Содержание
- Конструктивные элементы и геометрия спирального сверла
- Сверла по металлу
- Виды свёрл по металлу
- Общие обозначения и характеристики свёрл по металлу
- Спиральное сверло: Улучшение геометрии спиральных сверл
- Диаметры сверл по металлу
- Какие есть виды сверл по металлу
- Цилиндрические спиральные сверла
- Корончатые сверла по металлу, диаметры и характеристики
- Маркировка сверл по металлу, расшифровка обозначений
- Маркировка сверл hss и din
- Способы сверления металла: свёрла и приспособления
- Виды свёрл по металлу и техника их заточки
- Как правильно сверлить металл
- Видео по теме
Геометрия сверла по металлу
Конструктивные элементы и геометрия спирального сверла
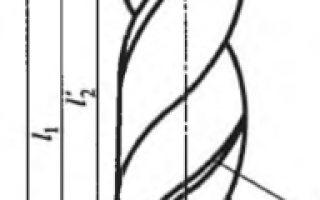
Спиральное сверло состоит из рабочей части 1, шейки /3 и хвостовика /4, имеющего на конце лапку /5 (рис. 6.30). Рабочая часть в свою очередь разделяется на режущую /2 и калибрующую / 2. Рабочая часть включает следующие элементы: шлифованные ленточки (вспомогательные режущие кромки) 1, поперечную режущую кромку 2, канавки 3, две главные режущие кромки 4, передние 7 и задние 5 поверхности, два зуба (пера) 6 сверла.
Рис. 6.30. Конструктивные элементы спирального сверла
Хвостовик сверла может быть как коническим, так и цилиндрическим с поводком.
В первом случае крутящий момент передается из-за сил трения между коническими поверхностями хвостовика сверла и посадочного отверстия шпинделя, а во втором — посредством поводка. Лапка необходима для выбивания сверла из шпинделя станка и передачи крутящего момента в начале резания, когда еще отсутствует осевая сила и силы трения малы. Шейка предназначена для выхода шлифовального круга при изготовлении сверла. Калибрующая часть обеспечивает направление сверла в просверливаемом отверстии и является резервом для образования режущей части при его переточках.
Режущие свойства сверла определяются геометрическими параметрами и материалом его рабочей части. Угол наклона винтовой канавки со — это угол, заключенный между осью сверла и развернутой винтовой линией стружечной канавки (рис. 6.31, б).
Величина его непостоянна: чем ближе к оси сверла, тем меньше угол со. Определяют его так:
Рис. 6.31. Геометрические параметры спирального сверла
где D — диаметр сверла на периферии; Dx — диаметр сверла, соответствующий текущей точке Л»; со — угол наклона винтовой канавки, измеренный в сечении, параллельном оси сверла; для сверл диаметрами 0,25. 80 мм из быстрорежущей стали угол со назначается в зависимости от их диаметра в пределах от 17 до 34° (для меньших диаметров угол меньше).
Угол наклона поперечной режущей кромки (перемычки) у заключен между проекциями поперечной и одной из главных режущих кромок на плоскость, перпендикулярную оси сверла. Обычно j/ = 50. 55° (рис. 6.31, а). Угол резания у перемычки больше 90°, поэтому металл не режется, а скоблится.
Угол при вершине 2ср (рис. 6.31, а) заключен между проекциями главных режущих кромок на плоскость, проходящую через ось сверла (основную плоскость). Величина этого угла зависит от свойств обрабатываемого материала и лежит в пределах 80. 140°. Для сверления пластичных материалов принимают большие значения угла 2ф, чем для хрупких. Например, для обработки стали и чугуна 2ср = 116. 120°, для алюминия 2ф = 80, для труднообрабатываемых материалов 2ф = 140°.
Вспомогательный угол в плане ф1 образуется из-за выполнения рабочей части сверла с обратной конусностью. Величина его составляет 1.. .2°. Вспомогательные задние углы оц на ленточках равны нулю.
Угол наклона главной режущей кромки X определяется так же, как и для резцов общего назначения.
Передним углом у называется угол между касательной к передней поверхности сверла в рассматриваемой точке и нормалью в той же точке к поверхности вращения, образованной при вращении режущей кромки вокруг оси сверла (рис. 6.31, а). В каждой точке режущей кромки в плоскости Ш угол у имеет различную величину, а в плоскости ОО, параллельной оси сверла, он равен углу наклона винтовой канавки, т. е. уо = со. Из рис. 6.31, б видно, что
где Я—шаг винтовой канавки сверла; Я = const.
Разделив одно уравнение на другое, получают
Для сравнения формулы для определения действительного переднего угла в нормальном сечении N—N: 1) для резца tg уп = tg у ? sin = имеем tg со = tg у • sin ф. Отсюда
Аналогично, для текущей точки X
Совместное решение уравнений (6.35) и (6.37) дает
Анализ последней формулы показывает, что наибольшее значение передний угол имеет у периферии сверла. Поскольку в осевом сечении углы у и со равны между собой, для точек режущей кромки, лежащих ближе к центру, передний угол уо меньший, чем для периферийных.
Задний угол а — это угол, заключенный между касательной к задней поверхности пера в рассматриваемой точке режущей кромки и касательной к окружности ее вращения вокруг оси сверла (рис. 6.31, а). Измеряется он в плоскости 00, параллельной оси сверла и касательной к цилиндрической поверхности, на которой лежит данная точка режущей кромки. В статическом состоянии (по аналогии со значением переднего угла) задний угол а, измеренный в нормальной плоскости,
В процессе резания значение заднего угла уменьшается, так как действительной траекторией точки, лежащей на главной режущей кромке, будет не окружность, а винтовая линия с шагом, равным величине подачи. Поверхность же резания представляет собой винтовую поверхность. Поэтому действительный задний угол ад определяется между касательными к этой винтовой и задней поверхностям в рассматриваемой точке. По своей величине он будет меньше значения а на величину угла ц (рис. 6.31, а):
С приближением к оси сверла задний угол ад уменьшается, причем для точек режущей кромки, лежащих ближе к оси сверла, например для точки X, уменьшение главного заднего угла будет более интенсивным, чем для периферийной. Чтобы обеспечить достаточную величину заднего угла в процессе резания у точек режущей кромки, расположенных ближе к оси сверла, задняя поверхность затачивается так, что на периферии угол а имеет минимальное значение, а по мере приближения к сердцевине он увеличивается. Такая заточка обеспечивается конструкцией и кинематикой заточных станков.
Поскольку у периферии сверла передний угол у сверла больший, а задний меньший, а у центра наоборот, угол заострения остается для всех точек режущего лезвия примерно одинаковым. Фактический передний угол изменяется от 30° до нуля и даже отрицательного значения его у перемычки. Задний угол у периферии 6. 8°, а у перемычки 25. 35 0 .
Сверла по металлу
Виды свёрл по металлу
В соответствии с правилами, принятыми в нормативной литературе по техническому регулированию сверло определяется как осевой режущий инструмент для получения отверстий, увеличения их диаметра в сплошном материале (ГОСТ 25751-83 Инструменты режущие, термины и определения).
Напомним, что осевым считается режущий инструмент, размеры которого вдоль оси вращения больше, чем размеры в перпендикулярном направлении.
В целом, эти два признака служат главными критериями, согласно которым инструмент относят к обширному виду «сверла».
В машиностроении классификация по этим двум признакам, плюс требования по точности и производительности, объединили в классе «сверла по металлу» несколько различных режущих инструментов.
Они значительно отличаются по форме и характеристикам, но разными способами решают одни и те же задачи сверления:
- резка металла в плоскости отверстия;
- формирование стенок в соответствии с заданными допусками;
- удаление стружки.
В итоге в общий раздел «сверла по металлу» вошли классы:
- перовые сверла;
- спиральные сверла;
- корончатые сверла (кольцевые фрезы);
- центровочные сверла;
- глубокого сверления (эжекторные, ружейные)
- комбинированные сверла.
Несмотря на все отличия сверло каждого класса состоит из корпуса с рабочей частью и хвостовика.
Дальнейшее деление на различные типы связано с размерами и формой этих частей, требованиями по точности и способами установки в металлорежущее оборудование.
Общие обозначения и характеристики свёрл по металлу
Большинство типов сверл изготавливаются из быстрорежущих сталей (HSS), легированной стали Р6М5 и др.
Твердосплавные элементы выполняются из сплавов ВК6, ВК6-М, ВК8 и пр. Несмотря на разнообразие типов большинство «сверл для металла» имеет сходное строение с общими обозначениями.
На следующем рисунке обозначены части сверла по металлу с соответствующими названиями.
Помимо маркировки важным общим показателем является класс точности.
Для стандартных изделий он приводится в ГОСТ и ГОСТ Р. Класс точности задается посредством соответствующих квалитетов, указывающих на величину допусков при изготовлении продукции.
Сверла повышенной точности выполняются с применением фрезеровки и шлифовки, нормальной точности методом проката.
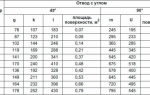
Точность задается с помощью квалитетов. Например, для отверстий в широко применяемом интервале диаметров 6 – 10 мм квалитеты точности имеют значения:
Из таблицы следует, что сверло с квалитетом 10 в 10 раз точнее сверла с квалитетом 15.
Спиральные сверла по металлу
Наиболее разветвленный и обширный класс. Выпускаются трех классов точности (указываются в маркировке по ГОСТу на соответствующий тип).
Сверла повышенного класса точности А1 предназначены для сверления отверстий 10 — 13 квалитетов точности, класса точности В1 — для сверления отверстий до 14 квалитета точности, класса точности В — для сверления отверстий до 15 квалитета точности.
Применяются в машиностроении, авиации, судостроении, производстве строительных конструкций и пр. Разнообразие применений привело к появлению различных вариантов этого инструмента.
Классическими представителями этого класса следует считать спиральные сверла с цилиндрическим хвостовиком по ГОСТ 10902-77. Большинство существующих разновидностей спиральных свёрл являются модификациями этого типа, разработанными для решения конкретных технологических задач.
Рисунок 2 Спиральное сверло средней серии по ГОСТ 10902
Так, для обеспечения более надежной фиксации, постоянного и точного позиционирования, особенно в оборудовании с автоматической сменой инструмента применяются сверла с хвостовиком в виде конуса.
Рисунок 3 Спиральное сверло с хвостовиком Конус Морзе
Для сверления глубоких отверстий применяются сверла с удлиненной рабочей частью, аналогично для «короткого» сверления используются сверла с укороченной рабочей частью.
Примеры различных решений по длине рабочей части и хвостовика, а также с разной формой хвостовика показаны далее:
Рисунок 4 Спиральное сверло короткой серии (ГОСТ 4010)
Рисунок 5 Спиральное сверло длинной серии (ГОСТ 886-77)
Рисунок 6 Спиральное сверло длинной серии с коротким цилиндрическим хвостовиком (ГОСТ 12122, ГОСТ 2092-77)
Рисунок 7 Спиральное сверло длинное с хвостовиком «конус Морзе» (ГОСТ 12121)
Спиральные сверла по металлу с пластинами из твердого сплава
В качестве отдельной технологической задачи можно выделить сверление твердых сталей чугунов твердостью более 170НВ.
Для таких операций применяются спиральные сверла с твердосплавными пластинами. Сверла подобного типа выпускаются с цилиндрическими и коническими хвостовиками, сварными и цельнотянутыми.
Рисунок 8 Спиральное сверло с пластинами из твердого сплава и хвостовиком «конус Морзе» (ГОСТ 22736, ТУ по ГОСТ 5756-81)
Ступенчатые спиральные сверла по металлу
В последнее десятилетие на российском рынке активно продвигаются ступенчатые («конические») сверла зарубежного производства. Продукт позиционируется как новинка, ранее неизвестная в РФ. В действительности ступенчатое сверло уже давно производится и применяется в России. В частности, такой инструмент используется для сверления отверстий под метрическую резьбу с одновременным снятием фаски. До 2008 года геометрические характеристики ступенчатых сверел описывались в ГОСТ 20320, после 2008 г. действовал стандарт ГОСТ Р 52966-2008, с 1 января 2019г введен в действие ГОСТ 28320-2017.
С помощью одного ступенчатого сверла можно выполнять за один заход сразу две (или больше) технологических операции. Также возможно сверление одним сверлом отверстий разного диаметра (в зависимости от числа ступенек). Однако при этом глубина отверстия не может превышать суммарной высоты ступенек предыдущего диаметра.
Рисунок 9 Ступенчатое сверло с цилиндрическим хвостовиком для отверстия под резьбу и снятия фаски (ГОСТ Р 52966-2008)
Рисунок 10 Импортное ступенчатое сверло (HSS) по металлу
Рисунок 11 Ступенчатое сверло с хвостовиком «конус Морзе» по ГОСТ Р 52966-2008
Центровочные сверла
В процессе сверления самый ответственный этап – это касание поперечной кромки сверла с поверхностью металла. Поскольку поверхность не идеально плоская, а поперечная кромка не идеально перпендикулярна оси сверла при касании возникают моменты сил, отклоняющие сверло от теоретического центра отверстия.
Очевидно, что величина таких моментов возрастает с увеличением размеров поперечной кромки (диаметров сверла). Обратное так же верно, поэтому для сверления центровых отверстий разработаны специальные центровочные сверла с уменьшенным началом рабочей части.
Рисунок 12 Центровочное сверло для центровых отверстий без предохранительного конуса тип А по ГОСТ 14952-75
Такой инструмент сначала касается металла только небольшой поперечной кромкой.
Незначительные моменты, возникающие при этом гасятся массивной рабочей частью номинального диаметра.
Соотношения малого и большого диаметров стандартизированы. В соответствии с ГОСТ 14952 эта величина меняется в диапазоне от 3 до 5.
Центровое отверстие имеет треугольное сечение в зависимости от величины угла между стенками и наличия предохранительного конуса центровочные сверла делятся на 4 типа.
Класс точности для центровочных свёрл не вводится.
Сверла для глубокого сверления
В ряде источников по металлообработке отверстие с глубиной в 5 раз превышающей его диаметр уже считается глубоким.
В то же время в ГОСТ 12122-77, где представлены типовые размеры «длинной серии», показано, что отношение длины рабочей части к диаметру l/d колеблется в диапазоне от 15 до 20.
Таким образом глубоким можно считать сверление отверстий с глубиной, превышающей диаметр в 10 – 15 раз и более.
В начале этого диапазона и при диаметрах до 10 мм задача решается с помощью спиральных сверл стандартной «длинной серии» (класса точности А1, В1 и В).
В этом случае используется традиционный наружный подвод СОЖ и наружный отвод стружки.
При отношении l/d ≈ 20 – 30 и диаметрах до 30 мм проблема решается применением шнековых сверел и длинных спиральных сверел с каналами для СОЖ и канавками для дробления стружки (внутренняя подача СОЖ и наружное удаление стружки).
С дальнейшим увеличением l/d и/или увеличением диаметра отверстий проблемы с подачей СОЖ и удалением стружки делают использование спиральных сверл невозможным.
Такие отверстия получают с помощью сверл одностороннего резания с внутренней подачей СОЖ или наружной подачей СОЖ, внутренним или наружным отводом стружки. К ним относятся ружейные (пушечные) и эжекторные сверла.
Ружейное сверло
Данный вид не относится к спиральному типу. Ружейное сверло представляет собой полую конструкцию с одной или двумя режущими кромками на рабочей части. Точность обработки по диаметру соответствует 7 – 9 квалитету.
Широкая и глубокая выемка по всей длине корпуса сверла обеспечивает эффективный наружный отвод стружки. Она вымывается СОЖ, поступающей под высоким давлением из внутренней полости в каналы в рабочей части.
Сверлом такого типа получают отверстия диаметром до 30мм.
Рисунок 13 Ружейное сверло
Фото ружейное сверло
Для более крупных отверстий применяют сверла с внутренней подачей СОЖ и не наружным, а внутренним отводом стружки.
Глубокое сверление с внутренним отводом стружки. Эжекторное сверло
При глубоком сверлении отверстий с l/d≫20 и диаметрами более 30 мм проблемы с подачей СОЖ и особенно с удалением стружки значительно усложняются. Наружное удаление становится практически не возможным, поэтому приходится использовать специальное составное сверло.
Инструмент представляет собой стальную трубу с навинчивающейся рабочей частью. Рабочая часть изготавливается в виде полого толстостенного цилиндра с площадками для установки режущих пластин и каналами для СОЖ. Конструкция позволяет использовать большую часть пространства отверстия для отвода стружки.
На рисунке ниже представлен усовершенствованный вариант такой конструкции – эжекторное сверло. У него пустотелая рабочая часть (2) с наружной смазкой и охлаждением.
Рисунок 14 Эжекторное сверло
В процессе сверления стружка дробится и попадает вместе с СОЖ в полость рабочей части. Далее смесь поступает в полость трубы (5) и уходит в стружкоприемник, где стружка отделяется от СОЖ.
Главное отличие эжекторной схемы от обычной заключается в дополнительных каналах (6). Они обеспечивают возврат 1/3 поступающей СОЖ сразу в полость стебля сверла. Благодаря этому возникает эффект эжекторного насоса, который создает дополнительное разрежение в полости рабочей части. Эффект обеспечивает усиленную откачку СОЖ вместе со стружкой из зоны резания.
Для эжекторного сверла необходим специальный патрон, обеспечивающий подачу СОЖ. Такие патроны разработаны и могут устанавливаться на универсальных станках (токарных, сверлильных, фрезерных и т. п.).
В итоге глубокое сверление может выполняться на обычном оборудовании, дополненном стационарной или мобильной насосной станцией. При этом требуемое давление СОЖ в 2 раза ниже, чем при глубоком сверлении с наружной подачей СОЖ без эффекта разрежения.
Также применение эжекторного сверла избавляет от герметизации зазоров между заготовкой и кондукторной втулкой (3). что упрощает наладку и обслуживание станка.
Перовые сверла по металлу
Перовые сверла получили свое название благодаря форме рабочей части. В зависимости от конструкции рабочей части они делятся на цельные и составные.
Цельные конструкции могут быть ступенчатыми, что позволяет за один заход получить отверстие с переменным диаметром. Цельные сверла выпускаются определенных стандартных номеров (6, 7, 8, 10 … мм). Составные перовые сверла состоят из универсальной державки и сменных режущих пластин по ГОСТ 25526-82.
Основное применение этого типа связано с неглубоким или предварительным сверлением сталей, чугунов и др. металлов в операциях с большими значениями квалитета.
Рисунок 15 Перовое сверло
Корончатые сверла (кольцевые фрезы, кольцевые сверла) по металлу
При больших диаметрах сквозных отверстий сплошное сверление представляется нецелесообразным c точки зрения затрат времени и ресурсов. Гораздо эффективнее не переводить весь металл в стружку, а вырезать только кольцо заданного наружного диаметра. С такой операцией успешно справляются корончатые сверла.
Рисунок 16 Корончатое сверло по металлу
Корончатое сверло дает значительное преимущество при сверлении листового материала, обработке торцевых кольцевых канавок, сверлении на криволинейной поверхности и получении отверстий большого диаметра. Корончатое (кольцевое) сверление позволяет оптимизировать производство не только за счет роста производительности.
Применение такого инструмента позволило значительно уменьшить габариты сверлильных станков, получить эффективное передвижное оборудования для сверления металлопроката, рельсов, труб.
В настоящее время на российском рынке представлены корончатые сверла из быстрорежущей стали (HSS) и с напаянными твердосплавными резцами. Диаметры от 10 мм до 150 мм.
К сожалению, в РФ нет стандарта для кольцевых сверл по металлу. Такой стандарт имеется только для кольцевых сверл по бетону, керамике и т.п. (ГОСТ 17013-71). В отсутствии стандарта говорить о классах точности некорректно.
Первые модели корончатых сверл имели свои недостатки. В первых образцах отмечались проблемы с центровкой, при l/d
5 ухудшалось удаление стружки.
Кроме того, корончатое сверло имеет большую поверхность контакта с обработанными поверхностями, которые с трех сторон окружают лезвия инструмента. В таких условиях увеличивается сила трения, растет тепловыделение, затрудняется отвода тепла.
В современных конструкциях корончатых сверл решены задачи с центровкой отверстий, проблемы с отводом тепла и удалением стружки устраняются эффективной подачей СОЖ.
Комбинированные сверла по металлу
Сверла такого типа являются комбинацией двух различных инструментов металлообработки. Соответственно, их применяют для совмещения некоторых последовательных технологических операций.
Поскольку сверление часто предшествует нарезанию резьбы, зенкованию, то вполне логично появление комбинаций сверло-метчик, сверло-зенкер. Для объединения используются как правило сверла спирального типа.
Спиральное сверло: Улучшение геометрии спиральных сверл
Улучшение геометрии спиральных сверл
Спиральное сверло работает в более тяжелых условиях, чем резцы и многие другие инструменты. Так как сверло все время погружено в обрабатываемый металл, то затрудняются отвод стружки и доступ охлаждающей жидкости к лезвиям инструмента. Кроме того, сверло, вследствие своих конструктивных особенностей, имеет неблагоприятную геометрию режущих элементов.
Главными из недостатков геометрии спирального сверла, вызывающими снижение стойкости и увеличение сил резания, являются:
1) отрицательные передние углы на поперечном лезвии (перемычке);
2) недостаточные передние углы на участках, примыкающих к сердцевине сверла;
3) отсутствие заднего угла на направляющих ленточках.
В настоящее время известен ряд способов, позволяющих путем изменения геометрии режущей части сверла при заточке значительно улучшить его режущую способность, повысить стойкость и уменьшить силы резания. Наибольшее распространение получили: 1) подточка перемычки, 2) двойная заточка и 3) подточка направляющих ленточек.
Перемычка сверла находится в очень тяжелых условиях: не имея нужных углов, она по существу не режет, а выдавливает, скоблит металл. Естественно, что чем меньше ширина перемычки, тем легче работает сверло и тем выше его стойкость. Однако значительно уменьшить перемычку путем утонения сердцевины сверла нельзя, так как это ведет к снижению прочности последней и может вызвать поломки.
Чтобы улучшить условия работы перемычки без ослабления прочности сверла, прибегают к ее подточке. Известен ряд разновидностей подточки перемычки сверла.
Наиболее простая форма подточки перемычки а) состоит в создании дополнительных выемок на обеих передних поверхностях около вершины сверла. Эти выемки обеспечивают уменьшение ширины перемычки на 25—50% за счет удлинения главных режущих лезвий, а также некоторое увеличение передних углов на них. Сверло с подточенной перемычкой режет гораздо легче (осевая сила резания уменьшается на 25%) и имеет более высокую стойкость.
Широкую известность получила форма подточки перемычки, предложенная сверловщикомноватором В. И. Жировым. Она заключается в том, что перемычка одновременно подтачивается и прорезается специально заправленным шлифовальным кругом, так что вместо нее образуются два выступающих лезвия. Благодаря устранению неблагоприятной геометрии перемычки, такая подточка дает хорошие результаты при сверлении чугунных деталей, позволяя в два раза уменьшить осевую силу резания и увеличить подачу на 30— 40%; стойкость сверл возрастает в 1,5 раза. При сверлении стальных деталей подточку В. И. Жирова применять нецелесообразно вследствие пониженной стойкости сверл и частых поломок, особенно при работе без кондукторных втулок.
Для сверления стали может быть рекомендована форма подточки перемычки, разработанная и успешно применяемая на Горьковском автомобильном заводе (рис. 53, в). Ее отличительной особенностью является то, что в месте перемычки образуются два дополнительных режущих лезвия с положительными передними углами величиной 3—5°. В центре режущей части сверла сохраняется очень узкий «перешеек» (0,1—0,2 мм), что обеспечивает хорошую устойчивость при засверливании и предотвращает увод сверла при работе без кондуктора. Наряду с уменьшением осевых сил резания в два раза такая форма подточки перемычки позволяет увеличить стойкость сверл при обработке стали в среднем в 1,8 раза, а при обработке чугуна — в два раза.
Двойная заточка заключается в образовании на заборной части сверла переходных лезвий длиной 0,2 диаметра сверла, с углом при вершине 70—75°. Благодаря этому, режущие лезвия удлиняются, толщина среза на участках, работающих с наибольшей скоростью резания, уменьшается, а отвод теплоты улучшается. Все это способствует уменьшению износа по «уголкам» сверла и повышению его стойкости.
Двойная заточка увеличивает стойкость сверл до шести раз при обработке чугуна и до трех раз при обработке стали. Особенно хорошие результаты получаются при сверлении чугунов и твердых сталей. Для сверления мягких и вязких сталей двойную заточку применять не следует, так как сильно увеличивается объем, занимаемый стружкой, что затрудняет работу сверла.
Одним из наиболее подверженных износу участков спирального сверла являются места перехода от главных режущих лезвий к направляющим ленточкам («уголки»). Так как ленточки не имеют задних углов, то здесь нередко наблюдается сильный износ сверл по диаметру, приводящий к защемлению и поломкам инструмента. Чтобы уменьшить этот недостаток геометрии сверл, рекомендуется производить подточку ленточек, которая заключается в том, что на небольшой длине ленточки (от 1,5 до 4 мм, в зависимости от диаметра сверла) снимают затылок под углом 6—8°, оставляя только узкую фаску шириной 0,2—0,4 мм. Фаска необходима для сохранения диаметра сверла на участке подточки; иначе, вследствие истирания по диаметру, сверло быстро получит «прямой» конус и будет ломаться.
Сверло с подтоналипание металла на леченными ленточками, точки, такая заточка обеспечивает увеличение стойкости в два — три раза, а иногда даже до шести раз. Не следует прибегать к подточке лен точек при сверлении твердых металлов.
Диаметры сверл по металлу
Такой вид инструмента как сверло по металлу можно встретить у любого домашнего мастера, при этом обязательно иметь набор сверл различного размера чтобы иметь возможность делать отверстия нужного диаметра.
Какие есть виды сверл по металлу
Мастерские, обрабатывающие металл на профессиональном уровне имеют в своем инвентаре несколько видов этого инструмента, отличающегося по виду, длине и диаметру. Кроме этого они различаются по:
- виду хвостовиков – элемент, с помощью которого инструмент фиксируется в оборудовании,
- виду режущей части – рабочая поверхность, которая выполняет резку металла,
- виду рабочей поверхности – часть сверла, отвечающая за удаление стружки зоны обработки.
Цилиндрические спиральные сверла
Это самый распространенный вид этого инструмента, который можно встретить в инвентаре каждого мастера. Может применяться во всех видах оборудования и инструмента для сверления. Изготавливают их, согласно ГОСТ 885-77, из инструментальной стали таких марок как HSS, Р6М5 и Р18 что обеспечивает им надежность и долговечность.
Однако в последние годы все чаще на прилавках магазинов можно встретить сверли из других, более мягких марок стали, соответственно срок службы такого инструмента значительно ниже. О том как правильно выбрать сверло, на что смотреть при выборе, читайте здесь.
Данный вид сверл имеет диаметр 1-16 мм, но в некоторых случаях до 80 мм (как правило их изготавливают по спец заказу для мастерских и цехов) и предназначен для выполнения практически всех видов работ по сверлению металла.
Диаметры сверл по металлу этого типа
В таблице приведены стандартные размеры сверл этого типа для металлообработки. В ней указаны все варианты диаметра, длины и длины рабочей части.
Другие варианты размеров встречаются редко, как правило их изготавливают в небольшом количестве или по заказу металлообрабатывающих предприятий.
Конические сверла по металлу, их размеры и характеристики
Этот тип инструмента имеет канонический хвостовик, которые применяется в станках и некоторых видах профессионального инструмента для сверления и предназначен для сверления отверстий большого диаметра. Поэтому он крайне редко может быть и арсенале домашнего мастера.
Какого диаметра бывают конические сверла. Диаметр этого типа сверл может быть 6–30 мм и иметь повышенную либо нормальную точность. Для промышленных станков этот инструмент может иметь диаметр до 75 мм. Ниже приведена полная таблица со всеми размерами.
Корончатые сверла по металлу, диаметры и характеристики
Этот вид инструмента еще называют фрезами так как он внешне совершенно не похож на классическое сверло по металлу. Благодаря такому оборудованию можно получить отверстия большого размера – диаметр которого может быть 12–150 мм, но относительно небольшая глубина 5–50 мм. Это обусловлено строением самого инструмента
Изготовлено оборудование из быстрорежущей стали. Некоторые сверла имеют напайки из стали повышенной прочности, что значительно ускоряет процесс обработки, в 4–12 раз меньше, чем при применении обычных сверл.
Маркировка сверл по металлу, расшифровка обозначений
На всех сверлах по металлу, согласно требованиям ГОСТ, должна присутствовать маркировка, по которой можно понять марку стали из которой изготовлен данное оборудование.
Если же такой маркировки нет, вероятнее всего данное сверло соответствует требованиям качества и применять его в профессиональной металлообработке не рекомендуется. Однако для домашнего мастера оно может быть отличным вариантом так как стоит дешевле.
Давайте разберемся в маркировке, которую можно увидеть на самом сверле, она состоит из букв и цифр, например Р 9, Р18, р6м5, Р9К15. Буква Р здесь означает что данный инструмент изготовлен из быстрорежущей стали. Далее идет цифра, обозначающая количество вольфрама в стали. Далее идет обозначение легирующего вещества в сплаве, пример:
- К6 – в сплаве присутствует шесть частей кобальта.
- М4 – присутствует четыре части молибдена.
- Ф3 – три части ванадия.
Эти элементы увеличивают прочность, теплостойкость и другие характеристики.
Маркировка, которая идет в сопровождающих документах (упаковке) к оборудованию. Обозначение точности оборудования:
А1 – повышенная точность.
В1 – нормальная точность.
Пример 2300-7055 А1 ГОСТ 885-77, где 2300 это эксплуатационно-конструктивные характеристики, 7055 – порядковый номер изготовления (серия), А1 – повышенная точность инструмента, ГОСТ 885-77 – инструмент соответствует требованиям стандартов 886-77.
Маркировка сверл hss и din
HSS. Эта маркировка используется на инструмента зарубежного производства, применяемого в профессиональной металлообработке и способного обрабатывать материал с прочностью до 1100Н/мм2. После аббревиатуры идут дополнительные буквы, обозначающие какой металл еще добавлен в сплав, примеры:
- HSS-G TiN (добавление нитрида титана),
- HSS-G TiAlN (с напылением титан-алюминий-нитрида),
- HSS-Co (добавление кобальта),
- HSS-E (добавление кобальта),
- HSS-G (добавление металла P4M3 – молибден),
- HSS-R (добавление металла P2M1 – молибден),
- HSS-E VAP (оборудование для обработки нержавеющей стали).
DIN. Сверла с этой маркировкой предназначены для обработки металла с мягкой и средней стружкой. Являются многоцелевыми и чаще используются домашними мастерами нежели профессиональными мастерскими.
Центровочное сверло относится к разряду профиссионального многофункционального инструмента комбинированного типа. Другими словами оно имеет несколько различных рабочих частей, с помощью .
Такие сверла как конусное и ступенчатое очень часто путают между собой не только мастера (не берем во внимание профессионалов в .
Сверление металлов это технологический процесс, направленный на получение отверстий различного диаметра в металлических листах и заготовках с использованием специального вращающегося .
Кольцевыми сверлами называют режущие инструменты корончатого типа, применяемые для качественного сверления отверстий больших диаметров. Конструктивно они представляют собой полый цилиндр, .
Способы сверления металла: свёрла и приспособления
Просверлить отверстие в металле — что может быть проще? Есть, однако, в этой слесарной операции довольно много тонкостей, касающихся правильного выбора инструмента, заточки и режимов резания. Обо всех нюансах сверления металла сегодня расскажет Rmnt.ru.
Для проделывания отверстий в металле используют свёрла — механические стержни из сплава, который твёрже, чем обрабатываемая деталь. Свёрла по металлу изготавливают из быстрорежущей стали марок Р6М5, Р9, Р18 под общим обозначением HSS, либо из твёрдых сплавов: ВК, Т5К10, предназначенных для обработки закалённых и твёрдосплавных заготовок.
Сверло состоит из трёх элементов:
- Кромки врезаются в дно отверстия и снимают с него тонкую стружку.
- Спиральная нарезка выталкивает стружку из отверстия.
- Хвостовик предназначен для крепления сверла в патроне инструмента.
Конструкция спирального сверла по металлу
О режущих кромках стоит рассказать более подробно. Это два скоса на остром конце сверла, которые сходятся в вершине — самой выступающей точке передней части, образуя перемычку. Угол, под которым сходятся кромки, называют главным углом при вершине, его величина стандартизирована для различных материалов и режимов обработки:
- Твёрдая сталь и нержавейка: 135–140°
- Конструкционная сталь: 135°
- Алюминий, бронза, латунь: 115–120°
- Медь: 100°
- Чугун: 120° задний угол и 90° угол заточки кромки
Рекомендуемые углы заточки сверла по металлу
Каждая кромка также имеет собственный угол заточки порядка 20–35°, определяющий её остроту. Этот угол, называемый задним, обеспечивает касание сверла к металлу только по линии кромок, при этом за ними остаётся свободное пространство. Такая форма необходима для более лёгкого снятия и выброса стружки. У некоторых свёрл кромка заточена под более тупым углом, вплоть до прямого. Такие режущие кромки хорошо справляются с обработкой хрупких металлов, например, чугуна, латуни и бронзы.
Шаблон для проверки угла заточки свёрл
Спиральная часть включает несколько канавок для отвода стружки, на вершине которых расположены дополнительные кромки, плоскость которых параллельна оси сверла. Это так называемая ленточка, которая при погружении сверла подчищает стенки отверстия и способствует более качественной центровке.
Виды свёрл по металлу и техника их заточки
Выше мы рассмотрели базовую разновидность свёрл. Чтобы понять, как формируются углы при заточке, нужно лишь немного знаний и практики. Точить свёрла лучше всего на шлифовальном станке с подручником, в худшем случае можно воспользоваться универсальной заточной машинкой. На УШМ свёрла точить нельзя: во-первых, это противоречит технике безопасности при работе с этим электроинструментом, а во-вторых, из-за большой скорости вращения металл сильно перегревается и отпускается, становясь мягким.
При заточке сверло устанавливается на подручник так, чтобы его режущая часть была немного приподнята. Проворачивая сверло и сдвигая хвостовик влево, нужно добиться, чтобы режущая кромка расположилась строго горизонтально и параллельно торцу круга. Затачивать левую и правую кромку нужно поочерёдно, снимая тонкий слой металла и периодически охлаждая сверло в воде.
Если просто зафиксировать сверло в требуемом положении и подвести его к наждаку, правильно обточить заднюю поверхность не удастся. Из-за того что точильный камень круглый, затылочная часть кромки получается вогнутой. Это приводит к быстрому затуплению кромки и проблемам с отводом стружки. Чтобы избежать такого явления, переднюю часть сверла после касания о камень нужно немного приподымать, подавая вперёд и не снимая нажима. Так формируется выпуклая задняя поверхность, которая намного лучше воспринимает нагрузку при резании.
Правильное движение при заточке сверла
Обточка кромок должна выполняться до выведения острых граней без сколов и заусенцев. При этом съём с обеих сторон должен быть равномерным, о чём можно судить по форме и положению остающейся перемычки, а также по длине самих кромок. Если перемычка будет смещена, сверло будет вращаться эксцентрично, что приведёт к увеличению диаметра отверстия. Этот эффект можно использовать, если в наличии нет сверла нужного диаметра.
Когда основные кромки выведены, выполняется стачивание перемычки. Для этого сверло нужно поставить на подручник под углом около 45° и прижать задней частью к ребру круга, не задевая режущую кромку. На перемычке образуются две небольшие насечки длиной до 1/10 диаметра сверла, которые выполняют роль заходных и центрирующих кромок.
Стачивание перемычки сверла
Более специфическая разновидность свёрл используется для сверления тонколистового металла. При изготовлении глубокого отверстия сверло сначала центрируется вершиной, а на выходе удерживается ленточками спиральной части. Однако в тонком металле вершина проходит насквозь до того, как ленточки упираются в края, из-за чего отверстие получается рваным, смещённым или овальным.
Заточка сверла для тонкого листового металла
В таких ситуациях лучше использовать сверло перьевого типа, имеющее центрирующий носик. Изготовить такое можно из обычного сверла по металлу, переточив его определённым образом. Всё делается так же и с теми же углами, но при этом кромки не развёрнуты от вершины к краям, а сведены навстречу друг другу. Перьевое сверло нужно затачивать о край камня, оставляя перемычку нетронутой. Стачивание кромок выполняется до тех пор, пока перемычка не образует носик, выступающий над вершинами режущей части на 1–2 мм.
Ступенчатое сверло по металлу
Третий вид свёрл по металлу — конусные ступенчатые. У них есть несколько режущих кромок различного диаметра, что позволяет проделывать разные по размеру отверстия всего одним инструментом. Однако, несмотря на кажущуюся универсальность, найти действительно хорошее ступенчатое сверло довольно сложно, а его стоимость составит не менее $25. Другой минус — заточку таких свёрл можно выполнить только на специализированном станке.
Для сверления твёрдых сплавов и закалённой стали лучше использовать победитовые свёрла по бетону. Их заточка изначально рассчитана на дробящее действие, однако если вывести кромки под углом при вершине около 135° и заточить их под углом 20°, даже в очень твёрдой детали можно без усилий проделать аккуратное отверстие.
Как правильно сверлить металл
Вне зависимости от того, выполняется сверление дрелью или на станке, главное — правильно выбрать скорость вращения. В большинстве случаев оптимальная скорость находится в диапазоне 1800–2500 об/мин, однако на практике могут выбираться совершенно разные значения в зависимости от точности заточки и свойств материала.
Для эффективного и быстрого сверления не обойтись без умения правильно соотносить скорость вращения и усилие подачи. Легко почувствовать, как сверло врезается в металл, непрерывно выделяя стружку, и само начинает заглубляться в дно отверстия без существенного усилия. Обороты при этом, как правило, довольно низкие — порядка 300–500 об/мин.
Лучший показатель, что процесс сверления проходит технологически верно, а сверло заточено правильно — равномерный выход стружки с обеих спиральных канавок. Качество стружки — тоже значимый показатель:
- при сверлении стали выделяется цельная стружка в виде длинных спиралей;
- чугун, закалённая сталь и прочие хрупкие материалы образуют россыпь иголок;
- алюминий сверлится с образованием коротких завитков;
- при сверлении нержавейки могут получаться пыль и мелкие хлопья.
Правильная стружка при сверлении металла
Если сверло не врезается в металл, а трёт по нему с характерным писком, либо на выходе образуется нетипичный вид стружки, лучше остановиться и поправить заточку, иначе есть риск отпуска металла от перегрева или слома рабочей части.
Обязательно соблюдение техники безопасности! Сверлить следует без перчаток, защитив глаза слесарными очками.
Перед началом сверления необходимо разметить все отверстия, которые нужно проделать в детали. Центр каждого отверстия следует наметить кернером. Сначала сверлится небольшая лунка глубиной 2–3 мм, в неё вносится несколько капель машинного масла. Нужно научиться позволять сверлу самому выполнять свою работу: сначала сильно прижать инструмент, а когда произойдёт врезание кромок в металл — ослабить нажим и просто слегка придавливать, удерживая равномерную скорость вращения.
Вместо масла могут использоваться и другие охлаждающие жидкости. Так, при сверлении нержавейки сверло нужно смачивать олеиновой кислотой. Её испарения вредны, поэтому работать необходимо в респираторе. Для охлаждения также хорошо подходит керосин и мыльная вода — брусок хозяйственного на литр.
Особое внимание требуется в момент выхода сверла при сверлении сквозных отверстий. Достаточно часто в таких случаях тонкое дно прорывается с образованием крупных заусенцев, которые попадают в спиральные канавки и затягивают сверло вперёд. На выходе из детали требуется ослабить нажим и немного увеличить обороты.
Сверление металла коронкой
Сверлить отверстия большого диаметра лучше в несколько этапов, постепенно увеличивая диаметр сверла. Это не только снизит нагрузку на инструмент, но также продлит срок жизни заточки и обеспечит чистоту обработки. Отверстия диаметром свыше 13 мм лучше сверлить с помощью коронок. Вместо масла рекомендуется использовать консистентную смазку, так будет меньше брызг. Коронке нужно периодически давать время остыть, а во время работы тщательно следить за тем, чтобы зубья погружались равномерно, иными словами — держать шпиндель строго перпендикулярно поверхности детали.
Завершающий этап сверления — снятие фасок с обеих сторон отверстия. Для этого можно использовать зенковку, а при её отсутствии — сверло вдвое большего диаметра, которое подаётся с минимальным усилием на больших оборотах. Для снятия заусенцев с больших отверстий разумно воспользоваться круглым напильником и наждачной бумагой.