Содержание
- Сварка 108 трубы новичку
- 0 Лепило 18 Мар 2020
- 0 Лепило 18 Мар 2020
- 3 SergDemin 18 Мар 2020
- 0 денис федотов 19 Мар 2020
- 0 Kondor416 19 Мар 2020
- 0 SergDemin 19 Мар 2020
- 0 Дядя Степа 19 Мар 2020
- 3 МассаТом 19 Мар 2020
- 0 Дядя Степа 20 Мар 2020
- 0 Дядя Степа 20 Мар 2020
- 2 Лепило 20 Мар 2020
- 0 Дядя Степа 21 Мар 2020
- 6 Дядя Степа 21 Мар 2020
- 2 welderman 21 Мар 2020
- 0 Дядя Степа 21 Мар 2020
- 0 денис федотов Вчера, 08:19
- Электросварка – практические рекомендации
- Что такое сварочный шов
- Основы электросварки
- Подготовительные работы
- Как правильно варить электросваркой
- Как правильно варить шов
- Как правильно варить трубы
- Как удалить шлак
- Характерные ошибки и дефекты сварки
- Корневые дефекты шва
- Дефекты сплавления
- Дефекты кромок шва
- Поры в сварном шве
- Тепловые трещины
- Усадочные трещины
- Водородные трещины
- Включения шлака в шов
- Сварочный шлак
- Что такое шлаковые включения
- Причины, по которым шлаковые включения образуются
- Как шлак отличить от металла
- Почему шлак нужно удалять
- Как минимизировать шлаковые включения при сваривании металлов
- Как избавиться от шлака
- Интересное видео
- Типичные ошибки начинающих сварщиков
Почему шлакуется сварочный шов
Сварка 108 трубы новичку
Лепило 18 Мар 2020
Понимаете для основных электродов нужно держать короткую дугу, желательно не больше диаметра электрода, иначе будут поры, а возможно и где-то не сплавите между собой кромки. С рутилом в этом плане проще. Зачистили кромки от ржы и грязи между торцами трубы заложили электрод 3ку, к примеру, поставили 4 прихватки на 11;2;5 и 7 часов. Поставили ток ближе к верхней границе допустимого, так чтобы примерно через 4-5 секунд проваливалась ванна. И начинаете «в отрыв» варить. Зажгли дугу про себя сказали «22» — оторвали и так далее смещаясь на 1/3 пятна ванны. И так провариваете верх с 2,30 до 10,30;потом потолок с 4,30 до 7,30 и только в последнюю очередь завариваете на подъем. Рутил позволяет удлинить дугу до 2х диаметров без риска образования пор, главное чтобы сквозняков не было. Освойте это приём, а потом перейдете на основные электроды. Про последовательность сварки, когда-то тут прочитал.
Вот вот вот. А больше не как. Только опыты.
Рутил не только позволяет удлинить дугу но и держит её сантиметра 2 и пляшет пляшет эх. в углу фиг потушишь иногда.
Лепило 18 Мар 2020
Добрый день всем! На даче планирую переносить трубу по которой дается вода для полива, подскажите пожалуйста какими электродами лучше варить стыки? Тк новичок опыта мало, пока сварил стойку для автомата и табурет ))) так же тренируюсь потихоньку на железках. Труба идет по улице скорее всего ее пущу в траншеи и накрою..
спс за советы..электроды купил для опытов ну почти все что есть для обучения — ано-21. ок 46, уони 13/55, лб-52у. с основными конечно трудно и не прокаливал их..
А есть чем набрать и ровно держать градусов 350? Я тут попробовал прокалить их на 150. Засмеяли и правильно.
Влага то видно выделяется аж пар из термопенала ТП-150 идёт, а всё не то. Вот на ОК 46 заметно лучше горение, а на основных тоже есть но как то в обще не то. Печечку бы мне на 400 гр
- 3
SergDemin 18 Мар 2020
Kondor416 , welderman , всё верно, рутиловые допускают любую полярность. Я так понимаю, на какой удобнее, на той и вари.
денис федотов 19 Мар 2020
хобби это хорошо в гараже или на даче для себя.но если я правельно понял человек хочет внести изменения в чентральную систему полива .так есть же председатель да и сваршик наемный .вышел на диалог и сам себе проблем в дальнейшем не создал.
Kondor416 19 Мар 2020
Kondor416 , welderman , всё верно, рутиловые допускают любую полярность. Я так понимаю, на какой удобнее, на той и вари.
Эт да, просто как я помню из своей инструкции, одним из методов борьбы с магнитным дутьем, является сварка на обратной полярности, поэтому я на прямую не заморачивался никогда пару раз пробовал для интереса.
SergDemin 19 Мар 2020
одним из методов борьбы с магнитным дутьем, является сварка на обратной полярности
Насколько я понимаю, тема магнитного дутья уже не актуальна. Современные инверторы позволяют без проблем работать короткой дугой (благодаря наличию форсажа дуги) , а когда длина дуги не превышает диаметра электрода, куда что сдует?
Дядя Степа 19 Мар 2020
Дядя Степа , вы перечислили все. кроме толщины стенки трубы, если больше чем 4,5-5мм, я бы рекомендовал в два прохода, если стенка «тонкая» , до 4-4,5мм, то в один проход вполне годно можно (с учетом небольшой подготовки кромок). При выборе электродов (я ленивый) всегда отдам предпочтение электродам с основным покрытием. И это, динамика это вроде полуавтомат, отчего не сварить именно ПА? Быстрее ведь.
стенка 3.5 или 4 не помню точно..по поводу ПА нужен балон смеси итп. пока нет его. да и горелкой я еще не варил ниразу в пленке лежит.
- 3
МассаТом 19 Мар 2020
Дядя Степа , тогда не парьтесь, берите что есть и клепайте в один проход
пс перед монтажом не поленитесь на паре тройке стыков отработать технику сварки, а потом уж писать в чистовик
Сообщение отредактировал МассаТом: 19 Март 2020 10:52
Дядя Степа 20 Мар 2020
ограничение в 5 сообщений пришлось ждать сутки чтобы ответить. спс всем за советы )
А есть чем набрать и ровно держать градусов 350? Я тут попробовал прокалить их на 150. Засмеяли и правильно.
Влага то видно выделяется аж пар из термопенала ТП-150 идёт, а всё не то. Вот на ОК 46 заметно лучше горение, а на основных тоже есть но как то в обще не то. Печечку бы мне на 400 гр
да купил сушилку до 400 градусов но еще не тестил
хобби это хорошо в гараже или на даче для себя.но если я правельно понял человек хочет внести изменения в чентральную систему полива .так есть же председатель да и сваршик наемный .вышел на диалог и сам себе проблем в дальнейшем не создал.
ну поливочная труба не под давлением постоянно а пару раз в неделю. И председатель сказал что на участке это «ваше» поэтому когда сварщик зарядил мне 25 кр за услуги я сразу решил покупать ПА и сделать это самостоятельно.
Дядя Степа , тогда не парьтесь, берите что есть и клепайте в один проход
пс перед монтажом не поленитесь на паре тройке стыков отработать технику сварки, а потом уж писать в чистовик
Обязательно конечно, фотки выложу своих творений для коллекции — «поржать» =)
Дядя Степа 20 Мар 2020
Тип электродов один э46, поэтому каким комфортней варить тем и варите. Если уверены в себе и можете даже «в отрыв» положить плотный валик, то хватит и одного прохода (не та конструкция), а так заполняйте первым и облицовывайте вторым. И всё будет работать.
Ток меньше, и дугу короче.
Ну вот вы научитесь сейчас, а потом разучитесь. Это проверенный ход событий. А посему нечего тратить время и деньги. Варите рутилом в отрыв на том токе, который едва не прожигает трубу.
Стыки делайте с небольшим зазором — туда будет устраняться шлак. Перед сваркой почистить место металлической щёткой на болгарке или дрели. Это уменьшит вероятность свищей.
Никакими проварами и разделками голову не морочьте — оно вам не надо.
Понимаете для основных электродов нужно держать короткую дугу, желательно не больше диаметра электрода, иначе будут поры, а возможно и где-то не сплавите между собой кромки. С рутилом в этом плане проще. Зачистили кромки от ржы и грязи между торцами трубы заложили электрод 3ку, к примеру, поставили 4 прихватки на 11;2;5 и 7 часов. Поставили ток ближе к верхней границе допустимого, так чтобы примерно через 4-5 секунд проваливалась ванна. И начинаете «в отрыв» варить. Зажгли дугу про себя сказали «22» — оторвали и так далее смещаясь на 1/3 пятна ванны. И так провариваете верх с 2,30 до 10,30;потом потолок с 4,30 до 7,30 и только в последнюю очередь завариваете на подъем. Рутил позволяет удлинить дугу до 2х диаметров без риска образования пор, главное чтобы сквозняков не было. Освойте это приём, а потом перейдете на основные электроды. Про последовательность сварки, когда-то тут прочитал.
Ок 46.00 от esab возьмите просто, весьма комфортные электроды, для дачи самое то
Ок спасибо! купил уже. 2.5 и 3 мм.
- 2
Лепило 20 Мар 2020
Это за какие услуги вам зарядили 25 кРуб и с чьим материалом? Гектар 108-й трубой обвязать?
Дядя Степа 21 Мар 2020
Это за какие услуги вам зарядили 25 кРуб и с чьим материалом? Гектар 108-й трубой обвязать?
за работу и электроды, труба и углы с меня..Ну да Бог с ним, я уточнял у другого такого же местного и цена была такая же примерно..
- 6
Дядя Степа 21 Мар 2020
вообщем пару стыков сфоткал
ок46 2мм -45А ток + на электроде труба 57 3мм
Прикрепленные изображения
- 2
welderman 21 Мар 2020
Дядя Степа ,Так-то полный велдпорнотрэш пока. но ежели»НЕ ТЕКЁТЬ»-пойдёт, 3 сорт -ещё не брак. Для данной задачи-нормально.
Дядя Степа 21 Мар 2020
обрезки не текутЬ! Очень долго подбирал ток, прожиги постоянные.
денис федотов Вчера, 08:19
да аппетитные расценки.но смотря сколько стыков.у нас как от 500руб стык»в зависемости от сложности» был так и держиться но есть ребята и дешевле берут.если потолок трудно будет то как вариант «операционка».
да и так как вы планируете утопить трубы продумайте дренаж на зиму и вероятность гидро удара по направлению подачи воды.
Электросварка – практические рекомендации
Что такое сварочный шов
Сварочные швы по металлу представляют собой неразъёмное соединение, которое делается при помощи сварки под воздействием высоких температур.
Сварные соединения имеют несколько зон соединения, которые образуются во время самого процесса сварки:
- Сварной шов – этот участок сварного соединения образуется вследствие кристаллизации или в результате какой-либо деформации, которые произошли при сварке. Чаще всего имеют место и кристаллизация, и деформация в месте сварки.
- Металл шва – образуется в результате плавления основного металла. Как правило, расплавленную или оплавленную часть конструкции соединяют с нужным элементом посредством «прилипания». После остывания металла шва, скрепление полностью завершается.
- Основной металл – это та основная часть, которая подвергается плавлению или сварке.
- Зона сплавления – эта зона обычно находится на границе или между основным или металлом шва.
- Зона термического влияния – это участок основного металла, который не подвергается расплавлению, но структура и свойства которого изменяются в результате нагрева при сварке или наплавке.
Так, сварные швы могут делиться на несколько типов:
Стыковые – этот тип соединения состоит из двух элементов, которые примыкают к друг другу торцевыми поверхностями. Данный тип сварных швов очень лёгкий в техническом построении и используется довольно часто.
Нахлёстанное – это тот тип, в котором все сварные элементы располагаются параллельно друг к другу. Чаще всего они должны дополнительно частично перекрывать друг друга.
Угловое – в этом типе сварного соединения все элементы свариваются между собой под определённым углом.
Тавровое – данный тип соединения схож с угловым, но здесь требуется приваривать исключительно к боковой поверхности.
Торцовое – здесь вам нужно будет приваривать боковые поверхности материала друг к другу.
Основы электросварки
Разобравшись с видами и типа соединений сварных швов, можно переходить к основам электросварки. Если вы планируете обучаться самостоятельно, то вам необходимо будет запастись всеми необходимыми материалами. Так как с первого раза практики вас, скорее всего, ожидает небольшой провал, то лучше запастись большим количеством материала.
Также важно знать некоторые термины и обозначения перед началом работ:
- Сварная дуга – это раскалённый до невероятно высоких температур (порядка 5-7 тысяч) газ, так что обращаться со сваркой нужно предельно аккуратно, иначе вы рискуете нанести себе или окружающим серьёзные ожоги.
- Дуговая сварка – этот вид сварки делается при помощи электрической дуги, которая нагревает газ до невероятно высоких температур. При соприкосновении с поверхностью металлического изделия, металл начинает плавиться вследствие чего образуется так называемая – «сварочная ванна». После остывания металла появляется сварной шов.
- Аргонодуговая сварка – практически, как дуговой вид сварки, только в качестве разогреваемого газа здесь необходимо использовать аргон. Данный вид сварки очень хорошо подходит для различных прутьев арматуры толщиной не более 5 миллиметров.
Подготовительные работы
По причинам, которые были описаны выше, все сварочные работы лучше всего проводить в помещении, где нечему гореть, в противном случае вы рискуете устроить пожар. Найдя пожаро-безопасное помещение, необходимо подготовить все нужные для работ материалы. Прежде всего подумайте о своей защите, приобретите специальную сварочную маску, перчатки для сварки, а также желательно дополнительно приобрести специальный костюм, который сделан из огнеупорного материала.
Когда вы уверены, что обезопасили себя от случайной искры или ожога, вам нужно приобрести все необходимые инструменты для работ. В их число входят:
- Вам в обязательном порядке понадобится сам сварочный аппарат.
- Также нужен будет небольшой комплект электродов, которые будет проводить достаточное количество электричества для нагрева газа до нужной температуры.
- Специальный небольшой молоточек, который понадобится для того, чтобы оббивать ненужный шлак.
- А также щётка с жёсткими ворсинками для удаления различного рода мусора.
- Трансформатор. Благодаря ему обычный переменный электрический ток, который проходит через наши розетки, будет преобразован в постоянный. Большинство сварок на мировом рынке работают только с помощью постоянного тока.
Как правильно варить электросваркой
Когда всё готово для начала сварочного процесса обязательно тщательно проверьте поверхность тех элементов, которые собираетесь сваривать между собой, на наличие на них ржавчины или любых других дефектов. При обнаружении таковых, рекомендуется попытаться их устранить или заменить дефектные элементы на более качественные.
Теперь, когда всё готово к работе можно приступать:
- Сначала требуется прикрепить специальный зажим массы к своей рабочей заготовке и вставить электрод в держатель на сварке. Затем нужно попытаться поджечь дугу. Электрод необходимо устанавливать под углом около 70 градусов относительно заготовке. Для поджигания дуги, необходимо провести по заготовке электродом со скоростью примерно 7-10 см в секунду. Со стороны это будет выглядеть так, как будто вы поджигаете спичку. При появлении характерного треска и искр загорится сама газовая дуга. Если всё это произошло, то значит у вас всё получилось.
- Затем, устанавливаем электрод примерно под таким же углом. После установки вам будет необходимо соприкоснуться с рабочей заготовкой, и тут же немного поднять электрод так, чтобы в итоге получился небольшой зазор в 3-5 миллиметров между поверхностью металла и электродом. После соприкосновения с металлом дуга начинает гореть. Однако будет плавиться не только металл заготовки, но и самой дуги. Старайтесь поддерживать размеры зазора и одновременно перемещать электрод по горизонтали или вертикали (зависит от того в какую сторону вам нужно).
- Также во время процесса сварки, если вы приблизились слишком близко (также это может быть связано с малым напряжением) к поверхности металла, то ваш электрод может прилипнуть. Для того чтобы он отлип, поводите им из стороны в сторону. Затем обратно зажгите дугу.
- Старайтесь как можно лучше настроить трансформатор. Ведь если тока будет слишком много, то металл расплавится, как масло, а если тока слишком мало, то дуга попросту погаснет.
Как правильно варить шов
Немного разобравшись с работой дуги и самой сварки приступаем к выполнению швов. Швы в нашем случае делятся только на горизонтальные и вертикальные.
Ниже расположена небольшая инструкция для каждого из этих типов:
1. Горизонтальный шов
Делать такой шов проще простого. Достаточно всего лишь постепенно вести дугу по горизонтали, соблюдая зазор в 3-5 миллиметров. Также желательно как можно лучше закрепить материал, на который вам нужно сделать шов.
При сварке нужно вести дугу не сильно быстро, но и не сильно медленно – это нужно для того, чтобы зазор между металлическими материалами постепенно залился оплавившимся металлом и при этом успел остыть.
2. Вертикальный шов
Процесс сварки вертикальных швов довольно сильно схож с процессом сварки горизонтальных швов, только в этом случае вам нужно сваривать под другим углом. Самый главный принцип в сварке вертикальных швов – это соблюдать определённое правило – никогда не вести дугу слишком быстро или слишком медленно. Так как в этом случае если металл будет подвергаться большому нагреву (дуга идёт слишком медленно) он будет понемногу стекать вниз, а при условии, что дуга идёт слишком быстро у вас может получиться некачественный шов.
Ваша задача должна состоять в том, чтобы слить обе кромки, плавя их сварочной дугой, одновременно направляя туда же капли металла из раскаленного до состояния жидкости конца электрода.
Как правильно варить трубы
Процесс сварки труб с помощью электросварки довольно трудоёмок и требует определённого уровня мастерства и аккуратности. Если вы желаете самостоятельно учится сваривать трубы, то лучше всего дня начала попробовать трубы на толстом металле.
Небольшая инструкция:
- Раскладываем все трубы на специальном столе или стенде, на которых вам будет удобно с ними работать.
- В этом способе вам нужно будет сваривать трубу в два шага. Первый шаг свариваем первое полукольцо в одну сторону, затем второе в другую. Здесь следует использовать методику ведения «сверху вниз», используя 4-миллиметровый электрод с органическим напылением.
- Если вы свариваете трубы с маленьким диаметром, старайтесь их сваривать непрерывной дугой, если же диаметр трубы крупный, то сваривайте её с помощью способа, приведённого во 2-м пункте.
Как удалить шлак
Во время проведения работ у вас может образоваться различного рода дефекты в местах сплава – шлак. Перед тем как приступить к уборке шлака, необходимо дать шву остыть. Когда вы убедились, что шов остыл, постучите по нему небольшим молотком (лучше всего приобретите специальный для удаления шлака).
После постукивания шлак основной слой шлака отлетит сам, оставшиеся слои можно убрать при помощи наждачки.
Характерные ошибки и дефекты сварки
Корневые дефекты шва
При наплавлении первого валика вдоль корня стыкового шва проникновение металла в корень может быть недостаточным в силу недостаточной силы сварочного тока или чрезмерной скорости сварки. Причина может также заключаться в слишком большом диаметре электрода для данной канавки. При слишком большой силе сварочного тока может произойти прожог корня шва.
Дефекты сплавления
Если сила тока недостаточная или слишком высокая скорость сварки, могут произойти несплавления между наплавленным и основным металлом.
Несплавления могут иметь место и в том случае, если используется слишком маленький электрод при сварке на большом участке холодного основного металла. В этом случае следует использовать электрод большего диаметра и подогревать основной металл.
Дефекты кромок шва
Дефекты кромок могут произойти в силу чрезмерной силы сварочного тока. Однако такие дефекты могут возникнуть и при правильном токе, если дуга будет слишком длинной или если неправильно перемещается электрод. При сварке снизу вверх в вертикальном положении при колебательном движении электрода последний нужно на мгновение прижимать к каждой стороне валика, чтобы металл хорошо проник в шов и чтобы избежать дефектов кромки шва. Дефекты кромки могут быть индикаторами разрыва в сварном соединении.
Поры в сварном шве
Поры в шве могут образоваться из-за содержания влаги в покрытии электрода, особенно при сварке электродами с основным покрытием. Кроме того, причиной образования пор может быть мокрый или влажный основной металл свариваемого изделия. Такой шов ухудшает прочность соединения.
Тепловые трещины
Тепловые трещины могут образоваться во время и сразу после периода охлаждения шва по двум основным причинам:
Из-за включений в основном металле, которые имеют тенденцию к сегрегации и могут образовать слой в середине шва. Этот слой препятствует сращиванию кристаллов. К таким веществам прежде всего относятся углерод и сера. В случаях, когда тепловые трещины вызваны такими веществами, перейдите на электрод с основным покрытием. Если же трещины появились при сварке электродом с основным покрытием, значит данный металл является несвариваемым.
Напряжение через шов может вызвать появление тепловых трещин, даже если основной металл не сегрегирует в шве В определенный промежуток критической температуры, сразу же после коагуляции валика шов имеет очень слабую способность к деформации и, если усадка металла больше, чем растяжение шва, образуется трещина. Этого можно избежать, зажав свариваемую деталь специальным зажимным приспособлением, которое ограничивает усадку металла.
Тепловые трещины появляются в середине валика и представляют собой прямую трещину на поверхности.
Усадочные трещины
Усадочные трещины образуются тогда, когда способность шва к деформации (вязкость) меньше, чем реальная усадка. Такие трещины обычно бывают поперечными и вызываются значительной продольной усадкой. Чтобы избежать образования таких трещин, лучше всего использовать электроды с основным покрытием.
Водородные трещины
Трещины в металле шва образуются под воздействием водорода и могут образоваться в стали любого типа, которая прошла закалку или закаляется во время сварки. Сталь с высоким пределом текучести будет содержать определенное количество упроченной структуры, обычно это мартензит. Чем выше точка плавления, тем выше риск образования водородных трещин, они образуются в основном металле,, который непосредственно прилегает к зоне плавления, и, сочетаясь со сварочным напряжением, образуют трещины в металле шва.
Для сварки закаленной стали можно использовать только сухие электроды с основным покрытием, т. к. в этом случае выделяется очень мало водорода. Влажные электроды выделяют очень много водорода. Другими источниками водорода являются ржавчина, масло, краска или конденсация вдоль сварочной канавки. Подогрев канавки, скажем, до 50°С значительно снизит количество водорода.
Включения шлака в шов
Шлак состоит из неметаллических частиц с покрытия электрода. После каждого валика необходимо тщательно удалять весь шлак. Для этого используйте обрубочный молоток и проволочную щетку. Частицы шлака, попавшие в шов, серьезно снизят прочность соединения. Старайтесь избегать выжигания выемок, т. к. попавший туда шлак трудно удалить.
При подготовке сварочной канавки убедитесь, что она имеет достаточный зазор для обеспечения хорошего сплавления и облегчения удаления шлака. Удалите окалины и ржавчину со свариваемой поверхности и проверьте, правильно ли вы выбрали электрод для данной сварочной позиций.
Сварочный шлак
Содержание:
Соединение металлических деталей в цельные конструкции часто осуществляется с помощью дуговой сварки. Это довольно эффективная и простая технология сваривания, но основным побочным эффектом ее является сварочный шлак.
Что такое шлаковые включения
Сварочный шлак — это побочный стеклообразный материал, образующийся из расплавленного покрытия электрода или сварочного флюса. Наличие шлаковых включений считается весьма серьезным дефектом, который способен понизить качество сварного соединения и всей конструкции.
Все возникающие в процессе сварке на металлической поверхности шлаковые включения разделяют на два вида:
- макроскопические. Образуются при недостаточной зачистке свариваемых кромок или же при их отсутствии;
- микроскопические. Как правило возникают вследствие возникающих при сваривании и кристаллизации металла химических реакций.
Негативное воздействие на механические характеристики металлического изделия оказывают обе разновидности включений.
Причины, по которым шлаковые включения образуются
Довольно часто только осваивающие сварочные технологии специалисты задаются вопросом почему много шлака при сварке образуется на соединительных стыках. Появление таких включений обусловлено разными факторами:
- металл быстрее обычного остывает и шлак попросту не успевает выйти за пределы сварочной ванны;
- низкое качество электродов, используемых при сварке. При этом неравномерно происходит плавление и в сварочную ванну попадают частички электрода;
- при низких значениях раскисления металла образуется много шлака при сварке. Это процесс, при котором из уже мягкого металла устраняются молекул кислорода. Они ухудшают механические свойства металла и разрушают его структуру;
- некачественная подготовка и зачистка от грязи, ржавчины и масел свариваемых кромок;
- высокие значения поверхностного натяжения шлака препятствуют всплытию его на поверхность;
- применение флюса или электродов из тугоплавких металлов и с большим удельным весом;
- не соблюдении режимов и технологии сварки, например, неправильно подобранный угол наклона или же неподходящая скорость перемещение электрода.
Чтобы осуществлялась сварка без шлака или же с минимальным его количеством, желательно обратиться за помощью к опытным сварщикам. Если вы хотите самостоятельно сваривать, то следует научиться сваривать самые простые элементы и только потом приступать к более сложным.
Как шлак отличить от металла
С разными проблемами и вопросами при создании металлоизделий посредством сваривания сталкиваются сварщики, особенно новички. Например, многие затрудняются как отличить шлак от металла при сварке.
В действительности отличить металл и шлаковые включения несложно. Для этого следует обратить внимание на следующие факторы:
- цвет. Под воздействием высокой температуры металл при сваривании расплавляется, приобретая при этом красноватый оттенок. При остывании цвет покрасневшего металла темнеет. Совершенно иначе ведет себя шлак. Он непосредственно в процессе сваривания имеет темный цвет, а при остывании становится светлее;
- скорость остывания. Металл в отличии от шлака застывает намного быстрее;
- структура остывшего металлического сплава более плотная, а шлаковые включения являют собой рыхлую корочку;
- текучесть. Металл при расплавлении более жидкий, что способствует большей его подвижности. В процессе сваривания несложно увидеть, как он закипает. Шлак более тягучий и хуже прогревается.
Отличить шлак от металла при сварке можно непосредственно в момент, когда он появляется в сварочной ванне. Если проследить как расплавляется металл, то можно увидеть возникновение яркого света под кончиком электрода, а за его очертаниями видны четкие контуры стыкового соединения и самой сварочной ванны. Металл определяется по светлому оттенку, шлак — по темному.
Почему шлак нужно удалять
Шлаковые включения в основном состоят из оксидов за счет пористой структуры существенно понижают прочностные свойства металла. При эксплуатации сварной конструкции оксиды из шлака способны вступать с железом в химическую реакцию, что приводит к ее разрушению. Поэтому сразу после остывания, когда шлак становится черным его необходимо удалять.
На начальном этапе сварки образовавшийся над ванной шлак с окислами защищает металл от быстрого охлаждения. Поскольку намного медленнее понижается температура металла, при удалении шлака после сварки швы получаются более ровными и однородными.
Есть и другие причины, по которым рекомендовано удалять после сваривания деталей образовавшийся на стыках шлак:
- намного легче проверить качество сварного соединения, когда на нем отсутствуют шлаковые включения;
- нередко на готовые изделия наносят лакокрасочные покрытия, а наличие шлаковых вкраплений существенно ухудшает внешний вид конструкций;
- при необходимости выполнить шок в несколько слоев сперва необходимо удалить шлак и только после этого создавать следующий слой.
Обратите внимание! Если не удалить сварочный шлак, применение готового изделия может быть невозможным из-за присутствующих дефектов в виде волчков и неметаллических включений. Особенно важно это для конструкций, которые при эксплуатации будут подвергаться высоким внешним нагрузкам.
Как минимизировать шлаковые включения при сваривании металлов
Многих начинающих мастеров беспокоят вопросы «почему много шлака при сварке инвертором». Как правило такие проблемы наблюдаются при сварке, когда элементы находятся в нижнем положении. В случаях, когда деталь расположена под уклоном, то шлак стекает намного быстрее чем жидкая металлическая смесь из сварочной ванны. В связи с тем, что шлак не успел выйти наружу, он остается в сварочном шве.
Также шлаковые образования появляются при чрезмерно больших зазорах или при недостаточном токе в отношении к толщине металла. Намного реже проблемы со шлаком возникают при создании вертикальных швов, при этом шов остается сверху, а шлак стекает вниз.
Некоторые профессиональные сварщики советуют ставить заготовку под уклоном и варить сверху вниз, другие предлагают использовать для сварки электроды без шлака с темным покрытием.
Чтобы внутрь сварочной ванны не попадали частички шлаков, следует координировать направление электрода. Располагать его нужно таким образом, чтобы при испарении электродного покрытия поток газа такой дефект «выдувало» на внешнюю поверхность соединительного стыка. Оставлять шлак в сварочной ванне нельзя. Он быстро должен кристаллизироваться, что позволит удалить его без особых усилий.
Как избавиться от шлака
Чтобы при сваривании избавиться от шлака, можно попытаться увеличить дугу. Это предотвратит затекание шлаковых образований под сварочную ванну.
Изменением полярности тока при сварке инвертором и движением от минуса к плюсу электродом можно предотвратить накопление шлака в шве. Нельзя на одном месте слишком долго задерживаться, перемещать дугу необходимо быстро и равномерно.
Если габариты изделия позволяют, можно попытаться обратно «загнать» шлак, меняя угол наклона детали. Меньше шлака дает инверторная сварка на обратных токах. Такой аппарат лучше всего использовать начинающим сварщикам, поскольку они предотвращают залипание электрода и в разы упрощают сварочный процесс.
Интересное видео
Типичные ошибки начинающих сварщиков
Итак, если Вы новичок в сварке и благодаря ТД «Дока» только что приобрели отличный сварочный аппарат инверторного типа и замечательную маску «хамелеон», тогда это статья для Вас.
Прежде чем приступать к выполнению сварочных работ, хотелось бы поговорить о правилах безопасности при работе со сварочным оборудованием. Не стоит игнорировать данный момент. Настоятельно рекомендуем изучить ПУЭ (Правила эксплуатации электроустановок) глава 7.6 «Электросварочные установки». Будьте уверены, что из этого документа Вы почерпнете много полезной информации не только о правилах безопасности при обращении со сварочным оборудованием, но и о электробезопасности всего Вашего загородного дома, дачи.
Далее Вам определенно потребуется качественные перчатки сварщика (краги) и одежда из негорючего материала. Многие пытаются варить в хозяйственных (садовых) перчатках и иногда даже в одежде без рукавов. Поверьте – ожоги от брызг сварки весьма болезненны и заживают очень долго. Также обязательно застегивайтесь на все пуговицы и одевайте качественную обувь. Особенно памятные случаи были с залетанием раскаленного металла и шлака за шиворот и в сапоги с заправленными в них штанами. Крики, танцы, чудеса ловкости начинающих сварщиков.
Старайтесь избегать по возможности использование длинных переносок, так как это ведет к существенным потерям мощности сварочных аппаратов. Если вы все же используете такую переноску, разматывайте кабель с катушки до конца.
Электроды обязательно должны быть просушены, при необходимости прокалены. Вам как новичку и так возможно будет непросто разжигать сварочную дугу, делать это непрокаленными электродами в разы труднее. Режимы (температура и время) прокалки указываются на упаковке электродов. В нашем магазине найдется все для сварки, поэтому если Вы решите купить печь или пенал для прокалки электродов то мы будем рады Вам помочь в выборе.
Маска «хамелеон» должна быть настроена под конкретный вид работы и величину сварочного тока. Обязательно внимательно прочтите паспорт или инструкцию по эксплуатации к сварочной маске. Не начинайте сварку, не убедившись в том, что светофильтр исправен. Некоторые забывают перевести его из положения Grind (зачистка) — получают приличного «зайца».
Сварочный ток должен быть подобран в соответствии с типом выполняемого сварочного соединения, не забывайте что в нижнем положении он всегда выше на 20-30% чем в потолочном и на 10-20% чем в вертикальном. Ориентировочная сила тока указывается на коробке с электродами.
Для новичков желательно начинать варить с рутиловых электродов типа МР3-С.
Не рекомендую использовать электроды УОНИ или дедовские запасы «лохматых годов», на первый раз возьмите свежие МР3-С или АНО-21.
Не стоит сразу пытаться варить изделие: бак для бани, либо ставить забор и т.д., несмотря на то, что это в общем-то не очень и трудно. Помните, что главным оружием солдата-новобранца является лопата, а начинающего сварщика — угловая шлифовальная машинка, она же «болгарка». Поэтому для того, чтобы свести использование главного орудия к минимуму в дальнейшем, начинать нужно с наложения (наплавки) пробных валиков, чтобы «почувствовать сварку».
Желательно для первых тренировок найти толстую пластину металла достаточного размера. Зачистите болгаркой до металлического блеска поверхность металла и наложите пробный валик в нижнем положении углом вперед без колебаний электрода слева направо если вы правша и справа налево если левша.
Поэкспериментируйте с величиной сварочного тока и манипуляциями электродом.
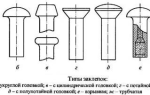
Далее наплавляйте валики, производя колебательные поперечные движения. Обычно геометрия манипуляций электродом представляет собой варианты, представленные на рисунке ниже. Валик должен получаться ровным с равномерными чешуйками. Общее правило у профессионалов: сварочный ток должен быть максимально возможным для качественного провара и внешнего вида.
Старайтесь держать короткую дугу, т.е. электрод должен быть постоянно в 2-3 мм от сварочной ванны, для этого его нужно постепенно плавно подавать в зону сварки, исходя из скорости и величины тока. Это тоже надо прочувствовать.
Клемму заземления или «массу» старайтесь крепить как можно ближе к месту сварки. Электрод зажимайте в держаке плотно. Следите за тем, чтобы огарок был не менее 10 см, не стоит дальше жечь электрод.
Наблюдайте за сварочной ванной. Научитесь отличать металл от шлака. Шлак через сварочную маску, выглядит как темные пятна на солнце.
После окончания сварки аккуратно обстучите специальным молоточком шлак. Подчеркиваю аккуратно, не стоит долбить со всей дури, случаев попадания не остывшего шлака на открытые участки кожи и в глаза предостаточно, причем, как правило, страдают именно новички. Если у Вас маска «хамелеон» тогда желательно ее вообще не поднимать при данной операции.
Зажигайте сварочный электрод либо легким постукиванием, либо «чирком» как спичку.
Если электрод прилип и после того как вы его оторвали, не зажигается, то необходимо потихоньку обломать обмазку руками, так как в таких случаях обычно сгорает стержень электрода. Если вы будете стучать электродом, что есть мочи, то наоборот обмазка отлетит больше, чем надо и останется голый стержень, и снова вероятность залипания увеличится в геометрической прогрессии.
Также рекомендуем поэкспериментировать с крутилкой Arc Force (форсаж дуги) на сварочном аппарате. Она предназначена для регулировки «жесткости дуги». «Мягкая дуга» обеспечивает малое разбрызгивание при мелкокапельном переносе, а «жесткая» позволяет получить глубокое проплавление сварного шва. Также регулировку Arc Force многие сварщики «в теме» используют для предотвращения залипания электрода. Обычно в таких случаях при начале сварки выкручивают ее на полную, а после розжига дуги возвращают в требуемое положение.
Следующий этап курса молодого бойца – вертикальные валики.
Прихватываем пластину, например к заборному столбу, и пробуем положить вертикальный шов. Направление сварки снизу вверх. Если электроды рутиловые, то сварка производится в «отрыв», иначе сварочная ванна «потечет».
В принципе если Вы успешно выполнили наплавку в вертикальном положении, то можно потихоньку приступать к «заборостроению». Для начинающих любителей этого будет достаточно, а остальному научитесь «в бою».
Но для особо пытливых можно попрактиковаться в горизонтальных и потолочных положениях.
Конечно, мало у кого сразу получится хорошо наплавить валик в потолочном положении, однако это даст Вам пищу для размышлений как формируется сварной шов, как себя ведет металл при сварке и т.д.
Для успешного «заборостроения» необходимо не только владение сваркой, но правильной подгонкой, подготовкой под сварку.
Учтите что при сварке металл всегда «сжимается», также его ведет в ту сторону, с которой вы варите. Учитывайте поводки и стягивание при сварке, так как это может сильно сказаться на размерах Ваших конструкций. Рекомендуем по возможности собирать конструкцию на прихватках, применять специальные приспособления (струбцины и т.д.), далее после этого как следует еще раз проверить размеры и геометрию, а обваривать «намертво» конструкцию в самом конце. Если шов длинный, то настоятельно советую варить его от центра к концам короткими швами «в разбежку», в шахматном порядке, если шов двусторонний. Принцип «семь раз отмерь, один отрежь» — в случае сварочных работ актуален как никогда. Это поможет избежать проблем описанных выше.
Если что-то не получается, не отчаивайтесь – обязательно получится позже. Сварка любит терпеливых и настойчивых, учит быть таковыми. В любом случае, ТД «ДОКА» желает Вам удачи!
Копирование контента без указания ссылки на первоисточник ЗАПРЕЩЕНО.