалины и обезуглероживания
- Охлаждающие жидкости
- Процесс отпуска
- Средний отпуск металла
- Назначение среднетемпературного отпуска как вида термической обработки металлов
- Условия и режим проведения среднего отпуска стали
- Структурные изменения в сталях в ходе проведения среднего отпуска
- ОСТАВИТЬ ЗАЯВКУ
Отпуск стали виды и назначение отпуска
Виды и назначение отпуска закаленной стали. Температуры нагрева для отпуска, получаемые структуры и свойства.
Заключается в нагреве закаленной стали до тем-ры ниже Ас1,выдерже при заданной тем-ре и послед охлаждении с определенной скоростью. Основан на превращениях М и Аост при нагреве.
низкий отпуск- Т 150-180С, сниж-ся закалочные напряжения, Мзак=>Мотп, улучшается вязкость без заметного снижения прочности и твердости. Инструмент, подшипники, детали после ТВЧ
Средний отпуск – Т 350-500С, структура стали после среднего отпуска- Т отп, обеспечивает высокий предел упругости,выносливости,релаксационной стойкости. Рессоры, пружины
Высокий отпуск – Т 500-680С, структура – С отп, обладает повышенной ударной вязкостью. Валы, оси, шатуны
Деформируемые алюминиевые сплавы,. Их состав, свойства, механизмы упрочнения.
1. Сплавы, не упрочняемые термической обработкой. Структура этих сплавов состоит из однородного твердого раствора элементов на основе алюминия.
Упрочнение в этих сплавах можно получить путем нагартовки (холодной обработки давлением). К этим сплавам, кроме чистого алюминия, относятся следующие марки АМЦ (А1—Мп); АМГ (Al—Mg). Предназначаются данные сплавы для изготовления деталей методом глубокой штамповки в холодном состоянии.
2. Сплавы, упрочняемые термической обработкой. К ним относятся сплавы алюминия с медью, магнием, марганцем, цинком, никелем, железом и другими элементами.
Дуралюмины 1Д1. ДЗ, Д6, Д16 и т.п.) — это сплавы системы AI-Cu-Mg Основным легирующим элементом является медь
(3,8-4,8%Сu). количество магния от 0.5 до 1.5% Кроме того, сплавы содержат марганец (около 0,5% Мn) и в качестве примесей Fe и Si.
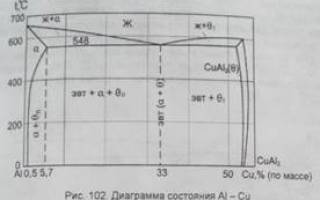
Согласно диаграмме Al-Cu (рис 102) а сплавах образуются следующие фазы
• а(альфа)- твердый раствор Си и других элементов в алюминии максимальная растворимость Сu в AI составляет 5,7%, обладает
пластичностью;
• O(тета)- твердый раствор алюминия на базе химического соединения
CuAl2 соединение стехиометрического состава содержит 54,1% Сu, обладает хрупкостью.
Дуралюмины после литья имеют структуру альфа+тета(II), причем частицы тета(II) залегают по границам зерен и охрупчивают сплав (рис 103а).
Термическая обработка дуралюминов заключается в закалке
и старении.
Старение заключается в выдержке закаленного сплава при комнатной температуре 5…7 суток (естественное старение) или 10…24 ч при повышенной температуре 100…200’С (искусственное старение) в процессе старения происходит распад пересыщенного твердого раствора, который идет в несколько стадий в за-
висимости от температуры и продолжительности старения:
I стадия старения — образование зон Гинье-Престона (зонное старение)
II стадия старения — образование метастабильной O’ (тета)-фазы
III стадия старения — образование стабильной О-фазы
Состаренные сплавы можно подвергать обработке на возврат которая состоит в кратковременной выдержке сплава (2…3 мин) при 230…250″С. Во время нагрева рассасывают-
ся зоны Гинье-Престона и восстанавливается пластичность свежезакаленного состояния. При последующем вылеживании сплава при
комнатной температуре вновь происходит образование зон ГП-1 и упрочнение сплава
В результате обработки шестерни должны получить твердый износостойкий поверхностный слой при вязкой сердцевине. Для их изготовления выбрана сталь 12ХН3А. Указать состав, определить класс стали по назначению, структуру, назначить термообработку, позволяющую получить необходимые свойства. Определить влияние легирующих элементов. Определить окончательную структуру.
Состав: 0,12%-С 1%-Cr 3%-Ni
Конструкционная сталь общего назначения
Cr и Ni повышают прочность, пластичность, вязкость сердцевины и цементованного слоя
Структура после ТО: поверхность-Мотп+Аост+К
БИЛЕТ № 2
1. Критические точки железа и стали (показать на диаграмме железо- углерод). Явление полиморфизма. Влияние легирующих элементов на критические точки А3, А4.
Для выбора темп при нагреве или охлаждении сплавов для различных видов то приняты условные обозначения основных критических точек(линий) диаграммы. При нагреве к обозначению добавляют индекс «с», при охл «r»
Полиморфизм – свойство металла изменять свою кристаллическую решётку под влиянием внешних факторов (температура, давление). Feα ÛFeγ
Полиморфные превращения сопряжены с изменением компактности кристаллической решетки и изменением объема вещества. Переход железа из α- в γ-модификацию при температуре примерно 910 °С сопровождается изменением объема на 1,6 %. Плотность γ-железа на 1,05 % больше плотности α-железа, а удельный объем γ-железа соответственно меньше.
Влияние лег.элементов на критические точки а3 и а4. А3 и А4 изменяют области сущ. Твёрдых растворов-Ф и А.
α-стабилизаторы – элементы с ОЦК CrMo W V. Повышают температуру А3 и понижают температуру А4. Сужается область γ-тр и расширяется область α-тр
γ-стабилизаторы – элементы с ГЦК. NiMnCu. делают наоборот расширяя область γ-тр
Термическая обработка стали
Термическая обработка стали позволяет придать изделиям, деталям и заготовкам требуемые качества и характеристики. В зависимости от того, на каком этапе в технологическом процессе изготовления проводилась термическая обработка, у заготовок повышается обрабатываемость, с деталей снимаются остаточные напряжения, а у деталей повышаются эксплуатационные качества.
Технология термической обработки стали – это совокупность процессов: нагревания, выдерживания и охлаждения с целью изменения внутренней структуры металла или сплава. При этом химический состав не изменяется.
Так, молекулярная решетка углеродистой стали при температуре не более 910°С представляет из себя куб объемно-центрированный. При нагревании свыше 910°С до 1400°С решетка принимает форму гране-центрированного куба. Дальнейший нагрев превращает куб в объемно-центрированный.
Сущность термической обработки сталей – это изменение размера зерна внутренней структуры стали. Строгое соблюдение температурного режима, времени и скорости на всех этапах, которые напрямую зависят от количества углерода, легирующих элементов и примесей, снижающих качество материала. Во время нагрева происходят структурные изменения, которые при охлаждении протекают в обратной последовательности. На рисунке видно, какие превращения происходят во время термической обработки.
Изменение структуры металла при термообработке
Назначение термической обработки
Термическая обработка стали проводится при температурах, приближенных к критическим точкам . Здесь происходит:
- вторичная кристаллизация сплава;
- переход гамма железа в состояние альфа железа;
- переход крупных частиц в пластинки.
Внутренняя структура двухфазной смеси напрямую влияет на эксплуатационные качества и легкость обработки.
Образование структур в зависимости от интенсивности охлаждения
Основное назначение термической обработки — это придание сталям:
- В готовых изделиях:
- прочности;
- износостойкости;
- коррозионностойкость;
- термостойкости.
- В заготовках:
- снятие внутренних напряжений после
- литья;
- штамповки (горячей, холодной);
- глубокой вытяжки;
- увеличение пластичности;
- облегчение обработки резанием.
- снятие внутренних напряжений после
Термическая обработка применяется к следующим типам сталей:
- Углеродистым и легированным.
- С различным содержанием углерода, от низкоуглеродистых 0,25% до высокоуглеродистых 0,7%.
- Конструкционным, специальным, инструментальным.
- Любого качества.
Классификация и виды термообработки
Основополагающими параметрами, влияющими на качество термообработки являются:
- время нагревания (скорость);
- температура нагревания;
- длительность выдерживания при заданной температуре;
- время охлаждения (интенсивность).
Изменяя данные режимы можно получить несколько видов термообработки.
Виды термической обработки стали:
- Отжиг
- I – рода:
- гомогенизация;
- рекристаллизация;
- изотермический;
- снятие внутренних и остаточных напряжений;
- II – рода:
- полный;
- неполный;
- I – рода:
- Закалка;
- Отпуск:
- низкий;
- средний;
- высокий.
- Нормализация.
Температура нагрева стали при термообработке
Отпуск в машиностроении используется для уменьшения силы внутренних напряжений, которые появляются во время закалки. Высокая твердость делает изделия хрупкими, поэтому отпуском добиваются увеличения ударной вязкости и снижения жесткости и хрупкости стали.
1. Отпуск низкий
Для низкого отпуска характерна внутренняя структура мартенсита, которая, не снижая твердости повышает вязкость. Данной термообработке подвергаются измерительный и режущий инструмент. Режимы обработки:
- Нагревание до температуры – от 150°С, но не выше 250°С;
- выдерживание — полтора часа;
- остывание – воздух, масло.
2. Средний отпуск
Для среднего отпуска преобразование мартенсита в тростит. Твердость снижается до 400 НВ. Вязкость возрастает. Данному отпуску подвергаются детали, работающие со значительными упругими нагрузками. Режимы обработки:
- нагревание до температуры – от 340°С, но не выше 500°С;
- охлаждение – воздух.
3. Высокий отпуск
При высоком отпуске кристаллизуется сорбит, который ликвидирует напряжения в кристаллической решетке. Изготавливаются ответственные детали, обладающие прочностью, пластичностью, вязкостью.
Нагревание до температуры – от 450°С, но не выше 650°С.
Применение отжига позволяет получить однородную внутреннюю структуру без напряжений кристаллической решетки. Процесс проводят в следующей последовательности:
- нагревание до температуры чуть выше критической точки в зависимости от марки стали;
- выдержка с постоянным поддержанием температуры;
- медленное охлаждение (обычно остывание происходит совместно с печью).
1. Гомогенизация
Гомогенизация, по-иному отжиг диффузионный, восстанавливает неоднородную ликвацию отливок. Режимы обработки:
- нагревание до температуры – от 1000°С, но не выше 1150°С;
- выдержка – 8-15 часов;
- охлаждение:
- печь – до 8 часов, снижение температуры до 800°С;
- воздух.
2. Рекристаллизация
Рекристаллизация, по-иному низкий отжиг, используется после обработки пластическим деформированием, которое вызывает упрочнение за счет изменения формы зерна (наклеп). Режимы обработки:
- нагревание до температуры – выше точки кристаллизации на 100°С-200°С;
- выдерживание — ½ — 2 часа;
- остывание – медленное.
3. Изотермический отжиг
Изотермическому отжигу подвергаются легированные стали, для того чтобы произошел распад аустенита. Режимы термообработки:
- нагревание до температуры – на 20°С — 30°С выше точки ;
- выдерживание;
- остывание:
- быстрое – не ниже 630°С;
- медленное – при положительных температурах.
4. Отжиг для устранения напряжений
Снятие внутренних и остаточных напряжений отжигом используется после сварочных работ, литья, механической обработки. С наложением рабочих нагрузок детали подвергаются разрушению. Режимы обработки:
- нагревание до температуры – 727°С;
- выдерживание – до 20 часов при температуре 600°С — 700°С;
- остывание — медленное.
5. Отжиг полный
Отжиг полный позволяет получить внутреннюю структуру с мелким зерном, в составе которой феррит с перлитом. Полный отжиг используют для литых, кованных и штампованных заготовок, которые будут в дальнейшем обрабатываться резанием и подвергаться закалке.
Полный отжиг стали
- температура нагрева – на 30°С-50°С выше точки ;
- выдержка;
- охлаждение до 500°С:
- сталь углеродистая – снижение температуры за час не более 150°С;
- сталь легированная – снижение температуры за час не более 50°С.
6. Неполный отжиг
При неполном отжиге пластинчатый или грубый перлит преобразуется в ферритно-цементитную зернистую структуру, что необходимо для швов, полученных электродуговой сваркой, а также инструментальные стали и стальные детали, подвергшиеся таким методам обработки, температура которых не провоцирует рост зерна внутренней структуры.
- нагревание до температуры – выше точки или , выше 700°С на 40°С — 50°С;
- выдерживание – порядка 20 часов;
- охлаждение — медленное.
Закалку сталей применяют для:
- Повышения:
- твердости;
- прочности;
- износоустойчивости;
- предела упругости;
- Снижения:
- пластичности;
- модуля сдвига;
- предела на сжатие.
Суть закалки – это максимально быстрое охлаждение прогретой насквозь детали в различных средах. Каление производится с полиморфными изменениями и без них. Полиморфные изменения возможны только в тех сталях, в которых присутствуют элементы способные к преобразованию.
Такой сплав подвергается нагреву до той температуры, при которой кристаллическая решетка полиморфного элемента терпит изменения, за счет чего увеличивается растворяемость легирующих материалов. При снижении температуры решетка изменяет структуру из-за избытка легирующего элемента и принимает игольчатую структуру.
Невозможность полиморфных изменений при калении обусловлено ограниченной растворимостью одного компонента в другом при быстрой скорости охлаждения. Для диффузии мало времени. В итоге получается раствор с избытком нерастворенного компонента (метастабильтный).
Для увеличения скорости охлаждения стали используются такие среды как:
- вода;
- соляные растворы на основе воды;
- техническое масло;
- инертные газы.
Сравнивая скоростной режим охлаждения стальных изделий на воздухе, то охлаждение в воде с 600°С происходит в шесть раз быстрее, а с 200°С в масле в 28 раз. Растворенные соли повышают закаливающую способность. Недостатком использования воды считается появление трещин в местах образования мартенсита. Техническое масло используется для закалки легирующих сплавов, но оно пригорает к поверхности.
Металлы, использующиеся при изготовлении изделий медицинской направленности не должны иметь пленки из оксидов, поэтому охлаждение происходит в среде разряженного воздуха.
Чтобы полностью избавиться от аустенита, из-за которого у стали наблюдается высокая хрупкость, изделия подвергаются дополнительному охлаждению при температурах от — 40°С и до -100°С в специальной камере. Также можно использовать углекислую кислоту в смеси с ацетоном. Такая обработка повышает точность деталей, их твердость, магнитные свойства.
Если деталям не требуется объемная термообработка, проводится каление только поверхностного слоя на установках ТВЧ (токами высокой частоты). При этом глубина термообработки составляет от 1 мм до 10 мм, а охлаждение происходит на воздухе. В итоге поверхностный слой становится износоустойчивым, а середина вязкая.
Процесс закалки предполагает прогревание и выдержку стальных изделий при температуре, достигающей порядка 900°С. При такой температуре стали с содержанием углерода до 0,7% имеют структуру мартенсита, который при последующей термообработке перейдет в требуемую структуру с появлением нужных качеств.
Нормализация
Нормализация формирует структуру с мелким зерном. Для низкоуглеродистых сталей — это структура феррит-перлит, для легированных – сорбитоподобная. Получаемая твердость не превышает 300 НВ. Нормализации подвергаются горячекатаные стали. При этом у них увеличивается:
- сопротивление излому;
- производительность обработки;
- прочность;
- вязкость.
Процесс нормализации стали
- происходит нагрев до температуры – на 30°С-50°С выше точки ;
- выдерживание в данном температурном коридоре;
- охлаждение – на открытом воздухе.
Преимущества термообработки
Термообработка стали – это технологический процесс, который стал обязательным этапом получения комплектов деталей из стали и сплавов с заданными качествами. Этого позволяет добиться большое разнообразие режимов и способов термического воздействия. Термообработку используют не только применительно к сталям, но и к цветным металлам и сплавам на их основе.
Стали без термообработки используются лишь для возведения металлоконструкций и изготовления неответственных деталей, срок службы которых невелик. К ним не предъявляются дополнительные требования. Повседневная же эксплуатация наоборот диктует ужесточение требований, именно поэтому применение термообработки предпочтительно.
В термически необработанных сталях абразивный износ высок и пропорционален собственной твердости, которая зависит от состава химических элементов. Так, незакаленные матрицы штампов хорошо сочетаются при работе с калеными пуансонами.
Превращения закаленной стали при отпуске и старении. Виды, режимы и назначение отпуска
Отпуск стали — это вид термической обработки, следующий за закалкой и заключающийся в нагреве стали до определённой температуры, выдержки и охлаждении. Цель отпуска стали — снятие внутренних напряжений, повышение вязкости и пластичности.
Различают низкий, средний и высокий отпуск. Низкий отпуск проводится при температуре 150-200 градусов Цельсия. В результате снимаются внутренние напряжения, происходит увеличение пластичности и вязкости без заметного снижения твердости и износостойкости. Низкому отпуску подвергают режущий и мерительный инструмент, а также детали, которые должны обладать высокой износостойкостью и твёрдостью.
При среднем отпуске нагрев производится до 350-450 градусов Цельсия. При этом происходит некоторое снижение твёрдости при значительном увеличении упругости и сопротивляемости действию ударных нагрузок. Применяется для пружин, рессор, ударного инструмента.
Высокий отпуск производится при 550-650 градусов Цельсия. При этом твёрдость и прочность снижаются значительно, но очень сильно возрастают вязкость и пластичность, однако создаётся оптимальный вариант для конструкционных сталей сочетание механических свойств. Применяется для деталей, которые подвергаются действию высоких нагрузок. Термическая обработка, состоящая из закалки и высокого отпуска, называется улучшением. Она является основным видом обработки конструкционных сталей. Продолжительность выдержки зависит от размеров деталей: чем они больше, тем длиннее выдержка. Низкий отпуск инструментов обычно происходит в течении 0,5-2,5 часа. Для измерительных инструментов проводят более длительный отпуск до 10-15 часов.
Наряду с горячей обработкой стали, применяется также обработка холодом.
Обработка холодом состоит в том, что закаливаемые детали на некоторое время погружают в среду имеющую температуру ниже 0 градусов Цельсия.
Производить обработку холодом нужно сразу после закалки. Такой обработке подвергают измерительный инструмент, части точных механизмов, детали шарикоподшипников. Обработка холодом не уменьшает внутренних напряжений, поэтому после неё необходим отпуск.
Термомеханическая обработка относится к комбинированным способам и представляет собой пластическую деформацию металла с закалкой. Как при закалке, так и при пластической деформации повышение прочности всегда связано с уменьшением пластичности. Преимуществом является то, что при большом увеличении прочности характеристики пластичности снижаются незначительно, а ударная вязкость в 1,5-2 раза выше по сравнению с той же маркой стали после закалки низким отпуском. Термомеханическая обработка делится на два способа: высокотемпературный и низкотемпературный.
При высокотемпературном — сталь нагревают и подвергают деформации. Сразу после деформации сталь подвергается закалке, после закалки производят низкий отпуск.
При низкотемпературном — сталь нагревается и охлаждается, после чего её деформируют. После деформации следует закалка. После закалки следует низкий отпуск.
Низкотемпературная обработка получила незначительное применение. Наиболее часто применяют высокотемпературную обработку. Её удобство в том, что заготовки сразу после окончания горячей обработки давлением: ковки или проката, могут подвергаться закалке без специального нагрева, используя только тепло после горячего деформирования. Преимущество этого процесса состоит в экономии топлива, для нагрева под закалку, сокращение времени изготовления деталей, повышении механических свойств, увеличение прочности, ударной вязкости при незначительном снижении пластичности. Старение применимо к сплавам, которые были подвергнуты закалке без полиморфного превращения. Пересыщенный твёрдый раствор в таких сплавах термодинамически неустойчив и склонен к самопроизвольному распаду. Старение заключается в образовании путём диффузии внутри зерен твердого раствора участков, обогащенных растворённым элементом (зон Гинье — Престона) и (или) дисперсных частиц избыточных фаз, чаще всего химических соединений. Эти зоны и дисперсные частицы выделившихся фаз тормозят скольжение дислокаций, чем и обусловлено упрочнение при старении. Стареющие сплавы, поэтому называют дисперсионно-твердеющими. Основные параметры старения — температура и время выдержки. С повышением температуры ускоряются диффузионные процессы распада пересыщенного твёрдого раствора, и сплав быстрее упрочняется. Начиная с определённой выдержки, при достаточно высокой температуре происходит перестаривание — снижение прочности сплава. Причиной перестаривания является коагуляция дисперсных выделений из раствора, которая заключается в растворении более мелких и росте более крупных частиц выделившейся фазы. В результате коагуляции расстояние между этими частицами возрастает и торможение дислокаций в зёрнах твёрдого раствора уменьшается. Одни сплавы, например дуралюмины, после закалки сильно упрочняются уже во время выдержки при комнатной температуре (естественное старение). Большинство сплавов после закалки нагревают, чтобы ускорить процессы распада пересыщенного твёрдого раствора (искусственное старение). Иногда проводят ступенчатое старение с выдержкой вначале при одной, а затем при другой температуре. Старение применяют главным образом для повышения прочности и твёрдости конструкционных материалов (алюминиевых, магниевых, медных, никелевых сплавов и некоторых легированных сталей), а также для повышения коэрцитивной силы магнитно-твёрдых материалов. Время выдержки для достижения заданных свойств в зависимости от состава сплава и температуры старения колеблется от десятков мин до нескольких суток.
Отличие отпуска от старения связано, прежде всего, с особенностями субструктуры мартенсита, а также с поведением углерода в мартенсите закалённой стали. Для мартенсита характерно большое число дефектов кристаллического строения (дислокаций и др.). Атомы углерода быстро диффундируют в решётке мартенсита и образуют на дислокациях сегрегации, а возможно и дисперсные частицы карбида сразу после закалки или даже в период закалочного охлаждения. В результате закалённая сталь оказывается в состоянии максимального дисперсного твердения или в близком к нему состоянии. Поэтому при выделении из мартенсита дисперсных частиц карбида во время отпуска, прочность и твёрдость стали или вообще не повышаются, или достигается лишь незначительное упрочнение. Уменьшение же концентрации углерода в мартенсите при выделении из него карбида является причиной разупрочнения мартенсита. В итоге отпуск сталей, как правило, приводит к снижению твёрдости и прочности с одновременным ростом пластичности и ударной вязкости. Отпуск безуглеродистых железных сплавов, закалённых на мартенсит, может приводить к сильному дисперсионному твердению из-за выделения из пересыщенного раствора дисперсных частиц интерметаллических соединений. Причина упрочнения при этом та же, что и при старении. Термины «отпуск» и «старение» часто используют как синонимы.
Как известно механические свойства среднеуглеродистых сталей регламентируются только после их нормализации, а также после закалки и отпуска. В условиях производства детали машин различного назначения изготавливают из металлопроката поставляемого в нормализованном состоянии. Поэтому в зависимости от условий работы заготовки деталей машин подвергают закалке с последующим отпуском при температурах 200-550 0 С. В данном интервале температур протекают различные фазовые превращения, благодаря которым механические свойства изменяются в широких пределах. Так, после закалки и отпуска при 500 0 С образуется микроструктура сорбита отпуска, обладающая высокой пластичностью, но относительно небольшой статической прочностью. После отпуска при 200 0 С микроструктура состоит из мартенсита, обладающего повышенной хрупкостью. Так как большинство деталей машин работают в условиях как статических, так и динамических нагрузок, то они должны обладать наряду с высокой прочностью и относительно высокой пластичностью. В этой связи выбор температуры отпуска должен производиться исходя из условий работы конкретной детали, т.е. температура отпуска должна обеспечивать возможность получения оптимального сочетания прочности и пластичности необходимого для надежной работы детали.
Несмотря на широкое применение закалки с последующим отпуском для различных деталей машин в условиях их массового производства, температура отпуска назначается исходя из твердости, предусмотренной техническими условиями чертежа конкретной детали. При этом, в технических условиях чертежа детали твердость устанавливается без учета колебаний углерода в химическом составе стали в пределах, предусмотренных соответствующим ГОСТом и таких элементов как марганец, сера, фосфор и др. Причем установленная твердость может соответствовать двум разным микроструктурам, например, малоуглеродистому мартенситу и трооститу, а каждой из этих структур свойственна определенная прочность и пластичность. Поэтому более правильно выбор температуры отпуска необходимо осуществлять исходя из конкретной микроструктуры или по экспериментальным данным характеризующих зависимость механических свойств от температуры отпуска.
Определение времени нагрева при отпуске рекомендуется производить по табл. 1 с учетом геометрического показателя тела
отпуск сталь формообразование алюминиевый
Таблица 1. Зависимость продолжительности нагрева при отпуске от величины W.
Технология закалки и отпуска стали
Термическая обработка сталей – одна из самых важных операций в машиностроении, от правильного проведения которой зависит качество выпускаемой продукции. Закалка и отпуск сталей являются одними из разнообразных видов термообработки металлов.
Тепловое воздействие на металл меняет его свойства и структуру. Это позволяет повысить механические свойства материала, долговечность и надежность изделий, а также уменьшить размеры и массу механизмов и машин. Кроме того, благодаря термообработке, для изготовления различных деталей можно применять более дешевые сплавы.
Термообработка стали заключается в тепловом воздействии на металл по определенным режимам ля изменения его структуры и свойств.
К операциям термообработки относятся:
- отжиг;
- нормализация;
- старение;
- закалка стали и отпуск стали (и пр.).
Термообработка стали: закалка отпуск – зависит от следующих факторов:
- температуры нагрева;
- времени (скорости) нагрева;
- продолжительности выдержки при заданной температуре;
- скорости охлаждения.
Закалка стали – это процесс термообработки, суть которого заключается в нагреве стали до температуры выше критической с последующим быстрым охлаждением. В результате этой операции повышаются твердость и прочность стали, а пластичность снижается.
При нагреве и охлаждении сталей происходит перестройка атомной решетки. Критические значения температур у разных марок сталей неодинаковы: они зависят от содержания углерода и легирующих примесей, а также от скорости нагрева и охлаждения.
После закалки сталь становится хрупкой и твердой. Поверхностный слой изделий при нагреве в термических печах покрывается окалиной и обезуглероживается тем более, чем выше температура нагрева и время выдержки в печи. Если детали имеют малый припуск для дальнейшей обработки, то брак этот является неисправимым. Режимы закалки закалки стали зависят от ее состава и технических требований к изделию.
Охлаждать детали при закалке следует быстро, чтобы аустенит не успел превратиться в структуры промежуточные (сорбит или троостит). Необходимая скорость охлаждения обеспечивается посредством выбора охлаждающей среды. При этом чрезмерно быстрое охлаждение приводит к появлению трещин или короблению изделия. Чтобы этого избежать, в интервале температур от 300 до 200 градусов скорость охлаждения надо замедлять, применяя для этого комбинированные методы закалки. Большое значение для уменьшения коробления изделия имеет способ погружения детали в охлаждающую среду.
Нагрев металла
Все способы закалки стали состоят из:
- нагрева стали;
- последующей выдержки для достижения сквозного прогрева изделия и завершения структурных превращений;
- охлаждения с определенной скоростью.
Изделия из углеродистой стали нагревают в камерных печах. Предварительный подогрев в этом случае не требуется, так как эти марки сталей не подвергаются растрескиванию или короблению.
Сложные изделия (например, инструмент, имеющий выступающие тонкие грани или резкие переходы) предварительно подогревают:
- в соляных ваннах путем двух-или трехкратного погружения на 2 – 4 секунды;
- в отдельных печах до температуры 400 – 500 градусов по Цельсию.
Нагрев всех частей изделия должен протекать равномерно. Если это невозможно обеспечить за один прием (крупные поковки), то делаются две выдержки для сквозного прогрева.
Если в печь помещается только одна деталь, то время нагрева сокращается. Так, например, одна дисковая фреза толщиной 24 мм нагревается в течение 13 минут, а десять таких изделий – в течение 18 минут.
Защита изделия от окалины и обезуглероживания
Для изделий, поверхности которых после термообработки не шлифуются, выгорание углерода и образование окалины недопустимо. Защищают поверхности от подобного брака применением защитных газов, подаваемых в полость электропечи. Разумеется, такой прием возможен только в специальных герметизированных печах. Источником подаваемого в зону нагрева газа служат генераторы защитного газа. Они могут работать на метане, аммиаке и других углеводородных газах.
Если защитная атмосфера отсутствует, то изделия перед нагревом упаковывают в тару и засыпают отработанным карбюризатором, чугунной стружкой (термисту следует знать, что древесный уголь не защищает инструментальные стали от обезуглероживания). Чтобы в тару не попадал воздух, ее обмазывают глиной.
Соляные ванны при нагреве не дают металлу окисляться, но от обезуглероживания не защищают. Поэтому на производстве их раскисляют не менее двух раз в смену бурой, кровяной солью или борной кислотой. Соляные ванны, работающие на температурах 760 – 1000 градусов Цельсия, весьма эффективно раскисляются древесным углем. Для этого стакан, имеющий множество отверстий по всей поверхности, наполняют просушенным углем древесным, закрывают крышкой (чтобы уголь не всплыл) и после подогрева опускают на дно соляной ванны. Сначала появляется значительное количество языков пламени, затем оно уменьшается. Если в течение смены таким способом трижды раскислять ванну, то нагреваемые изделия будут полностью защищены от обезуглероживания.
Степень раскисления соляных ванн проверяется очень просто: обычное лезвие, нагретое в ванне в течение 5 – 7 минут в качественно раскисленной ванне и закаленное в воде, будет ломаться, а не гнуться.
Охлаждающие жидкости
Основной охлаждающей жидкостью для стали является вода. Если в воду добавить небольшое количество солей или мыла, то скорость охлаждения изменится. Поэтому ни в коем случае нельзя использовать закалочный бак для посторонних целей (например, для мытья рук). Для достижения одинаковой твердости на закаленной поверхности необходимо поддерживать температуру охлаждающей жидкости 20 – 30 градусов. Не следует часто менять воду в баке. Совершенно недопустимо охлаждать изделие в проточной воде.
Недостатком водяной закалки является образование трещин и коробления. Поэтому таким методом закаливают изделия только несложной формы или цементированные.
- При закалке изделий сложной конфигурации из конструкционной стали применяется пятидесятипроцентный раствор соды каустической (холодный или подогретый до 50 – 60 градусов). Детали, нагретые в соляной ванне и закаленные в этом растворе, получаются светлыми. Нельзя допускать, чтобы температура раствора превышала 60 градусов.
Режимы
Пары, образующиеся при закалке в растворе каустика, вредны для человека, поэтому закалочную ванну обязательно оборудуют вытяжной вентиляцией.
Следует остерегаться попадания воды в масляную ванну, так как это может привести к растрескиванию изделия. Что интересно: в масле, разогретом до температуры выше 100 градусов, попадание воды не приводит к появлению трещин в металле.
Недостатком масляной ванны является:
- выделение вредных газов при закалке;
- образование налета на изделии;
- склонность масла к воспламеняемости;
- постепенное ухудшение закаливающей способности.
- Стали с устойчивым аустенитом (например, Х12М) можно охлаждать воздухом, который подают компрессором или вентилятором. При этом важно не допускать попадания в воздухопровод воды: это может привести к образованию трещин на изделии.
- Ступенчатая закалка выполняется в горячем масле, расплавленных щелочах, солях легкоплавких.
- Прерывистая закалка сталей в двух охлаждающих средах применяется для обработки сложных деталей, изготовленных из углеродистых сталей. Сначала их охлаждают в воде до температуры 250 – 200 градусов, а затем в масле. Изделие выдерживается в воде не более 1 – 2 секунд на каждые 5 – 6 мм толщины. Если время выдержки в воде увеличить, то на изделии неизбежно появятся трещины. Перенос детали из воды в масло следует выполнять очень быстро.
Вам нужно быстро и качественно нарезать металл? Воспользуйтесь плазменной резкой! Как правильно ее выполнять, читайте в этой статье.
Если вас интересует, как сделать токарную обработку металлических изделий, читайте статью по https://elsvarkin.ru/obrabotka-metalla/tokarnaya-obrabotka-metalla-obshhie-svedeniya/ ссылке.
Процесс отпуска
Отпуску подвергаются все закаленные детали. Это делается для снятия внутренних напряжений. В результате отпуска несколько снижается твердость и повышается пластичность стали.
В зависимости от требуемой температуры отпуск производится :
- в масляных ваннах;
- в селитровых ваннах;
- в печах с принудительной воздушной циркуляцией;
- в ваннах с расплавленной щелочью.
Температура отпуска зависит от марки стали и требуемой твердости изделия, например, инструмент, для которого необходима твердость HRC 59 – 60, следует отпускать при температуре 150 – 200 градусов. В этом случае внутренние напряжения уменьшаются, а твердость снижается незначительно.
Быстрорежущая сталь отпускается при температуре 540 – 580 градусов. Такой отпуск называют вторичным отвердением, так как в результате твердость изделия повышается.
Изделия можно отпускать на цвет побежалости, нагревая их на электроплитах, в печах, даже в горячем песке. Окисная пленка, которая появляется в результате нагрева, приобретает различные цвета побежалости, зависящие от температуры. Прежде чем приступать к отпуску на один из цветов побежалости, надо очистить поверхность изделия от окалины, нагара масла и т. д.
Обычно после отпуска металл охлаждают на воздухе. Но хромоникелевые стали следует охлаждать в воде или масле, так как медленное охлаждение этих марок приводит к отпускной хрупкости.
Средний отпуск металла
Средний отпуск (среднетемпературный отпуск) — вид термической обработки металла, при которой происходит нагрев до температур в интервале 300 — 480°C, выдержка по достижении заданных температур и последующее медленное или ускоренное охлаждение на воздухе или в водной среде.
Назначение среднетемпературного отпуска как вида термической обработки металлов
Среднетемпературному отпуску подвергают стали для значительного снижения твердости и остаточного внутреннего напряжения после закалки при одновременном обретении металлом повышенных показателей вязкости, упругости, пластичности и релаксационной стойкости, а также для снятия напряжений после правки.
Обрабатывают таким методом термовоздействия чаще всего детали из среднеуглеродистой стали (0,4 — 0,8%), подвергающиеся ударным и переменным нагрузкам, где большое значение имеют высокие пороги прочности и упругости при средних показателях твердости. Это — пружины, рессоры, ударный инструмент типа зубила или молотка, некоторые виды штампов.
Условия и режим проведения среднего отпуска стали
При проведении среднего отпуска металла важную роль играет правильный подбор температурного режима. Иначе в сталях возможно развитие процессов необратимой отпускной хрупкости. Допустимый температурный интервал нагрева лежит в пределах Тн = 300 — 480°C. После выдержки проводится охлаждение. Оно может быть медленным или ускоренным, осуществляться в водной среде или на воздухе.
Пермский завод термической обработки проводит средний отпуск стали в современной отпускной электропечи камерного типа с максимальной массой садки в 5000 кг и возможностью обработки металлических изделий длиной до 9200 мм. Равномерный прогрев печной атмосферы, садки и последующий строгий контроль режима проведения термообработки обеспечиваются высокой технологичностью оборудования и возможностью компьютеризированного наблюдения и управления всеми процессами. Среди преимуществ нашего оборудования:
равномерное распределение температуры во всех точках
различные режимы термообработки
система принудительной циркуляции печной атмосферы
управление составом газовой среды
аппаратура, обеспечивающая безопасность проведения термообработки
Структурные изменения в сталях в ходе проведения среднего отпуска
Стали, термически обработанные методом среднего отпуска, претерпевают ускорение диффузионных процессов. В условиях повышения температуры закаленных углеродистых сталей до 400°C происходит завершение процесса выделения из мартенсита углерода. Когерентная связь мелкодисперсных частиц карбида с решеткой мартенсита нарушается. Мартенсит распадается, сталь приобретает мелкую ферритно-цементитную структуру.
При последующем нагреве до максимальных температурных значений, присущих этому виду отпуска, происходит рост частиц цементита и изменение их формы.
В конечном результате сталь приобретает структуру зернистого троостита отпуска или троостомартенита с показателями твердости в пределах 40 — 50 HRC.
Вследствие полного выделение углерода из мартенсита в стали снимаются внутренние напряжения закалки, а повышение пластичности, упругости и выносливости обусловливается начавшимся процессом укрупнения цементита и феррита в сопровождении падения уровня твердости.
Пермский завод термической обработки проводит химико-термическую обработку металлических изделий с помощью самого современного на территории края оборудования. Наш опыт работы в этой сфере — более 10 лет. Мы четко понимаем потребности наших клиентов, строго придерживаемся сроков и объемов работы. Самое современное компьютеризированное оборудование для термообработки металлов, высококвалифицированный персонал и строгий контроль качества позволяют достигать лучших на территории Пермского края результатов в области термообработки металлов.
Заказать услугу высокого качества по обработке металла методом среднего отпуска Вы можете с помощью удобной формы обратной связи или позвонив нам по телефонам сайта.
ОСТАВИТЬ ЗАЯВКУ
Новости. Приведена в соответствие требованиям термической обработки Закалочная среда ПК-М.
Приведена в соответствие требованиям термической обработки Закалочная среда ПК-М. Концентрация среды была выполнена прибывшими по нашему техническому заданию специалистами производителя данной среды ЗАО «Политерм -Тюмень». В результате корректирующих мероприятий, испытания признаны положительными. Решением комиссии Закалочный бак ВЗ 15.100.15/0,8П, признан годным к эксплуатации.
18 октября 2014
Новости. Монтаж и пуско-наладка термического оборудования
Специалисты компании «Накал-Промышленные печи» благополучно закончили монтаж и пуско-наладку термического оборудования.
20 октября 2014
Новости. ЗАО «Нелидовский завод гидравлических прессов» закончил монтаж оборудования по спец заказу ПЗТО
ЗАО «Нелидовский завод гидравлических прессов» закончил монтаж и пуско-наладку вновь изготовленного оборудования по специальному заказу ООО «ПЗТО».
25 октября 2014
Новости. Открытие термического участка ООО «ПЗТО»