Содержание
- Особенности пайки ПНД труб своими руками
- Общие сведения
- Паяльные аппараты
- Процесс проведения работ
- Пайка армированных труб
- Возможные ошибки
- Проверка герметичности
- Рекомендации специалистов
- Как паять трубы ПНД?
- Выбор способа пайки ПНД труб
- Стыковая сварка полиэтиленовых труб
- Муфтовая сварка ПНД труб
- Электромуфтовая сварка
- Приобретение ПНД труб и оборудования для их пайки
- Как паять трубы: инструменты и технология
- Полипропилен
- Полиэтилен
- Поливинилхлорид
- Технология пайки труб и необходимые инструменты: 3 секрета от пайщика
- Пайка труб из меди
- Пайка труб из полипропилена ПВХ (пластика)
- Правильная пайка больших труб из полиэтилена ПНД при нормальной температуре
- Пайка труб из армированного поливинилхлорида
- Руководство по правильной пайке труб из полипропилена
- Трубопроводы из полипропилена, их достоинства
- Виды пластиковых труб, тонкости процесса спайки
- Способы соединения полимерных труб
- Аппараты и другие инструменты для пайки полипропиленовых труб
- Выбираем аппарат для пайки
- Как паять трубы из полипропилена своими руками
Пайка труб ПНД своими руками
Особенности пайки ПНД труб своими руками
Изготовители материалов для укладки инженерных систем предлагают огромный ассортимент современных решений, пришедшие на замену классическим. В том числе это относится к трубам для прокладки системы отопления, ветки ГВС, водопровода. Чтобы выполнить монтаж локального трубопровода из полимерных труб, требуется специальный инструмент и определенный опыт работ. Пайка ПНД труб не является сложной, но нужно знать технологию процесса.
Общие сведения
Процесс спайки полиэтиленовых труб производится за счет выраженных термопластичных характеристик материала. Полипропилен во время нагрева размягчается, получая структуру подобную пластилину.
Возвращение материала к нормальному температурному режиму способствует восстановлению структуры до твердого состояния. На этом принципе основана техника пайки, которая носит название — полифузная сварка.
Способ пайки сантехнических узлов на основе полипропилена сейчас широко распространен. Технология характеризуется простотой и удобством, а также нуждается в минимальном вложении средств и сил.
На сегодняшний день используется два способа соединения свариваемых элементов:
Последний способ сварки подразумевает для этого использование фасонного элемента — трубы или муфты большего наружного сечения. Как правило, с помощью этой технологии производится спайка труб ПНД, сечение которых не более 65 мм. Технология сварки двух элементов в этом случае основана на расплавлении участка трубы по внешней окружности и части муфты внутри. После эти детали плотно соединяются.
В основе первого способа лежит такой же принцип расплавления участков двух элементов с их дальнейшим соединением. Однако в этом случае соединительными частями являются две трубы одинакового сечения, и соединяются они через торцевую поверхность. Этот, казалось бы, простой способ пайки ПНД труб своими руками нуждается в высокой точности обработки мест соединения и точного крепления двух элементов по осям.
Вместе с вышеописанными «горячими» способами также используется метод «холодной» пайки. В этом случае в роли активного паяльного элемента применяется специальный растворитель, который способен размягчать полипропиленовую структуру. Но значительной популярностью этот способ не пользуется.
Паяльные аппараты
Инструкция по пайке полиэтиленовых труб подразумевает использование специального сварочного устройства. По своей конструкции паяльный аппарат напоминает электрический утюг. В основе устройства — массивный стальной нагревательный элемент, где на поверхности находятся металлические съемные насадки различных диаметров.
Выполнение стыковочной сварки отличается особой сложностью. Как правило, в составе специального сварочного оборудования находится не только нагревательная часть, но и система центрирования свариваемых элементов. Чаще всего оборудование для прямой сварки, как и непосредственно техника спайки, нечасто используется в домашних условиях. Приоритетом применения в этом случае является промышленная сфера.
Помимо паяльника, для работы также будут необходимы:
- рулетка;
- труборез;
- шейвер (для армированных труб);
- угольник;
- состав для обезжиривания;
- маркер.
Поскольку работы выполняются на высокотемпературном оборудовании, то необходимо использовать плотные защитные перчатки.
Процесс проведения работ
Нужно не забывать, что работы по сварке полимерных материалов обязаны производиться с условием достаточной вентиляции помещения. Во время нагрева и расплавления полимеры выделяют ядовитые вещества, которые при концентрации сильно влияют на организм человека.
Перед тем как спаять полиэтиленовую трубу, нужно выполнить подготовительные процедуры:
- На плато нагревательного элемента необходимо поставить болванки требуемого размера.
- После датчик температуры нужно выставить на 250ºС.
- Затем необходимо подготовить соединяемые части (обработать обезжиривающим составом, убрать фаску).
- Подключить паяльное оборудование.
- Дождаться пока сварочный аппарат наберет необходимую температуру (должен загореться зеленый индикатор).
После соединяемые части (труба-муфта) одновременно насаживаются на болванки паяльника. Причем трубу нужно насадить во внутреннюю часть одной болванки, а муфту на наружную поверхность второй.
Как правило, концы трубы устанавливаются на границе, отмеченной до этого линии, а муфта вставляется до упора. Нужно не забывать о времени выдержки деталей.
После необходимой выдержки соединяемых элементов на болванках детали снимают и соединяют между собой нагретыми участками. Процесс стыковки нужно производить быстро и четко с соблюдением соосности соединяемых элементов. Допускается выполнять небольшую корректировку по осям (на протяжении 2−3 секунд), но запрещается проворачивать соединяемые части относительно друг друга.
Нужно сказать, что указанное время спайки любых труб может отличаться с учетом условий выполнения работ и характеристик материала. Например, если пайка производится при отрицательных температурах, то указанные нормы могут увеличиваться до 60% с учетом номинала. Для всех отдельно взятых условий время разогрева выбирают с помощью пробной пайки.
Пайка армированных труб
В этом случае непременным условием является удаление защитного материала. Наличие армированного слоя в трубе нуждается в дополнительном нагреве. Но это не самое важное. Как правило, эти изделия имеют нестандартное сечение и не подходят к обычным насадкам сварочного устройства. Их нужно зачистить перед выполнением пайки. Исключение имеют только трубы, которые армированы стекловолокном, эти изделия соединяются стандартно.
С учетом многообразия способов армирования труб используются разные варианты обработки перед соединением. Чаще всего для зачистки применяется швейер. Так называется специальное устройство в форме стальной втулки с ножами. На швейер насаживают конец трубы, которая подлежит спайке, и вращательными движениями удаляют слой армирования до появления пластика.
Если слой армирования находится в середине стенок трубы, то в этом случае для обработки лучше всего использовать другое оборудование, которое называется торцеватель.
Инструмент практически ничем не отличается от швейера, кроме месторасположения и конструкции ножей. После использования торцевателя концевая часть обрабатываемого элемента выравнивается по торцу, также на глубину 2 мм по окружности обрезается часть слоя армирования. Эта обработка дает возможность произвести спайку без дефектов.
Возможные ошибки
Тщательно продуманные и неспешные движения являются гарантией недопущения ошибок. Нужно учесть все особенности выполнения технологии и полностью их соблюдать.
Самые частые ошибки, вследствие которых образуются бракованные узлы прокладываемой системы трубопровода следующие:
- Угол среза соединяемых частей отличается от значения 90 градусов.
- Не произведена чистка поверхности от жирной пленки.
- Недостаточный или чрезмерный нагрев соединяемых элементов.
- Неплотная установка изделия внутрь фитинга.
- Корректировка соединяемых частей после застывания полимера.
- Неполное удаление слоя армирования.
В некоторых случаях на высококачественных материалах сильный нагрев не показывает видимых дефектов. Но в то же время происходит внутренняя деформация, в этом случае расплавленный пластик перекрывает внутренний проход трубопровода. В последующем этот узел теряет работоспособность — быстро забивается и перекрывает передвижение воды.
Если срез торцов отличается от значения 90 градусов, то во время соединения элементов они ложатся по скошенной плоскости. Появляется несоосность стыка, которая заметна, когда уже проложено несколько метров трубопровода. Зачастую из-за этого необходимо переделывать всю работу сначала.
Плохое обезжиривание торцов способствует появлению «островков отторжения». В этих местах полифузное соединение полностью не происходит. Определенное время трубопровод с этим дефектом может работать, однако в любой момент может появиться течь.
Такой же результат могут иметь соединения, которые сделаны с неполной чисткой слоя армирования. Чаще всего армированная труба устанавливается на участках повышенного давления. Оставшаяся алюминиевая фольга на участке спаивания создает зону неконтакта. Этот участок зачастую является каналом, через который происходит протекание воды.
Проверка герметичности
Проверку качества спаивания производят только после того, когда все соединения смонтированы и остыли. Для чего в установленную систему подают воду и производят осмотр трубопровода для определения протечек. Перед заливкой воды необходимо дать смонтированной системе постоять не менее часа при нормальной температуре в помещении, а если воздух имеет низкую температуру, то проверочный запуск производится не менее чем через 5 часов.
Если определились неплотные соединения, то нужно слить воду и переделать эту часть трубопровода, используя новые фитинги и подобрав кусок трубы необходимого размера. Попытка каким-либо образом заклеить соединение изначально обречена на провал. Установка трубопровода нуждается в точном выполнении технологий.
После завершения ремонта заново проверяют качество соединения с помощью заливки воды. Если рассматривается отопительная система, то проверку трубопровод сможет пройти лишь после разогрева теплоносителя при подаче под высоким давлением.
Рекомендации специалистов
Спаивание труб обязано производиться в помещении с плюсовой температурой: чем холодней воздух, тем дольше необходимо прогревать детали. Для прочного и герметичного соединения необходимо обратить внимание на такие рекомендации:
- Оборудование для бытового применения используется для работы с трубами сечением до 35 мм, в других случаях нужно использовать профессиональный паяльный аппарат.
- Мощность инструмента для домашних условий обязана составлять 1500 Вт.
- Не нужно сильно прижимать детали друг с другом. Поскольку расплавленный материал вдавится внутрь и уменьшит проходное отверстие фитинга, это, в свою очередь, снизит рабочие характеристики системы.
Решая в первый раз выполнить работы своими руками, лучше всего приобрести материал с определенным запасом. Зная лишь теоретически, как правильно можно спаять трубы, прежде чем приступать к монтажу, нужно потренироваться. Если опыт вышел не совсем удачным, то лучше доверить установку трубопровода в доме специалистам.
Как паять трубы ПНД?
Полимерные трубы получили широкое распространение. Они используются при прокладке отопительных сетей, магистралей горячего и холодного водоснабжения. Изделия долговечны, практичны и надежны.
Преимущества полиэтиленовых труб:
- стойкость к коррозионному поражению;
- невосприимчивость к воздействию микроорганизмов, малый шанс развития патогенной микрофлоры;
- гладкая внутренняя поверхность;
- ремонтопригодность.
Полиэтиленовые изделия задействуются на промышленных, коммунальных и хозяйственных объектах. С их помощью прокладываются новые и модернизируются существующие линии.
Выбор способа пайки ПНД труб
Как правильно паять ПНД трубу? Актуальный вопрос для начинающих мастеров. Существует три технологических решения:
- стыковая сварка;
- муфтоваясварка;
- электромуфтовая пайка ПНД труб.
Каждый способ имеет уникальные особенности, заслуживает отдельного рассмотрения.
Стыковая сварка полиэтиленовых труб
Перед тем как спаять трубу встык, потребуется приобрести сварочную машину для ПНД. При подборе оборудования учитывается:
- диаметр полиэтиленовых труб, с которыми возможна работа;
- мощность установки;
- количество функций, доступных оператору.
Покупка сертифицированного оборудования — залог высокого качества стыков.
Пайка ПНД труб выполняется в следующем порядке.
- Свариваемые участки устанавливаются в центраторе.
- Элементы надежно фиксируются зажимами.
- Торцы деталей очищаются от инородных частиц. Перед тем, как паять полиэтиленовые трубы, рекомендуется произвести обезжиривание.
- Стыкуемые поверхности обрабатываются торцевателем.
- Нагревательные элементы машины разогреваютторцы труб.
- По достижении нужной температуры нагрев прекращается и заготовки соединяются.
После остывания сварного шва выполняется его проверка. Мероприятие проводят специалисты ОТК, использующие профильное оборудование и инструменты.
Требования к сварному соединению:
- однородность;
- высокая прочность;
- герметичность.
Машины для стыковой сварки имеют высокую стоимость. Как правило, их применяют крупные подрядные организации.
Муфтовая сварка ПНД труб
Трубы ПНД малого диаметра можно соединить в домашних условиях. Достаточно располагать паяльником и вспомогательным оборудованием.
Пайке предшествует подготовительный процесс:
- мастер приобретает необходимые фитинги и трубы;
- торцы труб подвергаются очистке;
- концы линии, не подключенные к сети, временно герметизируются (это исключает отвод тепла, предотвращает попадание грязи внутрь линии);
- поверхность нагревательных элементов очищается и обезжиривается.
От качества подготовительных работ зависит надежность и долговечность соединений.
Пайка ПНД труб проходит в несколько этапов:
- Труба и муфта фиксируются в нагревательных чашках. Важно, чтобы элементы были вставлены до упора.
- По достижении рабочей температуры производится соединениефитинга и трубы. Излишний полиэтилен выдавливается за пределы стыка, не оказывая влияния на его характеристики.
- На некоторое время детали фиксируются в неподвижном положении.
- Остывшее соединение труб проверяется на герметичность.
В пайке ПНД труб нет ничего сложного. Достаточно использовать качественные материалы и соблюдать технологию.
Электромуфтовая сварка
Электромуфтовая сварка — промышленный способ соединения труб. Получаемые конструкции отличаются высокой прочностью, устойчивы к вибрационному, ударному и изгибающему воздействиям.
Использование электромуфтовой сварки оправдано в ограниченном пространстве, в сейсмически нестабильных районах, на ответственных и опасных объектах.
Получаемые узлы имеют высокую стоимость, что ограничивает сферу применения технологии.
Сварка при помощи электрических муфт выполняется в определенной последовательности.
- Трубы обрезаются посредством специального инструмента.
- Свариваемые участки проходят очистку, с их поверхности удаляется жир, грязь, органические соединения.
- На поверхность трубы наносятся метки, отражающие глубину ее погружения в муфту.
- Концы труб, не задействуемые при сварке, временно герметизируются.
- Труба устанавливается в муфту.
- Муфта подключается к сварочному оборудованию при помощи клемм в верхней части.
- Процесс сварки запускается тумблером на аппарате. Он прекращается автоматически, по истечении заданного периода.
- Трубы находятся в неподвижном положении до полного остывания.
Стык проходит визуальный осмотр. Претензии к его качеству возникают в единичных случаях. Обычно они вызваны использованием некондиционной муфты.
Приобретение ПНД труб и оборудования для их пайки
Компания «ЭкоМонтаж» реализует продукцию для прокладки полимерных линий. В ассортименте трубы, фитинги, сварочное оборудование, вспомогательные инструменты. Подобрать подходящие изделия смогут частные мастера, коммерческие и государственные подрядчики.
- Высокое качество . В продаже сертифицированные изделия отечественного и зарубежного производства. Товар комплектуется набором документов, соответствует международным стандартам качества.
- Индивидуальный подход . Подобрать подходящие изделия помогут менеджеры «ЭкоМонтаж». Они расскажут о характеристиках оборудования, действующих расценках, условиях оплаты.
- Оперативное решение поставленных задач . Продукция отправляется в любую точку РФ. Компания сотрудничает с ведущими российскими перевозчиками, использующими морской и сухопутный транспорт.
Ассортимент изделий периодически расширяется. Регулярно появляются новые прогрессивные решения.
Как паять трубы: инструменты и технология
Как правильно паять трубы? В статье нам предстоит разобрать технологию соединения труб и фитингов из меди, полипропилена, полиэтилена и ПВХ. Нас интересует как технология соединений пайкой, так и необходимый для этого инструментарий.
Сварное соединение в полипропиленовом водопроводе.
Исключительная надежность и долговечность меди общеизвестна. Она не подвержена коррозии, не зарастает отложениями и не боится нагрева до высоких температур. Собственно, достаточно сказать, что старейшие медные водопроводы используются уже больше века.
Однако: медь — металл сравнительно мягкий.
Случайное механическое повреждение водопровода вполне возможно.
На бесчисленных размещенных в Интернете видео пайка труб из меди показывается и описывается достаточно детально. Уделим внимание тем моментам, которые часто остаются за кадром.
Инструменты
Для соединения труб пайкой нам потребуются:
- Труборез. Несложный инструмент поможет отрезать медную трубку строго под прямым углом к ее оси, тем самым обеспечив максимальную надежность соединения.
- Фаскосниматель. С его помощью с внутреннего и наружного краев трубы удаляются заусенцы.
- Труборасширитель. Он помогает сформировать гильзу для пайки. Разумеется, этот инструмент нужен лишь там, где не используются раструбные фитинги для медных труб.
Универсальный труборасширитель с набором насадок.
Внимание: формирование гильзы возможно лишь на отожженной меди.
Без отжига металл недостаточно пластичен.
- Горелка. Она может использовать пропан или ацетилен. В бытовых условиях наиболее удобны горелки, предназначенные для использования с одноразовыми баллонами небольшого объема.
Кроме того, нужны флюс и припой. В домашних условиях оптимально использование так называемых мягких припоев на основе олова.
Технология
- Поверхности, которые предстоит спаять, очищаются от пыли и при необходимости обезжириваются ацетоном.
- С помощью труборасширителя формируется гильза. Диаметр зазора между внутренней поверхностью гильзы и наружной поверхностью следующей трубы должен быть минимальным — не более 0,125 мм. Длина гильзы — не меньше диаметра трубки.
- На поверхности кистью наносится небольшое количество жидкого флюса.
- Совмещенные друг с другом участки водопровода равномерно прогреваются горелкой. При контакте с медью припой должен плавиться.
- При непрерывном подогреве соединения пруток припоя оплавляется у горловины гильзы. Расплав заполняет полость благодаря капиллярному эффекту.
Пайка медного водопровода.
Полипропилен
Как паять пропиленовые трубы? Разумеется, и в этом случае в сети несложно найти соответствующее видео — пайка пропиленовых труб не слишком сложна и оттого пользуется большим спросом. Давайте сосредоточимся на тонкостях и нюансах этой работы.
Инструменты
- Аппарат для пайки труб представляет собой низкотемпературный паяльник со сменными насадками под разные диаметры.
Полезно: большая часть дешевых паяльников лишена регулятора температуры и разогревает насадки примерно до 260 градусов.
Именно при такой температуре выполняется пайка ПП труб.
Регулятор необходим, когда нужно задать более низкое ее значение для работы с полиэтиленом.
- Наличие трубореза желательно и здесь. Внешне труборез для пластиковых труб больше всего напоминает садовый секатор.
- Кроме того, пайка труб ПП с алюминиевым армированием требует наличие шейвера (зачистки) или торцевателя. Выбор того или другого инструмента зависит от расположения армирующего слоя.
Шейвер удаляет армирующую фольгу из поля сварки.
Технология
Как выполняется собственно пайка пропиленовых труб — видео в обучающих курсах показывает более чем наглядно.
- На нагревательный элемент паяльника устанавливается соответствующая насадка. соответствующая диаметру трубы.
- Паяльник разогревае6тся до рабочей температуры.
- Затем одновременно выполняется две операции: труба вставляется в раструб насадки и одновременно фитинг надевается на ее узкую часть.
- Через 6-10 секунд (точное время зависит от диаметра) детали совмещаются друг с другом и выдерживаются неподвижно в течение 10-15 секунд.
Как всегда, дьявол кроется в деталях.
- Трубы с наружным слоем армирующей алюминиевой фольги зачищаются несколькими оборотами шейвера — насадки с ножами внутри. Шейверы производятся и под ручную зачистку, и под патрон дрели.
- Если слой армирования находится между двумя слоями полипропилена, подготовка трубы выполняется торцевателем. Ножи в нем выбирают часть материала трубы с ее торца.
Пояснение: зачистка нужна для того, чтобы все слои трубы надежно сварились с фитингом, а алюминий не контактировал с водой.
Его электрохимическое разложение может привести к расслоению участка водопровода.
- Труба и фитинг из полипропилена совмещаются возвратно-поступательным движением. Вращение недопустимо: образовавшаяся при этом волна ослабит соединение.
Правильно выполненное соединение.
- На отрезанной трубе перед пайкой желательно снять наружную фаску.
Полиэтилен
Пайка полиэтиленовых труб выполняется двумя способами:
- С использованием электросварных фитингов. Внутри каждого фитинга находится проводник с высоким сопротивлением. Подача на контактные клеммы 12 вольт приводит к его разогреву и надежному соединению фитинга с вставленной в него трубой.
- Встык, с предварительным оплавлением торцов совмещаемых деталей.
Первый метод соединения не таит никаких сюрпризов: пайка труб ПНД (из полиэтилена низкого давления) сводится лишь к сборке водопровода и кратковременным подключениям трансформатора к клеммам. Сосредоточимся на пайке встык.
Инструменты
Стоит оговорить одну тонкость. Штатно технология пайки труб ПНД встык применяется для большого (от 50 миллиметров) диаметра и использует достаточно сложное оборудование для центровки и прижима. Однако метод можно использовать и для сварки труб в дачных водопроводах, системах полива и прочих напорных системах с умеренным давлением.
Собственно, инструментарий мало отличается от того, что нужно для соединения полипропиленовых труб.
- Паяльник. Лучше использовать устройства с регулировкой температуры: пайка труб полиэтиленовых требует разогрева не до 260, а лишь до 220 С.
- Труборез. Торцы должны быть строго перпендикулярны оси трубы.
Технология
Собственно, сама пайка ПНД труб еще проще, чем в случае полипропилена.
- Торцы плотно прижимаются к обеим сторонам нагревательного элемента паяльника и выдерживаются до появления грата — валика из расплава пластика.
- Затем они совмещаются и удерживаются в течение минуты в статичном положении.
Внимание: лучше использовать паяльник с тефлоновым покрытием нагревательного элемента.
В противном случае часть пластика останется на его поверхности и, уж поверьте, воздуха озонировать не будет.
При монтаже трубопроводов большого диаметра и технология, и оборудование куда сложнее.
Поливинилхлорид
Как выглядит пайка труб ПВХ?
Штатно — никак. Вообще. И напорные, и безнапорные водопроводы и элементы канализационных систем соединяются только раструбами, с использованием клея или резиновых уплотнителей.
На фото — напорные трубы из поливинилхлорида. Герметичность соединений обеспечивается резиновыми уплотнителями.
Однако в некоторых случаях пайка ПВХ труб в безнапорной канализации все же практикуется. Типичные ситуации — поломка колена сифона поздним вечером или необходимость изготовить фитинг нестандартной конфигурации.
Как любой термопласт, поливинилхлорид может оплавляться и относительно надежно соединяться за счет молекулярной диффузии. Понятно, что покупка специального паяльника будет некоторым излишеством.
Как обойтись подручными средствами?
- Заготовки отрезаются по размеру ножовкой или, что куда удобнее, болгаркой с любым режущим кругом.
- Края стыкующихся деталей слегка оплавляются над плитой или в пламени газовой горелки и прижимаются друг к другу.
- Затем шов оплавляется по кругу разогретым до тусклого свечения столовым ножом или любым другим металлическим предметом.
Проблемы с канализацией могут потребовать срочного вмешательства.
Заключение
Надеемся, что предложенный материал окажется полезным читателю. Как выполняется пайка труб — видео в этой статье продемонстрирует более чем наглядно. Успехов!
Технология пайки труб и необходимые инструменты: 3 секрета от пайщика
Разнообразие видов труб на современном рынке сантехнической продукции радует потребителей возможностью выбора наиболее подходящего варианта, но одновременно требует знаний о свойствах материалов и способах их монтажа. Качество трубопровода во многом зависит от качества соединения отдельных элементов, самым надежным, прочным, герметичным из которых является пайка.
Пайка труб из меди
Медь – недешевый металл, но трубопровод из нее обладает конкурентными преимуществами, позволяющими оставаться медным системам на пике спроса. Грамотно проведенная пайка труб из меди обеспечит долгий и беспроблемный срок службы водопроводной разводки на протяжении всего срока эксплуатации дома, превышающий полувековой период. Практичность обработки таких изделий заключается в несложности процесса пайки – она низкотемпературная, легко проводится в бытовых условиях при наличии газовой горелки или электропаяльника.
Набор инструментов
Полный набор используемых в процессе инструментов, приспособлений и материалов для процедуры паяния следующий:
- средства для расширения, отрезания и зачистки труб: расширитель, труборез или болгарка с самым тонким диском, фаскосниматель, шлифовальная шкурка, металлическая щетка;
- инструмент для нагрева металла и расплавления припоя: горелка газовая или электрический паяльник на 250 Вт;
- материалы, при помощи которых происходит соединение: флюс и припой из сплава олова с медью, сурьмой, серебром или другими добавками;
- вспомогательные материалы – салфетки для убирания излишков флюса, подставки, перчатки, измерительный и маркировочный инструмент.
Медные трубки соединятся без фитингов – край одной расширяется при помощи труборасширителя, в нее вставляется другой отрезок. Соединение нагревается, а шов заливается расплавленным оловянным припоем – получается надежный герметичный стык, способный выдержать достаточно большое давление и высокие температуры. Правильно паять трубы из меди можно, разобравшись с принципами происходящего процесса:
- после нарезания трубок перед их пайкой концы тщательно зачищаются – убираются все заусеницы, а край шлифуется до ярко-желтого цвета. Это нужно делать, чтобы убрать с меди окислы, препятствующие пайке;
- после зачистки медная труба покрывается специальным составом – флюсом, который удаляет кислород, предотвращая окисление при сварке, помогает расплавленному припою проникнуть глубоко в стык;
- покрытые флюсом отрезки надеваются один на другой и нагреваются при помощи горелки или паяльника. Технология пайки паяльником в этом случае отличается от работы горелкой только отсутствием открытого пламени;
- к нагретой поверхности под пламя подносится припой – олово расплавляется, затягивается в стык, равномерно растекаясь по кругу соединения;
- после остывания излишки олова отвалятся сами, а шов будет герметично запаян.
Если у вас нет специальных навыков в такой пайке, лучше доверьте это профессионалам
Совет. В быту возникает необходимость соединить алюминиевые трубки, которые сложнее в обработке, чем медь. Для этого потребуется алюминиевый припой и оборудование для пайки алюминия – горелка, способная нагреть металл до 400°C. Специфика процедуры в том, что флюс не используется, а припой не вводят в пламя, а прикладывают на стык: он плавится от соприкосновения с раскаленным металлом.
Пайка труб из полипропилена ПВХ (пластика)
Полимерные изделия паяются при более низких температурах, чем металл. Они боятся открытого пламени, поэтому для сварки используются специальные электрические паяльники, называемые сварочными аппаратами.
Технология сварки изделий из полипропилена (PP) принципиально отличается от работы с медными. Соединение металлических участков представляет собой вставку одного отрезка в другой, а затем герметизацию шва при помощи наплава из более мягкого металла. В случае полипропилена происходит расплавление обоих отрезков, их смешение, полное проникновение один в другой, а при застывании – неразъемное однородное соединение. Такая сварка получила название диффузной от латинского слова диффузио, означающего смешение. Паять пропиленовые трубы – означает выполнить три действия:
- расплавить концы отрезков до мягкого состояния;
- соединить один с другим без лишних поворотов;
- дождаться остывания – в результате образуется однородный неразъемный участок.
Пайка труб для отопления и водопровода в домашних условиях
Благодаря простоте процедуры пайка полипропиленовых труб своими руками проводится в домашних условиях. Для этого необходимо приобрести:
- сварочный аппарат электрический для сварки полипропилена;
- насадки к аппарату (входят в комплект к аппарату);
- торцеватель;
- фитинги;
- вспомогательные приспособления: маркер, нож, рулетка.
Пайка пропиленовых труб своими руками заключается в последовательном выполнении следующих операций:
- Нарезать трубы по заранее определенным размерам, при необходимости подготовить фитинги.
- Приторцевать концы – снять сверху 1–1,5 мм защитного слоя. Это можно сделать при помощи торцевателя или шлифовкой наждачной бумагой.
- Подготовить сварочный аппарат – оснастить его насадками по диаметру труб и включить в сеть. Полипропилен плавится при температуре 250 °C. На аппарате есть температурное реле и индикатор нагрева. При достижении нужной температуры устройство подает звуковой или световой сигнал о готовности к процессу сварки.
- Вставить трубу и фитинг в соответствующие насадки и выдержать время строго по инструкции, не допуская ни перегрева, ни недогрева.
- Снять с насадок нагретые детали, затем паять, вставив один элемент в другой. На этом этапе действия должны быть уверенные и четкие – запрещается двигать элементы вперед-назад или вращать по оси.
- Дать полипропилену остыть – оставить конструкцию на некоторое время без механических воздействий.
- Проверить соединение визуально на наличие дефектов: если технология соблюдена, шов получится однородным и прочным.
Правильная пайка больших труб из полиэтилена ПНД при нормальной температуре
Они бывают двух видов:
- малопрочные – изготавливаются под высоким давлением и приобретают низкую плотность;
- высокопрочные (ПНД) – изготавливаются под низким давлением, но приобретают высокую плотность.
Другое название высокопрочных полиэтиленовых труб – ПНД расшифровывается как полиэтилен низкого давления. Слова «низкое давление» в названии означают, в каких условиях производились изделия и не имеют отношения к сфере применения. Полиэтилен низкого давления (ПНД) применяется в условиях высокого давления и температур – в магистральных газо- или водопроводах. Правильно паять полипропиленовые трубы — это не простая задача.
Поскольку ПНД изделия выпускаются в большом разнообразии диаметров (20 мм до 1 м 20 см) и толщины стенок, то существует не один метод их соединения и множество видов оборудования для пайки полиэтиленовых труб. Сварка полиэтиленовых труб проводится одним из следующих методов:
- встык (или стыковая);
- раструбная;
- электромуфтовая.
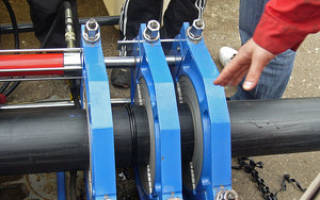
Сварка пэ труб встык в промышленных условиях производится дорогим и громоздким агрегатом с механическим или гидравлическим приводом. В комплект аппарата входят направляющие для центрирования, торцеватель для ровной обрезки стыкуемых краев, нагревательный элемент, приводы и таймеры. Сама по себе технология сварки полиэтиленовых труб встык проста, но применяемое оборудование недешево: цена сварочного аппарата для пнд труб в среднем составляет 250 тысяч рублей, и около 50 тысяч стоит отдельный нагревательный элемент.
Схема пайки полиэтиленовых труб паяльником в труднодоступных местах
Пайка полиэтиленовых труб происходит по следующей схеме:
- соединяемые изделия вставляются в станок для сварки труб пнд, центрируются;
- между ними вставляется автоматический торцеватель, который равномерно обрезает ПНД, снимая стружку;
- противоположные концы стыкуются, проводится визуальный контроль соосности и плотности прилегания краев;
- свариваемые концы обезжириваются, между ними устанавливается нагревательный элемент;
- происходит нагрев и оплавление торцов при заданной температуре на протяжении определенного времени;
- нагревательный элемент удаляется, а соединение остывает в течение заданного таймером периода;
- получается прочное соединение, не влияющее на гибкость трубопровода.
Сварка полиэтилена в домашних условиях происходит по такому же принципу, но приспособления используются более простые – паяльник для полиэтиленовых труб. Стоит паяльник для пнд труб от 30 тысяч рублей, представляет собой сварочное зеркало, покрытое тефлоном и способное выдерживать высокие температуры – до 300°C.
Параметры сварки полиэтиленовых труб встык: температура, время нагрева и остывания – зависят от диаметра и толщины стенок, они выставляются сварщиками по специальной таблице. Для исключения ошибок во многих аппаратах настройка параметров происходит автоматически.
Электромуфтовая сварка труб пнд относится к категории промышленных и заключается в расплавлении участка трубопровода под муфтой, на которую подается электроток, а температура повышается. Электромуфты для полиэтиленовых труб потребляют большое количество электроэнергии при работе и считаются более затратными, но они выручают в случаях, когда невозможно использовать аппарат с большими габаритами. Их можно использовать дома.
Пайка труб из армированного поливинилхлорида
Паять трубы ПВХ (PVC) можно используя тот же аппарат, который применяется для сварки полипропиленовых аналогов. Стенки у ПВХ-изделий более толстые и жесткие, поэтому для их соединения обязательно нужны фитинги. Температура плавления у них ниже, поэтому этот вид не используется для горячего водоснабжения – стенки трубопровода деформируются под действием высоких температур. Пайка труб пвх своими руками производиться электросварочным аппаратом с насадками, на которых расплавляются концы соединяемых изделий. Чтобы правильно паять трубы пвх, нужно произвести несколько действий:
- края зачистить;
- армирование, если оно есть, снять;
- температуру плавления выставить не более 200°C.
Инструменты, приспособления, последовательность действий такие же, как и при работе с полипропиленовыми образцами.
Полипропиленовые, полиэтиленовые или ПВХ трубы в быту чаще именуют одним общим словом пластик, а принципы их соединения имеют много общего. Правильно паять трубы умеет не каждый, но научиться может каждый.
Руководство по правильной пайке труб из полипропилена
Для устройства внутренних сетей водоснабжения и отопления в усадебном доме или квартире используют трубопроводы из пластика. Для объединения отдельных участков в единую систему предназначена пайка полипропиленовых труб. Для качественного выполнения операции требуются определенные навыки, но после некоторой тренировки это можно сделать самостоятельно.
Трубопроводы из полипропилена, их достоинства
Полипропиленовые трубопроводы пригодны для горячего и холодного водообеспечения, отопления. Изделия, с армированным слоем из фольги, стекловолокна или алюминия выдерживают температуру до 95 0 С, давление 20-25 атм. Применяются для внутреннего водопровода и отопления, в системе подачи ее от магистрали.
Изделия обладают достоинствами:
- долгий срок эксплуатации;
- выдерживают высокие физические нагрузки;
- не разрушаются от влаги, агрессивных жидкостей;
- легкие, что облегчает их монтаж;
- низкая теплопроводность не снижает температуру теплоносителя;
- не ухудшают вкус и химический состав жидкости;
- имеют невысокую стоимость.
Эти характеристики полипропиленового трубопровода делают его популярном в современном строительстве и при ремонте водопровода в жилом фонде.
Виды пластиковых труб, тонкости процесса спайки
Понятие «пластиковые трубы» объединяет в себе ряд изделий, которые имеют различие в использовании и химическом составе. Выделяют следующие виды:
- Поливинилхлоридные (ПВХ). Рекомендуются для холодного водоснабжения. Легкие, прочные. Используются для прокладки в открытом виде.
- Полипропиленовые (ПП). Выдерживают высокие температуры, давление, предназначены для транспорта горячих жидкостей и в отопительных системах. Соединения отдельных элементов осуществляют пайкой пропиленовых труб.
- Полиэтиленовые(ПЭ) . Гибкие, эластичные, при нагревании становятся мягкими. Бывают высокого (ПВД) и низкого давления (ПНД). Используются для холодной воды.
- Из сшитого полиэтилена (РЕХ). Легко изгибаются, выдерживают механические нагрузки, высокие и низкие температуры. Предназначены для горячего и холодного водоснабжения.
- Металлопластиковые. Многослойные. Используются для питьевого водопровода и отопления.
Пайка пластика обеспечивается термопластичностью материала. При нагреве он становится мягким, как пластилин, отдельные фрагменты легко соединяются при взаимном прижатии. Остывание приводит к образованию прочного стыка, который не пропускает жидкость.
В процессе пайки имеет место полифузия – взаимное проникновение молекул. Так как шов образуется из материала изделий, его химическая формула равна формуле материала и сохраняет его физические свойства. В стыке нет границы между элементами, чем объясняется его прочность.
Способы соединения полимерных труб
Существует несколько методов осуществления такой операции, как пайка пластиковых труб. Остановимся на каждом подробнее.
Стыковая пайка
Это соединение изделия одинакового внутреннего и наружного диаметра. Последовательность следующая:
- Подгонка торцов для плотного их прилегания, для этого применяют торцеватель зачистки кромок.
- К торцу прижимают плоский нагреватель. Выдерживают определенное время для расплавления.
- Снимают нагреватель и прижимают торцы друг к другу, выдерживают до остывания. Происходит процесс полимеризации и образования шва.
Чтобы получить качественное соединение, для стыковой сварки используют специальные аппараты станочного типа. Такие приспособления выбирают для работы профессионалы. На бытовом уровне для полипропиленовых соединений этот метод практически не применяется.
Муфтовая пайка
Муфтовая пайка полипропиленовых труб наиболее часто применяется для прокладки их в квартире или жилом доме. Здесь используются две детали – муфта и труба. Внутренний диаметр муфты должен соответствовать наружному диаметру трубы. Муфтой может быть отрезок трубы, тройник, отвод, кран или другой фитинг.
Пайка осуществляется с помощью приспособления, на одной стороне которого расположена муфта, на другой – дорн. В муфту аппарата вставляется труба, на дорн одевается муфта, с помощью которой выполняется соединение. Производится одновременный нагрев торцов. Важно не превысить время нагревания, чтобы не расплавилась вся стенка.
После нагрева обе заготовки одновременно снимают с нагревателя, трубу вставляют в муфту на отмеченную глубину. Дальнейшее охлаждение приводит к процессу полимеризации соприкасающихся поверхностей и их спайке.
Пайка с помощью электрофитинга
Пайка труб из полипропилена с применением электрофитинга выполняется с помощью муфтового аппарата, оснащенного электрическим кабелем. Муфта-фитинг надевается на трубу и подключается к нагревателю. Она нагревается до температуры 260 0 С, расплавляется и происходит их спайка. Далее аппарат выключают и отсоединяют от фитинга. После остывания соединения, образуется прочный контакт.
Другие способы пайки
Один их способов соединения полипропиленовых трубопроводов, это, так называемая, холодная сварка. Выполняется с помощью органического клея-растворителя. Его нанесение на поверхность пластика вызывает размягчение пластика. Обработанные участки необходимо сразу же соединить, так как клей быстро испаряется. Этот метод используют для соединения деталей из ПВХ, которые малопластичны при нагревании.
Аппараты и другие инструменты для пайки полипропиленовых труб
Для домашних коммуникаций применяют пластиковые трубы наружным диаметром 20-63 мм. Для их пайки выбирают малогабаритные приспособления. Это паяльник простой конструкции, его часто называют утюгом. Аппараты различаются по форме нагревательного элемента, бывают цилиндрические и мечевидные. На мечевидные надеваются насадки в виде дорна и гильзы. Они предназначены для торцевой пайки. В цилиндрическом нагревателе используют длинную круглую насадку обжимного типа.
Кроме аппарата для пайки понадобятся следующие инструменты:
- ножницы для нарезки;
- швейер для торцевания армированных изделий;
- рулетка или линейка;
- маркер;
- органический спирт дл обезжиривания;
- ветошь;
- перчатки.
Обеспечив себя необходимым инструментом, можно приступать к работе.
Выбираем аппарат для пайки
Прежде, чем решить, как паять трубы из полипропилена, необходимо выбрать подходящий аппарат. Первое, на что следует обратить внимание:
- Мощность. В домашних условиях применяют трубы диаметром до 50 мм. Для их пайки достаточно аппарата мощностью 0,7 кВт. Если вы рассчитываете паять отрезки диаметром до 75 мм, остановите выбор на агрегате в 1 кВт мощности.
- Вид элемента нагревания – плита или цилиндр. Первый вариант проще в работе, на нем стоит остановиться малоопытному сантехнику.
- Число насадок и их размеры. Выбирают несколько диаметров, подбирая их к размерам используемых деталей.
- Производитель. Отдают предпочтение известным производителям, которые зарекомендовали себя качественной продукцией.
Качество сварочных аппаратов определяется величиной погрешности температуры нагревания детали. Лучшими считают чешские инструменты, но они самые дорогие. Дешевле аппараты российского производства. Для монтажника, который использует их для собственных целей, это самый выгодный вариант. Китайская продукция отработает срок гарантии, но не более.
Как паять трубы из полипропилена своими руками
Для соединения труб с помощью пайки нагревают соединяемые участки и вставляют их друг в друга. После охлаждения получаем единую конструкцию. Чтобы знать, как правильно паять полипропиленовые трубы, следует ознакомиться с инструкцией. Порядок действий следующий:
- Отрезаем нужный размер трубы.
- Отмечаем глубину входа ее в муфту.
- Включаем паяльник для полипропиленовых труб и нагреваем насадки.
- Надеваем детали на насадки. Выдерживаем время нагрева (определяем его по таблице 1).
- Снимаем детали с нагревателя, соединяем их, прижимаем, держим 4-6 секунд.
- Проверяем качество соединения.
Время и температура нагрева полипропилена зависят от размеров свариваемых труб, это уточняют по данным таблицы 1.