Содержание
Технология клепки металла
Тема 12: «Клёпка»
Клепка — это получение неразъемных соединений при помощи заклепок, применяемых при изготовлении металлических конструкций (фермы, балки, различного рода емкости и рамные конструкции).
Заклепка представляет собой цилиндрический стержень из пластичного металла, на одном конце которого выполнена головка, называемая закладной. В процессе выполнения операции клепки второй стороне стержня, устанавливаемого в отверстия соединяемых заготовок, образуется вторая головка заклепки, которую называют замыкающей. Закладная и замыкающая головки в основном бывают полукруглыми и потайными. Необходимость применения пластичного металла для изготовления заклепок связана с тем, что ее головки образуются в результате пластического деформирования стержня заклепки. При выполнении заклепочных соединений заклепки следует выбирать из того же материала, из которого выполнены детали, подлежащие соединению. Это предупреждает появление гальванических пар, приводящих к коррозии в месте соприкосновения заклепки и детали. Процесс клепки состоит из двух этапов — подготовительного и собственно клепки.
Подготовительный процесс клепки включает в себя сверление или пробивку отверстия под заклепку и формирование углубления в нем с помощью зенкования под закладную и замыкающую головки, если это необходимо. Собственно клепка включает в себя установку заклепки в подготовленное отверстие, натяжку склепываемых заготовок, формирование замыкающей головки и зачистку после клепки. В зависимости от характера заклепочного соединения клепка выполняется холодным (без нагрева) и горячим (с предварительным нагревом заклепки до температуры 1000… 1 100°С) способом. На практике горячая клепка применяется в тех случаях, когда используются стальные заклепки диаметром свыше 12 мм.
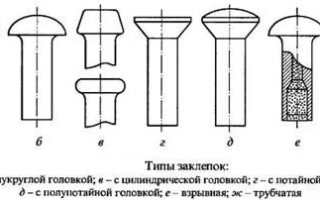
Типы заклепок и заклепочных швов:
Наиболее часто при монтажных работах применяются типы заклепок с полукруглой и потайной головкой. В связи с тем, что заклепки с потайной головкой недостаточно прочно соединяют детали в месте клепки, их применение ограничено.Такой тип заклепок используются только в тех случаях, когда их головки по условиям эксплуатации конструкции не должны выступать над ее поверхностью. В зависимости от назначения и условий эксплуатации возможно употребление заклепок и с другими формами головок
При ручной клепке применяют слесарные молотки с квадратным бойком, поддержки, обжимки, натяжки и чеканы.Массу молотка выбирают в зависимости от диаметра заклепки.
Инструменты для ручной клёпки.
Поддержки являются опорой при расклепывании стержня заклепок. Форма и размеры поддержек зависят от конструкции склёпываемых деталей и диаметра стержня заклепки, а также от выбранного метода клепки (прямой или обратный). Поддержка должна быть в 3. 5 раз массивнее молотка.
Обжимки служат для придания замыкающей головке заклепки после осадки требуемой формы. На одном конце обжимки имеется углубление по форме головки заклепки.
Натяжка представляет собой бородок с отверстием на конце; она применяется для осаживания листов.
Чекан представляет собой слесарное зубило с плоской рабочей поверхностью и применяется для создания герметичности заклепочного шва, достигаемой обжатием (подчеканкой) замыкающей головки и края листа.
Прочный шов применяется в тех случаях, когда необходимо получить соединение повышенной прочности. Как правило, это соединения в различных несущих конструкциях: балки, колонны, подъемные сооружения и другие подобные конструкции.
Плотный шов используется при клепке резервуаров и сосудов для жидкостей, трубных соединений для транспортировки газов и жидкостей под небольшим давлением.
Прочноплотный шов служит для соединения деталей в устройствах и конструкциях, работающих под большим давлением, например в паровых котлах.
По взаимному положению деталей соединения различаются два типа швов: встык и внахлестку. Соединение деталей встык осуществляется с помощью накладок. В соединении используется одна или две накладки. Заклепки при любом виде соединения можно располагать в один, два, три и более рядов. В зависимости от количества рядов заклепок в соединении различают одно-, дву- и многорядные заклепочные соединения.
Независимо от применяемых инструментов и приспособлений склёпываемые детали располагают таким образом, чтобы закладные головки заклёпок находились сверху. Это позволяет вставлять заклёпки предварительно.
Необходимое количество, диаметр и длину заклёпок определяют расчётным путём.
Длина l(мм) стержня заклёпки для образования замыкающей потайной головки определяется по формуле l=S+(0,8…1,2)d, гдеS– толщина склёпываемых листов, мм; d – диаметр заклёпки, мм.
Для образования полукруглой замыкающей головки l=S+(1,2…1,5)d.
По расчётному значение подбирают ближайшее большее значение из числа длин заклёпок, предусмотренных стандартом.
Расстояние от центра до края склёпываемых листов должно составлять 1,5d.
Диаметр отверстия должен быть больше диаметра заклёпки.
Расстояние между заклепками в соединении выбирается в зависимости от типа соединения (однорядное или двурядное). В однорядных швах расстояние между осями заклепок (шаг) должно быть равно трем диаметрам заклепки, а расстояние от края соединяемых деталей до оси заклепок в соединении должно составлять не менее полутора диаметров. При выполнении двухрядных швов это расстояние соответственно должно быть равно четырем диаметрам заклепки и полутора, как и в однорядном соединении. Расстояние между рядами заклепок в таких соединениях должно составлять два диаметра.
При выполнении клепки крупногабаритных деталей широко применяются ручные механизированные инструменты и стационарное клепальное оборудование.
Наиболее распространенным механизированным инструментом для клепки являются пневматические (реже электрические) клепальные молотки, имеющие различные конструкции.
• При клепке следует выполнять общие требования техники безопасности (работать исправным инструментом, на рабочем месте не держать ничего лишнего и т. д.).
• При регулировании пневматического инструмента нельзя пробовать молоток, придерживая обжимку руками, так как из-за большой силы удара удержать ее очень трудно, в результате могут быть повреждены руки. Поддержку не следует сжимать в руках, ее лишь надо направлять на заклепку.
• Клепка сопровождается резким стуком, вредно действующим на слух и нервную систему работающих и понижающим производительность труда.
Что такое заклепки
Самый старый и наиболее надежный способ соединения листового материала с помощью заклепок до сих пор используется в наиболее ответственных местах соединения металла. Правильно подобранная заклепка выдерживает нагрузку не хуже сварочного соединения. Для вибраций или знакопеременной нагрузки лучше заклепки еще ничего не придумали.
Виды заклепок
Разновидностей заклепок существует не так много, как может показаться на первый взгляд:
- Простая заклепка общего назначения по ГОСТ 10299 80. Их легко отличить по грибовидной форме, называемой еще системой с замыкающей головкой. Для такой заклепки характерна высокая прочность и стойкость при любых нагрузках;
- Заклепка вытяжная, используется для «сшивания» двух листов металла в случаях, когда доступ к соединяемым листам возможен только с одной стороны. Параметры и описание определяются ГОСТ 15973—2005;
- Наиболее технологичными принято считать резьбовые заклепки, они боле удобны в работе и позволяют создавать разборное соединение, DIN 7338.
Применение заклепок
Выбор конкретных параметров и разновидности крепежа определяется тремя основными критериями:
- Обеспечения необходимой прочности соединения, с учетом дополнительных параметров и требований к шву;
- Технологическими возможностями оборудования для работы с конкретным видом заклепочного соединения;
- Экономической целесообразностью использования клепаного соединения;
Резьбовые гайки-заклепки
Способ соединения с помощью резьбовых заклепок сегодня можно назвать самым универсальным. Основная идея соединения заключается в остроумной идее фиксации тела заклепки в клепочном отверстии. Для этих целей используется заклепочник для резьбовых заклепок. Сама резьбовая конструкция представляет собой полую гильзу с внутренней резьбой.
При выполнении соединения эта гильза вставляется в просверленное отверстие и выравнивается таким образом, чтобы соединяемые части плотно прилегали друг к другу. После этого в резьбовое отверстие внутрь заготовки вкручивается стержень заклепочника. Передняя стенка гильзы фиксируется опорной поверхностью инструмента, не давая заклепке выйти из отверстия. Чтобы расклепать гильзу, стержень заклепочника перемещается с большим усилием в сторону опорной поверхности. Гильза при этом сминается и осаживается, тем самым образуя прочное неподвижное соединение.
Стержень заклепочника свободно выворачивается из тела втулки. Чаще всего применяются заклепки алюминиевые, латунные или медные. Использование последних ограничено высокой стоимостью, поэтому они устанавливаются в тех случаях, когда нужно обеспечить хороший электрический контакт между соединяемыми поверхностями.
К достоинствам резьбового заклепочного соединения относят ее «малотравматичность». При работе стержня заклепочника соединяемый металл не испытывает больших нагрузок или деформаций. Резьбовой втулкой легко соединять тонкостенный металл или профиль сложной конфигурации. Такой крепеж широко используется в сборке бытовой техники, в соединении отдельных узлов облицовки автомобилей, при изготовлении различного рода конструкций из профнастила.
Вытяжные заклепки
Недостатком резьбовых видов клепки является их высокая стоимость и относительно небольшая скорость выполнения соединений. Поэтому для случаев, когда соединяемые листы металла, профиля требуется соединить с использованием нескольких сотен или тысяч точек, применяют вытяжной вид заклепки.
Это могут быть стальные, латунные метизы, заклепки из алюминия, сплавов алюминия и кремния. В отличие от резьбовой, в вытяжной схеме деформация гильзы осуществляется с помощью стержня с утолщением на конце, запрессованного внутрь тела крепежной втулки. Как и в предыдущем случае, чтобы осадить тело заклепки, ее торец упирают в опорную поверхность заклепочника, после выравнивания центральный стержень с усилием вытягивают на несколько миллиметров. В результате стенки гильзы деформируются, образуя достаточно прочное неразъемное соединение. Хвостовик стержня чаще всего обламывается или обрезается по уровню среза гильзы.
Классическая конструкция заклепки
Основным метизом для клепки листов в машиностроении считаются заклепки стальные, нормированные требованиями еще советского ГОСТа 10299 80. Они чаще всего соединяют высоконагруженные стальные конструкции, используемые в строительном деле. Например, в каркасах и опорных сборках. Преимуществом классической формы является возможность соединения двух листовых поверхностей толщиной более 30 мм.
В отдельных случаях ГОСТ 10299 80 допускает соединение сборки до 35 мм. В отличие от предыдущих видов заклепок, классическую заклепку устанавливают только при наличии опорной поверхности с обратной стороны плоскости соединения. Это необходимо для компенсации ударной нагрузки по заклепочному хвостовику.
Технология клепки выполняется в следующем порядке:
- Линию, по которой будет осуществляться установка заклепочного соединения, размечают точками под сверловку отверстий в соединяемом металле.
- Листы металла фиксируют с помощью механических приспособлений типа струбцин или даже точечной сваркой. Выполняют сверление крайних точек установки крепежа, в которые вставляют центрирующие металлические штифты. При этом диаметр отверстий выбирают в соответствии с рекомендациями ГОСТ 10299 80 примерно на 10% больше диаметра тела хвостовика.
- В просверленное отверстие вставляется метиз таким образом, чтобы головка находилась с обратной стороны соединяемой поверхности. Длина крепежа также выбирается в соответствии с ГОСТ 10299 80. Это обеспечит формирование второй головки из хвостовика нормальных размеров после его расклепывания молотком или электрическим ударником.
При выборе более тонкого по диаметру стержня его прочности может не хватить для жесткого соединения. В этом случае перерезающее усилие в радиальном направлении способно оборвать по очереди большую часть соединений. После расклепывания металл крепежа должен полностью заполнить отверстия с небольшим натягом.
Не следует пренебрегать рекомендациями ГОСТа 10299 80 при выборе длины хвостовика крепежа. Слишком длинный хвостовик помешает правильной деформации и осаживанию металла. Слишком короткий не обеспечит образование второй головки необходимых размеров и прочности.
Для увеличения пластичности заклепки из определенных марок стали могут перед установкой разогреваться до высокой температуры с проковкой головок и закалкой крепежа. Заклепки алюминиевые, медные, латунные перед установкой могут проходить обработку специальными жидкостями, предупреждающими развитие электрохимической коррозии.
Заключение
Несмотря на значительную трудоемкость установки и некоторую архаичность заклепочного крепежа, клепаное соединение до сих пор широко применяется в конструкциях самолетов, судов, железнодорожных мостов. Поэтому в ближайшие 20-30 лет характер и способ использования заклепочного соединения, скорее всего, не изменится.
Клепка, паяние, склеивание
Клепка — это процесс соединения нескольких деталей с помощью заклепок. Заклепочные соединения неразъемные (рис. 1.18).
Заклепки представляют собой металлические стержни цилиндрической формы с головкой на одном конце, называемой закладной. Закладные головки заклепок бывают полукруглыми, плоскими и пр. (рис. 1.19).
Рис. 1.18. Заклепочное соединение:
- 1 — стержень заклепки; 2 — замыкающая головка; 3 — соединяемые детали; 4 — закладная головка; 5 — однорядный шов внахлест;
- 6 — двухрядный шов с накладками
Рис. 1.19. Типы заклепок.
а — заклепки без сердечника; 6 — то же с сердечником; в — то же типа ЦАГИ;
- 1 — с полукруглой головкой высокой; 2 — то же с низкой; 3 — с плоской головкой; 4 — с потайной головкой; 5 — с полупотайной головкой; 6 — взрывная двухкамерная;
- 7 — сердечник; 8 — протяжной захват; 9 — кусачки
Процесс клепки состоит из постановки заклепок в совмещенные отверстия соединяемых деталей и образования замыкающей головки путем механического воздействия на свободный конец заклепки. Для получения полукруглой замыкающей головки часть заклепки после установки ее в отверстие должна выступать на 1,3-1,5 диаметра стержня заклепки. Материал заклепок принимают в зависимости от материала скрепляемых деталей, но во всех случаях металл заклепок должен быть несколько мягче, чем металл склепываемых деталей. В санитарной технике для соединения стальных деталей используют заклепки из углеродистой стали 2 и реже из низколегированной стали 0,9Г2.
Соединение двух металлических листов и более путем клепки осуществляют с помощью расположения заклепок в ряд (однорядный шов) или в несколько рядов. Расстояние между заклепками в однорядном шве принимают равным трем диаметрам заклепки, а в
многорядном — четырем диаметрам. Расстояние между швами обычно не превышает двух диаметров заклепки.
Клепку ведут холодным и горячим способами. Холодным способом клепка выполняется без разогрева заклепок. Диаметр заклепок при этом способе не превышает 8 мм. Диаметр отверстия должен быть больше диаметра заклепки на 0,1—0,2 мм. Горячая клепка ведется заклепками, предварительно нагретыми до 500—700 °С. Это обеспечивает повышение пластичности металла, уменьшение усилий при клепании, полное заполнение отверстий, более легкое образование замыкающей головки и повышенную плотность соединения, за счет стягивания соединяемых деталей при остывании заклепок. Диаметр отверстий при горячей клепке должен быть больше диаметра заклепок на 0,5—1 мм. Клепка производится вручную и механизированно. При ручной клепке используют бородок, слесарный молоток, обжимку.
Бородок применяют для правки и центровки отверстий под заклепки, пробивки мелких отверстий в тонколистовой стали и для выбивки забракованных заклепок.
Слесарный молоток подбирают по массе в соответствии с диаметром заклепки.
Обжимка используется для формирования замыкающей головки заклепки, по которой наносят удары слесарным молотком или пневматическим молотком.
Поддержка служит для удержания заклепки во время нанесения ударов молотка и плотного прижатия закладной головки к склепываемому пакету деталей. Поддержка представляет собой массивный стержень с углублением в торце, в которое упирается закладная головка.
Натяжка служит для плотного прижатия склепываемых деталей. Клепка выполняется на наковальне, в тисках или навесу вдвоем. При клепке необходимо соблюдать меры предосторожности: совпадение отверстий следует проверять только бородком; инструмент, используемый при клепке, должен быть исправен и предназначен для этой операции; необходимо следить, чтобы в процессе нанесения ударов по обжимке было бы исключено нанесение ушибов и ранений.
Паяние — это процесс соединения металлических частей с помощью металла (припоя), который в процессе паяния, расплавляясь, проникает в зазор между соединяемыми деталями, образуя паяный шов.
В зависимости от температуры плавления различают мягкие и твердые припои.
Мягкие припои плавятся при температуре ниже 400 °С и применяются в тех случаях, где высокая прочность пайки не обязательна.
Примером пайки мягкими припоями может служить паяние латуни, меди, белой жести, оцинкованной стали, железа оловянно-свинцовыми припоями марок ПОС-90, ПОС-ЗО и т.п. Буквы, входящие в обозначение этих марок означают следующее: П — припой, О — олово, С — свинец. Цифры указывают, сколько в этом припое процентов (по массе) олова, остальное — свинец. Температура плавления таких припоев составляет 220—260 °С. Оловянно-свинцовые припои поставляются в виде прутков, проволок и трубок (трубки заполнены канифолью).
Твердые припои плавятся при температуре около 700 °С и применяются для образования прочных температуроустойчивых швов. В качестве твердых припоев наиболее часто применяют медно-цинковые и серебряные сплавы. Для спайки бронзы, стали, серого чугуна используют припои с содержанием меди до 68%. Медно-цинковые припои поставляются в форме зерен размерами 0,2-3 мм (класс А) или 3-5 мм (класс Б). Серебряные припои выпускаются в виде полос и проволоки. Для спаивания деталей из алюминия и его сплавов применяются припои на алюминиевой основе с температурой плавления 525 °С. При такой температуре на поверхности алюминия образуется прочная тугоплавкая пленка окислов. С целью нейтрализации этого явления в зазор соединения вносят флюс, который в процессе паяния предохраняет металл от окисления. Флюс плавится раньше припоя, растекаясь по поверхности, и удаляет оксидную пленку до начала плавления припоя. Благодаря этому припой беспрепятственно затекает в зазоры и прочно соединяет детали.
Применяют следующие флюсы: хлористый цинк (для пайки меди, латуни, бронзы и стали), соляную кислоту (для пайки цинка, чугуна), буру (при пайке твердыми припоями), канифоль (при паянии электропроводов), смесь хлористого цинка и хлористого натрия (для пайки алюминия), а также различные паяльные пасты (тиноль, флюдор и др.).
Хлористый цинк можно приготовить путем опускания кускооб-разного цинка в 50%-ную соляную кислоту до тех пор пока кислота перестанет «кипеть». После этого в травленую кислоту добавляют 0,5 части нашатырного спирта и сильно взбалтывают до тех пор, пока раствор станет прозрачным.
Места нанесения паяльного шва должны быть очищены от жира, окалины, грязи. Зазор между деталями должен быть в пределах 0,05—0,15 мм. Перед пайкой поверхность алюминиевых деталей очищают путем травления в щелочах, промывания водой, осветления в азотной кислоте и вновь промывания водой.
Паяние мягкими припоями осуществляют паяльниками, изготовленными из чистой меди. Форму паяльника и его размеры выбирают в зависимости от характера соединяемых деталей. В большинстве случаев применяют молотковые паяльники с углом заправки 25-45 °С. Паяльник нагревают до 400 °С, очищают от окалины, смазывают хлористым цинком и обслуживают припоем. Затем паяльником медленно прогревают будущий шов, предварительно смазав его флюсом, и прижимают припой к паяльнику для заполнения зазора в шве расплавленным припоем. Припой, пристав к поверхности шва, остывает и, затвердевая, скрепляет спаиваемые детали.
Паяние твердыми припоями осуществляют в такой последовательности. Очищенные поверхности скрепляют мягкой проволокой в положении, в котором они должны остаться после паяния, и места пайки обмазывают бурой. Затем в швы закладывают кусочки припоя и нагревают в горне (или паяльной лампой) до тех пор, пока припой расплавится и заполнит спаиваемые швы. При остывании кромки шва прочно скрепляются.
Для защиты поверхностей от ржавления и окисления применяют лужение и цинкование. Эти процессы связаны с нанесением тонкого слоя защитного металла на поверхности деталей (оребрение калориферов, поверхности теплообменников, труб).
Склеивание — это процесс соединения деталей с помощью специальных клеев, соответствующих склеиваемым материалам. Для склеивания пластмассовых деталей используются эпоксидные клеи типа Л-4 и ВК-32-ЭМ, ЭД-5 и ЭД-6 с применением отвердителя, пластификатора и наполнителя, а также клеи на основе термореактивных полимеров БФ. Склеивание происходит при подогревании клеевого шва до температуры от 20 до 200 °С в зависимости от марки клея. После отвердения клеевое соединение стойко к щелочам, минеральным кислотам и пр. Эпоксидными клеями можно склеивать металлы, стекло, керамику, кожу ткани. При работе с клеями необходимо оберегать лицо и руки от попадания на них брызг клея, а после работы следует тщательно вымыть руки горячей водой с мылом.
Резьбовые заклепки
В прошлом к наиболее распространенным крепежным элементам относились заклепки (особенно в середине XX в.). К настоящему времени они значительно вытеснены, но все же сохранили актуальность в некоторых случаях. Далее рассмотрен один из типов крепежных элементов – резьбовые заклепки: их общие особенности, классификация, сферы и технология применения.
Особенности
Заклепки представляют собой крепежные элементы в виде втулки либо стержня с закладной головкой с одного конца и с замыкающейся в процессе заклепки головкой с другого. От вытяжных заклепок резьбовые отличаются наличием резьбы. То есть они представляют собой шестигранные либо цилиндрические втулки с опорным бортиком в верхней части и резьбой в нижней. Верхняя часть выполнена в виде тонкостенной трубки без резьбы и нередко имеет продольную наружную насечку. В процессе монтажа она деформируется. Вертикальная насечка на верхней части обеспечивает равномерную деформацию и предотвращает разрыв материала.
К достоинствам резьбовых заклепок относят:
- простоту применения;
- прочное скрепление элементов из хрупких и тонких материалов вроде листового металлопроката без деформации;
- возможность односторонней фиксации в случае превышения совокупной толщиной соединяемых деталей длины крепежного элемента без потери прочности;
- сохранение прочности соединения с течением времени;
- механическая и химическая неагрессивность;
- сохранение целостности поверхности и лакокрасочного покрытия;
- возможность соединения элементов из различных материалов;
- отсутствие механических напряжений в конструкции;
- возможность демонтажа и повторной установки.
Несмотря на то, что в настоящее время в большинстве случаев вместо заклепок используются сварные или склеиваемые соединения, рассматриваемые крепежные элементы имеют ряд преимуществ в сравнении с ними, определяющих их незаменимость в некоторых узлах. Во-первых, резьбовые заклепки выдерживают термическое воздействие. Во-вторых, они не вызывают структурных изменений элементов при монтаже, в отличие от сварки, что особо актуально при соединении деталей из различных материалов, поведение которых может быть непредсказуемо. В-третьих, резьбовые заклепки обеспечивают сохранение подвижности.
Однако данные крепежные элементы имеют ряд недостатков:
- монтаж осложнен необходимостью предварительного проделывания отверстий;
- большинство резьбовых заклепок не обеспечивает герметичность швов;
- монтаж связан с высоким уровнем шума.
Ввиду многообразия резьбовых заклепок классификация их весьма сложна.
Так, по материалу их дифференцируют на:
- из углеродистой стали;
- из нержавеющей стали;
- алюминиевые;
- медные.
Кроме того, существуют полимерные модели (неопреновые). Чтобы их установить не требуются специализированные инструменты, ввиду чего их называют самоустанавливающимися.
По типу резьбы выделяют:
- гаечные – с резьбой на внутренней поверхности, создающие неразборное соединение (резьбовые заклепки-гайки);
- винтовые – резьба расположена на внешней поверхности, создают разборные соединения.
Кроме того, по форме головки резьбовые заклепки классифицируют на плоские и потайные, по профилю ножки – на круглые и шестигранные, по конфигурации борта – на открытые, потайные, малые, закрытые, большие.
К тому же данные крепежи выпускают под различные диаметры и шаг резьбы навешиваемых элементов. Для заклепок с внутренней резьбой обычно используются диаметры M4 – M8, для винтовых – M3 – M16.
Наконец, существуют резьбовые заклепки с дополнительными специфическими параметрами: электропроводящие, с увеличенной головкой, с виброизоляцией, с повышенным усилием, с метками, герметичные, с дюймовой резьбой и т. д.
Применение
Резьбовые заклепки подходят для любых соединений, однако наиболее уместны в случаях отсутствия доступа к обратной стороне по завершении сборки. Они применяются обычно для соединения листовых материалов. Резьбовые заклепки значительно проще прочих типов соединений: использовать их проще, чем осуществлять сварочные работы либо нарезать резьбу. Некоторые из них обеспечивают возможность дополнительного крепления с применением винтов либо болтов.
Сфера использования во многом определяется типом резьбовых заклепок. Так, элементы из цветных металлов востребованы, прежде всего, при декорировании ввиду хороших эстетических свойств. Нержавеющие и стальные заклепки применяются для узлов, рассчитанных на сложные эксплуатационные условия, ввиду того, что они обеспечивают повышенную прочность соединений и устойчивы к коррозии. Гаечные резьбовые заклепки целесообразны в условиях ограниченного пространства и при отсутствии доступа к обратной стороне узла. Шестигранные модели исключают возможность проворота. К тому же, как было отмечено, существуют варианты с дополнительными свойствами, рассчитанные на специфические эксплуатационные условия.
По принципу установки резьбовые заклепки аналогичны вытяжным. Работы включают несколько этапов.
- Наиболее объемным является подготовительный этап. Основными факторами для создания заклепочного соединения являются тип материала деталей и тип и диаметр резьбы навесного элемента. На основе этого подбирают клепку (с внутренней либо внешней резьбой, по диаметру и т. д.). Исходя из ее размеров выбирают сверло на 0,1 мм больше, чтобы легче поставить ее в отверстие.
- Прежде всего, требуется создать отверстие в точке соединения. Обычно для этого используется дрель. Шестигранные отверстия можно сделать пробойниками, однако они применимы только для тонкого материала. В случае большей толщины материала в сравнении с крепежным элементом следует сделать отверстие чуть больше по глубине, чем длина заклепки, однако сквозное отверстие не требуется.
- Далее на основе резьбы подбирают шток заклепочника и резьбовую заклепку накручивают на него.
- Инструмент монтируют в отверстие.
- Осуществляют сдавливание крепежного элемента путем сведения рукояток либо вращения болта до деформации его задней части. При этом не следует прилагать чрезмерные усилия во избежание срывания резьбы.
- Шток выкручивают из крепежного элемента и проверяют положение резьбовой заклепки.
Следует отметить, что качество шва определяется, в том числе, рядностью. Нередко используют многорядное расположение заклепок по цепной либо шахматной схеме.
В качестве инструмента при монтаже резьбовых заклепок своими руками применяется заклепочник с ручным, гидравлическим либо пневматическим приводом, а также специализированный пресс и автоматическая система.
Долговечность соединения во многом определяется внешним диаметром крепежного элемента. Между данными факторами наблюдается прямая зависимость. То есть чем больше диаметр, тем выше прочность соединения и сопротивление его нагрузкам. Кроме того, прочность определяется такими параметрами резьбовых заклепок, как толщина стенок и отсутствие рифления. Однако данные характеристики также сказываются на сложности и удобстве работы.
Требуемую длину резьбовой заклепки определяют на основе толщины соединяемых элементов. Однако нужно учитывать, что такой крепеж рассчитан на листы толщиной 0,3-6 мм. Так, для узлов толщиной в 1 мм рекомендуется применять модели M3, для 1-3 мм – M6 либо M8, для более 4 мм – M10.
Материал определяет параметры и, следовательно, сферу применения резьбовых заклепок. Так, углеродистая сталь применяется для производства универсальных вариантов, рассчитанных на стандартные соединения. Для обеспечения коррозионной устойчивости изделия из данного материала нередко покрывают цинком. Нержавеющая сталь обеспечивает крепежным элементам устойчивость к термическому воздействию и влажности (то есть антикоррозийную). К тому же данные варианты обладают большей прочностью. Изделия из алюминия характеризуются антикоррозионными свойствами и малой массой. Бронзовые резьбовые заклепки отличаются минимальным искрообразованием. Последние два варианта применяют для скрепления деталей из тех же материалов. Они не рассчитаны на большие нагрузки.
Модели со стандартными бортиками используются для обычных резьбовых соединений. Крепежные элементы с уменьшенным бортиком рассчитаны на достижение наименьшего зазора между соединяемыми элементами. Для той же цели подходят варианты с потайным бортом. Однако они требуют предварительного зенкования отверстий. Кроме того, модели с потайным бортом актуальны для случаев одностороннего монтажа, когда общая толщина соединяемых деталей превосходит длину крепежного элемента. Следовательно, резьбовая заклепка не может обеспечить полноценное сжатие, и фиксация обеспечивается благодаря расширению ее в отверстии.
В случае применения механического заклепочника потребуется прилагать значительные усилия ввиду большого противодействия рассматриваемых крепежных элементов. Пневматическими инструментами пользоваться намного проще, но они весьма дороги.
К настоящему времени заклепки в значительной степени вытеснены сварными и болтовыми соединениями. Тем не менее они сохраняют актуальность в авиационной, судостроительной сферах, сборке мебели и оконных рам, монтаже вентиляционных систем и т. д. По прочности и надежности заклепочные соединения аналогичны сварным.
К тому же резьбовые заклепки актуальны в случаях, когда необходимо установить на поверхности детали при отсутствии возможности нарезания резьбы ввиду малой толщины либо при отсутствии доступа с обратной стороны для использования гайки.
Тема урока «Клепка. Назначение. Виды. Применение». Практическая работа «Соединение деталей заклепками с потайными головками»
Цель:
- Познакомить учащихся со способами соединения деталей из тонколистового металла заклёпками.
- Научить выполнять соединение на заклёпку в потай.
- Формировать технологические знания и умения в процессе изучения и практических действий.
- Воспитать аккуратность, точность, дисциплину и культуру труда.
Тип урока: Комбинированный (освоение новых знаний, обобщение и систематизация изученного, контроль и коррекция технологических знаний и умений).
Методы обучения: Устный опрос; рассказ; демонстрация наглядных пособий; показ приёмов работы; упражнения учащихся; работа с учебником, рабочей тетрадью; выставка работ учащихся; практическая работа.
Материально-техническое обеспечение: оборудование учебной мастерской; учебные таблицы и плакаты; технологические и операционные карты; технологический стенд; комплекты инструментов для клёпки; учебник .
Оформление доски: Тема урока. Новые слова (поддержка, натяжка, обжимка, в потай, внахлёстку)
1. Организационно-подготовительная часть.
— Проверка готовности учащихся к уроку
— Сообщение темы и целей урока.
2. Теоретическая часть.
1. Повторение пройденного материала
Вопросы:
— какими способами можно соединить две или несколько металлических деталей?
(паянием, склеиванием, при помощи болтов с гайками, сваркой, клёпкой)
— какие соединения получаются при соединении болтом с гайкой, при клёпке?
(разъёмное, т.е. можно детали разъединить, не разрушая их; неразъёмное, т.е. чтобы разделить детали друг от друга, необходимо, место их соединения разломать, разрезать)
— где применяется клёпка?
(клёпку можно увидеть в различных инструментах, плоскогубцы, ножовке, ножницах, совках, коньках, ведрах, кастрюлях, граблях и т.д.)
2. Изложение нового материла
— заклёпки для соединения деталей
— инструменты для клёпки в потай
— соединение деталей заклёпками внахлёстку
— порядок клёпки в потай
— правила безопасности при клёпке
Заклёпочные соединения широко используются при сооружении металлических конструкций мостов, балок, опор линий электропередач, а так же в самолетостроении, судостроении и т.д.
1. Заклёпка — крепёжная деталь, которая представляет собой стержень на одном конце которого имеется закладная головка, а на другом при клёпке образуется замыкающая головка, (демонстрация учебной таблицы, модели, запись в тетрадях)
Существуют заклёпки с полукруглой, плоской, потайной, полупотайной головками ( демонстрация учебной таблицы, зарисовка в тетрадях)
Изготовляют заклёпки из: достаточно мягкой стали, цветных металлов: меди, алюминия. (Демонстрация стальной, медной, алюминиевой проволоки)
2. При выполнении заклёпочного соединения применяют специальные инструменты:
(демонстрация учебной таблицы, комплекта инструмента для клёпки)
— натяжки, поддержки, обжимки. Поддержка- массивный цилиндрический стержень с лункой про форме закладной головки заклёпки или без лунки для клёпки в потай.
Натяжка- цилиндрический стержень с отверстием в рабочей части. С помощью натяжки поджимают склёпываемые детали.
Обжимка — стержень с лункой на рабочей части и служит для формирования замыкающей головки заклёпки и придания ей правильной формы.
3. Существуют различные соединения заготовок с помощью заклёпок. Мы с вами сегодня выполним один из них, который называется соединением внахлёстку т.е. когда одна металлическая полоска накладывается на другую. Другие виды соединений мы будем изучать в 6-9 классах.
4. Соединение деталей заклёпками выполняют в следующем порядке. Вначале размечают и накернивают центры будущих отверстий на соединяемых листах. Скрепляют листы (детали ) с помощью ручных тисков, струбцин и сверлят отверстия сразу в обеих деталях, после чего зенкуют отверстия с наружных сторон пластин (деталях).
Сверло подбирают таким образом, чтобы его диаметр был на 0,1- 0,2 мм больше диаметра стержня заклепки. Подбирают соответствующих размеров заклёпку и вставляют в просверленное отверстие.
Устанавливают соединяемые детали головкой заклёпки на поддержку (плиту) и с помощью натяжки и молотка осаживают (уплотняют) соединяемые листы ( детали ). Затем ударами молотка по стержню заклёпки вдоль его оси осаживают стержень. Далее легкими ударами молотка по выступающей части стержня придают ему форму замыкающей головки. Окончательно головку формируют с помощью обжимки.
Для клёпки в потай замыкающая головка формируется в раззенкованной части деталей. Все неровности далее
устраняют бархатным напильником и шлифовальной шкуркой
5. Чтобы не нанести травмы себе и своим товарищам необходимо выполнять следующие правила:
— молоток должен быть надежно закреплён на ручке
— боёк молотка, натяжки не должны иметь выбоин, заусениц, и трещин
— поддержка должна быть надежно закреплена в тисках
— при сверлении отверстий под заклёпки нужно соблюдать правила работы на сверлильном станке.
(демонстрация учителем приёмов порядка клёпки в потай)
3. Тренировочные упражнения
1. Организация рабочего места (учащиеся выполняют упражнение каждый на своем рабочем месте)
2. Вводный инструктаж
Задание: Соединение двух металлических тонколистовых пластин заклёпками в потай.
1. Разметьте и накерните центры четырёх отверстий.
2. Сожмите пластины тисками или струбцинами и просверлите четыре отверстия сверлом диаметром 4мм.
3. Прозенкуйте отверстия с наружных сторон пластин сверлом диаметром 8 мм.
4. Изготовьте 4 заклёпки из алюминиевой проволоки с потайной закладной головкой длиной 8 мм, используя специальное приспособление
5. Соедините детали с помощью заклёпок
6. Проверьте качество соединений и зачистите поверхности мест клёпки с помощью бархатного напильника и шлифовальной шкурки.
4. Закрепление изученного на уроке.
1. Разгадать кроссворд «Клёпка» или ответить на вопросы
— зачем соединяемые детали сжимают ручными тисками? (чтобы не сместились центры отверстий при сверлении)
— как уплотняются пластины (детали) перед клёпкой? ( сближение, уплотнение деталей осуществляется натяжкой и молотком )
— для чего необходимо зенковать отверстия под заклёпку с потайной головкой? (чтобы замыкающая головка образовывалась в раззенкованной части пластины)
2. Работа в тетрадях
Заголовок «Размеры заклёпки с потайной головкой» Записать :»Длина заклёпки складывается из толщины
двух пластин и диаметра стержня заклёпки».
Например: Толщина одной пластины -1,2 мм. Толщина второй пластины -1,2 мм. Диаметр стержня заклёпки — 4мм. Общая длина заклёпки — 6,4 мм.
5. Практическая работа «Соединение деталей оконной щеколды заклёпками в потай».
1. Организация рабочего места ( учащиеся выполняют задание каждый на своем рабочем месте, для выполнения работы имеется все необходимое оборудование)
2. Вводный инструктаж.
Задание:
1. Подготовить соединяемые детали к проведению клёпки
— скомплектовать «Основание 1» с «Накладкой»
— скомплектовать «Основание 2» с «Щеколдой» и «Ручкой»
2. Изготовить три заклёпки из алюминиевой проволоки диаметром — 4 мм. длиной — 6,5-7мм.
3. Склепать «Основание 1» с «Накладкой» двумя заклёпками в потай.
4. Подготовить часть стержня «Ручки» для входа в отверстие «Щеколды» и склепать их.
5. Склепать «Основание 2» со «Щеколдой» одной заклёпкой в потай.
6. Зачистить склёпываемые участки деталей бархатным напильником, шлифовальной шкуркой и проверить качество изделия.
7. При работе соблюдайте правила техники безопасности.
Текущий инструктаж
Самостоятельное выполнение учащимися задания. Текущие наблюдения и контроль за:
— организацией рабочего места
— соблюдение правил техники безопасности
— соблюдение технологии выполнения работ
— оказание своевременной помощи
— ответы на возникающие вопросы
Заключительный инструктаж
— оценка результатов работы учащихся
— выбор лучших работ
— разбор допущенных ошибок и анализ причин
— разъяснение возможностей применения полученных знаний, умений и навыков в ОПТ
6. Итоговая часть
1. Установка на следующий урок
2. Выставление оценок
3. Уборка рабочих мест и приведение учащихся в порядок